Localized Change Management in Two Cases: Supply
Base Cost Escalation and Obsolescence Management
by
Robert J. Harris, Jr.
B.B.A., University of Mississippi, Oxford, 2005
B.S.M.E., Georgia Institute of Technology, Atlanta, 2007
Submitted to the MIT Sloan School of Management and the Department of Aeronautics
N
and Astronautics in partial fulfillment of the requirements for the degrees of
Master of Business Administration
MASSACHL
OF T ECHNOLOGY
and
Master of Science in Aeronautics and Astronautics
in conjunction with the Leaders for Global Operations Program at the
JUN 18 201
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
June 2014
LIB RARIES
@2014 Robert J. Harris Jr., All rights reserved.
The author hereby grants to MIT permission to reproduce and to distribute publicly paper
and electronic copies of this thesis document in whole or in part in any medium now known
or hereafter created.
Siqnature redacted
Author.......
MIT Sloan Sch 6 ol of Management and the Department of Aeronautics and Astronautics
May 9, 2014
Certified by.
Signature redacted ........ ....
..............
....
.
U
Peborah Nightingale, Thesis Supervisor
Professor of the Practice, Aeronautics and Astronautics and Engineering Systems Division
Certified by.
Signature redacted
Leigh Hafrey, Thesis Supervisor
Senio Lect rer, MIT Sloan School of Management
Approved by . . . . . . . . .
Signature redacted
................................
Paulo C. Lozano
Associate Professor of Aeronautics and Astronautics
Chair, Graduate Program Committee
I
Approved by..........
ii1
Signature redacted
Maura Herson
Director, MBA Program
Sloan
School of Management
MIT
Localized Change Management in Two Cases: Supply Base Cost
Escalation and Obsolescence Management
by
Robert J. Harris, Jr.
Submitted to the MIT Sloan School of Management and the Department of Aeronautics
and Astronautics
on May 9, 2014, in partial fulfillment of the
requirements for the degrees of
Master of Business Administration
and
Master of Science in Aeronautics and Astronautics
Abstract
There are several models for change available to modern organizations based on decades of
research. This research tends to focus on broad changes, such as enterprise transformations.
This thesis presents a model developed for changes of smaller scope. These smaller changes
are typically localized to a specific process or department. The Tactical Change Model is derived from existing change management literature to address these localized change efforts.
The phases of the model include: Name a Goal, Investigate the Current State, Develop
and "Sell" a Future State, Plan to Get From Here to There, Enact the Plan, and Spread
the Knowledge. A final phase, Reflection, is used throughout the change effort. This thesis presents two cases of change at the Aerospace Systems division of United Technologies
Corporation. The first case is a change in how escalation in supply costs, or headwind, is
forecasted. The goal in this case is a quick, top-down method for forecasting headwind to
replace a time-intensive, bottom-up method. The second case is a change in the evaluation
method of obsolescence risk mitigation options. This effort is intended to improve the evaluation of these options to develop a more holistic perspective. The Tactical Change Model
is used in both of these cases and evaluated using a Three Lens Analysis. The analysis
generates improvements to the Tactical Change Model, including explicitly accounting for
the Three Lenses throughout the model; removing the Name a Goal phase; emphasizing
frequency and structure in the Reflection phase; and allowing for feedback loops.
Thesis Supervisor: Deborah Nightingale
Title: Professor of the Practice, Aeronautics and Astronautics and Engineering Systems
Division
Thesis Supervisor: Leigh Hafrey
Title: Senior Lecturer, MIT Sloan School of Management
3
4
The author wishes to acknowledge the Leaders for Global Operations Program for its
support of this work.
5
6
Acknowledgments
This thesis is the result of contributions made from many people. I owe much to them. Some
of the most direct contributions came from my advisors. Professor Deborah Nightingale and
Professor Leigh Hafrey both provided superb guidance in turning this work into an actual
thesis, while also affording me the freedom to explore the project on my own terms. I
appreciate that balance and recognize that it was probably what made me appreciate my
thesis work the most. You both have my respect and gratitude.
I also want to thank UTC Aerospace Systems in general for allowing me to study their
operations in the name of this thesis. More specifically, Rishi Grover and Justin Keppy
deserve credit for providing the case studies and supporting my work in multiple ways. I
am certainly indebted to Craig Maurer, Ricardo Rhone, Gabby Ramirez-Chavez, and Nancy
Cheney in the Obsolescence Management Department for patiently serving as subject matter
experts. I sincerely hope that this thesis is directly beneficial to them. I am also grateful
to Ralph Pantano, who was able to provide the data I desperately needed and that many
said did not exist. Monica Jones, Terri Heisey, and Tracy Jones deserve my thanks for going
above and beyond their roles to make sure I had what I needed. I would like to thank Vickie
Colvard, who took a real interest in my project and was a great cube neighbor.
My parents and my in-laws have been incredibly supportive of my goals, even when it
meant moving my family across the country from them. My parents have both sacrificed
throughout their lives for me, and these past two years were no exception. My wife and
son have also sacrificed of themselves to follow me around the country. Jessica and Asher
deserve loads of credit for these past two years. They and the soon-to-arrive Abby Cate are
truly the best kind of blessings. Thank you, and I love you all.
Finally, I thank God for the all of these blessings and more that I could not hope to even
remember. My career goal has been to help humanity appreciate and enjoy His creation
through the aerospace field. This thesis is a milestone for me that I could not have achieved
without Him. I hope to honor Him throughout the rest of my career.
7
THIS PAGE INTENTIONALLY LEFT BLANK
8
Contents
1
2
3
Introduction
15
1.1
Industry Background . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
16
1.2
Company Background
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17
1.3
Project Background.
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19
1.4
Thesis Objective
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20
1.5
Major Findings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20
1.6
O u tlin e . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
22
Literature Review
23
2.1
Change Management . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
23
2.1.1
ACE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
23
2.1.2
Kotter Method
25
2.1.3
Enterprise Transformation Roadmap
. . . . . . . . . . . . . . . . . .
28
2.1.4
Beckhard and Harris . . . . . . . . . . . . . . . . . . . . . . . . . . .
31
2.1.5
Kanter's Skills . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
33
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2.2
Three Lens Analysis
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
36
2.3
Headwind . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
37
2.4
Obsolescence Management . . . . . . . . . . . . . . . . . . . . . . . . . . . .
40
The Tactical Change Model
45
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
46
. . . . . . . . . . . . . . . . . . . . . . . . . .
47
Develop and "Sell" a Future State . . . . . . . . . . . . . . . . . . . . . . . .
48
3.1
Name a Goal
3.2
Investigate the Current State
3.3
9
4
3.4
Plan to Get From Here to There . . .
49
3.5
Enact the Plan . . . . . . . . . . . .
50
3.6
Spread the Knowledge
. . . . . . . .
51
3.7
R eflect . . . . . . . . . . . . . . . . .
52
Cases
4.1
4.2
53
Headwind
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4.1.1
Name aGoal
4.1.2
Investigate the Current State
53
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
53
. . . . . . . . . . . . . . . . . . . . . .
54
4.1.3
Develop and "Sell" a Future State . . . . . . . . . . . . . . . . . . . .
55
4.1.4
Plan to Get From Here to There . . . . . . . . . . . . . . . . . . . . .
56
4.1.5
Enact the Plan . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
56
4.1.6
Spread the Knowledge
. . . . . . . . . . . . . . . . . . . . . . . . . .
58
4.1.7
Reflection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
58
Obsolescence Management . . . . . . . . . . . . . . . . . . . . . . . . . . . .
59
4.2.1
Name a Goal
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
59
4.2.2
Investigate the Current State
. . . . . . . . . . . . . . . . . . . . . .
59
4.2.3
Develop and "Sell" a Future State . . . . . . . . . . . . . . . . . . . .
63
4.2.4
Plan to Get From Here to There. . . . . . . . . . . . . . . . . . . . .
67
4.2.5
Enact the Plan
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
67
4.2.6
Spread the Knowledge . . . . . . . . . . . . . . . . . . . . . . . . . .
68
4.2.7
R eflection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
68
71
5 Analysis
5.1
Three Lens Analysis Methodology . . . . . . . . . . . . . . . . . . . . .
71
5.2
Three Lens Analysis of Headwind Case . . . . . . . . . . . . . . . . . .
71
5.2.1
Strategic Design Lens Perspective on Headwind Case . . . . . .
71
5.2.2
Political Lens Perspective on Headwind Case . . . . . . . . . . .
72
5.2.3
Cultural Lens Perspective on Headwind Case . . . . . . . . . . .
72
Three Lens Analysis of Obsolescence Management Case . . . . . . . . .
73
5.3.1
73
5.3
Strategic Design Lens Perspective on Obsolescence Management Case
10
6
5.3.2
Political Lens Perspective on Obsolescence Management Case
5.3.3
Cultural Lens Perspective on Obsolescence Management Case
Conclusions and Revised Tactical Change Model
. . . .
74
75
77
A Headwind Forecasting
83
B Obsolescence Management
93
11
THIS PAGE INTENTIONALLY LEFT BLANK
12
List of Figures
1-1
UTC Aerospace Systems Business Unit Structure
2-1
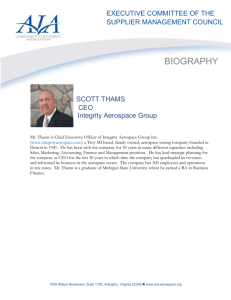
Enterprise Transformation Roadmap as presented by Nightingale and Srinivasan.[17] 29
2-2
Change Map as Presented by Beckhard and Harris. [2] . . . . . . . . . . . . .
32
2-3
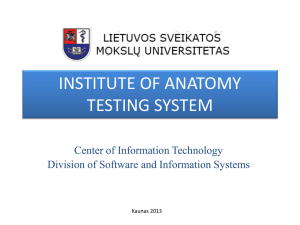
Obsolescence Mitigation Strategies [26] . . . . . . . . . . . . . . . . . . . . .
41
3-1
Tactical Change M odel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
46
3-2
Origins of the Steps of the Tactical Change Model . . . . . . . . . . . . . . .
47
6-1
Revised Tactical Change Model . . . . . . . . . . . . . . . . . . . . . . . . .
79
A-1 Economic indicators investigated as headwind drivers . . . . . . . . . . . . .
85
A-2 Values and diagnostics for headwind equations . . . . . . . . . . . . . . . . .
87
A-3 Screenshot of General Headwind Forecast Tool Interface
. . . . . . . . . . .
88
A-4 Screenshot of General Headwind Forecast Tool Interface
. . . . . . . . . . .
89
. . . . . . . . . . . . . . . . . . . . . .
90
A-5 Results of general headwind forecast
A-6 Results of negotiation headwind forecast
. . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . .
18
91
B-1 Costs of obsolescence mitigation options versus number of parts resolved (notional only) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
97
B-2 Algorithm used to trade off design refreshes and life-time buys . . . . . . . .
98
B-3 Schematic of the model used to evaluate obsolescence mitigation strategies .
99
13
THIS PAGE INTENTIONALLY LEFT BLANK
14
Chapter 1
Introduction
Change is important in any company. In the 1980s and '90s, American industry began to
appreciate the benefits of techniques and strategies used by their Japanese counterparts.
This sparked a surge of research and implementation of lean methodologies based largely on
the Toyota Production System. The American industry mimicked the processes that seemed
to be providing economic advantages. Steve Spear notes the results of these efforts in his
book The High-Velocity Edge:
"Though many firms had embraced various tools associated with lean manufacturing and total quality management and had gained stability and control of
work sites that had been chaotic and unreliable, they still never caught up. And
now I could see why. These firms had picked up the visible tools of high-velocity
organizations - the value-stream maps, pull systems, production cells, statistical
process control charts, and design of experiments - but they had not understood
what these tools were for: managing complex work for continual improvement of
that work." [28]
To be sure, concepts like pull manufacturing, work standardization and statistical process
control were quite an advancement in manufacturing technology, but the essence of lean was
not to be found in artifacts such as these. They were expressions of the underlying ideology
of lean. The essence of lean is change. Change allows for continuous improvement, and continuous improvement allows a company to become ever more efficient and competitive in the
15
marketplace. The Toyota Production System and its associated artifacts were not the source
of competitive advantage in themselves. They were being used by Toyota to facilitate change
in the quest for improvement, which was the source of competitive advantage. As continuous improvement and change began to come to the forefront of management technology,
academic research paved the way. Several change frameworks emerged as the importance
of change was realized. These frameworks are intended to standardize the change process,
and just as with any standard work, they are candidates for continuous improvement. This
thesis is intended to identify how change research can be used in a circumstance that deviates
from the standard case that this research typically focuses on. Instead of large-scale change
efforts, this thesis focuses on localized change efforts. The change model literature research
is used to develop a Tactical Change Model, which is implemented in two cases and analyzed
for efficacy. The results of that analysis are used to improve the model.
1.1
Industry Background
United Technologies Corporation Aerospace Systems (UTC Aerospace Systems) is a tier one
supplier to aircraft companies like Boeing, Lockheed Martin, Airbus, Embraer, and Bombardier. It supplies various systems that perform important functions on these customers'
aircraft, including actuation, aerostructures, landing gear, propeller systems, wheels and
brakes, engine components, sensor systems, and others.
There are few competitors, but since there are also few customers, competition for large
contracts tends to be fierce. The trend in the industry for the past two decades has been
consolidation, with acquisitions leading to large tier one suppliers that can offer entire systems and packages not possible for smaller, more focused companies. Further up the supply
chain, lower tiered suppliers are more fragmented. They tend to be smaller companies, but
with a more diverse set of customers. Competition is not necessarily fierce for sales to the
aerospace industry.
The aerospace industry is a long-cycle, heavily regulated industry. Commercial aircraft
are designed to last 20 years or longer, and military aircraft are typically required to last even
longer. Government regulations dictate that new product development requires extensive
16
testing to prove airworthiness. This testing is expensive and time-consuming, leading to an
important barrier to new entrants.
Similarly, outside of the relatively few suppliers of these highly regulated systems, airframers like Boeing and Airbus have little opportunity to utilize substitute products. The
standard approach among suppliers in the industry is to sell the original equipment to the
airframers at a minimal profit, then supply the much more profitable aftermarket - performing maintenance and replacing equipment to sustain the long life cycles of the aircraft. A
supplier has an advantage in winning this aftermarket business if they supplied the original
equipment on the aircraft to be serviced.
These industry dynamics lead to two effects that have important consequences. First,
because the lifecycle of a typical aircraft is long and the aftermarket is important, tier one
suppliers must be able to support the aftermarket with parts. However, because the lower
tiered suppliers have many other customers in industries with shorter lifecycles, they tend
to discontinue production of components while they are still being used on aircraft. Second,
because of the long lifecycle of a typical aircraft, financial forecasts are important. Tier one
suppliers must be able to predict their costs in order to convert long sales contracts with
airframers into profit. The two cases examined herein represent change efforts being made
to address these two effects.
1.2
Company Background
UTC Aerospace Systems provides aerospace products and aftermarket services, including
electric power generation, power management and distribution systems, flight control systems, engine control systems, intelligence, surveillance, and reconnaissance systems, engine
components, environmental control systems, fire protection and detection systems, propeller
systems, aircraft nacelles, interiors, actuation, landing systems, and electronic systems. UTC
Aerospace Systems sells these products to airframe manufacturers, the United States and
foreign governments, aircraft operators, maintenance, repair and overhaul providers, and independent distributors. The largest customers for the past year were Boeing and the United
States government, representing 13% and 24% of sales, respectively. [9]
17
UTC Aerospace Systems was formed on July 26, 2012 after UTC bought Goodrich Corporation and merged it with UTCs existing Hamilton Sundstrand division at a cost of $18.3
billion.[9] Prior to the acquisition, Hamilton Sundstrand was quite centralized in its operations. In contrast, the Goodrich Corporation was quite decentralized, with each business
unit acting almost as an independent business and the corporate headquarters operating
much like a holding company. The differences between the two legacy organizations present
challenges in aligning their efforts and processes, but also present opportunities to take advantages of synergies. The current structure of UTC Aerospace Systems is shown in Figure
1-1.
Aircraft Systems
Power, Control & Sensing Systems (PCSS)
Actuation Systems*
Electric Systems"*
Aerostructures*
Space Systems*
Wheels & Brakes*
Engine & Control Systems (E&CS)*
Interiors*
Fire Protection Systems**
Landing Gear*
Sensors & Integrated Systems**
Propeller Systems**
Intelligence, Surveillance, and Reconnaissance
Systems (ISR)*
Air Management Systems**
Engine Components*
Figure 1-1: UTC Aerospace Systems Business Unit Structure
*Unit of Goodrich Corporation prior to acquisition
**Unit of Hamilton Sundstrand prior to acquisition
The alignment of these two organizations has taken much planning and effort. Frameworks from lean ideology such as five whys analyses and fishbone charts were the basis of
the activity. Leaders behind the change were tasked with operating the newly formed organization effectively while also building it. One senior vice president described the current
state saying, "We are building a highway while we are driving on it." A few of the principles
discussed in the change management literature were explicitly followed. The transformation
leadership was intentional about strategically selecting projects for their operational importance and their impact on credibility and morale. Quick wins were actively planned into
18
the change. After one year of integration progress, the senior vice president noted, "It's not
over. We're evolving."
This dual responsibility of operating and integrating the company
has required intense effort, but at least among the senior leadership, the potential rewards
of the integration warrant it. A vice president of human resources noted, "Nobody wants to
fail. There's a lot left to do."
1.3
Project Background
In the Annual 10K Report released by United Technologies Corporation (UTC) for 2012,
several items are listed as risks, uncertainties, and other factors which may impact the
forward-looking statements therein. The second listed uncertainty is the ability to integrate
the acquired Goodrich operations and to realize synergies and opportunities for growth and
innovation.[9] After the acquisition of Goodrich last year, the Operations groups of both
divisions, Power, Controls, and Sensing Systems (PCSS) and Aircraft Systems (AS), were
tasked with identifying and exploiting synergies. Members of these groups actively look for
these opportunities and facilitate projects to realize the savings they represent. This work is
divided into several focus areas, with employees in the Operations group assigned to specific
areas. These focus areas include Product, Footprint, and Headcount. The Product group is
aimed at reducing costs related to the products. The Footprint group is aimed at reducing
costs associated with facilities. The headcount group is aimed at reducing costs associated
with employees. The purchase and integration has provided the Operations group with an
abundance of opportunities to optimize operations. One Operations manager said, "85% of
our work is related to integration."
As with any company, change is important at UTC Aerospace Systems. Several projects
have been launched to recognize synergies in the new division, each implying a change effort.
In addition to the changes made for the sake of synergy, the Operations group continually
looks for changes that could be made to reduce costs and increase the value of the company.
This thesis will focus on two projects currently underway that could facilitate cost savings
or improve efficiency based on two localized changes. Those two projects are used as case
studies to examine how change happens at UTC Aerospace Systems and the efficacy of the
19
Tactical Change Model.
1.4
Thesis Objective
The objective of this thesis is to examine localized change at UTC Aerospace Systems. Beginning with Lewin's model of unfreezing, introducing change, and freezing in 1951, there
have been several change management frameworks made available to the business world. [15]
However, the efficacy of a particular framework is dependent on situation-specific factors
such as culture, leadership style, and organization size. This study will examine how existing change management frameworks may be adapted into a new model to fit a particular
situation, localized change, represented by the two cases herein.
1.5
Major Findings
These cases indicate that existing change models are useful for making efficient and effective change, however these models may require some customization for the circumstance at
hand. This is particularly true when used outside of the scope of the broad organizational
transformations for which they are intended. In response, I introduce the Tactical Change
Model. The Tactical Change Model represents an effort to distill a set of those existing
models into a form more suited to changes of smaller scope. During the case studies, I used
the Tactical Change Model as a framework to achieve the desired changes. The case studies
are analyzed in this thesis to generate revisions to the Tactical Change Model. The major
findings of those cases are presented here.
Three Lens Analyses, whereby strategic, cultural, and political perspectives are used
to characterize an organization, is used to evaluate the change cases. These Three Lens
Analyses reveal several important findings. Notably, one of those findings is that Three Lens
Analyses should be incorporated into the model and considered consistently throughout the
change.
One area particularly appropriate for the inclusion of a Three Lens Analysis is the current
state analysis. A thorough current state analysis sets the foundation for the entire change.
20
No other phase of the change model has as much of an impact on the change as the current
state investigation. My experience during these case studies demonstrated that a Three Lens
Analysis is beneficial in a change effort.
My studies of the cases described here demonstrate the importance of incorporating
persistent reflection into the change process. The models in the change literature tend to
either omit reflection or, at most, imply reflection within phases dedicated primarily to other
goals. This leads to many change models that have no mechanism for course correction.
In contrast, my experience in the cases discussed here indicates that reflection should be
performed regularly during all phases of a change. In one case, a complete revision of the
final goal was induced through reflection.
Reflection was included as a separate phase in the original Tactical Change Model and
used during these cases. This reflection would have been more effective, however, with improved structure. Frequency, a consistent framework, and appropriate stakeholder participation are important dimensions of this structure. As discussed above, a three lens approach,
explicitly considering each lens, is one way to provide a framework for reflection. As I performed a Three Lens Analysis on these cases after their conclusion, it became clear that this
technique would be useful during the reflection phase as well as the current state analysis.
This would promote a holistic view of the change throughout the effort, serve as a consistent
framework, and encourage participation from all appropriate stakeholders. Expanding the
idea further, this three lens perspective should be used during all phases of the model. As
a result, the Three Lens Analysis is incorporated into each phase of the revised Tactical
Change Model.
Many change models in the change management literature specify "Name a Goal" as the
first step in a change. In the cases described here, however, the goals were given. The change
efforts were the result of directives, which is likely the case for most localized changes. Even
without an obvious directive, tactical change efforts do not require the level of cognitive
investment that broader transformational efforts require.
Two specific tools were particularly useful during the change efforts. Those tools were
the expert audit and pilot test. These two actions helped persuade stakeholders about the
merits of change.
21
A final significant finding is the fallacy of the uni-directional change model. New information and deviation from the plan may change the assumptions or premise of the change effort.
The model should guide the change leader to revisit previous phases in these instances.
1.6
Outline
This thesis will begin with a review of the change model literature, including the model
used generally by UTC as well as some prominent models developed within academia. The
chapter continues with an introduction to an existing organizational analysis framework.
This is followed in the same chapter by an introduction to literature around headwind and
obsolescence management, which are the themes of the two cases studied here. The next
chapter introduces and explains the Tactical Change Model, which is based on change models
in the literature. The Tactical Change Model is then used to affect change in two cases at
UTC Aerospace Systems. Next, Three Lens Analyses are used to evaluate the change cases.
Based on those analyses, strengths and opportunities for refinement of the Tactical Change
Model are identified in the final chapter. The thesis concludes with a revised Tactical Change
Model and some effective techniques for promoting a localized change.
22
Chapter 2
Literature Review
A literature review is presented here for the four subject areas covered in this thesis: change
management, organizational analysis, headwind, and obsolescence management. Literature
regarding change management is presented as a basis for the Tactical Change Model developed in Chapter 4. Organizational analysis literature is presented to provide a way to
analyze the cases. Literature regarding headwind and obsolescence management is presented
in support of the changes made in those cases.
2.1
2.1.1
Change Management
ACE
All divisions within UTC, including UTC Aerospace Systems, use a proprietary operating
system to drive quality into their products and processes. This operating system is called
Achieving Competitive Excellence, or ACE. The ACE framework is based on a legacy of
lean, and is focused on improving efficiency and reducing waste. It is "implemented on the
micro level, with employees who are trained and empowered to implement the standard processes across the company." [10] ACE is the way all UTC employees do business everyday,
around the world, to delight (their) customers and create value for (their) shareholders. [10]
One of the main elements of ACE is a set of tools that helps the organization identify process improvement opportunities, solve problems and assists with decision-making processes.
23
Those tools comprise a framework through which change can be driven. ACE prescribes
eight factors for success of a lean transformation:
1. Process Vision: This is the ideal state of a process, customer-oriented and waste-free.
It is expressed verbally and graphically.
2. ACE Criteria: These principles provide a standardized way of describing progress from
the current state to the future state and the intermediate stages.
3. Target Linkage: Targets should evaluate the progress of a transformation project by
way of key process indicators. These key process indicators should be related to relevant
business metrics.
4. Transformation Roadmap: This is an implementation guide for the project for all levels
of tasks. Each task is budgeted, tracked, and reviewed according to a Gantt chart or
similar table.
5. Toolset: These are the standard methods used to facilitate a transformation project.
They are the most recognizable artifacts of ACE, and they include widely used lean
tools such as 5S, value stream mapping, standard work, market feedback analysis, quality clinic process charts, root cause analysis, mistake proofing, and a gate or passport
process.
6. Roles and Operations: A resource analysis is performed to identify where team members can contribute and where gaps need to be filled. A steering committee is also
established to drive the transformation.
7. Competency Development: A competency development matrix is constructed to assess
the skills of the organization needed to transform and support a lean organization.
8. Commitment and Communication: Organizational commitment is built from sufficient
communication, and it sustains the transformation to completion.[10]
24
2.1.2
Kotter Method
Kotter put forth eight steps to transform an organization after observing over 100 companies
for more than a decade.[14] He noted several common mistakes that led to the failure of
change efforts, and created a framework that directly addressed those failure modes.
Step 1: Establish a sense of urgency
The first step involves identifying where and why change should be made. The motivation
for the entire process comes from this step. Without motivation, change is unlikely. One
can examine the relevant market and competitive environment to identify crises, potential
crises, or major opportunities. Kotter notes that well over 50% of the companies he observed
failed to establish an adequate sense of urgency.[14] Overcoming the fear of change, which
may be accompanied by jeopardized short-term metrics and job security concerns, is vital
to facilitating change. As one CEO put it, the goal is "to make the status quo seem more
dangerous than launching into the unknown." [14] A crisis or major opportunity based on
market and competitive realities must be recognized and effectively communicated. In some
instances, a crisis has been intentionally manufactured within the organization to instill
urgency.
Step 2: Form a powerful guiding coalition
Senior managers with enough organizational power to gain currency for a change effort must
form the core of a guiding coalition dedicated to the change. In the early stages, a small
group of three to five people is sufficient, but the coalition needs to grow to dozens before
significant progress can be made.[14] As the coalition grows, it must operate with different
norms regarding hierarchy. Members who are not senior managers are valuable for their
informal power and perspective within an organization, but their contributions will not be
fully realized if the traditional boundaries and protocol stifle free exchange. A deliberate
effort must be made to unify this coalition. Kotter suggests off-site retreats as a possible
vehicle for this unification. [14] Finally, key line managers must be central to the coalition.
Managers from outside the primary functions of the organization are likely to be seen as
25
unqualified to drive change by employees from inside these functions.
Step 3: Create a vision
A sensible, clear vision is necessary to avoid the dissolution of the transformation effort into
a "list of confusing and incompatible projects that can take the organization in the wrong
direction or nowhere at all." [14] The vision serves not only to inspire employees to action,
but also to guide and explain change activities. Kotter proposes the following guideline:
if the vision cannot be communicated in five minutes or less and generate demonstrated
understanding and interest, the vision should be refined.[14]
Step 4: Communicate the vision
The goal of communicating the vision is to motivate the employees to pursue it. Employees
must be willing to make short-term sacrifices for the sake of the vision if significant change
is to occur. If they do not believe that such change is possible, they will not be motivated
to make sacrifices when necessary. To foster this belief, senior managers must communicate and support the vision through many communication channels. One organization-wide
email or a handful of speeches to employee groups is not sufficient evidence of management
commitment to engender widespread buy-in. Kotter gives two suggestions for the successful
communication of a vision. The first is to use all existing communication channels to broadcast the vision. Company newsletter articles, quarterly meetings, management education
courses, question-and-answer sessions, and routine discussions can all be used to transmit
the vision in an engaging way.[14] The second suggestion is to eliminate actions by leaders
that are inconsistent with the vision. Senior managers should be held accountable when they
engage in behavior that contradicts the vision. Kotter warns, "Nothing undermines change
more than behaviour by important individuals that is inconsistent with their words." [14]
Step 5: Empower others to act on the vision
Narrow job responsibilities, misaligned incentive systems, and unsupportive managers are
a few examples of obstacles that can inhibit a change effort. Delving into a change effort
without addressing obstacles such as these that employees will face will not only bog down
26
the effort, but it can also lead to cynicism towards the integrity of the change effort and
senior management.
A lone executive with enough power can create sufficient obstacles.
Such personnel must be treated in a way that is consistent with the vision, or the entire
effort will be perceived as weak.
Step 6: Plan for and create short-term wins
Kotter suggests that compelling evidence of the results of the change must be observed
in 12 to 14 months to sustain the effort of most people.[14] These results must be actual,
unambiguous results, as opposed to subjective evaluations. These short-term wins must be
actively sought. Initiatives that can demonstrate the effects of the change should be pursued
early in the project.
The short-term wins should not be left to chance.
In addition to
creating credibility for the change, these short-term wins also provide a way to sustain the
urgency needed to drive change in a way that a long-term goal cannot.
Step 7: Consolidate improvements and produce still more change
Kotter warns against confusing short-term wins with final success. It is tempting to celebrate
positive results from early projects within the change effort and lose momentum. The early
victory can actually give an opportunity to those opposed to change to declare that the
progress is sufficient and the effort should cease or be slowed.[14] To combat this, change
leaders should leverage the credibility provided by short-term wins to take on even larger
projects. One way of instilling this perspective in the organization is to measure all progress
against the final goal.
A metric could be devised to track this progress, reminding all
employees of the progress made along with the progress yet to be made.
Step 8: Institutionalize new approaches
There are two primary concerns when institutionalizing changes.
First, results must be
correctly attributed to the new approach. There is a danger that positive results can be
attributed to factors other than the change effort, minimizing the organizational momentum
behind it. Second, succession in top management must be made with consideration of the
change in mind. The top leaders must continue to serve as change champions. This can only
27
be accomplished through intentional effort. Kotter warns that his experience indicates that
a new CEO can undermine years of change effort in as little as two years.[14]
2.1.3
Enterprise Transformation Roadmap
The Enterprise Transformation Roadmap, developed at the Lean Advancement Institute at
MIT, is another framework for change. As stated in Beyond the Lean Revolution and as the
name implies, the Enterprise Transformation Roadmap is intended for use at the enterprise
level. The change process outlined begins with defining the enterprise. The definition of
the enterprise sets the scope of the change effort. Nightingale and Srinivasan propose seven
principles of enterprise transformation as the basis of the change framework:
1. Adopt a holistic approach to enterprise transformation
2. Secure leadership commitment to drive and institutionalize enterprise behaviors
3. Identify relevant stakeholders and determine their value propositions
4. Focus on enterprise effectiveness before efficiency
5. Address internal and external enterprise interdependencies
6. Ensure stability and flow (e.g., of information) within and across the enterprise
7. Emphasize organizational learning [17]
With these principles set in place and the enterprise defined, Nightingale and Srinivasan
lay out the Enterprise Transformation Roadmap shown in Figure 2-1.
This roadmap is
decomposed into three cycles: the strategic cycle, the planning cycle, and the execution
cycle.
The strategic cycle is focused on determining the strategic imperative and engaging leadership in the transformation.
A strategic imperative is found by examining the purpose
or value proposition of the enterprise. With this information, a strategic imperative can
be formed which aims the enterprise toward fulfilling that purpose by achieving whatever
change is necessary. An engaged leadership team is crucial to the success of a transformation.
28
LRI2(
Enterprise Transformation Roadmap
Figure 2-1: Enterprise Transformation Roadmap as presented by Nightingale and
Srinivasan. [17]
While enterprise transformation is eventually an organization-wide process, the effort must
be driven by the top leadership and its strategic vision. Nightingale and Srinivasan suggest
the creation of an executive transformation council to drive the change.
Along with this demonstration of leadership support, a transformation vision must be
communicated with a sense of urgency to motivate action. This vision should stimulate
a new mental model of the enterprise. This new mental model should provide a holistic
perspective of the enterprise and its future. Nightingale and Srinivasan recount success with
setting a graduated series of milestones to reach this future version of the enterprise. With
a holistic, urgent, leadership-supported vision appropriately communicated, the enterprise is
prepared to begin the planning cycle of the Enterprise Transformation Roadmap.
29
The planning cycle is composed of four primary actions. The first, a current state evaluation, is necessary to form an enterprise-wide view of the future state. In describing the
use of the current state evaluation to plan for a future state, Nightingale and Srinivasan
state, "if you identify the characteristics of how each process must perform to meet the pull
from a downstream process, you have created a very useful list of the characteristics of the
future enterprise based on an idealistic goal of perfection."
[17]
The next step is to interpret
the capabilities and deficiencies identified within the current state in terms of a desired future state. This future state can be thought of as a Big Hairy Audacious Goal (BHAG), as
described by James Collins and Jerry Poras in their book Built to Last, "A true BHAG is
clear and compelling, serves as a unifying focal point of effort, and acts as a clear catalyst
for team spirit. It has a clear finish line, so the organization can know when it has achieved
the goal: people like to shoot for finish lines." [7] After the future state is defined into a
vision, the enterprise infrastructure can be aligned to support that state. Incentives are an
important consideration when changing the structure and processes of the enterprise. These
incentives should support the necessary changes. Finally, a plan can be created to support
the execution of the transformation. Creation of a plan first involves identifying focus areas
then "identifying, selecting, and sequencing projects that the transformation team believes
will enable the enterprise to transform" at an increasing rate.[17]
At the beginning of the execution cycle, the plan should be communicated deliberately
from the senior leadership. This demonstrates leadership support and avoids the problem
of false or incomplete rumors. Then, education and training should be provided to support
the effort. Specific plans and programs from the transformation plan can then be initiated.
Progress along these efforts as well as the overall transformation should be tracked. As
these initiatives progress, the transformation should be nurtured and enterprise thinking
should be embedded. Nightingale and Srinivasan emphasize the importance of continued
executive-level involvement and a holistic perspective on enterprise activity. Reflection on
the transformation should be performed regularly, with lessons learned being diffused and
the inevitable adjustments made to minimize obstacles. A useful example of this type of
reflection is After Action Reports (AAR) performed by the United States Army. These
AARs are built around four questions:
30
.
What did we set out to do?
" What actually happened?
* Why did that happen?
" What are we going to do next time?
Finally, the transformation effort will lead to realization of further strategic imperatives
to be achieved. Thus, the Enterprise Transformation Roadmap restarts, and the enterprise
continues to improve.
2.1.4
Beckhard and Harris
Beckhard and Harris developed a simple change model to accommodate complex change.[2]
The model is shown in Figure 2-2 and includes the following steps:
Step 1: Determine the need for change and the degree of choice about whether to change
Step 2: Define the desired future state
Step 3: Define the present state
Step 4: Assess the present in terms of the future
Step 5: Manage during the transition
Beckhard and Harris contend that the first step is to determine the need for change,
including the sources of pressure for change, the potency of those sources, and the degree
to which change is necessary. Sources of change can include governments, owners, society,
or employees among others. The potency of these sources is driven by how much power
each retains as well as their perspective and investment in the change. When combined, the
identification of the sources of pressure and the potency of those sources begin to resemble
the stakeholder analysis prescribed in other change models. This similarity reinforces the
notion that a stakeholder analysis is indispensable for determining a change imperative.
Furthermore, the freedom to change or not is also important. For example, a new law
requiring lower automobile emissions dictates change in an auto manufacturer. In contrast,
31
Why change?
Determining the need for change
Determining the degree of choice
about whether to chate
Defining the
desired future state
Defining the
present state
Getting from here to there:
Assessing the present In terms of the
future to determine the work to be done
Managing during
the transition state
Figure 2-2: Change Map as Presented by Beckhard and Harris. [2]
a new hybrid motor technology offers the same auto manufacturer a choice to change by
introducing the new technology in its products, but the auto manufacturer has control over
whether the change is made in this instance. The distinction is important, because it drives
the allocation of effort within the company. If a change is inevitable, then all effort should
be directed toward implementing the best change. If the change is discretionary, then some
effort should be exerted to study whether the change should be made at all.
The next step is to define the future state. This definition should be detailed and include
the organizational structure, reward system, personnel policies, authority and responsibility
distributions, managerial values and practices, performance review systems, relationships
with external groups, and expected organizational performance outcomes. [2] In addition to
defining the final desired state, a midpoint state should be articulated. This provides the
organization a natural place to reflect on progress and adjust approaches where necessary.
The midpoint state also serves as a more immediate and relatable goal than the final state
during the early stages of a change.
When assessing the present state, as prescribed in step 3, one should: identify and set
32
priorities within different sets of problems, identify relevant stakeholder groups, and assess
the readiness and capability for the proposed change. [2] These actions provide insight into the
present state beyond the structural and procedural status quo and will generate intelligence
on how the change should be approached, presented, and refined. Particular attention should
be paid to the "critical mass", the minimum number of individuals or groups who must
support a change for it to occur. [2] Beckhard and Harris suggest mapping out the readiness
and capability of various people or groups to facilitate a change plan.
The final two steps of the Beckhard and Harris Model involve formulating and executing
a strategy to achieve the desired final state. Beckhard and Harris recommend an activity
plan, a prioritized list of changes and the intervention technologies to be used to pursue
those changes. Examples of intervention technologies include pilot projects, experiments,
organization-wide confrontation meetings, educational initiatives, and temporary management structures. [2] Regardless of the intervention technology employed, the transition must
be viewed as a clear break from the former operations.
In many instances, a transition
manager will be assigned to execute the change. This transition manager may be chosen
from almost anywhere in the hierarchy, but his role must be explicitly clear and supported
by the organization's leadership. A successful transition manager must have clout, respect,
and effective interpersonal skills. [2]
2.1.5
Kanter's Skills
Kanter proposes a set of skills needed to facilitate change. They are intended to "reflect a
perspective that is basic to e-culture." [13] E-culture is the human side of the global information era, the new way of working for all organizations which results from the growth of
the internet. [13] These skills are outlined below.
Skill 1. Sensing Needs and Opportunities: Tuning In to the Environment
Problems and weaknesses as well as opportunities should be recognized before they become
well-recognized by everyone.
Tuning in to the environment involves actively seeking out
and being sensitive to new information. Customers and competitors should both be closely
33
observed. Similarly, decision challengers and people with different perspectives should be
nurtured to maintain diverse sources of information. As many employees as possible should
be empowered to feed information into the organization about early shifts in the organization
or its environment.
Skill 2. Kaleidoscope Thinking: Stimulating Breakthrough Ideas
Kaleidoscope thinking is "look(ing) at a set of elements, the same ones everyone else sees,
but then reassembl(ing) those floating bits and pieces into an enticing new possibility." [13]
Those who engage in kaleidoscope thinking assume there are many solutions for a given
problem, and discover new possible solutions by changing their perspective on the problem.
Reflecting on successes and mistakes, visiting drastically different environments, large-scale
brainstorming sessions, and creative outlets like talent shows can all encourage kaleidoscope
thinking.
Skill 3. Setting the Theme: Communicating Inspiring Visions
Kanter notes, "the one kind of power that is universal, held by every person ... is silent veto
power ... exercise(d) by doing nothing to support or advance the change." [13] Great ideas
require support and action to yield positive results. For that reason a compelling vision,
with a clear benefit to the key stakeholders, must be broadcast. The method of broadcast
is important, as it can signify the gravity of the vision and the enthusiasm of the leaders.
The broadcast can also affect whether employees perceive it as a threat, a condemnation, or
an opportunity. Finally, the vision should motivate employees to action and provide clear
actions to take. The purpose of the vision is to get as many people as possible convinced of
the merits of the change and actively involved in making it come about.
Skill 4. Enlisting Backers and Supporters: Getting Buy-in and Building Coalitions
Political savvy is the essence of Kanter's fourth skill. Driving change requires a personal
network early on, and growing from a small group of backers to an ever-increasing one.
Enlisting these backers comes through gathering intelligence, bargaining, and adjusting the
34
idea for change to gather support. During the early phase of gathering intelligence, successful
change leaders typically reveal an early concept of the change. This allows for feedback on
the change itself and who might be supportive, and it provides familiarity with the concept
of the change among those who will later be presented with the finalized version.
Skill 5. Developing the Dream: Nurturing the Working Team
Often, after a change is decided upon, a working team is formed to develop and drive it.
There are two components of this skill: building and nurturing the working team. In this
phase the original change leader becomes a facilitator for a working team whose goal is to
bring about the desired change. Building the team requires ownership of the team identity,
goals, and approaches developed by the team itself. Without the intra-team bonds that arise
from team identity and self-management, members of the team are likely to function without
urgency or purpose. The team is nurtured successfully when all of the needed resources are
provided efficiently. These resources can be in the form of food, praise, software, or any
other item that helps the team reach its goal.
Skill 6. Mastering the Difficult Middles: Persisting and Persevering
Change efforts typically face obstacles during implementation. Kanter emphasizes the im-
portance of persevering in the face of these obstacles. Efforts that are abandoned upon the
discovery of obstacles are failures. Four common problems arise during the early implementation of a change: forecasts fall short, unexpected obstacles pop up, momentum slows, and
critics get louder. [13] To overcome all of these difficulties, a change leader can focus attention
on the vision for the effort, rally supporters, use clout to silence critics, and boost morale
for those working directly on the change effort. Kanter describes a change leader as "like a
pest, never taking no for an answer, never letting go, following up relentlessly, staying on
top of people to make sure they do what they promised." [13] Persistence and the ability to
diffuse resistance during the vulnerable implementation are key factors in the success of a
change effort.
35
Skill 7. Celebrating Accomplishments: Making Everyone a Hero
Rewards and recognition for completed milestones achieve multiple goals. First, they motivate the existing employees to continue their efforts. Second, they publicize the success
and momentum of the change effort to outsiders and generate support. Third, they attract
others to enlist in the change effort. Recognition is often free, and it can motivate people to
attempt more change efforts.
2.2
Three Lens Analysis
Organizations are complex systems. Analyses of organizations are often performed using
models or frameworks. One such framework is the Three Lens Analysis. The Three Lens
Analysis was developed by John Carroll in the Organizational Studies Group at MIT Sloan
and expanded upon by his colleagues at MIT Sloan.[4][31] The three lenses each provide a
different perspective on the organization under analysis. John Carroll writes,
"... each represents a different way of thinking, a different lens through which
you can view an organization. By trying on each lens, you gain new insights and
a richer picture of an organization." [4]
The first lens is the Strategic Design Lens. This lens focuses on the mechanics of an
organization, as described by goals and their associated tasks. [4] Ancona et al. describe
this perspective of an organization as a "system deliberately constructed to achieve certain
strategic goals." [31] The grouping of employees, linkages of those groups, and alignment of
the efforts of those groups are all key elements of the Strategic Design Lens. [4] All of these
elements are constructed to complete a specific task, which serves to further the purpose of
the organization as a whole. [31]
The second lens is the Political Lens. This lens focuses on power and interests. [31] The
organization is seen as a dynamic set of stakeholders, each with their own interests. [4] These
stakeholders may combine into coalitions based on their shared interests. Coalitions can wield
power either through imposition or negotiation. The sources of power in an organization
include personal characteristics, expertise, track record, hierarchy, and informal network
36
position.[31] It is important to note that stakeholders can come from any level within or
outside of the organization.
The third lens is the Cultural Lens. This lens focuses on the meanings assigned to objects
and actions within an organization. [4] As described by Ancona et al.,
"A cultural perspective focuses on social and personal identities carried by people,
the cognitive or mental maps the utilize to come to terms with the requirements
and difficulties they face in their day-to-day activities, and the moral precepts
and normative standards they take for granted but nonetheless bring to bear on
the world and those around them." [31]
Symbols, artifacts, and stories are important exhibitions of an organizational culture. These
items help describe the attitudes, beliefs, and assumptions within the organization, which,
in turn, explain actions within the organization. [4]
Carroll cautions that the three lenses are each independent, and cannot be combined
into a comprehensive model of an organization. [4] While these lenses often overlap and work
together, they are not intended to individually or collectively offer an exhaustive review of
the organization, nor is one of the lenses expected to nullify the contributions of the other
two. Instead, each of the three lenses should be used to gain a different perspective on an
organization, and glean useful intelligence from that perspective.
2.3
Headwind
The term "headwind" is used within UTC Aerospace Systems to refer to an increase in the
price of a purchased component from the previous year. Headwind is an area of focus within
UTC Aerospace Systems, but every company faces the issue. As a result, a significant base of
literature exists. Cost escalation affects the entire aerospace value chain. Often, headwind in
the aerospace industry is related to economic indicators either by contract or by virtue of the
supplier's reaction to input costs. For example, Boeing has headwind clauses built into each
of its contracts to deliver the 787 aircraft. [27] In 2006, the list price of a 787-8 was about $145
million, but by 2011, that price had increased to $193.5 million.[27] A standard approach to
37
headwind is to tie it to a consumer price index published by the Bureau of Labor Statistics
and widely accepted as a measure of general inflation in the United States. Instead of this
general index, headwind in the aerospace industry is typically tied to economic indicators
reflecting changes in the prices of inputs. If the 787 list price had risen with the consumer
price index, it would have reached only $163.9 million by 2011.[27] Boeing increases the
aircraft price to guarantee that the revenue collected will exceed the cost of manufacturing
each one sold.
In addition to the United States consumer price index, the Bureau of Labor Statistics
generates other economic indicators which can be used as a basis for headwind. One set of
indicators is producer price indexes. These measure the average change in prices received for
domestic commodities. The producer price indices are particularly useful for determining
the change in costs of inputs for a supplier. Boeing uses such indicators to determine its
price increases.[27] The Bureau of Labor Statistics provides a guide for escalation based
on these producer price indexes. This guide states, "because the measure price changes
objectively, both in general and for particular products, free from possible manipulation by
either of the contracting parties, the producer price indexes calculated by the Bureau of Labor
Statistics (BLS) are widely recognized among business people, economists, statisticians, and
accountants as useful in price adjustment clauses." [19]
Other industries with long project schedules also face headwind concerns. Morris and
Willson note the primary input cost factors in the construction industry: major natural
disasters, labor and material costs, and code and practice changes.[1] Touran and Lopez
propose a model for headwind in large multiyear construction projects based on Monte
Carlo simulation.[30] Models such as these are quantitative methods which require a set of
usable data. Makridakis gives three conditions under which quantitative methods work:
1. historical information is available,
2. this information can be quantified into numerical data, and
3. there is an assumption of continuity in the relationships. [16]
There are two types of quantitative forecasting methods. The first are statistical methods, which utilize time-series analysis and curve fitting methods.[12] The second are causal
38
methods, in which the forecasted variable is assumed to have a causal relationship with one
or more independent variables.[12] Statistical methods include simple averaging and exponential smoothing as well as the Box-Jenkins approach. The Box-Jenkins approach is based
on auto regressive integrated moving average (ARIMA) models. This approach provides a
sophisticated analysis, but because of its complexity and the large amount of data required,
it is seldom used in industry.[30] Causal methods of forecasting include neural networks and
regression. Neural networks are based on models of the human brain and provide a nonlinear forecasting method when applied to time series.[30] Perhaps a more intuitive analysis is
regression. Regression methods involve forecasting a dependent variable as a function of a
set of independent variables. The model produced typically explains the maximum possible variation in the dependent variable using a mathematical equation in which a constant
and coefficients associated with each independent variable are adjusted to minimize error
between the model and the data.
Regression models are based on the assumption that some historical relationship will
hold true in the future. The model proposed by Touran and Lopez is based on the assumption that the headwind in the previous years, weighted according to their recency, has a
causal relationship with the headwind in the current year. Their model uses the weighted
mean of these historical headwinds and Monte Carlo simulation to provide a distribution of
headwind. [30]
Factors other than economic indicators also have an effect on headwind. The relationship
between the manufacturer and supplier often influences headwind in the aerospace industry.
Beginning in the late 1990s, American aerospace manufacturing firms began to dramatically
increase outsourcing practices. In 2005, outsourcing accounted for 50 to 70 percent of the
total value of aerospace products. [23] This practice improves certain important financial
metrics, which are often used to evaluate executive performance. Outsourcing is sometimes
part of a strategy called strategic sourcing, wherein the manufacturer and supplier are tightly
integrated to make the relationship efficient and cost-effective. Strategic sourcing has two
important effects. First, it causes the manufacturer to be reliant on fewer suppliers, but it
also affords the manufacturer greater buying power with those suppliers than it would enjoy
with a more distributed supply base. These relationships can thrive in an environment of
39
trust, however, a focus on short-term financial metrics can undermine that environment. For
instance, consider a company that uses annual headwind as the primary metric for incentives.
This focus on headwind may drive employees to disregard costs associated with switching
suppliers, holding excess inventory purchased to achieve a bulk price, loss of goodwill with
the supplier, and diminished product quality. In fact, this effect is already common in the
aerospace industry as indicated by the following statement from an aerospace employee: "The
aerospace industry that for years competed on capabilities now competes almost exclusively
on year-over-year price reductions." [23] Corum notes efforts within UTC to develop trust
using a consistent Supplier Evaluation Process.[11] The Supplier Gold Program is a similar
framework currently used at UTC to evaluate suppliers and provide incentives for improved
operations.
This sort of consistent, structured relationship is an effort to promote trust
between UTC and its suppliers.
2.4
Obsolescence Management
Obsolescence management is a set of activities intended to mitigate the risk of a disruption
in production due to unavailable supplies. This issue is often referred to as diminishing manufacturing sources and material sources (DMSMS).[24] DMSMS of electronic components,
such as integrated circuits and discrete passive components, is particularly challenging in
the aerospace industry.
In the 1980s, the end of the Cold War led to an effort in the United States Military to
reduce costs. Part of those efforts was called Acquisition Reform. Acquisition Reform ended
the required use of military specifications (mil-specs) for military parts and allowed the use
of commercial standards and specifications. [26] One of the consequences of this change was
a mismatch in lifecycles between the new commercial parts and aircraft produced for the
military. Because many commercial aircraft relied on mil-specs for parts, they were also
subject to the lifecycle mismatch.This is particularly true for electronic components.
The consumer electronics industry differs from the aerospace industry in two important
ways. First, the consumer and commercial electronics industry dominates the market for
electric components, therefore the supply chains for these electronic components are con40
trolled by those industries. [26] Second, the consumer and commercial electronics industries
have a typical product lifecycle of around three years. The effect of these two points drives
the product lifecycle of electronic components to be similar to that of consumer electronics.
In contrast, the product lifecycle of an aircraft is often 20 to 40 years. In fact, the design of
an aircraft may last more than ten years.[22] In these cases, obsolescence issues could arise
during the design phase. This leads to the challenge in the aerospace industry of mitigating
the risk of several obsolescing components over the life of an aircraft.
There are several approaches to resolving an obsolete component risk. These strategies include stock usage, life-time buy, last-time buy, component replacement, aftermarket sources,
emulation, re-engineering, salvage, and design refresh.[26] These options and their timing
after an obsolescence notification are shown in Figure 2-3. The regulatory environment in
the aerospace industry and the production complexity of electronic components render aftermarket sources, emulation, salvage, and re-engineering largely infeasible. The last-time
buy is a feasible strategy, but it is only a short-term solution intended to bridge the gap
between the actual obsolescence and the implementation of a long-term solution. This leaves
component replacement, life-time buy and design refresh as the primary long-term resolution
options for obsolescence risk.
- Spare replenishment
- Other planned production
Part is not obsolete
Part is obsolete
shortterm mitigation strategy used
Start of Life
Design refresh
obsolete
"Short term"
mitigation strategy
* Stock
- Last time buy
- Aftermarket source
SLifetime buy
"Long term"
mitigation strategy
- Substitute part
- Emulation
- Uprate similar part
Redesign nonrecurinng costs
Re-qualification?
- Number of parts changed
- Individual part properties
Hardware
Functionality
Upgrades
Sofwar.
---------------------------------------------------------------------
Figure 2-3: Obsolescence Mitigation Strategies [26]
The first DMSMS mitigation technique is a component "drop-in" replacement. Drop-in
replacements are identical, or nearly identical, in form, fit, and function to the obsolescing
41
component. This approach requires no abnormal expenditure with the possible exception
of some minimal certification testing. As a result, this is the least expensive mitigation
technique and the preferred option.
If there is no drop-in replacement available, a second DMSMS mitigation technique is a
life-time buy. A life-time buy is a purchase of a component in quantities great enough to
supply production for the life of the relevant aircraft. When a component producer notifies
its customers that a component will no longer be produced, the life-time buy technique
dictates a forecast of all future need of that component and purchase of enough components
to fulfill that need. There are two important disadvantages of this technique.
First, it
relies on predictions about the aircraft lifecycle, which can last many years into the future
and, therefore, are difficult to predict accurately. Second, the life-time buy leads to years
of inventory of the supplied component, which must be held until the aircraft lifecycle is
complete.
The final DMSMS mitigation technique is the design refresh. This approach calls for a
change in the design of the end item such that the obsolescing component is removed from
the bill of materials. A design refresh in the aerospace industry requires many of the same
steps as a new product design, including the actual design work, supplier negotiation, design
reviews, certification testing, and customer approval and integration testing. These steps,
particularly the testing, represent a large initial cost for the design refresh technique.
In the case of a DMSMS component with no drop-in replacement, the obsolescence management effort is reduced to determining whether a life-time buy or a design refresh is the
best option. External forces sometimes influence this decision. For instance, a customer
may refuse to allow a design refresh, forcing a life-time buy. In those instances, there is no
decision to be made. For this analysis, however, it is assumed that the only consideration
for this decision is the cost of the options.
Rojo, Roy, and Shehab note that this area of research has emerged primarily in the
past 20 years, coinciding with the timing of Acquisition Reform.[22] Furthermore, most of
this research has focused on electronic components, reflecting the acuteness of the problem
presented by the lifecycle mismatch between the electronic component industry and the
aerospace industry. Industrial and academic research has focused on the cost of obsolescence
42
and the forecasting of obsolescence. [22] Singh, Sandborn, and Feldman, have investigated a
method to predict an optimum design refresh plan, proposing that this approach can lower
the cost of obsolescence. [26]
A life-time buy is typically perceived as a more cost-effective strategy than a design
refresh. If decisions are made on a case-by-case basis, this is particularly true. The cost of
a life-time buy is the sum of the purchase cost of the components and the holding costs of
those components until they are used. The holding cost includes shrinkage, cost of capital,
cost of labor, and costs of the storage facility. The net present value of these cost are usually
in the tens of thousands of dollars. The design refresh cost is the sum of the design cost,
the certification testing cost, and the cost of the new components that perform the function
of the obsolescing components for the life of the product. The design and certification costs
are typically on the order of $2M. The disadvantage of this case-by-case approach, however,
is that it can lead to a "death by a thousand cuts" trap, whereby the sum of many low-cost
resolutions is substantial. [24]
Instead of optimizing for each case, recent research indicates that a more holistic perspective on obsolescence costs can yield a more cost-effective approach. This shift requires moving
from reactive obsolescence management to proactive management and, finally, to strategic
management.[24] Reactive obsolescence management is limited to resolving obsolete parts
only when parts are becoming obsolete immediately. Proactive management expands the
approach to include systematic monitoring of obsolescence risk for a product.
Strategic
management broadens the approach even further to include forecasting obsolescence and
planning for mitigation in advance of the actual obsolescence.
Porter presented the beginnings of a holistic approach to obsolescence mitigation with
a focus on calculating the net present value of last-time buys and design refreshes as a
function of a future date.[21] Discounting for the time when the costs of the mitigation
approach are incurred and summing them provides an unbiased comparison of the complete
lifecycle cost of both the life-time buy and the design refresh. Further research using this
approach used Porter's model to optimize design refresh timing and content throughout a
product lifecycle.[5] The limitation in this model is that it does not account for the coupled
effects of multiple design refreshes. Instead, each design refresh is optimized individually.
43
Singh and Sandborn discuss an advancement along this line of research and a tool based
upon it that has been developed for commercial use.[26]. This advancement, the Mitigation
of Obsolescence Cost Analysis (MOCA) methodology and its corresponding software tool,
uses a detailed cost analysis model for the obsolescence mitigation approaches and forecasts
of component obsolescence for an entire product. An optimization algorithm is used to find
the least costly mix of design refreshes and last-time buys throughout the product lifecycle,
along with the timing and content of those buys and design refreshes.[26].
44
Chapter 3
The Tactical Change Model
The sources presented in the change management literature review each offer sufficient models for change. It is important to note that these models are primarily intended for sweeping
enterprise-level changes. In fact, Nightingale and Srinivasan state, "The underlying assumption in the Enterprise Transformation Roadmap is that you are not simply tweaking your
organization, but that you are setting out to do something fundamentally different: transform the enterprise." [17] Organizations with different characteristics will need to adapt these
change models for use in particular instances. In many cases, change efforts are more narrowly scoped and do not fit into the target audience of the existing change management
literature. In response to this concern, I propose a new change model. This new model, the
Tactical Change Model, is developed herein for localized changes.
The Tactical Change Model, outlined in Figure 3-1, is based upon the change management
literature review in Chapter 3. Single lines indicate the flow of the project between phases,
while the dashed lines indicate the concurrent nature of the reflection phase with all other
phases. Several concepts are addressed in more than one of the literature models, which
suggests consensus on the importance of those concepts. Other concepts are presented in
only one model. These unique concepts may provide additional insight into a particular
change situation. The bases of origin for each of the steps in the Tactical Change Model are
outlined in Figure 3-2, where the steps of the Tactical Change Model are listed across the tops
of each column. The remainder of this chapter describes the phases of the Tactical Change
Model, while two cases used to demonstrate the use of the change model are presented in
45
the next chapter.
and
theDevelop
Invesigat
Inrest atte
- - po
"sell" a future
currnt
satestate
Plan to get
from here to
there
Reflect
regularly
Name a goal
Spread the
Enact the plan
knowledge
Figure 3-1: Tactical Change Model
3.1
Name a Goal
The first phase of the Tactical Change Model is "Name a Goal."
This phase is derived
from first steps of the Kotter Method, the Enterprise Transformation Roadmap, and the
Beckhard and Harris model.
The first of Kanter's skills also prescribes actively seeking
needs and opportunities for change, thereby identifying a goal. The apparent consensus on
naming a general goal motivates the inclusion of "Name a Goal" as the first phase in the
Tactical Change Model.
The goal of a change should be a general idea, not a specific plan.
In fact, no plans
are made in this model until the fourth of six consecutive steps. The intent of this step is
46
Kotter Method
Enterprise
Transformation
Beckhard and
Harris model
Kanter's Skills
Figure 3-2: Origins of the Steps of the Tactical Change Model
to set a direction for the effort without creating unnecessary boundaries. When questioned
about new product plans, a vice president at 3M noted, "We don't constrain ourselves with
plans at the beginning when ignorance is highest. Sure we plan ... But that's after we know
something." [20] The purpose of the goal is not to determine what needs to be done, but
rather to motivate the rest of the change effort. Therefore, the goal should be engaging to
the stakeholders. Kotter lists the failure to establish an adequate sense of urgency as the
first error in unsuccessful change efforts.[14] For tactical cases, the goal need not necessarily
be a Big Hairy Audacious Goal (BHAG) as described by Collins and Poras. However, just
as a BHAG, the goal should be "clear and compelling, (serving) as a unifying focal point of
effort, and (acting) as a clear catalyst for team spirit." [8] The goal should be simple, clear,
free of assumptions, and addressed directly at an issue to be resolved.
3.2
Investigate the Current State
Current state investigation is a typical step in most change models. Beckhard and Harris
emphasize that it is "crucial ... to develop an accurate and comprehensive picture of the
47
organizational present." [2] This picture can then be compared to the desired future state
to determine what needs to be changed and what should not be changed. Along with the
Beckhard and Harris model, the Enterprise Transformation Roadmap includes a current
state investigation early in the change effort.
A thorough understanding of the current
state will inform the future state vision and the changes needed to achieve it. Despite the
importance of this step on the content of the change, solutions are not to be formulated
in this step. A complete, objective understanding of the organization and its environment
should be developed. A solution developed too early can become a psychological anchor,
giving undue influence to information gathered early.
Two common approaches for examining the current state are process maps and stakeholder analyses. The process map includes information about what is done by whom and in
what order, giving a strategic view of the organization. It is a graphical representation of the
activities that take place within the process and the interactions between those activities.
Nightingale and Srinivasan warn that process maps must be constructed at an appropriate
level of abstraction. [17] Fully connected maps with every activity are too complex to identify opportunities, but the process map must include enough information to appreciate the
important nuances of the process.
The stakeholder analysis provides information about the people involved in the process,
giving a more political view of the organization. A stakeholder analysis typically includes
identification and prioritization of the stakeholders, an examination of the relationships
between stakeholders, and a study on the value delivered to and from each stakeholder. The
value exchanged between the organization and the stakeholders can be either quantitative or
qualitative, with some measure used to compare the value exchange across stakeholders. [17]
This measurement can be in the form of a rating system or a comparative chart.
3.3
Develop and "Sell" a Future State
The concept of a future state is present in every change model discussed in the change
management literature review. In some models, the communication of the future state is explicitly included. The Kotter Method lists "Create a Vision" and "Communicate the Vision"
48
as consecutive steps. The Beckhard and Harris model and the Enterprise Transformation
Roadmap include the motivations of employees as a consideration in the future state vision.
This represents an accounting for the audience. Kanter's third skill implies that the future
state vision is developed while it is being communicated to employees. This allows for the
incorporation of feedback into an evolving vision to support adoption of the change.
The development and "selling" of a future state are combined here to recognize the
importance of their simultaneity. The marketing of the future state should be viewed as a
two-way communication. While ideas for the future state are being generated and refined,
they should be shaped by feedback from the stakeholders. The goal developed in the first
step of the Tactical Change Model begins to transform into a more defined vision during
this step based on perceived shortcomings in the current state. Kotter suggests a powerful
guiding coalition be utilized to ensure that the future state is driven to completion.[14] The
guiding coalition will also help to refine the future state vision by providing information and
ideas.
The word "sell" is used intentionally to evoke the idea of a marketing effort. The culture
of the organization should be leveraged to build support for the change. The change should be
framed as consistent with the attitudes and beliefs of the stakeholders about the organization.
The benefits of the change for each stakeholder, according to the stakeholder analysis, should
be emphasized, while feedback should be incorporated to improve the change and build
support. This is the most critical step in getting commitment to sustain the momentum of
the change.
3.4
Plan to Get From Here to There
The ACE Transformation Roadmap, not to be confused with Nightingale and Srinivasan's
Enterprise Transformation Roadmap, is a task planning effort. It involves budgeting, tracking, and reviewing the actions necessary to accomplish the desired change. The Beckhard
and Harris model includes a step to assess the present in terms of the future, essentially an
evaluation of what it takes to get from the current state to the future state. The Enterprise
Transformation Roadmap includes a phase explicitly devoted to planning transformation
49
tasks. The Kotter Method includes a step aimed at short-term wins. These models imply that while the practical considerations of planning for the change are important, the
organizational considerations, such as momentum, are also important.
Beckhard and Harris point out that between the current state and the future state, there
is always a transition state.[2] The goal of the transition state is to deliver the organization to the future state efficiently. To accomplish this, projects must be planned, ordered,
and managed thoughtfully. This step is focused on identifying and ordering the work to
be completed. Beckhard and Harris describe several technologies to introduce a change,
including across-the-board intervention, pilot projects, experiments, confrontation meetings,
educational interventions, and temporary management structures. [2] For the tactical changes
studied here, pilot projects will be used.
While planning the transition, highly visible projects with short durations are valuable.
These "quick wins" serve to build credibility for the entire change, increasing the commitment
of the stakeholders and mitigating the risk of the change effort appearing transient. Quick
wins get the momentum of an organization moving, and they should be planned into the
execution of the transition. In fact, Kotter lists the failure to systematically plan for and
create short-term wins as a leading reason why change efforts fail. [14]
3.5
Enact the Plan
There are several considerations during the transition. Nightingale and Srinivasan point out
communication, education, project tracking, monitoring progress to the final state, nurturing
the change amongst the stakeholders, disseminating lessons learned, revising the execution
schedule, and watching for opportunities for further change efforts. [17] -Kanter emphasizes
persistence and perseverance to overcome organizational resistance in his sixth skill. All of
these items remain relevant in a tactical change setting.
Communication during the change should be sufficient in quality, quantity, and delivery
method to ensure that the stakeholders accept the desired message, rather than a potentially
negative message from an external source. Rumors from uninformed or biased sources should
be guarded against.
50
Project tracking and final state progress monitoring are listed here separately to emphasize the need to keep both perspectives. In tactical change settings, there may be only
one project. It remains beneficial, however, to track progress on both the project and the
change.
The difference is subtle. For example, if a new software tool is to be built and
implemented to change an existing process, the technical development of the tool as well as
the organizational adoption of the change are important.
Kanter notes the importance of a leader for the change execution, stating "Someone
has to steer change, guiding it, monitoring the actions it entails.
It is not good enough
to say that change is everyone's responsibility; then it becomes no one's responsibility." [13]
Limiting the responsibility for the change to one person creates accountability, increasing the
likelihood of success, but it also builds credibility for the change. There are some conditions
for this credibility, however. Beckhard and Harris describe a successful transition manager
as one who has clout to mobilize resources, respect of the existing leadership, and effective
interpersonal skills. [2]
Finally, the transition should be viewed as a set of activities that build to the final state.
Collins describes this as the flywheel effect. [8] As more projects or actions are completed
within a change effort, momentum is added until a breakthrough is achieved and the desired
final state is reached. Collins compares this to a large flywheel, which takes many pushes
to reach a final desired rotational speed. Early pushes are difficult and progress is slow, but
after momentum is built, subsequent pushes take less effort.
3.6
Spread the Knowledge
Disseminating innovations throughout an organization is one of the basic tenets of the lean
approach. The intent is to mitigate the risk of multiple "discoveries" of the same innovation,
or worse, the lack of adoption of an innovation in an area where it could provide some
advantage. Knowledge first has to be captured before it can be spread.
Since the focus of the change models in the change management literature review is on
enterprise-level change, there is little focus on spreading knowledge. The nature and scope
of these changes imply that any learning is applied to the entire enterprise as a part of
51
the change. In contrast, learnings from localized change efforts are not implicitly applied
throughout the organization. Intentional action must be taken to spread knowledge. The
Enterprise Transformation Roadmap is an exception in the change management literature,
in that organizational learning is one of its seven principles.
In describing the Enterprise Transformation Roadmap, Nightingale and Srinivasan provide one example of an effective mechanism to capture knowledge: the After Action Report
(AAR) used by the United States Army.[17] These reports are based on four questions:
" What did we set out to do?
* What actually happened?
" Why did that happen?
" What are we going to do next time?
After knowledge has been distilled from experience using a mechanism like the AAR, it
should be spread through appropriate means. These may mean demonstrations, conferences,
seminars, or expansion of scope of a department in which the knowledge resides.
3.7
Reflect
The final step in the Tactical Change Model actually spans the duration of the previous
steps. The AAR discussed above is an example of a reflection exercise. They are performed
to intentionally investigate any deviation between the expected and actual outcomes. In a
change management setting, these types of exercises should take place throughout the change
effort. Knowledge should be collected as early in the change process as possible. The idea
is similar to quality checks on a factory floor. Quality checks are much more cost-effective
if they are interspersed throughout the production process. Defects are found early rather
than at the end of the process. This way, effort and expense is not wasted on a product that
is defective. Similarly, reflection throughout the change process allows for the effort to be
corrected or revised if there is a deviation from the goal.
52
Chapter 4
Cases
4.1
Headwind
The Operations Group is charged with improving efficiency and reducing the costs of the
operations of the company. With the acquisition of Goodrich so recent, that task is largely
accomplished by facilitating synergies between the two organizations, though its scope does
include non-synergy savings. One area of opportunity for increased efficiency is the forecasting of cost escalation in the supply base, known internally as headwind.
4.1.1
Name a Goal
As with any other company that purchases from suppliers, UTC Aerospace Systems faces
increasing costs within its supply base each year. The company tracks changes in the price
of each purchased component from a standard price set at the beginning of each year. These
standard prices are determined in different ways for each of the different business units, but
are always based on the historical price for the component during the previous year. Any
deviation from this standard price, or an increase in the standard from the previous year,
is called purchase price variance (PPV). Positive PPV, representing an increase in price,
is referred to as headwind. Negative PPV, representing a decrease in price, is referred to
as tailwind. Effectively, headwind is the increase in price from the previous year for each
purchased component.
53
UTC Aerospace would like to have the ability to quickly, easily, and credibly forecast the
headwind they will face within the next five years. This foresight will allow planning and
deployment of resources for proactive mitigation of cost increases. The goal in this case is
to develop the ability to forecast headwind for the organization.
A secondary goal is to develop this forecast method in such a way as to allow employees
negotiating with suppliers to have a forecast of the headwind specific to that company. With
this information, a negotiator could go into a negotiation prepared with some estimate of
the effect of headwind and incorporate that estimate into the negotiation strategy.
4.1.2
Investigate the Current State
UTC Aerospace Systems currently uses a bottom-up approach to forecasting headwind. Each
of the business units predicts what their headwind will be for the next few years, and those
forecasts are aggregated into an overall estimate for headwind. Most focus is given to the
forecast for the following year. Because these forecasts are made at the business unit level,
they are able to account for considerations unique to business unit and supplier. However,
the distributed nature of the forecast effort has some disadvantages. First, some business
units may be tempted to manipulate their headwind forecasts to affect their apparent performance against annual cost targets. Second, the variability in the approaches of the business
units leaves the process vulnerable to inconsistent evaluations of uncertainty and economic
influences. Third, these forecasts require employees to look at each supplier and estimate
their future pricing. This is tedious, and new processes of reporting headwind have caused
confusion and long delays due to rework.
Because of the disadvantages discussed above, these forecasts are seen within the organization as only directionally accurate. They are used as a reference on how headwind is
generally changing. The specific forecasted values of headwind are less credible. They are
not used during contract negotiations with suppliers, and they are not considered reliable
beyond one year. As one finance director explained, "We need a process we can trust."
Negotiations with suppliers tend to be performed within each of the business units according to their own practices. In some instances, the finance team within the business
unit provides an expected headwind associated with a new contract. Because they are as54
sembled on a case-by-case basis, these forecasts can be tailored to the specific commodity
and supplier, accounting for the relationship with the supplier, past contracts, and economic
conditions. These custom-made negotiation tools can be quite accurate, but require time
and effort to create and may not be available for every negotiation.
4.1.3
Develop and "Sell" a Future State
A top-down headwind forecast model addresses the gaps between the current state and the
future state. The Operations group could use such a model without requiring employees at
the business units to spend tedious hours creating their more granular forecasts. Simultaneously, any uncertainty arising from variability in the forecast method is also eliminated.
Employees whose business unit is judged based on deviations from cost estimates are not
involved in generating the forecast.
Instead, a tool can be used to instantaneously turn
unbiased data into a forecast using this model.
Additionally, this tool could provide headwind forecasts for an individual negotiation.
This functionality would provide an alternative to custom-made negotiation tools. These
forecasts could be built on the same regressions as the general headwind forecasts discussed
above.
The first step to building this headwind forecast model was to investigate how headwind is reported. UTC Aerospace Systems separates its suppliers and their headwind into
commodity classes. Those classes are:
" castings, forgings, and raw materials,
" composites and plastics,
* distributed products,
" electronics,
" engineered items,
* machining,
* mechanical fabrications, and
55
e other.
A top-down model would take in as inputs general economic indicators and provide
a headwind forecast for each of the commodity types. General economic indicators with
readily accessible historical values and commonly forecasted future values will aid in the
creation and maintenance of the tool. These characteristics were "sold" through pitches to
the primary stakeholder, the senior manager who would use the tool to forecast headwind
for UTC Aerospace Systems.
4.1.4
Plan to Get From Here to There
To transition from the current state, in which all forecasts are done at the business unit
level in varying ways, to the future state, in which a top-down forecast is available, a tool
was necessary. This tool would compute headwind based on economic factors. The first step
was to collect any available historical headwind data. Following this, appropriate economic
indicators were collected. Next, multiple regressions were run to find meaningful relationships between the past headwind and economic indicators. The final step was to put these
regression equations into a user-friendly tool to facilitate their use and maintenance.
After the creation of the tool, a pilot test was planned to build its credibility. A recent
negotiation would be used to compare the headwind predicted by the tool to headwind
actually observed in the negotiation. If successful, the results of this pilot test could be
used in a continuing effort to "sell" the tool to the wider organization, particularly those
responsible for negotiating with suppliers.
4.1.5
Enact the Plan
The first step in the plan to get to the future state was to collect historical headwind data.
The quality and perception of this data is important for establishing the credibility of the
tool. However, the upheaval surrounding the recent formation of UTC Aerospace Systems
made historical data difficult to attain. Any remaining historical data was reported to be
held within the business units. Despite this perception, a single employee in the Operations
56
Finance department had retained historical headwind data for the legacy Hamilton Sundstrand businesses. This represented half of UTC Aerospace Systems. In addition to these
four previous years of data, current year headwind is tracked by the Operations department.
Some effort was made to clean the data and maintain consistency despite variation in the
reported data from each year as explained in Appendix A. After this collection effort, annual
headwind for each commodity class for the past five years was available.
The second step was to collect relevant economic indicators and perform regressions
against the five-year history of headwind for each commodity class. These economic indicators would need to be forecasted to facilitate the headwind forecasts. Future users of the tool
would be no better off with a headwind forecasting tool if they had to forecast an obscure
independent variable to use it. As a result, widely used economic indicators, primarily from
the Bureau of Labor Statistics, were used. In addition to publicly available forecasts, UTC
Aerospace Systems generates its own forecasts for these common economic indicators. After
an initial pool of indictors was determined, hundreds of first-order single and multi-variate
regressions were performed. The final equations used and the analysis used to determine
them are exhibited in Appendix A.
For a tool that is not mandatory, ease of use is important. The tool developed to forecast
headwind was designed with ease of use as a primary goal. Creating forecasts and updating
the tool to include the most recent data are the two most frequent interactions users are
expected to have with it. An Excel workbook was used as the basis of the tool to promote
widespread distribution without the need for special software. Calculations and data are all
on separate worksheets from the output worksheets within the workbook. Color codes are
used to denote different types of cells, and a user guide was included in the workbook itself.
Screen shots from the Excel workbook and an explanation of its operation are included in
Appendix A.
After the tool was built, pilot tests were performed to verify its utility. Details of these
tests can be found in Appendix A. The tool demonstrated highly accurate forecasts for two
negotiation headwind forecasts, with less than 1% error. Reasonably accurate forecasts were
made for general, organization-wide headwind, with approximately 20% error. These pilot
tests were shared with the senior manager who was a primary stakeholder for this project,
57
as well as a few other stakeholders who would likely be using the forecasting tool.
4.1.6
Spread the Knowledge
The general headwind forecast provided by the tool is designed to be used by a single user
and his employees, reducing or eliminating the need for multiple forecasts provided throughout the company. The negotiation headwind forecast, however, is designed for widespread
dissemination. This tool is intended to provide a faster way to predict headwind related to
a particular negotiation. The tool was designed in an Excel workbook, with no complicated
user requirements, and a built-in user guide to promote ease of use. This ease of use and
free availability are intended to facilitate widespread use of the tool. Actual dissemination
of this tool is intended as a follow-up effort to this project.
4.1.7
Reflection
During the "Enact the Plan" stage of this case, a member of one of the business units revealed
that his business unit had an analyst who worked to estimate the headwind of an upcoming
negotiation.
This was one of the objectives of the headwind forecasting tool developed
in this case. In effect, the functionality was already there, and in a more rigorous form.
This analyst worked with suppliers specific to one business unit, and was able to become
familiar with them and their contracts. For this business unit, the negotiation intelligence
that the headwind forecasting tool would provide may be unnecessary.
Reflection after
this revelation, which occurred late in the case, led to decreased emphasis on the part of the
headwind tool intended for negotiations. Instead, more effort was directed toward the general
headwind forecast function and, ultimately, the sustainability of the tool. The new focus on
sustainability was significant, as the sustainability of the tool became its primary strength.
The redirection of effort on this case is an example of one of the benefits of reflection.
58
4.2
Obsolescence Management
4.2.1
Name a Goal
During a meeting in the summer of 2013, an outside consulting company presented its findings about the UTC Aerospace Systems supply chain to members of the Operations group.
Among the most important of these findings was that raw material inventory represented
an outsized proportion of the total inventory. In one Puerto Rican facility, raw material
constituted a majority of the inventory at the site. According to the tenets of lean, inventory represents waste, as the funds tied up by idle inventory and expensed in holding that
inventory could be profitably used elsewhere.[32] The goal in this case is to reduce waste by
lowering the amount of inventory.
4.2.2
Investigate the Current State
A separate analysis of the inventory at the Puerto Rican site revealed that a large portion of
this inventory is the result of large, one-time purchases known as last-time buys. According
to one report 44% of the raw material inventory was the result these purchases. This data
supported the suspicions that originally led to this case. Last-time buys were causing outsized
inventory levels. To achieve the goal of reducing inventory waste, the first place to look was
at the process that creates last-time buys.
Last-time buys are purchases of supplied components that are made just before those
components go out of production. The last-time buy is made to ensure that UTC Aerospace
Systems will have the components needed to build and service a product for its entire lifecycle.
That lifecycle is often what drives the need for a last-time buy in the first place.
Peter Sandborn describes the phenomenon as the dark side of Moore's Law: inadequate
planning causes companies to spend progressively more to deal with aging systems and their
obsolescence in the face of the rapidly evolving state of the art.[25]
Consider the new F-35 Lightning II aircraft recently added to the United States' military
asset portfolio. Conceived in the mid-1990s, the initial designs are potentially over a decade
old already.[3] The lifecycle of this aircraft is targeted at 50 years, with servicing required
59
for the life of the aircraft. [29] Other military aircraft have been used for up to 90 years. [18]
These lifecycles are much longer than many of the components designed into these aircraft.
Similar circumstances arise for commercial aircraft and in other industries with long life-cycle
products. This presents a problem for aircraft manufacturers, particularly with electronic
components.
As with all U.S. military aircraft, the F-35 aircraft will have many electronic components
that are available as commercial off-the-shelf (COTS) products. As discussed in the literature review, this is the result of Acquisition Reform, and it leads to a lifecycle mismatch
between aircraft and aircraft components. There are several solutions to this issue, known as
diminishing manufacturing sources and material sources (DMSMS). These solutions include
"drop-in" replacements, life-time buys, and design refreshes as outlined in the literature
review.
The Obsolescence Management Department (OMD) at UTC Aerospace Systems is responsible for providing recommendations about obsolescing components. These recommendations are generated by evaluating the feasibility and costs of the three options listed above.
The OMD has developed a process to provide these recommendations and mitigate the risk
of obsolescence.
The current process calls for the OMD to gather intelligence on obsolescing components
through product change notifications issued by manufacturers. These notifications typically
warn of an imminent obsolescence and allow customers like UTC Aerospace Systems to submit their final purchase orders. The lead time between the notices and the actual shutdown
of the component production line ranges from weeks to months. At this point, the OMD
denotes the issue on the component record in the UTC Aerospace Systems enterprise resource planning system. This informs all employees working with this component that it is
becoming obsolete. The next step for the OMD is to determine the products affected by
the component obsolescence. A report generated in the enterprise resource planning system
provides this information. Next, an engineer in the Component Engineering organization is
petitioned to assess alternatives that may be used as drop-in replacements. A representative from the Design Engineering organization, which is responsible for the final product,
reviews these alternatives for feasibility. At this point, the customers for each of the affected
60
products are surveyed for their input on the drop-in replacement or design refresh options.
Regulations and testing obligations may incur substantial costs for customers if changes are
made to existing flight hardware designs. For this reason, customers may object to design
refreshes or drop-in replacements.
If the customers object, the last-time buy is the only
option left and the recommendation is clear. If the customers allow drop-in replacements
or design refreshes, UTC Aerospace Systems is left with a choice. Program managers for
each of the products are surveyed to determine the quantities of this component needed in
the future. This survey includes not only currently planned production, but also aftermarket needs and future contract production needs. Using these forecasts, component prices,
drop-in replacement costs, and redesign effort costs, the OMD constructs a trade analysis
between the three options: drop-in replacement, design refresh, and life-time buy. Because
drop-in replacements incur much lower costs than the other options, it is usually clearly the
better choice. However, if no suitable drop-in replacement is found, the OMD must weigh
between the last-time buy and the design refresh. This decision is the focus of this case.
The decision about whether to perform a last-time buy or a design refresh is based
on three pieces of information.
The first is the program managers' estimate of the cost
of a design refresh. This estimate is typically based on labor and material cost estimates
from the engineers most closely associated with the design effort, but is also subject to the
program managers' judgment. The second piece of information is the program managers'
forecasts of demand for the component. These forecasts include deterministic information
from contractual agreements, but also include stochastic variability arising from unknown
future scrap rates, aftermarket demand, servicing obligations, and sales related to possible
program extensions. This variability is not trivial. The third piece of information is the
cost of the component in both cases.
For the life-time buy, the cost of the obsolescing
component is not necessarily the same as it was for the component before the decision to
stop its production. The costs for all of these parts as well as the costs associated with their
storage in inventory are summed. Similarly, a design refresh eliminates the need for the
obsolescing component, but the recurring cost of the new component introduced to perform
the function of the obsolescing component must be considered. Furthermore, design refreshes
can take several years to complete. A bridge buy , or a last-time buy that is not intended to
61
cover the entire lifecycle of the product, must be performed. As with the standard life-time
buy, the inventory holding costs for these components must be considered.
This obsolescence management process has some positive features. While the OMD is
composed of employees dedicated to obsolescence management, the wider team includes engineers, procurement agents, and program managers who are closely involved in the process.
This mix allows for diverse, educated perspectives and information from a wide variety of
sources.
One important result of this cross-functional collaboration is evidenced by the
history of the obsolescence mitigations.
Of nearly 7,000 obsolescence events since 2005,
approximately 3% have been resolved by a life-time buy, with the large majority of the
remaining events mitigated through the use of existing stock or "drop-in" replacements.
The specialized knowledge and experience within the OMD is another positive feature.
The OMD is composed of one manager and four engineers. The manager has been responsible
for obsolescence mitigation since 2005, in what began as a temporary assignment. Two of the
engineers joined soon after, and many of the wider team members have been associated with
the effort since it began. This depth of experience is a valuable asset for UTC Aerospace
Systems. It allows insight into trends, supplier practices, and vendor reputation. The OMD
manager described the early days of obsolescence management as being in "fire-fighting
mode." Since then, a mature process has been established and the OMD is able to react to
obsolescence issues with greater structure and proficiency.
The centralization of this process for several units within UTC Aerospace Systems provides another advantage. The consolidation of demand for multiple programs allows UTC
Aerospace Systems to act uniformly across the company in response to a single obsolescence
notification, increases its market power, and ensures that no program is surprised by an
obsolescence notification.
Finally, the manager of the OMD has authority to independently make last-time buys
up to a dollar limit. Beyond that, a higher level manager must approve the purchase. The
exception to this is that the OMD can initiate a bridge buy purchase to support any demand
that exists in the materials resource planning system. Effectively, any component that will
be certainly needed within the next thee to four years can be purchased by the OMD without
outside approval. The independence afforded the OMD to make these last-time buys allows
62
important timing flexibility while long term solutions are researched.
4.2.3
Develop and "Sell" a Future State
The goal of this case is to reduce inventory. Of the options used to mitigate obsolescence, it
is clear that the life-time buy is the largest source of inventory. This inventory will sit idle
for years as it is used, tying up capital and incurring inventory expenses. A more holistic
view of the costs of these life-time buys and the benefits of design refreshes will ensure that
inventory is only increased as the result of a life-time buy if it is the best overall decision for
UTC Aerospace Systems.
Despite the positive aspects of the current obsolescence process, there are some opportunities for refinement that relate to the goal of reducing inventory levels. The first is the
evaluation of the life-time buy and design refresh options. When evaluating the cost of a
life-time buy, some important costs are not fully considered. Costs of inventory, shrinkage,
and costs of capital tied up in inventory are induced by a life-time buy. Minimization of
these costs make the life-time buy a more attractive option than it really is. Perhaps more
important than the understatement of the life-time buy costs, the benefits of the design
refresh are often understated. The current process calls for the OMD to check all affected
products for other obsolescing components when a design refresh is being considered. This
is an appropriate step, as it allows the mitigation of multiple obsolescing components with
one design refresh. However, this step could be taken further to realize a larger benefit of the
design refresh. The cost of a design refresh is only slightly related to the number of parts resolved. If UTC Aerospace Systems resolved more obsolete parts or soon-to-be obsolete parts
with a design refresh, the design refresh becomes a more attractive option. In fact, UTC
Aerospace Systems already has a tool to perform these obsolescence forecasts. The Total
Parts Plus software is a source of the product change notifications indicating that a component is becoming obsolete, but it also provides forecasts of when components will become
obsolete up to six years in the future. These forecasts, called product health assessments,
analyze the bill of materials for a given product and report the supplier name, part number,
forecasted obsolescence date, as well as alternative components in some cases. Currently,
these product health assessments are generated on an ad hoc basis and when directed by the
63
program managers to report to the customer. The forecasts are not currently used as the
basis of any decision.
The second opportunity for improvement relates to the incentives inherent in the obsolescence management process. The mission of the OMD is to support production by keeping
components available. This is clearly an appropriate goal, but without a balancing focus on
managing cost, the riskier decision to perform a design refresh is discounted even further. A
life-time buy, which provides the security of years worth of components in possession, has
the apparent advantage of certainty over a design refresh, which introduces risk associated
with schedule and qualification testing. Furthermore, while the OMD evaluates the costs
of the obsolescence mitigation options, it is the program managers who must approve the
decision. Unless the program is funded by the customer, the costs are not extracted from
the program. Instead, the Operations group, which includes the OMD, bears the cost of
obsolescence mitigation. Therefore, the very program managers who are responsible for the
final decision have no immediate incentive to consider costs, only to consider which decision
poses the least risk to the continued delivery of the product. This leads to conservative estimates of future component need and design refresh costs. This conservatism is compounded
when multiple programs and multiple program managers are involved. Some instances have
involved 40 program managers who were surveyed for a single obsolescence event. There is
no mechanism to pool risk, so conservatism is stacked on conservatism, leading to an inflated
cost of the life-time buy. In one current obsolescence case, the OMD is having difficulty getting a design refresh approved for an estimated cost of $13.2M. The alternative is a $31.5M
life-time buy. This example illustrates the current organizational disinclination to perform
design refreshes.
In addition to the hidden cost of conservatism discussed above, a second set of incentives
increase the cost of a life-time buy if pursued. Some suppliers require a minimum quantity
of purchased components, and almost all suppliers give cost breaks per unit for higher quantities purchased. Given the organizational emphasis put on headwind demonstrated in other
sections of this thesis, there is a strong incentive for UTC Aerospace Systems employees to
pursue these price breaks. These two factors lead to excess inventory. This inventory in excess of demand will sit idle in a warehouse for years. One employee responsible for inventory
64
management related a case in which 5,000 units were needed for seven years of production,
but 6,000 units were purchased and shipped to the warehouse.
During a discussion about the way his department operates the manager of the OMD
said, "We look at it as our own money." This is a principled perspective and one that UTC
Aerospace Systems should encourage among its employees.
However, this perspective is
difficult to maintain if incentives are aligned such that saving money for the company is not
in the best interest of the employee. As discussed, this is the case for the program managers.
A more effective arrangement may be to charge program managers with responsibility for
obsolescence costs and reward them for effectively managing these costs.
This sort of incentive realignment is difficult, because program managers are typically held
accountable to the budget that was used to construct the proposal. In the aerospace industry,
the standard business model of the original equipment manufacturers (OEMs) is such that
a product is most profitable in the aftermarket and repair market. Typically, an OEM like
UTC Aerospace Systems proposes a product that meets the customer's requirements at the
lowest possible cost. Profits on the sale of the product to the customer are usually small.
When a final consumer, such as an airline, needs to repair or replace this product, military or
FAA restrictions make it difficult to use anything other than the original qualified product.
While not a perfect monopoly, this gives OEMs considerable leverage to extract profit from
the final consumer. Every OEM, therefore, makes its most competitive proposal to "get on"
an aircraft to be able to exploit this aftermarket later. This dynamic makes it difficult to
add costs for obsolescence management into a proposal.
One countermeasure to the program manager's lack of incentive to control obsolescence
management costs is a separate budget established along with the proposal to account for
obsolescence management costs. This budget would have to anticipate the cost of obsolescence management throughout the lifecycle of the product. This is not a trivial matter and
any forecast is bound to be inaccurate, but even an inaccurate forecast is an improvement
over a non-existent forecast.
Currently, the cost of obsolescence is funded through over-
head. Creating an obsolescence management budget, even if that budget is not included in
a proposal, allows for the explicit attribution and control of those costs.
Furthermore, current trends in the proposal process may force OEMs like UTC Aerospace
65
Systems to explicitly capture an estimate of the cost of obsolescence in their proposals.
Performance-based logistics (PBL) contracts are becoming more popular. Contracts such
as these are commonly referred to as "power by the hour" contracts in the aircraft engine
industry, where they have been more widely used in the past. The customer in a PBL
purchase agrees to pay a set price for performance outcomes of a product.[6] The PBL
focuses on the functionality of a product rather than the product itself. For example, if the
customer needs a thrust for its aircraft, a PBL contract may call for some number of hours
of acceptable operation rather than for a jet engine. This shift to PBL could force OEMs
to explicitly consider obsolescence management, servicing, and repair during their initial
proposals. UTC Aerospace Systems could prepare for that shift by implementing processes
that forecast and control those costs. Such a process would require a holistic view of the
life-cycle of a product. UTC Aerospace Systems would need to model the obsolescence of
each component in a proposed product and optimize the last-time buys and design refreshes
necessary to mitigate those obsolescence events.
A final point in the future state relates to incentives. In describing the value of recognition, William Manchester describes his experiences in World War II saying, "A man wouldn't
sell his life to you, but he will give it to you for a piece of colored ribbon." [20] Peters and
Waterman note the extensive use of non-monetary rewards in companies considered excellent and speculate that it is one property that gives those companies an advantage over their
competitors. [20] It does not appear that recognition is a large part of the culture at UTC
Aerospace Systems. Recognition is not used as an incentive in this case. However, some form
of recognition may be a mitigation of the misaligned incentives of the OMD stakeholders.
Additionally, more extrinsic incentives may drive better results from the OMD process. Both
program managers and the OMD could be made responsible for all costs related to an obsolescence mitigation, with financial rewards tied to cost savings. To drive realistic estimates
of design refresh costs from program managers and engineers, savings could be shared with
them. This would become similar to a bid system. In this scheme, a known life-time buy
cost is compared to design refresh estimates from engineers and program managers. If the
design refresh is bid and performed for less than the cost of the life-time buy, a set portion
of those savings is awarded to the involved engineers and program managers.
66
4.2.4
Plan to Get From Here to There
To achieve the desired final state, UTC Aerospace Systems would need to model the obsolescence of each component in a proposed product and optimize the last-time buys and
design refreshes necessary to mitigate obsolescence events. Fortunately, the company has
access to a tool that provides such an optimization of obsolescence strategy. The primary
project of the change effort was developed to move from the current state to the end state.
An Excel-based tool would be developed to evaluate the value of the two relevant DMSMS
mitigation options, life-time buy and design refresh. This tool would then be demonstrated
to the project supervisor and the end users, the OMD. A secondary project was to examine
the structure of the OMD process for improvement opportunities, particularly with regard to
incentives. This examination was intended to lead to a set of suggestions to align incentives
throughout the process.
4.2.5
Enact the Plan
During the execution of the plan, a tool offered by the Center for Advanced Life Cycle
Engineering (CALCE) at the University of Maryland was discovered. UTC is a member
of the CALCE consortium. Work at CALCE led to the development of the Mitigation
of Obsolescence Cost Analysis tool (MOCA). MOCA is a software-based tool that takes as
inputs a bill of materials and related data and provides as outputs a relative cost estimate for
different combinations of design refreshes and last-time buys. The output can thus be used
to set the obsolescence management strategy for a given product during its proposal phase.
Forecasts of component obsolescence is available from the Total Parts Plus tool to which
UTC Aerospace Systems currently has access. Furthermore, the MOCA tool is available at
no charge to UTC Aerospace Systems as a member of the CALCE consortium. Finally, the
MOCA tool was a product of years of development and refinement. MOCA provides the
same function as the tool proposed for this case. Furthermore, MOCA is a superior tool
for UTC Aerospace Systems than what could be developed within the scope of this study.
Therefore, the decision was made to revise the plan for this case.
Instead of developing a new tool, the plan was changed to study the implementation of
67
the MOCA tool. The in-house tool would be repurposed into a vehicle to test the proof
of concept. An obsolescence expert at CALCE was invited to audit the OMD processes
and make recommendations. These two efforts were intended to prepare the organization to
incorporate the MOCA tool into the OMD process.
The proof of concept test was successful. Details on the mechanics of the in-house tool
can be found in Appendix B. Using conservative estimates, approximately $1M could be
saved during one DMSMS mitigation decision for the pilot project system. The pilot project
system was an actual system being offered by UTC Aerospace System. Authentic bills of
materials, part costs, obsolescence forecasts, holding costs, costs of capital, design costs,
and testing costs were used. Additionally, the audit by the CALCE expert was persuasive in
support of the methodology of the MOCA tool, as well as some other potential improvements.
The revision to the plan created some complication, however. New stakeholders, including
the CALCE personnel and the contracting agent at UTC Aerospace Systems, were brought
into the case. These new stakeholders were not analyzed carefully, leading to some loss in
momentum of the change. This will be discussed in further detail in Section 5.2.7.
4.2.6
Spread the Knowledge
As discussed, the OMD has the responsibility to mitigate obsolescence for only a part of
UTC Aerospace Systems. The responsibility for other parts of UTC Aerospace Systems
is charged to employees with other primary functions, such as materials managers. Senior
managers intend to increase the scope of the OMD to cover all of UTC Aerospace Systems.
This will serve to spread the knowledge and innovation discovered within this case to the
entire organization. As such, no active steps were taken to spread the knowledge outside of
the OMD and its stakeholders. Instead, efforts were focused on improving the capabilities
of the OMD to build support for its scope increase.
4.2.7
Reflection
During the course of this case, status updates for stakeholders were used as occasions to
reflect. When the relationship between UTC Aerospace Systems and the CALCE consortium
68
was discovered, the goal of the effort was changed drastically. Instead of developing a finalized
tool to perform obsolescence management decision support, a proof of concept test and
introduction of the MOCA tool became important. The decision to change the course of the
project came through a reflection exercise. The deviation between the future state and the
current state changed with this new information, so reflection and revision of the plan was
appropriate.
In some instances reflection comes too late to have an impact on the current project.
In those cases, the reflection leads to a lesson learned for future efforts. Such an instance
arose in this case. UTC Aerospace has a license to use the MOCA tool, but setup and
training services are required from the CALCE consortium to ensure that the tool is used
properly and implemented in a timely manner. These services required a contract between
UTC Aerospace Systems and the CALCE consortium. However, the urgency or importance
of this contract was not sufficiently impressed upon the appropriate stakeholders, so the
contract was delayed for weeks. Furthermore, the contract that was sent out was lengthy
and detailed, requiring the CALCE consortium weeks to review. The result of all of this delay
was that the period for the case study ended without the MOCA tool being implemented.
In fact, the contract was still under review at the end of the case study. This delay threatens
the momentum of the effort. A review and evaluation of the new stakeholders may have
improved the results.
69
THIS PAGE INTENTIONALLY LEFT BLANK
70
Chapter 5
Analysis
5.1
Three Lens Analysis Methodology
The Three Lens Analysis described in the organizational analysis literature review is used
below to assess the success of the change efforts in the cases presented. This analysis framework provides a way to review the cases in a holistic way. The Strategic Design Lens focuses
on mechanics of the organization with respect to the cases. The Political Lens focuses on the
interests and power within the cases. The Cultural Lens focuses on the meanings of actions
and symbols present in the cases.
5.2
5.2.1
Three Lens Analysis of Headwind Case
Strategic Design Lens Perspective on Headwind Case
In the initial state, the central operations group was dependent on the business units to
provide headwind forecasts. This linkage between the two groups suffered from a lack of
alignment. The business units got no benefit from the exercise, but were required to spend
a significant amount of time to perform it. Furthermore, the business units may have had
incentive to influence the headwind forecasts to meet their own interests. A business unit is
penalized if it has higher in-year headwind than forecasted. The new ability to predict headwind without input from the business units reduces the importance of the linkage formed
71
between the business units and the central operations group. This mitigates the alignment
issues. Additionally, the negotiation-specific functionality of the headwind tool allows the
organization as designed to'meet its demands. A simple, quick point of reference for negotiation allows a more efficient and effective resolution.
The Tactical Change Model used in this case led to the successful identification and
resolution of the issues described above. During the investigation of the current state, the
misalignment between the business units and the central operations group was identified and
its effects understood. The "Develop and Sell a Future State" phase often took the form
of pitches to the Operations group manager. The manager would be the final user for the
headwind forecasting tool, and his input during these pitches led to multiple refinements.
5.2.2
Political Lens Perspective on Headwind Case
As with the Strategic Lens, the Political Lens reveals that the Tactical Change Model was
beneficial in this case.
Because the central operations group is responsible for reporting
headwind forecasts and has the authority to determine how these forecasts are made, this
group was the primary political power in this case.
The business units did not have a
significant interest in retaining their obligations, nor did they have much political recourse
to do so. These circumstances were revealed during a stakeholder analysis as part of the
current state investigation. The result of this revelation was that the primary stakeholder
for this case became the central operations group.
5.2.3
Cultural Lens Perspective on Headwind Case
Through the Cultural Lens, an important characteristic in this case is that the culture is
still evolving from the recent acquisition of Goodrich and integration into UTC Aerospace
Systems. Employees from both organizations have their own beliefs, and attitudes based on
their history with either Goodrich or Hamilton Sundstrand. The current state investigation
revealed a manifestation of this culture in the fact that each business unit had its own process
for forecasting headwind. New processes that can unify the company behind standard work
and reduce the variability of those processes are valuable at UTC Aerospace Systems. A
72
top-down headwind tool provides just such a process, but new processes must be trusted.
The culture of the central operations group emphasizes frequent, regular presentations in
standard formats to report status to senior managers. Any new tool to inform those reports
must be credible. To address this, pilot tests were performed and demonstrated during the
"Enact the Plan" and "Spread the Knowledge" phases. These pilot tests not only proved that
the tool was effective, but it proved that the tool was effective to the primary stakeholders.
This was an important way to gain commitment from these stakeholders. The results built
credibility for and interest in the tool.
5.3
Three Lens Analysis of Obsolescence Management
Case
5.3.1
Strategic Design Lens Perspective on Obsolescence Management Case
The preliminary goal for the obsolescence management case was to reduce the cost of inventory due to obsolescence mitigation. Investigation of the current state demonstrated that lifetime buys had contributed significantly to inventory levels. The current state analysis also
showed that the DSMS mitigation process at UTC Aerospace Systems was well-constructed.
The OMD is a group dedicated to the issue, and it was linked to various relevant departments
through specifically assigned employees in those departments.
One secondary issue that current state analysis revealed was a misalignment of incentives.
Interviews during the current state investigation revealed that the goal of the OMD may not
align with UTC Aerospace Systems goal for the department. The stated OMD goal was
to ensure that production would not be interrupted due to obsolescence. The incentives of
the OMD were constructed to support this goal. However, UTC Aerospace Systems would
benefit from a more holistic perspective on cost.
Life-time buys will achieve the goal of
ensuring no production interruptions, but design refreshes in some instances may achieve
this goal at lower long-term cost. Currently, the OMD is not directly responsible for longterm costs, and the lower short-term costs of a life-time buy are easier to get approved. The
73
introduction of a tool to consider long-term costs will help mitigate the bias towards lifetime buys, but an examination of the incentive structure for the OMD would also help drive
the most cost-effective behavior.
Similarly, program manager incentives are problematic.
Program managers provide input into the DSMS process, but also have a clear incentive for
the process to favor life-time buys as discussed in Section 4.2.3. This issue was identified
during the stakeholder analysis performed as part of the current state investigation.
As
a result, suggestions for how to mitigate this incentive misalignment were made to senior
management.
The Tactical Change Model was useful in identifying and resolving these issues, but the
strategic design lens reveals at least one short-coming of the Tactical Change Model. The
model is linear, with no feedback loops. When important new stakeholders were introduced
in the "Enact the Plan" phase, no new current state investigation was initiated. This led to
lack of appreciation of the incentives of the new stakeholders, both within UTC Aerospace
Systems and CALCE. The result was a delay in the implementation of the planned change.
5.3.2
Political Lens Perspective on Obsolescence Management Case
During the course of this research, the OMD demonstrated their willingness to change in the
pursuit of cost effectiveness. In addition to accommodating the MOCA pilot test, the OMD
manager also actively investigated the usc of third-party vendors for inventory management.
He served as the advocate within UTC Aerospace Systems for a third-party vendor to increase
awareness and instigate discussion about the feasibility of such an engagement. This effort
was outside of his responsibilities, but he recognized the potential value to the company of
this option. That episode illustrates the culture of the OMD, in which employees are willing
to look at new ideas to lower costs. The statement from the OMD manager, "I try to treat
it like my own money," regarding use of company funds indicates the stance of the OMD.
There are two apparent reasons that the OMD would be motivated to lower costs. First
is a sense of duty to the company.
section.
This will be discussed further in the Cultural Lens
Second is an eagerness to prove their value in advance of a possible increase in
their scope of responsibility. Currently, the OMD is responsible for only a portion of UTC
Aerospace Systems, but discussions are underway to increase their purview to include all of
74
UTC Aerospace Systems. Decreased costs would improve the value of the OMD and promote
the expansion of its scope.
5.3.3
Cultural Lens Perspective on Obsolescence Management Case
As discussed above, the OMD is supportive of change in pursuit of improved cost-effectiveness.
Aside from the possible political reasons for this explored above, another reason why the
OMD is supportive of change could be the culture. The culture of the OMD is one of integrity. The employees will try to make their operations more efficient because they feel a
duty to do the best that they can.
This element of the OMD culture played an important role in the obsolescence management case. The OMD employees were willing to facilitate the investigation of the MOCA tool
to increase the cost effectiveness of their department, despite the fact that implementation
of this tool could require more work from them. The "sell" of the future state is much easier
if the employees affected are motivated to achieve the goal. In this case, the employees were
motivated to reduce costs and increase the value of their department. When the MOCA tool
became a candidate to achieve that goal, it met with some skepticism but little resistance.
One way to take advantage of the OMD culture would have been to use an internal change
agent. Nightingale and Srinivasan note that every transformation needs a critical mass of
change agents, and internal change agents act to embed the change into the "organizational
DNA." [17] Late in the project, a member of the OMD was assigned as an internal agent.
This person helped to build credibility in the project and improve its efficacy, but these
benefits would have been even more effective had he been brought into that role earlier.
75
THIS PAGE INTENTIONALLY LEFT BLANK
76
Chapter 6
Conclusions and Revised Tactical
Change Model
These cases indicate that existing change models are useful for making efficient and effective
change, however these models may require some customization for the circumstance at hand.
This is particularly true when used outside of the scope of the broad organizational transformations for which they are intended. The Tactical Change Model is an effort to distill a
set of those existing models into a form more suited to changes of smaller scope. The major
findings of that effort are described here.
The utility of this thesis in an industrial environment depends on its ease of use. To
address this need, I present a revised Tactical Change Model here for use by those who
would seek to initiate a tactical change in an organization. The findings of this thesis are
incorporated into the revised Tactical Change Model as shown in Figure 6-1.
There are three fundamental changes incorporated within the revised Tactical Change
Model. First, the goal of the change has been converted from the output of the first phase
into an input to the model, but the current state investigation should include some effort
to ensure that the goal is understood. The Tactical Change Model and many of the change
management literature models listed "Name a Goal" as the first phase. In the cases described
here, however, the goals were given. The change efforts were the result of directives, which is
likely the case for most tactical changes. Even without an obvious directive, tactical change
efforts do not require the level of cognitive investment that broader transformational efforts
77
require. For example, an employee who is responsible for a production line need not consider
goals of making the entire organization more cost-efficient. The scope of his responsibility
is narrower and will usually involve more obvious tactical goals related to that production
line. Therefore, minimal effort is needed to define those goals. Instead, more effort should
be directed toward the other phases to attain those goals.
Another shortcoming of the Tactical Change Model is the fallacy of the uni-directional
change model. This motivates the second fundamental change to the Tactical Change Model.
The discovery of the MOCA tool and the corresponding change in stakeholders in the obsolescence management case demonstrated this point. The change model should not be viewed
as a set of independent phases. New information which changes the premise or assumptions
of the project should trigger a consideration of revisiting a previous phase. To reflect this, I
have revised the Tactical Change Model to include feedback loops indicating this possibility.
The primary order of the phases is indicated by double solid lines, while the feedback loops
are indicated by single solid lines. As before, the reflection phase is indicated as concurrent
with all other phases using dashed lines.
The final fundamental revision to the Tactical Change Model is the incorporation of the
Three Lens Analysis into the model. The analysis in the previous chapter demonstrated the
importance of considering the multidimensional nature of an organization during a change.
Strategy, culture, and politics all influence the efficacy of a change effort.
One particularly appropriate area for the incorporation of a Three Lens Analysis is the
current state analysis phase. A thorough current state analysis sets the foundation for the
entire change effort. This is demonstrated in the Three Lens Analysis performed in Chapter
6. In both cases, the current state analysis was crucial in all three lenses. No other phase of
the change model has as much of an impact on the change as the current state investigation.
The structure of the current state analysis is an area for improvement. In addition to the
stakeholder analysis, a three lens analysis to understand the strategic, political, and cultural
environment would be beneficial in any change effort.
My studies of the cases described here demonstrate the importance of incorporating
persistent reflection into the change process. The models in the change literature typically
do not emphasize reflection, but the obsolescence management case illustrates that reflection
78
/
"N
Develop and
"sell" a future
state
(A_____there
Plan to get
from here to
Investigate the
current state
Spread the
knowledgeEattepa
Enact the plan
/
/
Reflect
regularly
Figure 6-1: Revised Tactical Change Model
provides a valuable opportunity to react to new information and adjust the change effort.
This reflection would have been more effective, however, with improved structure. Increased
frequency, a consistent framework, and increased stakeholder participation are opportunities
for improvement. For these cases, I performed reflection approximately monthly with a small
set of stakeholders. These limitations on reflection may have allowed useful information to
79
be either missed, because the relevant stakeholder was not included in the reflection, or
delayed, because the reflection was held too infrequently. The inconsistency of the reflection
framework also may have caused a gap in knowledge.
As discussed above, a three lens approach, explicitly considering each lens, is one way to
provide a framework to reflection. As I performed a Three Lens Analysis on these cases after
their conclusion, it became clear that this technique would be useful during the reflection
phase as well as the current state analysis. This will promote a holistic view of the change
throughout the effort, serve as a consistent framework, and encourage participation from all
appropriate stakeholders.
As with the current state analysis and reflection, each of the other phases of the Tactical
Change Model would benefit from the inclusion of a Three Lens Analysis approach. The
previous chapter demonstrated that a focus on the cultural lens was lacking. Despite gathering some intelligence about the cultural environment at UTC Aerospace Systems, I found
that inadequate focus was given in the case studies to leveraging this cultural knowledge to
affect the desired change. It is often much more straightforward to use strategic and even
political intelligence to develop the change plan. However, as Kotter notes, the failure to
anchor changes in the organizational culture is an error that could undermine the entire
change effort.[14]. As discussed in Section 3.3, the development and "selling" of the future
state is similar to a marketing campaign. As such, a holistic approach, considering each of
the three lenses, makes sense. The knowledge gained during the current state analysis and
the development of the future state should then be used to explicitly address each of the
three lenses during the transition planning phase. Expanding the idea further, this three
lens perspective should be used during all phases of the model. As a result, the Three Lens
Analysis is incorporated into each phase in the revised Tactical Change Model.
In addition to the three fundamental changes discussed, I found that three techniques
proved especially useful during these cases. These do not represent changes to the Tactical
Change Model, but rather important tools to consider within the framework of the Tactical
Change Model.
More documentation, during each phase, would have mitigated the risk of lost or missed
intelligence. The form of that documentation is dependent upon the specific circumstance,
80
but After Action Reports, Gantt charts, and stakeholder maps are examples of the varied
types of documentation that are beneficial for a change effort.
The expert audit of the OMD process proved to be a success. Following the audit, my
conversations with members of the OMD signified that they were skeptical but ultimately
open to the premise of the MOCA tool, which implies a modification to their evaluation
of obsolescence mitigation options. Their skepticism was due not only to the suggestion of
a change from standard processes, but also the expert's future role and benefit from the
potential change. His organization, CALCE, would be hired to implement the MOCA tool,
casting a perception of bias. However, this skepticism did not appear to override the value
of the change in the minds of the OMD. The audit was a result of the stakeholder analysis
performed earlier in the change effort. In future tactical change situations, outside expert
input on a process in question is a viable tactic. The delivery of this input should be carefully
managed to avoid offense or skepticism amongst the relevant stakeholders.
Another particularly successful tactic was the pilot test. I used pilot tests in both cases,
and in both cases they achieved multiple goals. The primary purpose was to test the models
for their ability to perform their tasks, predicting headwind and evaluating obsolescence mitigation options. However, the successful pilot tests also corresponded to a noticeable increase
in stakeholder interest and enthusiasm about the projects. This increased enthusiasm was
important because it was amongst the stakeholders most responsible for the implementation
of the tools. The pilot tests were low-risk activities, as they had no impact on the current
operations at UTC Aerospace Systems and they took little time to complete. They had
an outsized reward, however, as the demonstration of their results built credibility for the
project and served as a visible sign of progress.
The Tactical Change Model proved to be a useful framework during these two change
cases. The revisions and tools discussed above will improve its utility. The incorporation
of the Three Lens Analysis ensures that a comprehensive perspective of the organization is
considered throughout the process. With these improvements, the Tactical Change Model
represents a useful reformulation of existing change models into a tool appropriate for localized changes.
81
THIS PAGE INTENTIONALLY LEFT BLANK
82
Appendix A
Headwind Forecasting
Headwind arises in three circumstances. First, headwind arises from expiring supplier contracts. The new contracts are typically expected to include price increases. Second, headwind
arises from "spot buys." Spot buys are purchases made ad hoc without a long-term contract
to specify price. Third, headwind is built into a long-term contract. Often, these contracts
call for price increases according to a specified equation which is dependent on economic
indicators. Contractual headwind represents a large portion of the total headwind at UTC
Aerospace Systems. There is no system currently in place, however, to track the headwind
specified by each of the hundreds of contracts held with suppliers. Each business unit uses
their own technique to arrive at a future headwind estimate. These estimates are reported
together to the senior management at UTC Aerospace Systems annually. These estimates
are time-consuming, slow, vulnerable to biases, and generally viewed as directional only.
UTC Aerospace Systems desired the ability to forecast escalation in the cost of their
supply base, or headwind, in a quicker, simpler, more controllable way. To that end, the aim
of this case was to devise a way to forecast headwind based on commonly used economic
indicators.
Past headwind data from 2009 to 2012 was collected to support regression analysis. The
data gathered initially was purchase price variance. The effects of efforts to reduce headwind
such as sourcing from low-cost locations is included in the purchase price variance data. In
order to more accurately reflect only headwind, the effect of low-cost sourcing was estimated
by UTC Aerospace Systems employees and added to the collected data. In addition, partial
83
headwind data for 2013 was also collected. After filtering data that appeared to be outliers
at the suggestion of UTC Aerospace Systems management, a representative data set of
headwind was formed. This headwind data was split into values for different commodity
classes used by UTC Aerospace Systems. Those commodity classes are:
* castings, forgings, and raw materials,
* composites and plastics,
" distributed products,
" electronics,
" engineered items,
" machining,
* mechanical fabrications,
" and other.
Thirty-three economic indicators were investigated as independent variables. The indicators and their sources are shown in Figure A-1. These indicators were chosen for ease
of access to their historical values and forecasts of their future values.
Using indicators
with these characteristics supported the construction of a quick, simple, top-down forecast
method.
After collecting the past headwind data and the data for the candidate economic indicators, a battery of regressions was performed to identify useful relationships. All relationships
were assumed to be first-order. Due to the limited years of data for headwind, a maximum of
three independent variables could be used. Relationships that appeared nonsensical due to
the direction of the relationship were disregarded. The general equation used for the regression equations is presented in Equation A.1 where Y is the headwind for a given commodity
class, x is the value for an economic indicator, and A, B, and C are the coefficients for the
corresponding economic indicators. The final relationships and their statistical diagnostics
84
Econornc Indicator
Year
US GDP
Aluminum price index
World gross product
Copper price index
Magnesium price index
Molybenum Oxide price index
LME Nickel price index
Platinum price
17-4 Stainless steel price
303 Stainless steel price
Titanium 6-4 bar price
Titanium 6-4 scrap price
Tungsten price
Zinc price
US dollar/Euro conversion rate
S&P 500 index
US inflation rate
OECD total member country inflation
Labor pricing index
Major sector productivity and costs index
Total Producer Prices - Manufacturing costs index
UTC Aerospace revenue
UTC Aerospace operating profit
UTC Aerospace operating costs
Global airline revenue
Global airline net profit
Imports value
Exports value
US trade gap
Crude materials index
Intermediate materials, suppliers, and components index
industrial commodities less fuels index
Metal and metal products index
Time-laiged drivers'
Transformed drivers
Source
n/a
BEA1
UTC2
OECD"
UTC
UTC
UTC
UTC
UTC
UTC
UTC
UTC
UTC
UTC
UTC
Federal Reserve
Yahoo Finance
OECD
OECD
u -I4
BLS
BLS
UTC 10-K
UTC 10-K
UTC 10-K
IATA5
IATA
US Census Bureau
US Census Bureau
US Census Bureau
BLS
BLS
BLS
BLS
BLS
BLS
US Bureau of Economic Analysis
UTC internal report
3
Organisation for Economic Co-operation and Development
US Bureau of Labor Statistics
International Air Transport Association
Existing indicators were offset one year behind headwind
7
Existing indicators were transformed into a log scale
Figure A-1: Economic indicators investigated as headwind drivers
85
are presented in Figure A-2. Note that no best regression found included more than two
economic indicators.
Y = C + Ax1 + Bx 2
+ Cx3
(A.1)
Several circumstances of this regression analysis detract from the utility of the final relationships found. First, the headwind data set is quite limited with five years of data available,
yielding five data points for each commodity classes. In some cases, outlier data points reduced this data set even further. Second, the headwind data is from the legacy Hamilton
Sundstrand business, which differs considerably in size and supply base composition from
the headwind of UTC Aerospace Systems. Third, as shown by the diagnostics in Figure A-2,
the models are less reliable than one may desire.
The models were put into a forecasting tool to facilitate their ease of use within UTC
Aerospace Systems. This tool was built in an Excel environment to support its accessibility.
It was designed to forecast in two modes. First, general headwind for each commodity class
across all of UTC Aerospace Systems can be calculated based only on future forecasts of
spending as shown in Figure A-3. Second, the headwind expected in a particular negotiation
can be calculated based on the commodity class, the original price when the last contract
went into effect, the current price, and the duration of the previous contract as shown in
Figure A-4. If the negotiation is for a spot buy, the only input required is the current price
of the product. The interface for the tool was kept simple, with the models, independent
variables, and calculations all housed on separate sheets from the forecasting sheets.
A
detailed instruction sheet was also included to explain how the tool can be used, updated
with new data, and modified with new models.
Despite the drawbacks discussed above, pilot tests of the forecasting tool were positive.
Three pilot tests were performed using two negotiations and one general headwind forecast.
The two negotiation tests were based on actual negotiations that had recently concluded,
providing a basis for evaluation of the accuracies of the forecasts. The general headwind
forecast was compared to the headwind forecast provided by the existing bottom-up process.
This comparison is shown in Figure A-5 below. Similarly, the results of the two negotiation
86
I 9E
01
M
I
M
Figure A-2: Values and diagnostics for headwind equations
87
Figure A-3: Screenshot of General Headwind Forecast Tool Interface
88
Figure A-4: Screenshot of General Headwind Forecast Tool Interface
pilot tests are shown in Figure A-6.
While the results of these pilot tests indicate that the tool is currently useful, the key to
its utility is its sustainability. The simple forecasting interface requires a few simple steps
to produce a forecast. This ease of use should encourage adoption of the tool. Furthermore,
the tool was built to have improving accuracy with little work on the part of the user. Every
year, new historical headwind data can be incorporated and the regressions performed to get
more accurate relationships. These regressions can be input into the forecast tool without
inputting new equations. Only the new coefficients and any new independent variable names
are required. Since the headwind data that the current models were built on are flawed as
discussed above, every year of new, better-suited headwind data will improve the accuracy
of the tool. In this way, the tool satisfies the original goal of the case. Instead of providing
a set of models that work for one year and then become obsolete, this effort has produced a
sustainable tool that evolves to provide increasingly accurate forecasts every year.
89
CD
CD
CD
Gene
a
Casthiqs, ForgngsRaw Maeials
Composites and Plastics
Disirbuted Products
Electronics
Engineerd Items
Machining
Mechanical Fabrications
TOTAL
S
$
$
$
$
$
$
$
I
5,104,100 $
14,941,500 $
2,960,500,$
816,200 $
6,014,900 $
5,730,200 $
255,400 $
35,822,800 $
Bottom-up
Headwind
2,804
13,350,540
910,720
604,027
5,309.486
6,788,893
437,018
30204,970
Frmclast
Top-down
Headwnd
|
Della
$ (299815
$(1,590,
$ (2,049,780)
$ (212,173)
$
,414)
$ 1,058,693
$ 181,618
S (5,617,831)
45%
11%
69%
26%
12%
-18%
-71%
16%
%E
I
UOOgOOOOo
CooSc SS" VC
gooo
o
o
.
aR)
a A,
CCL
Figure A-6: Results of negotiation headwind forecast
91
THIS PAGE INTENTIONALLY LEFT BLANK
92
Appendix B
Obsolescence Management
As discussed in Section 2.4, there are two options for obsolescence management of interest in
this case: the life-time buy and the design refresh. The factors governing the cost a life-time
buy are shown in Equation B.1:
m
m
NPVha
Pa +
C
a=1
(B.1)
a=1
where C is the cost of mitigating obsolescence using a life-time buy discounted to present
day, m is the number of components resolved, p is the price of each component, and NPVh
is the net present value of all costs associated with holding a component in inventory until
it is used in production. The factors governing the cost of a design refresh are shown in
Equation B.2:
q
C
m
q
d+E
=E
b=1
NPVn
tb+
b=1
(B.2)
b=1
where C is the cost of mitigating obsolescence using a design refresh discounted to the present
day, q is the number of products with obsolescing components resolved, d is the cost of the
design effort for each product, t is the testing cost for each product, m is the number of
components used to replace the functionality of obsolescing components, and NPVn is the
net present value of all future purchases of those new components .
If the scope of the mitigation is limited to a few components that are obsolescing at a
given time, the life-time buy is nearly always a less costly approach. However, if the scope
93
of the obsolescence mitigation is larger, with many components resolved, the cost of the lifetime buy increases nearly linearly. The cost of the design refresh is nearly flat with respect
to the number of components resolved. This is because for every component resolved, the
life-time buy strategy requires that the component be purchased immediately and held for
the lifecycle of the product. Both portions of the cost in Equation B.1 are affected. In
contrast, the design refresh strategy only requires that the functionality of each component
resolved is accounted for in the bill of materials after the redesign. The bill of materials
can be purchased as needed for production instead of at the time of the mitigation. The
design and certification test costs are minimally dependent on the number of components
resolved. Therefore, the attractiveness of the design refresh option, as measured by lifecycle
cost relative to that of the life-time buy option, increases with the number of components
resolved. This effect is illustrated in Figure B-1.
At any given time, there are a set number of components in a product that are obsolescing.
As discussed above, the attractiveness of the design refresh option, and the cost-effectiveness
of obsolescence mitigation, increases with the number of components addressed by the mitigation. To increase the number of components addressed beyond those obsolescing at a given
time, obsolescence for all components can be forecasted. For example, instead of only addressing the components that are obsolete immediately, one may also address all components
that are expected to become obsolete over the next three years.
Given the obsolescence forecasts for an entire bill of materials for a given product or
system and the factors in Equations B.1 and B.2, one could determine optimal times for
design refreshes and life-time buys to mitigate component obsolescence for the entire lifecycle
of that product or system. This analysis could be performed to determine an optimal mix of
design refreshes and life-time buys over the lifecycle of a product or system. As discussed in
Section 4.2.5, the Center for Advanced Life Cycle Engineering (CALCE) at the University of
Maryland has developed a tool called Mitigation of Obsolescence Cost Analysis (MOCA) to
perform such analysis. This analysis is based on forecasts of obsolescence for the components
on that bill of materials. Those forecasts are available through standard industry products
such as Total Parts Plus and PartMiner. UTC Aerospace Systems has a license for MOCA,
and is in contract negotiations for CALCE personnel to test and implement MOCA at UTC
94
Aerospace Systems.
In advance of the implementation of MOCA, an analysis was performed to test whether
a obsolescence mitigation strategy using design refreshes could be more attractive than an
exclusively life-time buy strategy for an actual UTC Aerospace system. A preliminary Excelbased tool was built to support this analysis. This preliminary tool takes as inputs the
product identification numbers for a system, the yearly demand for that system, the bill of
materials for each product, the redesign cost for each product, the cost and life expectancy
for each component, holding costs, and cost of capital. The output is a series of net present
values for a set of obsolescence mitigation strategies that range from exclusively life-time
buys to exclusively design refreshes. The tool is has two main features, an optimization
algorithm and a simulation model.
The testing algorithm is designed to input varying decisions into the simulation model.
In this instance, the algorithm was designed to be simple to support the early pilot test. The
algorithm simply assumes for the first simulation that all obsolescence risks are mitigated by
design refreshes. With each ensuing simulation, the components of one additional product
are resolved by life-time buys. The algorithm proceeds in this way until the last simulation,
in which all products are resolved by last-time buys. Figure B-2 demonstrates this algorithm.
For each simulation, a net present value of the obsolescence mitigations strategy is calculated. These net present values can then be compared to identify the most cost-effective
strategy of those simulated. It should be noted that this algorithm does not test all combinations of life-time buys and design refreshes. Only a small fraction of the total number of
possible combinations is simulated. As such, the algorithm cannot be relied upon to find an
optimal obsolescence mitigation strategy. Rather, the tool may be used to indicate that design refreshes can lower the cost of obsolescence mitigation for a system from an exclusively
life-time buy strategy.
The simulation model calculates the net present value of the obsolescence mitigation
strategy set by the testing algorithm. For each life-time buy, the components of Equation
B.1 are summed. For any design refresh, the components of Equation B.2 are summed. For
a product assigned by the algorithm to design refresh, any component within three years of
forecasted obsolescence are considered an obsolescence risk to be resolved. This serves to
95
increase the cost-effectiveness of the design refresh. A schematic of the model operation is
shown in Figure B-3.
The pilot test was performed on a new system at UTC Aerospace Systems. The system
included twelve products, with bills of materials ranging from one component to 195 components. Because this system is early in its lifecycle, no obsolescence is forecasted for the
next five years. To enable a meaningful analysis, the analysis was set three years into the
future, so that a set of components would be within the three-year window for obsolescence
risk. After finding the cost for all the obsolescence mitigation strategies considered through
the testing algorithm, a strategy of design refresh for seven of the products was found to
provide a $10.5M saving over an exclusively life-time buy strategy.
As discussed, the tool designed to support this analysis will not provide a demonstrably
optimal obsolescence mitigation strategy, nor is it designed for the ease of use necessary
for deployment at UTC Aerospace Systems. The MOCA tool is intended to fulfill those
requirements. However, this preliminary tool was designed to find if there are opportunities
to use design refreshes to lower the cost of obsolescence mitigation throughout the lifecycle of
one system. The savings forecasted indicate that design refreshes, with their scope expanded
to include forecasted obsolescence, can provide a cost savings.
96
'IA
0
0
10
20
30
40
50
60
70
80
90
100
Parts Resolved
-
-
Life-time Buy
-Design
Refresh
Figure B-1: Costs of obsolescence mitigation options versus number of parts resolved (notional only)
97
Product
Simulation 1
Resolution
Simulation 2
Resolution
Simulation 3
Resolution
Simulation 4
Resolution
Simulation 5
Resolution
A
B
C
D
E
F
G
H
I
J
K
L
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Life-time Buy
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Life-time Buy
Life-time Buy
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Life-time Buy
Life-time Buy
Life-time Buy
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Life-time Buy
Life-time Buy
Life-time Buy
Simulation 6
Simulation 7
Simulation 8
Simulation 9
Product
A
B
C
D
E
F
G
H
I
J
K
L
Resolution
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Resolution
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Resolution
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Resolution
Design Refresh
Design Refresh
Design Refresh
Design Refresh
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Simulation 10
Simulation 11
Simulation 12
Simulation 13
Product
A
B
C
D
E
F
G
H
Resolution
Design Refresh
Design Refresh
Design Refresh
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Resolution
Design Refresh
Design Refresh
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Resolution
Design Refresh
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
I
Life-time Buy
Design Refresh Life-time Buy
J
K
Life-time Buy
Life-time Buy
Design Refresh Life-time Buy
Design Refresh Life-time Buy
Resolution
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Life-time Buy
Figure B-2: Algorithm used to trade off design refreshes and life-time buys
98
INPUTS
Assembly Numbers
Assembly BOMs
Component Prices
Component Lifecycle
Forecasts
Product Demand Forecast
Determine
Demand for
Obsolescing
Components
Enumerate
Next
Mitigation
Mix Option
Calculate NPV
of Replacement
Parts to Meet
Demand
Calculate
Cost of
Redesigns/
Retests
Calculate
Calculate
Determine
Obsolescing
Components
Ca Iculate/
Out put Total
N
PD
%J
f
Mitigation
Mix Option
NPV ofCauat
Invof
Inventory
Costs
Simulation
Complete
Yes
Options
Exhausted?
Cost of Life- 4
tieBy
time Buys
No
Figure B-3: Schematic of the model used to evaluate obsolescence mitigation strategies
99
THIS PAGE INTENTIONALLY LEFT BLANK
100
Bibliography
[1] AACE. Measuring and Managing Cost Escalation, 2006.
[2] Richard Beckhard and Reuben Harris. Organizational Transitions: Managing Complex
Change. Addison-Wesley, 2nd edition, 1987.
[3] Christopher Bolkcom. F-35 lightning ii joint strike fighter (jsf) program: Background,
status, and issues. In Defense Technical Information Center. DTIC Document, 2009.
[4] John S Carroll. Introduction to organizational analysis: The three lenses. MIT Sloan
School of Management Working Paper, 14:1-13, 2001.
[5] Kyle D Cattani and Gilvan C Souza. Good buy? delaying end-of-life purchases. European Journal of OperationalResearch, 146(1):216-228, 2003.
[6] Bobby L Claiborne. Performance-based logistics. Technical report, DTIC Document,
2004.
[7] James C. Collins and Jerry I. Porras. Built to Last: Successful Habits of Visionary
Companies. HarperCollins, 1994.
[8] Jim Collins. Good to Great: Why Some Companies Make the Leap... and Others Don't.
HarperCollins, New York, 2001.
[9] United Technologies Corporation. Form 10k annual report, 2012.
[10] United
Technologies
Corporation.
http://www.utc.com/About+UTC/Quality, January 2014.
Utc
-
quality.
[11] Andrew Corum. Design and development of a supplier evaluation process. PhD thesis,
Massachusetts Institute of Technology, 2009.
[12] Awad S Hanna and Andrew N Blair. Computerized approach for forecasting the rate of
cost escalation. In Computing in Civil and Building Engineering (1993), pages 401-408.
ASCE, 1993.
[13] Rosabeth Moss Kanter. Evolve! Succeeding in the Digital Culture of Tomorrow. Harvard
Business School Press, Boston, MA, 2001.
[14] John P. Kotter. Leading change. HarvardBusiness School Press, Boston, Massachusetts,
1996.
101
[15] Kurt Lewin. Field Theory in Social Science. Harper and Row, 1951.
[16] Spyros Makridakis. The art and science of forecasting an assessment and future directions. International Journal of Forecasting, 2(1):15 - 39, 1986.
[17] Nightingale and Srinivasan. Beyond the Lean Revolution: Achieving Successful and
Sustainable Enterprise Transformation. Amacom, 2011.
[18] Federation
of
American
Scientists.
B-52
stratofortress.
https://www.fas.org/programs/ssp/man/uswpns/air/bombers/b52.html.
[19] Bureau of Labor Statistics. Producer price indexes: Escalation guide for contracting
parties. http://www.bls.gov/ppi/ppiescalation.htm, November 2013.
[20] Thomas J. Peters and Jr. Robert H. Waterman. In Search of Excellence: Lessons from
America's Best-Run Companies. Harper and Row, 1982.
[21] G Zell Porter. An economic method for evaluating electronic component obsolescence
solutions. Boeing, 1998.
[22] Francisco Javier Romero Rojo, Rajkumar Roy, and Essam Shehab. Obsolescence management for long-life contracts: state of the art and future trends. The International
Journal of Advanced Manufacturing Technology, 49(9-12):1235-1250, 2010.
[23] Christian Rossetti and Thomas Y. Choi. On the dark side of strategic sourcing: experiences from the aerospace industry. The Academy of Management Executive, 19(1):46-60,
2005.
[24] Peter Sandborn. Strategic management of dmsms in systems. DSP Journal, pages
24-30, 2008.
[25] Peter Sandborn. Trapped on technology's edge. Spectrum, IEEE, 45(4), 2008.
[26] Pameet Singh and Peter Sandborn. Obsolescence driven design refresh planning for
sustainment-dominated systems. The Engineering Economist, 51(2):115-139, 2006.
[27] Bart Slager. Feature: Counting the cost. Airfinance Jounal, (344):104, October 2011.
[28] Steven J. Spear. The High-Velocity Edge: How Market LEaders Leverage Operational
Excellence. McGraw Hill, 2009.
[29] Loren Thompson. 2013 was the year everything went right for lockheed martin's f-35
fighter. http://www.forbes.com/sites/lorenthompson/2013/12/23/2013-was-the-yeareverything-went-right-for-lockheed-martins-f-35-fighter/, December 2013.
[30] Ali Touran and Ramon Lopez. Modeling cost escalation in large infrastructure projects.
Journal of Construction Engineering and Management, 132(8):853-860, August 2006.
[31] Deborah Ancona; Thomas Kochan; John Van Maanen; Eleanor Westney. Managing for
the Future: OrganizationalBehaviour and Processes. South-Western, 3 edition, 2005.
102
[32] James P Womack and Daniel T Jones. Lean thinking: banish waste and create wealth
in your corporation. Simon and Schuster, 2010.
103