2013 LiBRARIES Hot Embossing a Method for Rapid Prototyping Microfluidic
advertisement

Hot Embossing as a Method for Rapid Prototyping Microfluidic
Devices
by
OF TECHNOLOGY
NOV 12 2013
Khanh H Nguyen
B.S., Mechanical Engineering
University of New Hampshire, 2012
LiBRARIES
Submitted to the Department of Mechanical Engineering in partial fulfillment of
the requirements for the degree of
Masters of Engineering
at
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
September 9, 2013
C Massachusetts Institute of Technology, 2013. All rights reserved
Author:............
Department of Mechanical engineering
August 9, 2013
Certified by: ....
J
Dr. Brian Anthony
Thesis Advisor
A ccepted by: ...........
..............................
David E. Hardt
Ralph E. & Eloise F. Cross Professor of Mechanical Engineering
Chairman, Department Committee on Graduate Students
Hot Embossing as a Method for Rapid Prototyping Microfluidic
Devices
By
Khanh H. Nguyen
Submitted to the Department of Mechanical Engineering
on August 9, 2013 , in partial fulfillment of the
requirements for the degree of
Masters of Engineering in Manufacturing
Abstract
Hot embossing is a growing technology proven to be capable of reproducing micro-scale
features on thermoplastics and can be an effective process for rapid prototyping
microfluidic devices with high aspect ratio micro features. Advantages of this
manufacturing process can include tooling flexibility, fast production time, low capital cost
and a vast selection of production materials. A greater understanding on the micro feature
transferring capabilities and use limits of tools are needed so that hot embossing may
advance to becoming a practical technique for producing microfluidic parts. This work
focuses on both the design and analysis of a hot embossing system and a brass tool to
replicate an existing functional high aspect ratio micro feature onto Polymethyl
methacrylate (PMMA). The aspect ratio of features ranged from 10:1 to 4,000:1. Optimal
embossing parameters used a pressure of 3.5kN, hold time of 12 minutes, tool
temperatures of 1400C and substrate temperature of 1300C to produce parts that filled
shoulder heights and widths up to 97% and 90%, respectively. The wearing of features on
the metal tool were also characterized for purposes of understanding the limits on tool use
and was found that a maximum range of +/-3[im in dimensional change existed. Gains in
tool dimensions were then mainly attributed to the deposition of embossed materials onto
the tool. The study further determined a method for creating usable resin tool copies that
exhibited a replication accuracy of less than 2%, on average, for micron size features.
Thesis Supervisor: Dr. Brian W. Anthony
Title: MIT Director of MengM and Research Scientist of LMP
2
Acknowledgments
I would like to thank my amazing colleagues Viren Kalsekar and Nicholas Ragosta for doing
exceptional work while carrying positive and fun attitudes. It seemed like there was never
a dull moment.
I would like to thank Aaron Oppenheimer and Robert Etheredge for providing the
opportunity to work at Daktari and for being very helpful and providing. The logistics of
this work were made that much simpler with the help of Aaron, Rob and the fantastic
people at Daktari.
I would like to thank David Hardt and Brian Anthony for making this work possible.
Last, but never least, I would like to thank my parents and sister for their constant support,
care and positive attitudes during the time of writing this thesis and throughout my life.
Their routine visits on the weekends always provided me with much needed breaks,
enjoyable meals and positive encouragements that have kept me going.
3
Table of Contents
1
2
In tro d u ction .............................................................................................................................1 1
1.1
Background and Research M otivation ...................... ........................ ............... ........................ 11
1.2
Problem Statem ent ............................... .................... ..................................... .................................. 12
1.3
Current Prototyping Processes .......................................... ........................ .............. .................... 12
1.3.1
Photolithography .............................................................................................................................. 12
1.3.2
M icrom achining ................................................................................................................................ 13
1.3.3
Injection M olding .............................................................................................................................. 13
1.4
U nm et N eeds ....................................... .............. .............................. ................................................... 14
1.5
The H ot Em bossing Solution .......................................................................................................... 14
1.6
O bjectives ...... ............................. ........................................... ............................................................... 15
Background and Product Description .........................................................................16
2.1
M icrofluidics .............................. .............................................................................................................. 16
2.2
G eneral Card Features .................................. ..................................................................................... 18
2.3
Targeted Feature: The A ssay Channel ...................................................... .................................. 19
2.3.1
3
G eneral Channel Considerations .................................................................. ............................ 20
R eview o f P ro totyp in g Processes ..................................................................................2 2
3.1
Photolithography ...................................................................................................................................22
3.1.1
Process .................................................................................................................................................. 22
3.1.2
Lim itations .......................................................................................................................................... 23
3.2
M icrom achining ..................................................................................................................................... 24
3.2.1
Process ...................................................................................................................................................24
3.2.2
Lim itations .......................................................................................................................................... 24
3.3
Injection M olding ................................................................................................................................... 26
4
3.3.1
Process................................................................................................................
3.3.2
Lim itations...........................................................................................................................................27
H ot Em bossing P
4.1
29
Basic Properties of Therm oplastics ..................................................................................
30
The Hot Em bossing Process .............................................................................................................
31
4.2.1
Initial Heating Stage ......................................................................................................................
32
4.2.2
Em bossing Stage.............................................................................................................................32
4.2.3
Cooling Stage....................................................................................................................................33
4.2.4
De-M olding Stage ..................................................................................................................
4.2
4.3
Consideration of Process Capabilities................................................................
..................
4.3.1
Sharp Radii .......................................................................................................................................
4.3.2
Unfilled Extruded Features........................................................................................................34
4.3.3
Features Ending on Edges .........................................................................................................
4.3.4
Control of Tolerances and Variability..........
4.3.5
A brupt and Variable Geom etries..............................................................................................37
4.3.6
Surface Roughness ...................................................................
.........................
.....................................................
Machine D esign A pproach............................................................................................
5.1
General Effects of Operating Parameters............................39
5.2
Design Requirem ents........................................................................................................................40
3.........33
34
34
35
36
37
39
5.2.1
Tool and Substrate Fixture Requirements .........................
40
5.2.2
Force Requirem ent .......................................................................................................................
40
5.2.3
Heating Requirem ents....................................................................................................................41
5.2.4
Cooling Requirem ents ....................................................................................................................
5.2.5
Alignm ent Requirem ents............................................................................................................41
5.3
6
.................................................................................................
26
Selection of substrate...........................................................................................................................29
4.1.1
5
...............................
Com m on Design Practices .................................................................................................................
Machine D esign and Evaluation .................................................................................
6.1
Full Assem bly.........................................................................................................................................44
5
41
43
44
7
8
O perating Param eters ....................................................................................................................
6.1.2
O perating Procedure.......................................................................................................................46
6.2
Load Bearing and Tilt Com pensation .....................................................................................
47
6.3
Tool and Substrate Fixturing ...........................................................................................................
49
6.4
Heating and Cooling............................................................................................................................49
6.5
Load Sensing ..........................................................................................................................................
6.6
X & Y Repeatability..............................................................................................................................52
6.7
Parallelism .................................................................................................................................................
51
57
60
T ool D esign M eth odology .............................................................................................
7.1
Review of Feature Dim ensions under Study .........................................................................
61
7.2
Tool Design Requirem ents .............................................................................................................
63
7.3
Tooling Options ....................................................................................................................................
64
7.3.1
M icrom aching........................................................................................................................6.........
64
7.3.2
Silicon Etching..................................................................................................................................64
7.3.3
PDM S Casting..........................................................................................................
7.3.4
Resin Casting..........................................................................................................................6..........66
7.3.5
M etal Em bossing................................................................................................................6............
.......................
6S
66
7.4
Tooling Selection....................................................................................................................................67
7.5
M aster Tool Design ............................................................................................................................
68
7.6
Resin Tool Production .........................................................................................................................
70
Tool and Part Measuring Methodology..................................................................71
8.1
9
46
6.1.1
M aster Tool M easurem ents ...................................................................................................
........ 73
8.1.1
M easurem ents at ET and DL Holes ....................................................................................
74
8.1.2
Measurements at Inlets and Cuvette ...................................
76
8.2
Resin Tool and PDM S M old M easurem ents .........................................................................
8.3
Part M easurem ents...............................................................................................................................77
R esults.........................................................................................................................................8
9.1
Initial Assessment of Micro Machined Tool..............................80
6
77
0
9.2
A nalysis of Parts ..................................................................................................................................... 84
9.3
A nalysis of Resin Cast Tool and PD M S M old ............................................................................. 85
9.3.1
Changes in Heights ........ .................................................................................................................. 85
9.3.2
Changes in W idths ....................... ................... ................................................................................ 87
9.3.3
A verage Changes ............................................................................ .................................................. 88
A nalysis of Tool W ear ........................................................................ ................................................. 90
9.4
9.4.1
............... 90
Cuvette Shoulders ............................. ............................. ............................................. ...
9.4.2
92
Inlets Shoulders ...................................... ..................................................................................... ....
9.4.3
Holes .......................................................................................................... ............................................. 93
9.4.4
Surface Roughness ....................................................................... ................................................. 95
9.4.5
A verage Tool W ear .......................................................................................................................... 95
10
Reco m m en dation s ............................................................................................................9 6
11
Conclu sion and Fu tu re W ork .......................................................................................9 7
11.1
Conclusion .................................................................... .............. ........................................................... 97
11.2
Future W ork ............................................. ...................................................... ........................................ 98
11.2.1
M achine Im provem ents ........................................................................................................... 98
11.2.2
Further Experim entation ..................................................................................................... 100
12
A pp en d ix ............................................................................................................................102
12.1
M achine D raw ings and A ssem bly ........ ..................................................................................... 102
12.2
Tool W ear M easurem ents .............................................................................................. ............... 115
12.3
Resin and PD M S M old M easurem ents ................................................................ ..................... 117
12.4
D ata Sheets and M aterial Properties ............... ........................................................................ 120
13
R eferen ces .........................................................................................................................132
7
List of Figures
Figure 1: Critical parameters in microfluidics..........................................................................................18
Figure 2: Schematic of a channel with a capillary stop..................
..........
19
Figure 3: General channel dimensions ........................................................................................................
21
Figure 4 The positive mold (left) holds desired features and the negative mold (right) holds
the opposite geometries of the features .......................................................................................................
23
Figure 5 Cross sectional depiction of burrs on the edge of a possible machined channel
(left). An interferometer image of a machined feature showing tool marks and possible
b urrs.................................................................................................................................................
..............................
25
Figure 6 The standard process for milling the outside radius (left) and inside radius (right)
of corn ers..................................................................................................................................................................25
Figure 7: Injection Molding Process ..............................................................................................................
27
Figure 8: The master tool (top) and substrate (bottom) are heated up (1), then pressed
together (2) and finally released (3) ..........................................................................................................
31
Figure 9: General hot embossing temperature and force cycles. The process cycle begins
from T = 0 to T = T3 ..............................................................................................................................
3...............32
Figure 10 The left image shows the dragging effect where the arrows indicate the direction
of the tool and material movement. The right image shows air gaps which can reduce
feature rad ius..........................................................................................................................................................
34
Figure 11 Cavities in the mold can be unfilled during the embossing process if temperature,
pressure, and holding time are not adequate. .......................................................................................
35
Figure 12: Substrate edge distortion........................................................................................................36
Figure 13 Schematic of a general cuvette feature .........
.
...................... 36
Figure 14: Schematic of 3-way junction...................................................................................................
37
Figure 15 Depiction of misalignment...........................................................................................................42
Figure 16 Full assembly view ...........................................................................................................................
Figure 17 Frame assembly and cross section views..........................................................................
45
47
Figure 18 Visualization of misalignment air gaps........................................................................48
Figure 19 Substrate fixture ...............................................................................................................................
Figure 20 Substrate heating assembly and cross section................................................................
49
50
Figure 21 The cooling profile of the top and lower heating platens over a period of 2.5
m inutes.........................................................................................................................................................................5
1
Figure 22 De-coupling of force sensor.............................................................................................................52
Figure 23 Fiducials used for x, y repeatability measurements .....................................................
Figure 24 Distance between fiducials....................................................................
.........
53
54
Figure 25: Error Band for the three Locations .......................................................................................
55
Figure 26: Central axis: ISO view .....................................................................................................................
56
Figure 27: Central axis: top view.............................................................................................................5.........57
Figure
Figure
Figure
Figure
28: Measurement Locations for Estimating Platen Parallelism............................... ......... 58
29 Assay top down view................................................................................
...................................... 61
30 ET and DL Features ..........................................................................................................................
61
31 Cuvette Channel..............................................................................................................................62
8
Figure 32 Dimensions of ET/DL Inlet Cross Section .........................................................................
Figure 33 Dimensions of ET Cross Section..................................................................................................63
63
Figure 34 PDMS Casting Process[10]...............................................................................................................65
Figure 35 Resin Casting Process[10]................................................................................................................66
Figure 36 Master tool.............................................................................................................................................68
Figure 37 Tool: Cuvette Channel ........................................................................................................................
69
Figure 38 Tool: Cuvette holes ...........................................................................................................
6.............
69
Figure 39 Measurement Locations.................................................................................................................73
Figure 40 Hole Locating and Diameter Measuring....................................74
Figure 41 Interferometer Hole Masks ..........................................................................................................
75
Figure 42 Masking for Hole Shoulder Widths....................... ......... ......
75
.................................................
Figure 43 MatLab Shoulder Plot.....................................................................................................................76
7.............................
76
Figure 44 PDMS Cast of Shoulder ..........................................................................
Figure 45 Cross Hair Location for Cuvette and Inlet Shoulders............................................77
Figure 46 Cuvette Width Scan....................................................................................................................7.....77
Figure 47 Hole Defect ..........................................................................................................................................
78
Figure 48 Microscope View of PMMA Part Cross Section ...................................................................
Figure 49 PDMS Negative of Tool Shoulder ..........................................................................................
78
81
Figure 50 Cuvette Shoulder Heights of Original Tool..................................81
Figure 51 Cuvette Shoulder Widths of Original Tool ........................................ .
......... ......... 82
Figure 52 Hole Deformations..........................................................................................................................
85
Figure 53 Shoulder Height Differences for Resin and PDMS Mold .....................
Figure 54 Channel/ Hole Height Differences for Resin and PDMS Mold ...........
85
...........
86
Figure 55 Difference in PDMS Hole...............................................................................................................87
Figure 56 Shoulder Width Differences for Resin and PDMS Mold.....................87
Figure 57 Channel/ Hole Width Differences for Resin and PDMS Mold .........
. . . . . 88
Figure 58 Wear of Cuvette Top Shoulders Heights ............................................................................
90
Figure 59 Wear of Cuvette Bottom Shoulders Heights.........................................................................90
Figure 60Wear of Cuvette Top Shoulder Widths ...................
...
........ 91
Figure 61 Wear of Cuvette Bottom Shoulder Widths..........................91
Figure 62 Wear of Inlet Shoulder Heights ...................................................................................................
Figure 63 Wear of Inlet Shoulder Widths ...................................................................................................
92
92
Figure 64 Wear of Hole Heights........................................................................................................................93
Figure 65 Wear of Hole Diameters ..................................................................................................................
93
Figure 66 Wear of Hole Shoulder Heights .....................................................................................................
94
Figure 67 Wear of Hole Shoulder Widths ....................................................................................................
94
Figure 68 Changes in Surface Roughness ...................................................................................................
95
9
List of Tables
Table 1 Machine Operating Parameters[35]............................................................................................46
Table 2: Measurement Data...............................................................................................................................54
Table 3: Error Relation to Distance......................................................
....................
.........................................................
....................
Table 4 Parallelism Measurements.................
............-...............................................
Table 5 Aspect Ratios............................................................................
55
59
62
8.........................
Table 6 Physical properties of brass and resin .................................
Table 7 Precision of Measurement Types[50].....................................................................................71
Table 8 Comparison of Machined Tool and Its Design Specifications..........................83
...........................................................
Table 9 Fill Ratio of Parts.....................................................................
Table 10 Average Dimensional Changes ..............................................................................................
84
89
Table 11 Wearing of Hole Heights...............................................................................................................93
Table
Table
Table
Table
Table
Table
Table
12 Surface Roughness Changes........................................................................................................95
13 Average Tool Wear on Features.......................................................................................95
14 Tool Wear Measurements (no cuvette)..............................115
-............................................... 115
15 Cuvette Tool Wear Measurements .......................................
117
.............................................................
16 PDMS and Resin Costs...........-.........................-......
....................... 117
17 Measured Tool, PDMS Resin Values.........................................................
18 Changes in Feature Dimensions.............................................................-..............................118
10
1
Introduction
This thesis explores using hot embossing as a prototyping process of microfluidic channels
for Daktari Diagnostics. The capabilities of the process were investigated with specific
emphasis being placed on reproducing a key feature of their current product.
1.1 Backgound and Research Motivation
Daktari Diagnostics is a startup company that is currently specializing in affordable and
accurate Human Immuno-Deficiency Virus (HIV) diagnostics. HIV replicates in the human
body by invading helper T cells (specifically the CD4+T cells). As the virus spreads, the
patient's CD4 cell count declines and their ability to fight infection diminishes. Thus, CD4
cell count (cells/microliter of blood) correlates to the severity of the virus. A measurement
of CD4 cells cannot be used to diagnose a patient as HIV positive; however it is an effective
measurement for determining if a patient is responding to medication. Measurement of the
CD4+ T lymphocytes is a critical part in the staging of the HIV-infected patients,
determining need for antiretroviral medications and monitoring the course of their
infection[1].
In developed countries, the CD4 count (CD4 cells per microliter of blood) is
performed every three to six months using a method known as flow cytometry. This
requires expensive ($30,000 to $150,000) equipment and trained operators. In resource
poor countries, these assets are only available in the largest national hospitals. For many
patients afflicted by HIV, this means that they must send blood out from a local clinic and
wait months for the results to return from the central hospital. These economic and
technical limitations have made these instruments difficult to sustain in resource poor
environments[2], where there are more than 35 million HIV-infected people, 6 million of
which require urgent anti-retroviral treatment. The need for a low cost CD4 measurement
technique is widely recognized[3].
11
Daktari is attempting to create a CD4 cell count system that is simple to operate, low
cost and portable. Their product includes a microfluidic cartridge with a circuit of channels
for reagents and blood to flow. The CD4 cells are preferentially captured in a basin known
as the assay channel and then counted using impedance measurements [2]. CD4+ cell size is
on average 8.5 microns in diameter with 0.2% being above 12 microns[4]. The microfluidic
device contains channels as shallow as 50microns and as deep as 1mm.
1.2 Problem Statement
To arrive at a functional design, it is necessary that Daktari Diagnostics take advantage of
manufacturing methods that are capable of producing parts with features in this 10s of
microns range. For commercial production, Daktari will use an injection molding process.
However, for prototyping this method may not be the most efficient. Daktari is interested in
other manufacturing processes that are capable of accurately and reliably creating aspects
of their microfluidic card for prototyping purposes. This thesis evaluates hot embossing as
a prototyping process.
1.3 Current Prototyping Processes
Currently, Daktari uses several processes in conjunction for the development stage of the
product. These
are: Photolithography
micromachining, and injection molding.
and
Polydimethylsiloxane
(PDMS)
molding,
Each of these processes has limitations that
prevent them from being ideal prototyping processes. The processes and limitations are
discussed in more detail in chapter 3; a brief description of each process is below.
1.3.1
Photolithography
Photolithography is a technique used to produce very precise (nm resolution) patterns on a
substrate. The general principle of the process is that a photosensitive material is
selectively exposed to a UV light source. This exposure cures portions of the resist in the
desired pattern while the remaining material is etched away. The technique is commonly
used to make integrated circuits, but has recently been used as a method for producing
molds for microfluidic applications. One major limitation of this process is the cost and
compledty associated with making the mold. Another lirmitation, and Daktari's biggest
12
concern, is that this process does not produce parts that are representative of production
parts, meaning both the geometry of the parts produced and the material used differ from
production specifications.
1.3.2 Micromachining
Micromachining directly into the substrate is another method that Daktari has used for
prototyping microfluidic designs. Micromachining, either through micro milling, laser
machining or micro-electrical
discharge machining
(micro-EDM)
is a subtractive
manufacturing process that affords great flexibility. This process is capable of producing
complex micron scale features into almost any material desired. The major limitation here
is the time required to produce a single part. It may take several hours to micromachine
one microfluidic design, and Daktari may need up to 50 parts made of a single design to
fully evaluate it.
1.3.3
Injection Molding
Injection molding is the method currently used by Daktari for commercial production of
their microfluidic card. Injection molding is a method in which a mold cavity is filled with a
molten thermoplastic. It allows for highly complex parts to be rapidly produced. The major
limitation of this process is the time and cost required to make a mold. A single mold cavity
may take up to six months to design and manufacture. While this manufacturing process is
desirable for volume production, it is not ideal as a prototyping process.
13
1.4
Unmet Needs
The processes described previously do not meet all of the requirements of an effective
development tool for microfluidic devices. They are either prohibitively slow, prohibitively
expensive, or produce parts that are not characteristic of parts produced with the
production process. Therefore, there is a need for a more effective prototyping process.
The process must produce parts that are representative of production grade parts.
This means that the behavior of flow through the channels in the prototyped parts must be
similar to the flow that will occur in production parts. If this is not true, then the process
cannot be realistically used as a development tool. The new development process must
produce parts that have geometry representative of the final production parts. This
includes tapers, surface roughness characteristics and material.
For the process to be an effective prototyping tool, it should take a relatively short
amount of time to iterate on the design. This need translates to a requirement that has the
entire process, from tooling to prototype production, be as short as possible.
1.5
The Hot Embossing Solution
Hot embossing is a viable solution for filling the prototyping gaps left by the previous
processes[5]. It offers advantages in achievable feature replication[6], correct prototyping
material, low process cycle time, and a variety of tooling options. Most features producible
by injection molding and machining can be achieved by hot embossing, such as high aspect
ratio features[7] and low surface roughness[8]. Mold tools for hot embossing can be
produced through micromachining or lithography processes. The tools in hot embossing
are used to transfer features over to substrate materials. The selection of substrate
materials is very flexible and allows the correct material to be used for prototyping. The
time in which it takes to make a single micro hot embossed part has been shown to be as
low as 2min/part[9]. This bridges the gap between the fast process times of injection
molding to the slow process time of micromachining. Hot embossing is able to bring
14
prototype designs to production more quickly because the time required for tooling can be
considerably less than that of injection molding where complicated features like ejection
pins add to tooling time. Hot embossing also offers different materials for tooling that
injection molding does not [8,10].
While there are many apparent benefits of using hot embossing, this technology is
still an emerging manufacturing process that is not widely used. The process exists
primarily in academic and research settings and is still in the process of making a transition
into commercial arenas. The true capabilities of the process will depend on the specific
geometries of the parts being produced, and so this process must be evaluated for Daktari's
particular needs.
1.6 Objectives
The primary objective of this work is to verify hot embossing as a viable process choice for
making a microfluidic feature with high aspect ratios and tight tolerances. To do this, the
following tasks will be performed,
1. A hot embossing machine that accommodates requirements defined by the feature
will be built. A breakdown of the embossing system build and an analysis of its
performance will be discussed in detail.
2. A tool, holding the desired feature, will be designed, produced and copied through a
different medium. The performance of the tool and its copy, in terms of cost,
production time, replication accuracy, and number of uses, will be discussed.
3. Parts will then be measured against known tool dimensions and used as verification
for the hot embossing process. The method and results for analyzing hot embossing
feature transfer capability, tool replication accuracy and tool wear will be presented.
15
2 Background and Product Description
The HIV diagnostic product developed at Daktari consists of a variety of parts but one of
the most important and the critical part in the instrument is the centrally located
microfluidic cartridge, which is manufactured using Poly methyl methacrylate (PMMA).
2.1
Microfluidics
The microfluidic cartridge is the component where the blood enters, mixes with different
reagents in precise quantities and accurate measurements of the CD4 count of the blood
are made. The important requirement for such a cartridge is having accurate quantities of
the reagents and the blood flow at a precise rate through the channels. A microfluidic chip
is suitable for this need.
Microfluidics has the potential to significantly change the way modern biology is
performed. Using microfluidic devices we can work with smaller reagent volumes, shorter
reaction times, and the possibility of parallel operation. They also hold the promise of
integrating an entire laboratory onto a single chip (i.e. lab-on-a-chip)[11]. Apart from the
traditional advantages of miniaturization, the greatest potential lies in the physics at the
micro scale. By understanding and leveraging micro scale phenomena, microfluidics can be
used to perform experiments which may not be possible on the macro scale which allows
the introduction of new invention in functionality [12].
A microfluidic approach has been used for a wide range of applications which
include analysis, diagnostics and synthesis [13]. Microfluidics is the analysis of accurate
and precise flows through constrained routes or channels. Typically microfluidics is used to
analyze fluids which flow, mix, separate and are processed otherwise. Some of the
applications include passive fluid control using capillary forces, rotary drives applying
centrifugal forces for the fluid transport on passive chips. Microfluidic chips can also be
16
used to enhance rare cell capture and fractionation using biochemical interactions. Many of
the microfluidic devices take advantage of the 3D structure of channels to increase the
surface area available to be coated with the antibody [4].
There are a variety of ways in which the microfluidic chip can be manufactured which
include soft lithography, micromachining and micro-injection molding. Some of the
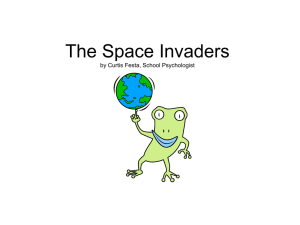
important parameters to be considered as shown in Figure 1 while producing the
microfluidics part are:
1. Surface Finish: The surface finish plays an important role in the flow characteristics
of the fluid and it depends on the process used for manufacturing.
2. Dimensional Tolerances on Features: The sides of the channel are important for the
flow characteristics as well as the capture of any cells if relevant. The tolerance on
these features like the width and length of the channels determines the flow
characteristics. Also, the linearity of the features is an important along with the
parallelism of the planes of the features.
3. Positional Tolerance: Parallelism and Perpendicularity with the outside boundary of
the microfluidics may play an important role. Also, the positional tolerance of the
features with respect to the outside boundary may be a crucial parameter.
17
Parallelism
Corner Radius
Positional
Tolerance
Dimensional
Tolerance
Figure 1: Critical parameters in microfluidics
Most of the crucial parameters can be further listed down according to the
application of the microfluidic chip, which is in this case the microfluidic cartridge used at
Daktari. The critical features and parameters which are important to the performance of
the device are enlisted the following section. These features in addition to the parameters
listed above will be the basis for evaluating hot embossing as an appropriate prototyping
process for Daktari Diagnostics.
2.2
General Card Features
Several parts of Daktari's rnicrofluidic network have unique aspects that make them
difficult to prototype. These features are also parts of the microfluidic network that need to
be thoroughly iterated upon to reach a functional design. Therefore, it is necessary to
demonstrate that hot embossing is a suitable manufacturing method for these key features
before it can be declared an effect prototyping tool.
Blood is first introduced to Daktari's product through a feature known as the fill
port. This is an inlet that is designed to allow blood to be pulled into the microfluidic
network of the card through capillary action. The inlet resides on an edge of the card. It will
be a channel of uniform depth. The fill port may have uniform width, or it may have a
18
design with a wide opening that tapers to the narrower width of the rest of the microfluidic
network.
After blood has entered the card, it is important that the volume of blood to be
analyzed be known. The metering channel is a portion of the microfluidic network that
takes in a precise quantity of blood for transfer to the portion of the card that performs the
analysis.
A capillary stop is a passive valve that prevents flow of fluid. By having an abrupt,
large change in channel geometry, a pressure barrier is created that stops the flow of fluid
[14]. Daktari uses capillary stops in their microfluidic network to direct the flow of blood.
Figure 2 below shows an example of a capillary stop and how it operates. The fluid flows in
the main channel past the capillary stop. Some fluid enters the stop, but its motion is halted
when it reaches the portion of the channel that has a sudden change in depth and width.
Figure 2: Schematic of a channel with a capillary stop
2.3 Targeted Feature: The Assay Channel
The most critical portion of the microfluidic system is a portion of the card known as the
assay channel. This is the region in which a crucial analysis of the blood is performed. It
contains a large collection of tight tolerances and dimensions that are both unique to this
area and common to different features on the card. Therefore, prototyping of this feature
19
will be a good indicator of hot embossing's capability prototype various parts of Daktari's
card.
2.3.1 General Channel Considerations
The rnicrofluidic channels in Daktari's product are in general defined by six basic geornEric
parameters. These are:
1. Depth. Channel depth varies widely on Daktari's rnicrofluidic network and can beas
shallow as 50microns or as deep as 1 mm.
2. Width. Channels of widths at largeas 2mm in span exist on Daktari's card.
3. Draft Angle. This is a measurement of the verticalityof thechannel's walls.
Perfectly vertical walls are desirable, but not possible because of the molding
process currently being used.
4. Upper Radius. This is the radius at the upper edge of the channel. In general this
radius is governed by radius of the tool used to make the mold.
5. Lower Radius. This is the radius at the bottom edge of the channel. The tool can be
made with essentially 0 radius at this point, however there may be a radius left on
the polymer part because of the manufacturing process.
6. Surface Roughness. This is a measure of wall smoothness. Lower surface
roughness is desirable, for more predictable flow patterns and less trapping of cells.
Surface roughness requirements for this product can be as low as several tens of
nanometers.
20
I
I
Draft
t
I.
I
I
"D
RL
Figure 3: General channel dimensions
21
3 Review of Prototyping Processes
Many manufacturing processes can be used to produce parts with micro features. However,
these micro features need to have a certain accuracy and fidelity. They need to satisfy the
requirements
of being biocompatible, corrosion-resistant and disposable etc. The
manufacturing process needs to be viable with regards to the materials used and the
feature size to be attained. Some of the potential manufacturing processes are discussed
below based on the requirements listed above and manufacturing challenges. These
processes are being currently used at Daktari for rapid prototyping the assay channel. Each
of these processes has limitations that hot embossing will hopefully overcome.
3.1
Photolithography
Photolithography has been shown to be a cost effect and rapid way for producing micron
scale features[15]. Additionally, photolithography in conjunction with
Polydimethylsiloxane PDMS is commonly used as a means to prototype microfluidic
channels[16].
3.1.1 Process
A positive mold containing the desired features is created using a photolithography
process. The steps of the process are as follows and Figure 4 shows the differentiation of a
positive and negative mold.
1. A photoresist resin is spin coated onto a silicon wafer
2. A mask is applied that covers some portions of the wafer and leaves other areas
exposed
3. The wafer is exposed to UV light, this cures the resin not covered by the mask
4. The uncured resin is etched away leaving the completed silicon tool
22
Figure 4 The positive mold (left) holds desired features and the negative mold (right) holds the opposite
geometries of the features
Once this silicon positive mold is completed, PDMS parts can be produced from it.
Liquid PDMS is poured onto the positive mold along with a hardener. Once the PDMS cures,
it is removed from the silicon positive mold and creates a negative.
3.1.2 Limitations
This process can create parts quickly. It may take a couple weeks to receive the silicon
positive mold from a semiconductor foundry. However, once the tool is made, PDMS copies
can be produced rapidly and at low cost. The greatest problem with this process is that it
produces parts that do not have geometry or properties that are entirely representative of
the final production process. Photolithography results in parts that have nearly perfectly
vertical walls and can produce corners with almost non-existent radii[17]. Conversely,
injection-molding (the production process) produces parts with tapered walls and corners
with radii. Additionally, this process produces fluidic channels in PDMS, which is not the
production material. Material certainly has an effect on flow characteristics and because of
this, results from testing PDMS parts may not be representative of how the design will
perform with production material.
Another limitation of this process is that it is best suited for creating features with
uniform height. Daktari's actual product is a microfluidic network with complex geometry
with steps and ramping inclines. Therefore, this process is best for prototyping only
portions of the design.
23
3.2
Micronachining
Micromachining can be used to produce parts with microfluidic applications because of the
available working materials, machinable geometries, achievable feature sizes and surface
roughness[18].
3.2.1 Process
Like traditional milling, a micro mill uses endmills with sizes as small as five microns that
can cut into metals and softer materials. During the milling process, the endmill is moved
relative to the work piece. This allows features to be cut directly into the thermoplastic
substrate. In micromachining, the microfluidic channels are cut directly into the
thermoplastic substrate. This process allows for complete control of the end part and is
capable of producing many types of geometries.
3.2.2 Limitations
An advantage of micromachining is the flexibility afforded by the process. Once a micro mill
is acquired, designs can be quickly iterated on. However, the benefit of not requiring
custom tooling for each design is balanced by the relatively long cycle time of this process
when compared to injection molding or producing PDMS parts from a silicon tool. Daktari
anticipates needing 20-50 of any given prototype design for testing. This requirement
makes the cycle time of micromachining each part undesirable.
A potential problem with micromachining is that tool marks left by the process may
produce surface roughness characteristics that are undesirable. As mentioned previously,
the cells of interest for Daktari are on the order of 1-10 microns. It is possible to achieve a
surface roughness several orders of magnitude lower than this [18], however if the process
is not carefully controlled then this characteristic might be problematic. Another artifact
and problem with machining is the introduction of burrs which could have an impact on
the performance or assembly of microfluidic devices. Burrs are introduced when material
is not fully removed or becomes welded on the edges of a corner. Figure 5 depicts a cross
sectional view of burrs and shows tool marks and potential burrs left by micro machining
on aluminum.
24
Machining Burr
Figure 5 Cross sectional depiction of burrs on the edge of a possible machined channel (left). An interferometer
image of a machined feature showing tool marks and possible burrs.
Micromachining also limits features such as sharp convex corners which are
sometimes used in microfluidic devices to control fluid flow. An example of this use of
sharp corners is to control capillary action where the sharp corners can be used to stop
fluid flow. The radius of the endmill usually dictates the achievable radius on the interior of
a corner, but usually not the exterior. Control and prediction of the corner milling
resolution has also been seen as an issue in automated machining for mass production [19].
Figure 6 shows the common process for milling a corner.
s
d p
Figure'6-The
Figure 6 The standard process for milling the outside radius (left) and inside radius (right) of corners.
25
3.3
Injection Molding
Injection molding is a common process used to make parts containing micro-features. It
offers the ability to use a wide variety of thermoplastic materials, many of which are
biocompatible.
3.3.1
Process
Micro-injection molding is a process of transferring a thermoplastic material in the form of
granules from a hopper into a heated barrel so that it becomes molten and soft. The
material is then forced under pressure into a mold cavity where it is subjected to holding
pressure for a specific time to compensate for material shrinkage as shown in Figure 7. The
material solidifies as the mold temperature is decreased below the grass transition
temperature of the polymer. After sufficient time, the material freezes into the mold shape
and is ejected. This cycle continues to produce a number of parts. A typical cycle lasts
between few seconds to few minutes [20]. The process has a set of advantages that make it
commercially applicable. Advantages include the wide range of thermoplastics available
and the scope for complete automation with short cycle times [21,22], cost effectiveness for
mass-production process, especially for disposable products, very accurate replication and
good dimension control, low maintenance cost of the capital equipment, when compared to
the lithographic methods and applicability of the large amount of industrial information
and technical know-how available for the traditional injection molding process. Also,
because the working materials are injected into the cavities at a quasi-liquid state, the high
mobility of the material makes making high aspect ratio, larger than 10, devices possible
[23].
The process requires relatively inexpensive equipment and a metal mold to be
produced. Additionally, the complexity of geometry possible is only limited by mold making
capability. The dimensions of the injected parts fall into a region from 500 nm to several
hundred micro meters.
26
Hopper
Part
o
o
o
o
o
o
Polymer
Pellets
--
-
0
0
0
0
o
Cylinder
Mold
Machine Platens
Figure 7: Injection Molding Process
3.3.2 Urnitations
However, because the working materials are processed under wide temperature range,
from the room temperature to 10 to 20 degrees above the polymer melting temperature,
the shrinkage of the material is large, and hence good uniformity in the walls with different
thickness is hard to achieve[24].
Daktari will finally use the injection molding process for the manufacturing of the
device on a mass-level. Once tooling is completed, their contract manufacturer is able to
produce their backbone (cartridge) in a high volume and at relatively low cost per unit. If
Injection molding is used as a prototyping tool, then parts produced are completely
representative of what the parts will be like from a production run.
The major limitation of this process is the monetary and time investment required
to make the mold. Lead times for precision micro molds can be in excess of 6 months, and
changes to the mold design can take weeks to complete. While the fidelity achievable
27
I
through injection molding is desirable, the time required to make tooling is too long for this
process to be an effective development tool. Daktari needs a prototyping tool which gives
them a part which has the same material properties as the final part, which is made out of
PMMA, be robust and function like the final product in a short period of time. This will
enable reiterations of the design at a faster rate with a prototype, which is actually similar
to how the product will work.
28
4 Hot Embossing Process
Hot embossing is a promising technique for manufacturing micro-fluidic devices due to its
excellent feature transfer capabilities from master molds, with high aspect ratios and low
roughness, onto polymers[7,25]. This meets the requirement for prototyping microfluidic
devices that have varying feature sizes, surface roughness and complex geometries. It has
also been shown that hot embossing has the capability for producing Poly methyl
methacrylate (PMMA) parts with microfluidic features and low cycle times[9,26].
The cost associated with creating the hot embossing master tool can be equal to or
lower than injection molding in most cases [11]. On the other hand, the cost for the
embossing equipment and materials are relatively low in comparison due to lesser heat
and force requirements. Hot embossing requires much less force and heat in comparison to
casting or injection molding. The working substrate is normally only heated to, or a little
above, its glass transition temperature (Tg) and needs only a few MPa of pressure to
transfer features from a master mold onto the substrate[27]. Hot embossing is a very
flexible process that often only requires the change out of the master tool between
prototype designs. The simplicity flexibility of the system drives engineering, material and
energy costs down.
4.1 Selection of substrate
Daktari currently uses PMMA as the primary material for their diagnostic chip for many
reasons. PMMA is used for the purpose of hot embossing and injection molding at Daktari
because it is an economical alternative to polycarbonate, especially when extreme strength
is not necessary. Also, PMMA does not contain the potentially harmful bisphenol-A subunits
found in the polycarbonate. PMMA is often preferred as the polymer because of its material
properties, easy handling and processing and low cost. The glass transition temperature
(Tg) of atactic PMMA is 105 C (221 F). The forming temperature starts at the glass
transition temperature and goes up from that point. PMMA is a strong and lightweight
29
material with a density of 1.17-1.20 g/cm 3 , which is less than half of that of glass and has an
ignition temperature of 460 C and burns forming carbon dioxide, water, carbon monoxide
and low-molecular weight compounds including formaldehyde. PMMA is the least
hydrophobic of all the common plastic materials. Moreover, its optical clarity is also a
significant benefit for the testing purposes. PMMA will be the primary material used in this
work since it is commonly used in hot embossing and is the material used for Daktari's
diagnostic chip.
4.1.1
Basic PropertiesofThernoplastics
A thermoplastic is a thermo -softening polymer that becomes pliable with an increase in the
temperature and returns back to the original solid state with cooling. Most of the
thermoplastics have a high molecular weight and its massive molecular chains have high
intermolecular forces binding them together. These forces help in the binding of the
material once the temperature cools down and hence the polymer can set back into its solid
state. Above its glass transition temperature Tg and below its melting point Tm the physical
properties of a thermoplastic change drastically without an associated phase change.
Within this range, the thermoplastic is a rubbery mass due to alternating rigid crystalline
and elastic amorphous regions approximating random coils. This makes hot embossing of
these thermoplastics possible without working in a broad temperature range like in case of
injection molding. Brittleness might be a deterring factor for the hot embossing process
and this can be reduced with the addition of plasticizers, which interfere with the
crystallization to effectively lower the Tg. Modification of the polymer through copolymerization or with the addition of non-reactive side chains to monomers before
polymerization can also reduce the Tg.
30
4.2 The Hot Enboss ng Process
Hot embossing is the process in which a substrate is impressed with features from a master
tool. The master tool holds the negative of the desired features so that the positive of the
features may be transferred. It is also very common to heat up the master mold and usually
results in better feature transfers and lower cycle times[25]. Figure 8 depicts the process
overview with the master tool and substrate.
Figure 8: The master tool (top) and substrate (bottom) are heated up (1), then pressed together (2) and finally
released (3)
Figure 9 shows the force and temperature cycle of the hot embossing process. The process
cycle starts when the substrate begins heating up to or past its glass transition
temperature, Tg, from To to Ti. At T1, the master tool is pressed into the substrate and held
for a period of time at a constant molding force. The holding time lasts until
T2,
at which
time the substrate is set to cool. At T3 the substrate temperature reaches below its Tg to a
desired de-molding temperature and the molding force is released, ending the process
cycle.
31
Temperature
Force
4- HoIdTime
-+
---------------
De-mold Temp.
MoldingForce
----------
Room Temp.
0
0
T1
T2
T3
Tj
Ts
Time
Figure 9: General hot embossing temperature and force cycles. The process cycle begins from T = 0 to T = T3
4.2.1
Initial Heating Sage
Referring to Figure 9, the heating stage occurs between To to Ti. During the initial heating
stage, the substrate is heated up to or a little past it's Tg. It is also very common to heat the
tool up at this time to the same temperature of the substrate or a bit cooler[28]. This initial
heating prepares the substrate to be malleable and less viscous for the embossing stage.
The higher the substrate temperature is, the less force is required. Also, a higher replication
accuracy is correlated with better material flow[29]. Uniform heat distribution is
preferable because it can dictate the quality of the part and complexity of process control
and analysis. Control and repeatability of the temperature during this stage is desired for
quality and process control purposes.
4.2.2
Embossing Stage
The embossing stage spans from T1, the time in which the master tool and substrate come
into contact, to T4, when the tool and substrate start to separate. The embossing stage
initiates from Ti to T2, during which time the tool and substrate come into contact and
force begins to be applied and ramped up to a desired load. Once a desired force is reached,
it is kept constant from
T2
to T4. Constant force as well as constant position can be kept
during this time, depending on the types of features required. For example, a part may have
to be made to a certain thickness. This would only be achieved under constant position
32
holding and not force. The holding time occurs between T2 to T3 and defines the amount of
time that the substrate is placed under constant force and heat, or position and heat.
4.2.3 Cooling Stage
Cooling happens after T3 and is the stage that brings the substrate below its Tg. De-molding
temperature plays a large role in the final shape of the embossed part and is usually set
well below the substrates Tg. Releasing the molding force at too high of a temperature may
cause the substrate material to flow and fill in the features that were created [29]. Cooling
rates also has an effect on thermal stresses, which would affect part quality[30,31]. For the
purposes of this work, the cooling rate does not have to be rapid and can be kept such that
the best quality parts are produced. A long cooling time (-10mins) would be acceptable.
4.2.4
De-MoldingStage
De-molding begins at T4, at which point the substrate has been cooled below its Tg to a
desired de-molding temperature. Force application is released at this point and the tool
and substrate are pulled apart until there is no longer contact, at Ts. De-molding can
require a considerable amount of force depending on the size of the part, features, and
amount of friction between the tool and substrate[32]. Materials such as mold release may
be used in order to facilitate the de-molding process, but could potentially yield
undesirable part quality, especially for a feature that requires tight tolerances. The demolding process has been shown to contribute greatly to the quality of the part, especially
when friction and substrate shrinkage are considered. Parts have been seen to have poor
quality because of high friction and shrinkage[33]. Control of how the tool and substrate
separate can also have an effect on the part quality. It has been recommended that the tool
and substrate be separated initially at a single location or edge, then "peeled" away from
one another[32].
33
4.3 Consideration of Process Capabilities
To consider hot embossing as a viable rapid prototyping process for Daktari, it must have
capabilities in replicating a wide range of features. This section will provide an overview of
some of the features that may be challenging for hot embossing to accurately and precisely
produce. These features include many of the channel parameters introduced in chapter 2,
as well as features that are specific to the assay channel.
4.3.1 Sharp Radii
Many features such as the assay channel require a sharp radius on raised edges. During the
hot embossing process, the substrate exhibits a "dragging" behavior where the sidewalls,
near the tip of the tool feature, "drags" the substrate as pressure is applied between the
tool and substrate. This dragging process can wear the tip of the tool out while creating air
gaps. Figure 10 shows a cross section of a channel and how air gaps can increase the radius
on the raised edge. These air gaps can be reduced by increasing forming temperature so
that the substrate can more easily flow and fill the gaps[34]. Increasing pressure and
embossing hold time can also help reduce these gaps.
Figure 10 The left image shows the dragging effect where the arrows indicate the direction of the tool and
material movement. The right image shows air gaps which can reduce feature radius.
4.3.2 Unfilled Extruded Features
34
The filling of high aspect ratio cavities can be difficult and can depend on the temperature,
pressure, and hold time. The effects that cause incomplete filling in corners may also
contribute to this incomplete filling of extruded features. Figure 11 shows an unfilled cavity
during the embossing process. The substrate is pushed into the cavity, but if the hold time,
pressure and temperature are not adequate, then the substrate may not be able to flow and
fill the cavity.
irun
Figure 11 Cavities in the mold can be unfilled during the embossing process if temperature, pressure,
and holding
time are not adequate.
4.3.3
Features Ending on Edges
It may be necessary to have features that reside directly on the edge of an embossed card,
such as a fill port. Producing features that reside on the edge of an embossed part may be
difficult for the hot embossing process. Figure 12 displays a possible fill port design, which
can be referenced back in section 2.2. The image on the left is the ideal part produced
through hot embossing. The image on the right displays a part that is more representative
of the process. The reality of the process is that edge distortions are often present on the
embossed part. This is because the heating and pressing on the substrate causes material
flow that is unconstrained at the boundaries of the substrate. This may be problematic
when producing features that must reside on the edge of a part. Boundary bowing may
also occur if the tool is smaller or of the same size as the substrate. Material that is not
under constant pressure from the tool will deform with random warping during cooling.
35
Ideal edge condition
Actual edge condition
Figure 12: Substrate edge distortion
4.3.4 Control of Tolerances and Variability
It will be necessary to demonstrate the capability of hot embossing to produce features
with tightly controlled dimensional tolerances. Referring to the assay channel in section
2.3, it is important that this feature maintains very low variability in the dimensions of the
channel card to card and that the dimensions are precise as possible. The assay channel is a
straight rectangular channel with a defined ridge around its perimeter. Figure 13 below
shows what the assay channel may look like. The two holes represent inlet and outlets for a
fluid.
Section - A
Figure 13 Schematic of a general cuvette feature
For hot embossing to be an effective method of producing this channel it is
necessary that the variability of the process be well understood. This feature will also test
the capability of hot embossing to fully transfer the mold onto the substrate. It will be
critical to know what percentage of the mold geometry is transferred into the substrate.
For example, if the mold has a feature with a cross section that is 10 microns deep and 10
36
microns wide, it will be important to know how closely the corresponding feature on the
embossed part matches these dimensions.
4.3.5
Abrupt and Variable Geometries
Another common feature for this microfluidic network are areas where multiple channels
come together at a junction. These junctions may bring channels together that have
different depths and different widths. The hot embossing process must be capable
of
producing features of variable depth, either with a gradual incline at the bottom of
the
channel or with a step. The process must also be capable of producing features with
variable width. Figure 14 below displays one possible design for a junction of multiple
channels. Notice the change in channel width from the left to the right. This sudden change
in width may be a necessary aspect of Daktari's product. It will be necessary to investigate
the capability of the hot embossing process for producing channels with sharp corners, like
those seen at the junction. Another variable dimensional control would be in the depth of
channels. The channels should be a constant depth along the length and width so that their
functionality can be more predictable.
Figure 14: Schematic of 3-way junction
4.3.6
Surface Roucness
The cuvette feature requires not only tight tolerances, but also a low surface roughness.
This feature is a wide and very shallow basin (roughly 50 microns in depth). Therefore,
37
tight dimensional tolerance of the channel depth and width are critical. Additionally,
surface roughness of the bottom surface is of paramount importance in the assay channel.
The CD4 cell counting is occurring in this channel; therefore surface roughness must be
maintained at a level that does not cause unwanted trapping of cells. The assay channel will
also challenge the capability of hot embossing to produce large and smooth surface area
features.
38
5 Machine Design Approach
This chapter will outline the design requirements needed for an embossing machine that is
capable of naking Daktari's assay channel. The general effects of different operating
parameters will be described so that a basic idea of how different components and their
operating ranges can work together to make parts. Design requirements will then be
discussed. Current design practices that are in-line with this study will then be highlighted
to help with the design.
5.1
General Effects of Operating Parameters
Hot embossing feature replication is largely dependent upon three factors; embossing
temperature, pressure, and embossing time. The combination of values of the three settings
effects not only the cycle time of the embossing process, but the achievable quality of the
embossed substrate. For example, low embossing temperatures would require high
pressures in order to achieve the same results as high embossing temperature and low
pressures (Hale, 2008). The lower embossing temperature would decrease the heating and
cooling time resulting in a possible decreased cycle time. This assumes that the embossing
time is equal for both settings.
The tradeoff between these different settings would be in equipment size, cost,
process cycle time, and achievable feature resolution. It is important for this design to be
flexible with embossing temperature and pressure in order to accommodate future tool
designs. Embossing and cycle time is not as important because it has been decided that low
volume (20-50) production is required for prototyping.
39
5.2
Design Requirerments
The following design requirements help guide machine design so that it may be able to hot
emboss Daktari's nicrofluidic feature.
5.2.1
Tool and Substrate Fixture Requirements
It was decided that the embossing system should be able to accommodate the master tool
and substrate material with surface sizes ranging from 25mm x 90mm to 65mm x 100mm.
All sub features of the microfluidic device are able to fit on a 25mm x 90mm area, which
provides flexibility in designing and testing of such features. The microfluidic device is able
to fit into the 65mm x 100mm area, allowing for prototyping of the entire device. The
substrate normally has the same surface size as the master tool, so the fixture holding the
substrate should be positioned and orientated in the same manner as the tool. Repeatable
placement of the substrate is not critical as long as the tool is able to emboss all features
onto the substrate without deformation. The substrate can be reworked after embossing so
that deformed edges can be taken off, so long as features do not reside on them. The fixture
should also be able to hold down the substrate during the de-embossing phase so that the
tool and part can be separated.
5.2.2
Force Requirement
Daktari has chosen PMMA to be the working material for the microfluidic device. Forming
pressures as low as 1MPa can be used for high temperatures and long embossing times, but
on average, 2MPa is used for embossing micro features on PMMA, and 4MPa being a rare
case (Wang, 2006).
2MPa is used as the standard requirement, hence with the entire
microfluidic chip measuring 63mm x 100mm, a working force of 12.6OkN would be
required. It should be noted that the working force could be lower than 12.6OkN since
increasing embossing temperature or time could achieve the same results as working with
this load. Also, pressure is the least sensitive variable in the embossing process because it
normally only needs to be above a certain threshold (David Hardt, 2005). The machine
should also be able to meet de-molding forces, which could be high for large parts. It was
40
determined that the machine did not have to initially meet 12.6OkN of force since the
largest embossing area that would be tested initially would be 22.50cm 2 . For a 2MPa
application pressure, a working force of 4.5kN would have to be met.
5.2.3 Heating Requirements
Commercially available PMMA has a Tg of between 85 to 1650C, thus the embossing
temperature must be able to reach above this temperature. The specified maximum
operating temperature was chosen to be 200 0 C in order to accommodate any future
changes in plastic selection for prototyping. Popular plastics such as polycarbonate,
polystyrene, and Zeonex have, on average, Tgs below 2000C. It should be noted that hot
embossing can tolerate embossing temperature tolerances of +/- 30C, so the accuracy of
temperature control is defined by this tolerance (Wang, 2006). Heating rate is not as
important because the entire process is not aimed to be rapid and is allowed to take up to
half an hour. The substrate only needs to be brought to a desired temperature and kept
there. Uniform heating should be considered in order to increase process control and part
quality
5.2.4 Cooling Requirements
It has been shown that the de-embossing temperature has an effect on not only the cycle
time, but also on the quality of the embossed substrate (Matthew E Dirckx, 2011). The cycle
time, in the case of prototyping 20-50 microfluidic parts, is not as important as the quality
of the part itself. A cycle time of up to 30 minutes is acceptable in this case. Although
cooling rate has an effect on part quality, the system does not require precision control of
this parameter as long as it is consistent with every embossing run and fits within the
30min process window. As noted earlier, cooling over a longer period of time typically
provides for better parts that suffer less from thermal stresses.
5.2.5
Alignment Requirements
Alignment of the heating platens is important because part planar uniformity is dependent
upon this. Figure 15 shows how platen alignment can affect a part.
41
1
Embossed Part
row
Figure 15 Depiction of misalignment.
Alignment requirements, defined prinarily by Daktari's microfluidic chip, concern planar x
and y travel, angular rotation and vertical parallelism. Daktari has expressed interest in
possibly embossing features on both the top and bottom surfaces of a substrate. This
double embossing would require features from one side to line up with features on the
opposite side. Unfortunately, there is currently no specified high precision parallelism and
x, y and angular alignment requirements because of a lack of understanding on how top
and bottom features will perform together under misalignment However, planar alignment
and vertical parallelism should be designed to as high tolerance as possible while
considering costs and time.
42
5.3
Cormon Design Practices
Simple thermocouples and liquid cooling systems have been shown to be an effective way
to measure and facilitate in temperature control[9]. Effective cooling and heating systems
help to drastically reduce the process cycle time. The cost associated with this system is
associated with the desired cooling rate, accuracy, and thermal mass to be cooled.
Temperature control has been shown to be an important parameter in reducing embossed
part defects[32].
Force application and control can be achieved using different motors or
hydraulics/pneumatics. Servo motors allow for great position control, but can be limited to
the amount of force they can apply. Hydraulics and pneumatics offer much greater forces,
but can be challenging in position controlling. Constant force application is generally more
common and important than constant position, so pneumatics and hydraulics are generally
used. It should also be noted that in most embossing cases there is a force threshold, that
once achieved, most embossed features do not change drastically in quality, from process
to process, beyond this threshold [9].
In most cases, two heated platens are used for heating up and controlling the
temperature of the substrate and master tool. The cost and effectiveness of the platens are
related to the size and material used. Platens are normally not sized much larger than the
master mold and would only require the increase in size to accommodate a heating source.
Aluminum and brass are common materials used due to their low cost, machinability, and
effective thermal conductivities.
43
6 Machine Design and Evaluation
This chapter will provide an over view of the machine design and describe its operating
parameters and procedures. Important operations performed by subcomponents and the
characteristics of the machine will then be discussed.
6.1
Full Assembly
44
Lead Screw -
Toggle Head
-i
Force Sensor
-
Top Plate
Cold Plate
Heating Platen
Middle Plate -
Figure 16 Full assembly view
45
6.1.1
Operating Parameters
A design of experiments was performed in order to determine optimal operating
parameters. The operating points were determined using the designed master tool
described later in chapter 7.5. Parameters may change according to changes in tool
features. Parameters that produced the best parts are listed in Table 1 below.
Table I Machine Operating Paramneters[351
Tool Temp
SubstrateTemp
De-Embossi ng Temp
Pressure
Holding Time
6.1.2
140 C
130 C
70 C
3500 N
12 min
Operating Procedure
a. The toggle is not engaged
b. The top and middle stacks are set to their starting positions by rotating the linear
traveling lead screw that moves the toggle head
c. The master tool and substrate are loaded onto the top and middle fixtures,
respectively
d. The heating platens are then raised to their desired temperatures
e. Once the desired temperature of both platens are reached, the embossing head is
moved down using the lead screw
f. The force sensor indicates when contact is made by the output voltage reading
begins to change
g. The lead screw is turned until the desired force is indicated by the sensor
h. The hold time begins and the temperature and force are kept constant (the force can
be allowed to decrease slightly because of substrate flow)
i.
After the holding period, heating is shut off and the liquid cooling system is turned
on
j.
The toggle head can be raised using the lead screw once the platens reach a
temperature below the substrates Tg
46
6.2
Load Bearing and Tilt Compensation
The embossing system frame handles the loading application as well as the alignment
between the tool and substrate. The definition of what the frame consists of can be seen in
Figure 17. This system uses a Schmidt model 15F toggle head and frame capable of
applying 12.OOkN of force. The tool and substrate can be brought into contact using either
the toggle action, which has a working stroke of 34.8mm, or the linear traveling lead screw,
with a working range from 80mm-325mm.
Bearing.-
Top
Parallel
Plate
z
Guiding Rod
Middle Parallel Plate
X
Air Bladder
Bottom Plate
y
Figure 17 Frame assembly and cross section views.
47
Referring to Figure 17, the top and middle plates ride on guide rods using linear
roller bearings. The bearings have individual inner bore diameter tolerances of
12.7mm+0.0/-6.35pm and tilt allowances of 15 minutes. The guiding rods have a diameter
of 12.7mm+0.0000/-5.08pm. Maximum tilts of the stacks are dictated by the allowable tilt
of the bearings. The frame also consists of an air bladder, rated for 6.67kN at 100psi, which
couples the bottom plate to the middle plate, allowing for tilt compensation and equal
pressure distribution between the tool and substrate. When the tool and substrate contact,
the air spring distributes pressure evenly, theoretically making the top and middle plates
parallel. Tilt may have an effect on feature quality by introducing gaps into the substrate
during the initial stages of embossing. Figure 18 shows how such gaps may form. The figure
also shows how repeatability of feature location, relative to a locating point, could be
affected by tilt. During the tilting process, the top and middle plates may be misaligned
since they can move relative to one another.
Figure 18 Visualization of misalignment air gaps.
48
6.3 Tool and Substrate Fixturing
The embossing tool was mounted directly to the heating platen and did not require a
fixture because it was not removed in between experiments. The tool and substrate were
positioned in line and orientated with one another. A fixture was designed so that the
general placement of the substrate could be somewhat repeatable. The substrate fixture
has three outer locating pins that rest on the perimeter of the PMMA. . This fixture also has
three secondary inner pins that are embossed onto the backside of the PMMA. These
embossed pin features were used to assess the machines x, y and angular repeatability. The
PMMA is held down using side clamps, which in the event of substrate shrinkage onto the
tool, helps to hold down the PMMA as the tool is lifted upwards and de-embossed. This
fixture is mounted directly to the heating platen through four bolt patterns. Figure 19
shows how the substrate was fixtured.
Fixture Base
Substrate
Inner Pin
Side Clamp
Outer Pin
Figure 19 Substrate fixture
6.4 Heating and Cooling
Both the tool and substrate had dedicated heating platens and cooling plates. Figure 20
shows the tool and substrate assemblies. A single 150W-heating cartridge was inserted
into each platen and was oriented in the direction of the tool and substrate lengths. These
cartridges were used because of their rated heating temperature of 5380C and low cost.
49
They are aligned in the same direction as the tool and substrate to provide uniform heating
from the mid line. An Omega CN7500 series temperature controller capable of maintaining
20C accuracy and a 2000C rated adhesive thermocouple were used to control the heating of
each platen. The thermocouples were placed on the surface of the heating platen. Precise
control of heating rate was not considered to be an important aspect of the machine
because of the allowable 30 minute embossing process time window. Ceramic Macor
insulation was used to reduce thermal transfer to the frame components through
conduction. Convection and radiation heating were assumed to be negligible in comparison
to conduction. By referring to Figure 20, the conduction path is seen to be blocked by the
insulation at the top of the bolt heads and bottom of the cold plates.
A
Fixture
.... Cold Plate
Heating Platen.
Insulation
Heater
Heating Zone
Section A-A
Figure 20 Substrate heating assembly and cross section
Cooling was achieved by using cold plates placed directly in contact with the heating
platens. The cold plates ran a double loop, with 11L of recirculating room temperature
50
water as the acting fluid. A pump provided flow of 38L/min over 1.83m of head (47L/min
at 1.5m of head). This system was able to cool each platen from 140C to 40C in 2 minutes.
Figure 21 shows experimental cooling data. The top plate was designed with the same
configuration setup, minus the substrate fixture, and was bolted directly onto the heating
platen.
Cooling Temp. Vs Time
140
-
Top Heating Platen
120
-
Lower Heating Platen
.100
M
80
60
F40
E--
20
0
0
10 20 30 40 50 60 70 80 90 100 110 120 130 140 150
Time [s]
Figure 21 The cooling profile of the top and lower heating platens over a period of 2.5 minutes.
6.5
Load Sensing
The load sensor was used to determine the amount of force applied between the substrate
and tool. A Futek LCM200 sensor was chosen based on its size, 4.45kN sensing capacity and
in line mounting option. The sensor limits force application to 2MPa since the embossing
area is 22.50cm 2 . The sensor is bolted to the top parallel plate and de-coupled from the
toggle head. De-coupling the sensor from the toggle head allows for the frame assembly to
be unconstrained from top to bottom. This allowing for any vertical misalignment at the
point of the toggle head to be resolved after the toggle head applies pressure on the force
sensor. The alignment correct was thought to help reduce any errors that could occur in
constraining the frame assembly and having the load sensor pick up stresses such as
shearing. Figure 22 shows the placement of the sensor and how de-coupling. De-coupling
51
was achieved by providing a gap between the flange that connects the toggle head to the
force sensor and the top aluminum block that the sensor was screwed into.
Cross Section A-A
Toggle Head
Flange
Gap
Force Sensor
Al Blocks
Top Plate
Figure 22 De-coupling of force sensor
6.6 X&Y Repeatability
Referring back to Figure 17, the alignment system consists of the top and middle plates, air
spring, guiding rods and bearing. To evaluate the x and y positional repeatability of the
embossing system, the distance between fiducials that resided on the back and front of
embossed parts were measured. By measuring the variability of these distance
measurements over 10 parts, an estimate of the positional repeatability could be
calculated. This positional repeatability was then decomposed into purely x and y planar
slip, and rotational error.
The fiducials used were marks left by the 3 locating pins embossed onto the back of
parts and surface features on the fronts of these parts left by the embossing tool. Figure 23
52
shows the three embossed pin fiducials, on the top images, with their corresponding
embossing tool fiducials, directly below. The planar distance between corresponding
fiducials were taken for the three locations and used to estimate planar misalignment.
Figure 24 shows a sample of how the planar distance between corresponding fiducials was
measured.
Figure 23 Fiducials used for x, y repeatability measurements
53
Figure 24 Distance between fiducials
Table 2 shows the measurements taken at the three locations for the 10 samples. All
the parts had the same set of parameters with the tool temperature being at 140 C, the
substrate temperature at 120 C, pressure of 600 lbs, holding time of 10 minutes and the deembossing temperature of 30 C. The measurements were taken on a Nikon Eclipse Ti-SR
optical microscope with a magnification of 1oX.
Table 2: Measurement Data
Li M1
LlM2
LlM3
LlAvg
L2 M1
L2_M2
L2 M3
L2 Avg
L3M1
L3 M2
L3 M3
L3Avg
RI
R2
R3
R4
R5
R6
R7
R8
R9
139.30
129.77
126.83
138.64
144.61
127.91
138.70
153.38
151.12
139.58
129.77
128.81
139.30
12833
128.25
139.39
129.29
127.96
79.00
98.37
81.52
78.86
97.21
81.66
79.23
96.93
83.33
79.03
97.50
82.17
71.09
78.01
58.30
71.42
76.49
58.84
70.42
76.58
58.10
70.98
77.03
58.41
140.40
143.15
128.32
139.51
152.53
152.52
138.79
143.69
128.59
139.28
143.82
128.27
73.24
39.27
53.66
76.71
80.40
79.23
74.32
73.49
39.69
52.92
76.72
80.30
78.67
40.29
53.80
76.71
80.29
78.36
39.75
53.46
72.95
57.95
58.21
95.04
66.35
76.49
73.90
57.78
58.81
72.90
139.07
152.82
151.77
95.08
65.17
77.28
74.80
57.29
59.29
96.48
67.82
75.69
139.00
152.54
151.68
93.57
66.06
76.49
73.94
58.09
58.93
Ri0
148.06
147.50
146.70
147.42
56.62
56.96
58.58
57.39
76.74
77.79
77.07
77.20
54
76.71
80.33
78.75
nterval Plot of M1, M2, M3
95% 0 for the Mean
150
140
130
120
e 110
'100
1
70
601
lM2
M3
Figure 25: Error Band for the three Locations
Figure 25 depicts a plot of the 95% confidence interval on these fiducial
measurements. The width of this confidence interval is what was used to estimate
positional repeatability. If there was no angular component to this repeatability, then all
three measurement positions should have confidence intervals of similar widths. However,
the confidence interval on the measurements taken at position 1 is visibly narrower than
the intervals for positions 2 and 3. This difference is attributable to angular misalignment,
and indicates that location 1 is located closer to the central axis of the press than the other
two locations.
A summary of these error bands (95% confidence intervals on measurement) is
seen in Table 3. Calculated error band for the three locations and the distances of these
locations from the central axis are in Table 3 below.
Table 3: Error Relation to Distance
(Allvalues in microns)
Error Band
Location 1
26.55
Location 2
41.75
Location 3
41.13
Genter Distance
8690
33448.559
33448.559
55
To decompose the measurements summarized in the above table into errors
attributable to pure x and y planar slip and angular error, the below equation was used.
E is the total positional error, e is the static x and y error component, and the aL
term is angular error. Angular error is a function of distance from the central axis of the
press, a is a constant describing the severity of this error, and I is the radial distance from
the central axis. The axis that 1 is measured from can be seen in Figure 26 and Figure 27.
The axis runs down the toggle head, along the center of force application.
Figure 26: Central axis: ISO view
56
Fo
,Ce )tAd
Figure 27: Central axis:
top view
The x and y planar slip (e) was found to be 21 microns. The constant describing
angular error was found to have a value of 0.000614. Using this data, the maximum
positional error for embossing with our tool was calculated. With the spatial error
remaining constant at 21 micron, the angular error at a distance of 3.6 mm (maximum
distance of a feature embossed from the center for the cuvette) is equivalent to 22 microns.
Hence, the total XY repeatability is equivalent to 43 microns. This is the positional error
located at the via furthest from the center of the tool.
6.7 Parald ism
As shown in Figure 17 the setup includes the three plates, with the guiding rods and the air
bladder as a subsystem for the purpose of alignment. The bearings used are linear roller
bearings with re-circulating stainless steel balls and a ceramic cage. For attaining greater
accuracy in the parallelism between the plates, the plates were precision manufactured
with 12.5 micron (0.0005 inch) tolerance for parallelism.
The guiding rods are used with linear roller bearings (AISI 52100 Steel balls and
DURACON M90 cage), which allow an angular misalignment of 0.250 that incorporates a 43
micron clearance (allowable wiggle room for the air bladder) across the width of the
57
cuvette at a distance of 10 mm from the center. The air bladder (Single-Tire StyleAir Wping
rated @15001bs) is used to absorb the inaccuracy in parallelism to make the plates parallel.
For analysis of the capability of the system to provide absolute parallelism, two methods
were shortlisted as options:
3
Use of the Nikon Eclipse Ti-SR optical microscope to focus on one fiducial on one
side of the part produced and then recording the z direction travel to focus on a
different fiducial on the other side of the part.
0
Use of a Vernier Callipers with a precision of 10 microns to measure the 4 corners of
the part to find out the parallelism accuracy across the length and the width of the
part.
The Nikon Eclipse Ti - SR optical microscope was tested for repeatability for the z
travel measurement and it was repeatable with a precision of 25 micron. The Vernier
Callipers instrument with precision of 10 micron was the better of the two options.
To analyze the parallelism of the parts the method used was the measurement of the
thickness at four locations on the part. The positions of these measurements are shown in
the Figure 28. These measurements were used to find the parallelism across the length of
the part and across the width of the part. Ten parts were measured at these 4 locations to
find out the tolerance of the system for parallelism. Table 4 shows the results of the
analysis.
+
2±
10 MM
80 mm
Figure 28: Measurement Locations for Estimating Platen Parallelism
58
Table 4 Parallelism Measurements
(all values in
mm)
R1
R2
R3
R4
R5
R6
R7
R8
R9
R10
R11
3.05
3.02
3.01
2.95
2.97
2.93
2.97
2.9
2.95
2.94
2.98
3.04
3.01
3.01
2.94
2.97
2.93
2.95
2.89
2.95
2.95
2.98
_
_
_
M4
M3
M2
2
3.04
2.99
3.04
2.93
2.99
2.95
2.97
2.89
2.93
2.93
3
Ml
3.07
3.01
3.05
2.96
2.99
2.96
2.98
2.94
2.95
2.98
3.01
3.05
2.99
3.05
2.92
2.99
2.95
2.98
2.88
2.93
2.93
3
_
_ _
3.07
3.01
3.06
2.98
2.98
2.95
2.99
2.92
2.94
2.98
3.01
1_
3.08
3.04
3.04
2.99
2.96
2.96
2.98
2.95
2.95
2.98
3.02
3.08
3.05
3.04
3
2.98
2.95
2.97
2.95
2.98
2.98
3.02
Along the
length
0.00
0.03
0.03
0.02
0.02
0.01
0.01
0.02
0.02
0.01
0.00
0.02
Across
Width
0.03
0.02
0.02
0.05
0.00
0.01
0.01
0.05
0.02
0.04
0.02
0.03
The parallelism achievable with this system was found to be 30 microns across the
width of the part and 20 microns across the length.
59
7 Tool Design Methodology
This chapter identifies tooling processes and materials that are both appropriate for hot
embossing the assay channel and accommodating to post analysis techniques used to
investigate part quality, tooling wear and resin replication accuracy.
0
The critical dimensions of the desired embossed part will be reviewed to
understand the ranges of dimensions that will be worked with.
l
The design requirements for the tool will be drawn from these specifications
0 With the design requirements of the tool define, multiple tooling processes and
materials will be compared on their abilities to meet tooling and practicality needs
o
The needs cover the ability to create accurate features in comparison to the
tool design, cost effectiveness, durability to withstand at least 40 uses and a
low production time.
o The investigation of tooling processes will not be exhaustive and kept within
the scope of knowledge of known processes at the time of this work.
E
A selection of the best tooling option(s) will then be made based on these
considerations
E
The tool design will then be presented and its ability to adhere to requirements will
be validated by a review of the design
60
7.1 Review of Feature [Dimensions under Study
C
B
1B
L-C
A
40mm
Figure 29 Assay top down view
Figure 29 above shows an assay design that is to be embossed. The assay contains three
distinctive feature locations known as ET, the cuvette and DL. The cuvette resides between
the two locations. A shoulder is located at the ET and DL locations. Figure 30 shows the DL
and ET features. The cuvette stops at the beginning of the ET and DL.
DL
ET
ET inlet
DL Inlet
Figure 30 ET and DL Features
Figure 31 shows the dimensions of the cuvette channel that will be studied. The
dimensions also include a surface roughness, on the inside surfaces of the channel, which
should be around 100nm. It should be noted that the drafts on the vertical walls are
currently built into the design due to the limitation of the current process used to make the
part.
61
Section A-A
Shoulder
Bottom Channel
I
0.010
0.050
Surface
0.050
)\,/-3.996
/Units,Xfim
Figure 31 Cuvette Channel
High aspect ratio microfluidic features have been shown to be reproduced through
hot embossing[7], but the aspect ratios of the cuvette and its features have not been
studied before. The most significant aspect ratios can be seen in Table 5. The lip that
surrounds the channel is thought to provide a filling challenge described in section 4.3.2.
This filling challenge refers to a problem where small corners and features experience air
gaps that are sometimes not filled, causing rounded corners or partially filled features.
Table 5 Aspect Ratios
Unit
Cuvtte Len4h nm
uvette Wdth rrm
Guvete Heigt rim
ShoLder Width rrm
hoU.der Hei t IrM
Patioto Lmgh
40
0.05
0.01
4
0.05
1:1
800:1
400M1
1(:1
80M11
Figure 32 shows the critical dimensions of the ET and DL inlets. The dimensions here are
similar to those from the cuvette, but with a smaller channel width. Figure 33 show the
critical dimensions for the ET feature, which are the same for DL, but with one less through
hole.
62
Section C-C
0.010
0.050
S/its:mm
Figure 32 Dimensions of ET/DL Inlet Cross Section
Section B-B
Through Hole
.ogo.
/~
Shoulder
j
0820
-
its:rfM
Figure 33 Dimensions of ET Cross Section
7.2 Tool Design Requiremnents
From the previous review of critical dimensions of the assay and the embossing process
parameters highlighted in section 4, the tool design must adhere to the following
requirements;
1. The tool must keep the critical dimensions of the assay feature within tolerance
2. Parts made with from tool must adhere to current specifications and show minimal
signs of defect along the cuvette shoulder and hole locations
3. The tool must be able to produce 40 parts without showing significant signs of wear
4. The tool material must be able to withstand temperatures of up to 1600C
5. The tool must withstand pressures of up to 4,500N
6. Tooling must be practical and cost effective when compared to Daktari's current
injection molding process
Although hot embossing through-holes has been shown possible [36], the investigation
into this process is not extensive and the time frame of this study does not allow for further
investigation into this area. Therefore, the through-hole features on the ET and DL will be
63
substituted for partially embossed holes. Daktari has also determined that the hole size is a
non-critical dimension.
7.3
Tooling Options
The tooling processes described in this section have been deemed as feasible options in
working with the current scope of knowledge, period of time, and allotted budget for this
study. Advantages and disadvantages of each process will be highlighted in order to help
determine the best tooling option(s) out of the options.
7.3.1 Micromaching
Micromachining a tool follows the same process as described in section 3.2. The desirable
advantages in machining a tool include;
1. The creation of complex geometries
a. Drafts
b. Ramps
c. Through holes
2. Vast selection of durable and practical materials
a. Aluminum
b. Brass
c. Steel
3. Features on the order of microns[37]
4. Surface roughness on the order of nanometers [38]
5. Medium to low tooling time
A major disadvantage of machined parts is that they can be prohibitively expensive
when it comes to making parts with micron features.
7.3.2 Slicon Etching
A silicon tool can be made using the same process described in section 3.1 and have been
shown to be effective tools in hot embossing[6].
64
The most desirable features of a silicon tool include;
1. Excellent capability of producing sharp corners
2. Highly vertical walls
3. Achievable low surface roughness[39]
4. Hot embossing transfer of surface roughness as low as 30nm[25]
Silicon tools have major disadvantages in because of the following;
1. Prohibitive in producing tools and features measuring hundreds of microns
2. Difficulty in making drafts ramping features
3. Brittleness
4. Hot embossing use as low as 30 times [40]
7.3.3
PDMSCasting
This tooling option is a secondary tooling process. PDMS tools are created using a two part
chemical mixture curing process. The two chemicals are first mixed together, poured over a
surface, cured, and finally peeled from the surface. Figure 34 shows the standard process
for creating a PDMS copied tool. PDMS tools are secondary tools because an initial negative
master tool is required in order to copy positive features over to the PDMS.
PDMS Mold
Negative Image
SU-8 Master
Positive image
Figure 34 PDMS Casting Process[101.
The advantages offered by PDMS include;
1. The ability to copy features with minimal losses in quality
2. Can make a copy from many different materials [41]
3. Low cost per tool copy
4. Very low tooling time
The major disadvantage of a PDMS tool are;
1. Low durability
65
2. Begins to distort at high forces
7.3.4 Resn Gasting
An epoxy resin tool, similar to PDMS, is a secondary tool made from an original negative of
the master tool. Resin tools are made the same way as PDMS tools, except that the two
mixing chemicals are different.
The advantages offered by resin tools are;
1. Very high durability compared to PDMS
2. Low tooling cost
3.
Ability to copy features with low loss in quality
4. Very low tooling time
Like the PDMS copy, a resin copy could be used as a stand in for the master tool.
Using the master tool introduces wear, which could over time degrade feature dimensions
below an acceptable tolerance. Making multiple master tools can be costly, difficult and
time consuming. If the master tool is unused, then resin copies with master tool dimensions
can be remade every time an old resin tool has degraded. In order to copy a master tool,
PDMS can be used as an intermediary to make a negative of the master tool[10]. Figure 35
shows the general process for creating a resin copy of a master tool. Note that the process
is the same for different master tool materials.
SU-Master
Posive image
-
POMS Mold
Negave omage
Embossed PMMA
Negative riage
Epoxy Stamp
Positve Image
Figure 35 Resin Casting Process[10.
7.3.5 Metal Embossing
Metal tools can be made using an original master tool and is therefore a secondary tooling
option process. Metal-copied tools can be made through hot embossing a master tool onto a
66
metal substrate. This practice has been proven successful and can be a viable means of
creating tools[25].
The major advantages offered by metal embossed tools are;
1. Very high durability
2. Ability to copy features
3. Low to medium tooling time
The disadvantages are;
1. Investment of a high force embossing machine
2. High cost of material
3. Possibility of wearing master tool used to emboss
7.4 Tooling Selection
The micromachining process was selected to make the master tool based on feature
producing capabilities, low to mid tooling time and a vast array of material selection. Micro
machining features on the order of microns and surface finishes in hundreds of nanometers
have been widely performed[42,43] on metals. Metals are desirable for a hot embossing
process because of the high temperature requirements.
Metals such as brass, copper, aluminum and nickel have been widely used as master
tools based on their machinability and low coefficient of thermal expansion[44-47]. Brass
was chosen for the master tool because of its high machinability, low cost, and low
coefficient of thermal expansion [48,49]. Resin tools were also investigated as an
alternative replicate stand in for the master tool. Resin tools are cost effective, quick to
make, durable and could possibly help to save on future tooling.
Table 6 shows average minimum physical property values for brass and the resin as
well as the cost and time associate with making tools from these materials. The cost for the
tool was quoted from an outsourced manufacturer, Atometric Inc., and the cost for the
resin tool was taken from Table 16 in Appendix section 12.3.
67
Table 6 Physical properties of brass and resin
Material
WESS
FRlOBD Rein (6:1 ffing ratio)
Cost per part ($)
950
5.62
Produdiontime
5 days
2.25 days
820
180
Hardnies
25(Rockwell b)
90(3hore D)
CTE(1/0Q
1.87e-5
Unknown
83
29
MaxOperatingTenp (0C
CompressieYS(MPa)
7.5 Master Tool Design
Figure 36 Master tool
Figure 36 shows the overall tool design which adheres to the requirements defined in
section 7.2 and is producible using the micromachining process. Figure 37shows the
cuvette channel cross section with dimensions. The cuvette and inlet cross sections are the
same, except that inlet has a channel width of 0.8mm. The corners of the shoulder and
bottom of the channel were designed without any radii and the surface finish for the
channel was designed to be 100nm or less. These specifications fall within the capabilities
of micromachining.
68
Section E-E
0.010v
4t
0.050
Units: mm
Figure 37 Tool: Cuvette Channel
Notice that in Figure 38 the holes are partially extruded and undersized from the
design specification. Remember that the tool holes do not have to create through on parts
and that the diameter of the holes is not critical. The smaller holes also helps to reduce
tolerance requirements for the distance between the hole and shoulder, which should help
to facilitate in production of a master tool.
Section D-D
\
/
lderr
I/ ulde
0.100
ottom hann
rface
ole
Units: mm
Figure 38 Tool: Cuvette holes
Drafts were not introduced on any feature because Daktari would prefer vertical
walls. The intent of this tool design was to help investigate feature transferring capabilities
and wear on the tool from simply embossing the assay channel as is. The tool geometry
also makes it possible to fully cast a PDMS negative mold of the tool, which can then be
used to make a positive resin copy of the master.
69
7.6 Resin Tool Production
The resin tool was made using a two-stage process with PDMS an intermediary and the
micro machined tool as the master. A negative PDMS mold of the unused micro machined
tool was made using a mixing ratio of 10:1 by weight. The PDMS was vacuumed under
25bars for 2hrs before being subjected to a 500C and 5% humidity incubator for another
2hrs. The PDMS was then peeled away from the machined tool and a resin epoxy was
poured over the PDMS. The resin was mixed using a 100:83 weight ratio. The resin was
then vacuumed under 25bars for 2hrs before being placed in a 500C and 5% humidity
incubator for 48hrs. Three PDMS molds and their respective resin tools were made for the
study of tool replication.
70
8 Tool and Part Measuring Methodology
This chapter describes how tools and parts were measured and how measurements
pertained to the analysis of the embossing machine, part, resin tool and/or master tool. All
recorded measurement values were taken three times and the average values were
reported. Three measuring tools were used to quantify part and tool qualities. The
measuring tools are listed below along with the types of measurements made with them.
1. Bruker Contour GT-K interferometer with Vision64 measuring program
0 Height, Surface roughness, Exported topography along a cross section
2. Matlab script written by Nicholas Ragosta[50]
0 Width - Using exported topography data from interferometer
3. Nikon Eclipse Ti-SR microscope running an N IS-Elements BR program
0 Width, Height, Radius
The precision of the different measurement types are provided in the Table 7 as a reference
for a better understanding of the results. The details explaining how the values in the table
were obtained are provided in Nicholas Ragosta'swork[50]
Table 7 Precision of Measurement Types[50J
71
72
8.1 Master Tool Measurerrents
The purpose of the tool measurements and the times at which they were taken are listed.
1. To help compare the quality of the tool to the design specifications in order to gage
how well a micromachined part can be made [At 0 use]
2. To provide baseline dimensions to measure parts against so that embossing
capability can be quantified in terms of how well part dimensions conform to tool
dimensions [At 0 use]
3. To provide baseline dimensions to measure resin tools against so that replication
accuracy of the resin, when compared to the tool dimensions, is known. [At 0 use]
4. To measure tool wear and its effects on the dimensions of different tool features [At
0, 10, 20, 30, and 40 uses]
Figure 39 Measurement
4.1
1
Locations
4.3
4.2
4.4
6
4.5
3.TS
5.TS
3. BS
5.BS
2
4.10
4.8
4.9
4.7
4.6
Figure 39 shows the locations at which measurements were taken. The identification of
each location is as follows;
1. ET Hole 1
2. ET Hole 2
3. ET Inlet
3.BS. ET Inlet Bottom Shoulder
3.TS. ET Inlet Bottom Shoulder
4. Cuvette Channel
4.1-5. Cuvette Top Shoulder
4.6-10 Cuvette Bottom Shoulder
5. DL Inlet
5.BS. DL Inlet Bottom Shoulder
5.TS. DL Inlet Top Shoulder
73
6. DL Hole
8.1.1 Measurements at ET and DLHoles
The holes at locations 1, 2 and 6 were manually located under the interferometer by
aligning crosshairs to certain features. Hole diameters were not measured using the
MatLab script because the crosshair could not be accurately placed over the center of the
hole for each measurement. Hole diameter was measured using the interferometers
Vision64 program. Figure 40 shows the locating technique and diameter measurement
f octe Cross-hair Marks
-Redative
to Features
Figure 40 Hole Locating and Diameter Measuring
The different heights for the hole, shoulder and channel around the hole were
measured using the interferometer masking procedure [50]. Figure 41 shows the masks
used to identify the different surface heights and surface roughness of the channel.
74
Figure 41 Interferometer Hole Masks
The three interferometer topography files were taken by masking off three different
sections of the hole, one at a time. Figure 42 shows the masks for the three locations. The
topography data provides height measurements for the locations that the cross hair passes
over. These three topography data sets were then analyzed using the MatLab script and an
average width measurement was taken. Figure 43 shows an example of a MatLab plot made
from the exported topography data. The crosshairs on the bottom of the topography profile
indicate the locations that MatLab used to determined width measurements.
75
10
5
a,
C
0
C.,
0)
0
-5
-10
-15
-200
-150
-100
-50
0
Width (Microns)
50
100
150
Figure 43 MatLab Shoulder Plot
8.1.2
Measurements at Inlets and Cuvette
Figure 44 PDMS Cast of Shoulder
A preliminary PDMS cast of the tool, at 0 use, was made and a thin slice of the cuvette crosssection was taken. The cross section slice was viewed under the microscope and corner
radius and draft were measured. Figure 44 shows an example of what a shoulder on the
PDMS cast looks like. These measurements were used to provide insight into the original
tool quality.
76
Figure 45 Cross Hair Location for Cuvette and Inlet Shoulders
Fiducials along the cuvette and inlet were used to repeatedly locate areas used for
measuring. Figure 45 shows how locations along the shoulders were located. The fiducials
were excluded from all measurements and the interferometer masking procedure was used
to determine the heights of the channel and shoulder. An entire cross section scan of the
cuvette, between fiducials 4.3 and 4.8, was taken to provide surface roughness and the
topography data necessary for calculating the width at this location. Figure 46 shows the
width scan and how the crosshair was located each time.
Figure 46 Cuvette Width Scan
8.2
Resin Tool and PDMS Mold Measurements
The resin and PDMS were measured at the DL, DL inlet, ET, ET inlet locations and across
4.3-4.8. Measurements for these locations were taken with the same processes used for the
master tool. the same manner as the master tool, except single measurements at locations
4.1-4.10 were not taken. The measurement across the cuvette at locations 4.3/8 provides
enough information as to how well the resin and PDMS can copy the shoulder and channel
height of the cuvette.
8.3
Part Measurements
The primary uses for part measurements and how they directly pertain to this thesis are;
1. To identify how well features were transferred from the master tool
77
2. To identify any defects on the part as a result of tool design
Figure 47 Hole Defect
Hole locations were viewed under the microscope to visually check for gross
deformations such as the one in example in Figure 47. Since the tolerance for the holes are
not tight and mostly unknown, most defects in these locations were considered negligible if
gross deformation was not seen under the microscope.
Figure 48 Microscope View of PMMA Part Cross Section
Figure 48 show a cross section example of a part viewed with the microscope and
how measurements were taken. PMMA parts were scored on the backside of the cuvette,
frozen to -20oC and then snapped along the score, inwards into the cuvette. This process
made it possible to view the cross sections of the PMMA parts under the microscope.
78
These interferometer measurements were taken at location 4.3 and provided height
values for the parts shoulders and channels as well as topography data that was use in the
MatLab script. Further details on measuring PMMA parts can be seen in Nicholas Ragosta's
thesis [50].
79
9 Results
This chapter will compare the micro machined master tool to its specified design
dimensions and show that the tool was of medium to low quality. The quality of the parts
made, using the tool, will then be discussed in order to confirm the tools ability to emboss
features. Results will show that the parts made were able to fill 97% of the tool height and
90% of the width. An analysis of a resin replicated tool will then follow to determine that is
a suitable replacement for the master tool when 2% of micro dimension loss is acceptable.
Finally, measurements of the tool, over 40 hot embossing runs, will show that
measurement precision was highly affected by initial tool conditions and material
deposition onto the tool is significant enough to mask any underlying wear trends.
9.1 Initial Assessment of Micro Machined Tool
The original tool design specifications did not incorporate shoulder and channel drafts or a
radius along the top edges of the shoulder. The PDMS casting of the original tool in Figure
49 shows machining burrs, drafts and shoulder radius. It should be noted that the precision
of the machined tool is heavily dependent on a rnanufacturer'sskill and capailities.
80
Machining Burr
SRadu--,, 8 19 Pfft
Lwngth
-
\
Radul,
-
2,p
."
52 87 jon
oth - 4
7? j
Figure 49 PDMS Negative of Tool Shoulder
The shoulder widths and heights were also determined to be non-uniform down the length
of the cuvette and are shown in Figure 50 and Figure 51.
Cuvette Shoulder Heights of Master Tool
12.00
10.00
8.00
6.00
ETop Shoulder
4.00
2.00
0.00
a Bottom Shoulder
11
1/10
I
2/9
3/8
Location
4/7
5/6
Figure 50 Cuvette Shoulder Heights of Original Tool
81
Cuvette Shoulder Widths of Master Tool
46.00
44.00
42.00
40.00
38.00
* Top Shoulder
36.00
* Bottom Shoulder
34.00
32.00
1/10
2/9
3/8
Location
4/7
5/ 6
Figure 51 Cuvette Shoulder Widths of Original Tool
82
Table 8 shows the design specifications compared to the tools measured dimensions.
Note that the surface roughness in the cuvette channel is four times greater than the design
specification and is the most out of specifications. The table indicates that the tool should
be considered to be of medium to low quality. Again, the quality of the tool is dependent
upon the manufacturer's skill and capabilities.
Table 8 Comparison of Machined Tool and Its Design Specifications
Locaon
Design
Tool
Diferene-
Unit
%
urn
-0.2
-0.3
DL Hole: Dameter
6
500.000
498765
DLHole: Height
6
100.000
99.686
-0.314 um
DLHole: SoLder Height
DL Hote: S1oulder Wdth
6
10.000
6
50.000
10.884
38.763
0.884 urn
-11.237 urm
DLInet: Width
5
800.000
761500
DLnlet: Heigt
5
50.000
52146
2146
urn
DL Inlet: Shoulder Width
5.BS
50.000
45.333
-4.667
Dl-nlet: Shoulder Height
5.85
10.000
a697
-1303
um
um
DL inlet: Shoulder Width
5.15
50.000
51.246
1.246
DL Inlet: Shoulder Height
5.5
10.000
10.651
Ciette 3urfacE Routfness
Citte: Width
4.,4.8
0.100
4.3(4.8
Cuvette: Heicft
4.at4.8
Qjuette: ShoULder Wich
4.8
Cuvette: Shoider Height
Curtte: ShoUder Width
-1.235
-38.500
1um
8
-22.5
-4.8
4.3
-9.3
-13.0
2.5
0.651
um
urn
0.412
0.312
um
311.7
4000.000
3976.100
-23.900
um
-0.6
50.000
51059
1.059
uM
2.1
50.000
40.471
-9.529
um
-19.1
4.8
10.000
6.160
-3.840
um
-38.4
4.3
50.000
40.471
-9.529
um
QAuette: ShoUtder HeFt
4.3
10.000
8.947
-1.053
um
-19.1
-10.5
Er Inlet: Width
3
800.000
756.203
-43.798
im
ETinlet: Height
.5
3
50.000
51.251
1251
urn
ET inlet: ShouiderWikh
3.85
50.000
40.077
-9.923
urn
-5.5
2.5
-19.8
Er ilet: ShoUlder Heigtt
3.85
10.000
7.919
-2.081
un
-20.8
ErInlet: Shoulder Width
3.3
50.000
44.019
-5.981
UM
-12.0
ET Wnet Shoulder Heght
3.15
10.000
11754
1754
um
17.5
ET HoIe2: Diameter
2
500.000
497.673
-2.327
um
-0.5
Er Hole2: Heilft
ETHole2: 9Soulder Width
2
100.000
99579
-0.421
um
-0.4
2
50.000
42051
-7.949
Um
-15.9
ET Hole 2: Shoulder Heght
2
10.000
10.571
.571
Um
5.7
ET Hole 1: Diameter
1
500.000
506.547
6.547
um
Er Hole1: HeiFt
1
100.000
99.559
-0.441
um
Er Hole 1: S9oulder Width
1
50.000
42047
-7.953
=m
1.3
-0.4
-15.9
83
IET Hoe 1: Shoulder HeFght I
II
10.O
1
10.871
.871 Ium
I
7I
9.2 Analysis of Parts
Parts made using the tool were determined to be of good quality, holding to the tools
feature dimensions. The tools ability to transfer features is validate through the results
shown in Table 9. The quality of the parts, in terms of feature transfer fidelity, was
determined using two fill ratios. The ratios estimates the amount of PMMA that fills the tool
shoulders height and width. The higher the ratio, the more filling occurs and the better the
part is assumed to be. Table 9 shows the fill ratio for ten parts [35].
Table 9 Fill Ratio of Parts
Part
C1
C2
C3
C4
CS
C6
C7
C8
C9
C10
ToollSubstrate JDeErrbossing
140
140
140
140
140
140
140
140
140
140
130
130
130
130
130
130
130
130
130
130
70
70
70
70
70
70
70
70
70
70
Pressure
3500 N
3500 N
3500 N
3500 N
3500 N
3500 N
3500 N
3500 N
3500 N
3500 N
Holding
12
12
12
12
12
12
12
12
12
12
min
min
min
min
min
min
min
min
min
min
0.915226661
0.976514811
0.974966338
0.975964991
0.981048025
0.986377917
0.980621634
0.986591113
0.970118941
0.979196589
0.897341954
0.918669181
0.870629041
0.925628592
0.880729167
0.851863326
0.905648348
0.902653556
0.870745779
0.892719558
Figure 52 shows deformation seen at the hole locations. The top row shows parts without
deformation and the bottom shows parts with. This type of deformation was attributed to
the de-embossing processes. A more thorough analysis of feature transfer capabilities can
be found in Viren Kalsekars thesis [35].
84
Figure 52 Hole Deformations
9.3 Analysis of Resin Cast Tool and PDMS Mold
Data presented in this section be seen in Appendix 12.3 The data compares the dimensional
losses/gains when casting the tool with PDMS, then transferring the PDMS mold onto resin.
Changes in the heights of all features will be discussed, followed by the changes in
widths/diameters and concluded with an average report of values.
Changes in Heicits
9.3.1
Figure 3and Figure 54 show changes seen in the heights of the shoulders, cuvette channel,
inlet channels and holes between each casting phase and the final difference between the
tool and resin copy.
Al Shoulders: Difference in Heights
UT, o~tc PDMS
0.350
GPDMS to Resin
UTo [t R
sin
0.2000.050
-0.100
I..
U
~lJ
II. IiI1
inI
PP
41j
Aw
'U
C-N
-0.400
C
L..
-0.5150
CA
LI
__
0
-0.700
LI
I
.4
.4
0
Figure 53 Shoulder Height Differences for Resin and PDMS Mold
85
All Holes: Difference in Heights
All Channels: Difference in Heights
a Tool to
PDMS
a PDMS to Reesin
Too to PD MS
*TotRsin
PD MS
to Resin
*Tool to Resin
1 500
0.700
0-500
1.000
0.300
0,1000.500
0
0;100
-0u100
M0
-0,500
L1,000
-0,500
Figure 54 Channel/ Hole Height Differences for Resin and PDMS Mold
Although some of the height data is within the precision range of 0.33pm, as
described earlier, the data is assumed to be reliable because of the observed trends.
Overall, the height graphs shows that the PDMS experiences shrinkage along the vertical
axis for 8 out of 9 shoulder locations and all of the channel locations. This shrinkage was
not unexpected since the PDMS is an elastomer and was in a viscous form before curing
into a solid. Shrinkage could have occurred during the curing process or after the PDMS
was peeled away from the brass tool. It is unclear as to why the cuvette bottom shoulder
was the only significant outlier. This inconsistency could have been due to a defect in the
master tool, at the location for the bottom shoulder measurement, or simply because this is
an effect at this particular location.
The graphs also show the resin gaining in shoulder height dimensions, for 7 out of 9
locations, and all channel heights after being cast over the PDMS mold. It is probable that
during the resin curing process, the raise in temperature caused the PDMS to experience
vertical expansion, thus increasing the resins final cured dimensions. Again, it is unclear as
to why there is an inconsistency in the trend at the bottom and top cuvette shoulder
heights. Recall that the cuvette shoulders for the PDMS and resin were only measured at
locations 4.3 and 4.8. The height trend inconsistencies for the bottom and top shoulders
indicate that these measurements may not be adequate for representing the behavior along
these two shoulders and that measurements along the shoulder should be taken.
The holes also experience the same height trends as the shoulders, except that ET
hole 2 increases in PDMS height. Shrinkage at this location could have been greater. Figure
86
55 shows an example of how shrinkage at the holes could have been different from one
another. The white gaps represent areas of shrinkage and the right side shows how ET hole
2 could have shrank more.
PDMS
mold
Hole-
HIole
Figure 55 Difference in PDMS Hole
9.3.2 Changes in Widths
Figure 56 and Figure 57show changes seen in the widths for the shoulders, cuvette
channel, inlet channels, and hole diameters between each casting phase and the final
difference between the tool and resin copy.
Shoulders: Difference in Widths
*Tool to PDMS
R PDMS to Resin
*Tool to Resin
6,000
4.000
U
*n
7;
II
in
'L.
'0
e0
6.0000
0
-6.000
I
Figure 56 Shoulder Width Differences for Resin and PDMS Mold
87
Channels: Difference in Widths
*Tool to PDMS
a PDMS to Resin
0 000
Holes: Difference in Diameters
mToolto PDMS
NTool to Resin
a
UToolto Resin
3.000
2 000
2.000
-4,000
1.000
-6.000
0.000
-8 000
I
*~I
m
~10,000
'
OPDMStoResin
-2.000
-12,001)
S-3,000
-14.000
-4.000
-18.000
-6.000
-20.000
-7.000
,
E~E
-~
-
*
-
I-'
0
I
Figure 57 Channel/ Hole Width Differences for Resin and PDMS Mold
Again, some of the width measurements fall inside the shoulder width precision
range of 3.33pm, the data was assumed to be reliable because of observed trends. The
shoulder widths exhibit a consistent trends of decreasing for the PDMS and increasing for
the resin. The reasons for these trends are the same as the trends seen for the shoulder
heights, except that they are occurring in the horizontal direction.
Shrinkage of both
widths and heights indicates that the PDMS shoulders were shrinking inwards towards
their centers.
Channels consistently exhibited a decrease in width during both PDMS and resin
casting phases. This was most likely caused by the vertical inside walls of the PDMS
expanding horizontally inwards during the resin curing process.
9.3.3 Average Changes
Table 10 lists the average changes in dimensions for features, both in micron
measurements and as percentages, when going from one casting phase to the next. The
final difference between the tool and resin is also presented. The average over the different
features, for each casting phase, provides a better understanding of the overall losses/gains
during the specific casting phase. Losses or gains may vary for a different combination of
features. The average gives a understanding of the average change for this particular
88
collection of features. The width measurement was separated from this table because of its
different shrinking pattern compared to the others.
Table 10 Average
Nabr
Hole Heicts
Hole Diameters
ioulder HeFts
S1oulderWdt
Clirel Heits
A e.15
Hole Heilits
Hole Diameters
9ould Heiits
Shoulder Widt
iannel Heicts
Ateage
Qianel Wdths
DimensionalChanges
WOTootttPfWS
PC#MStx RWsi
-0.27
0.51
-0.72
0.16
-124
0.38
-12.64
5.96
-0.89
0.77
1.56
-0.265
0.502
-3.661
0.821
-0.209
0.063
-5.407
2.229
-0.525
0.452
-2014
0.813
-7.741
-4.739
Tooatoin
024
-0.56
-0.87
-743
-0.12
-175
0.236
-2840
-0.146
-3.178
-0.074
-1200
-12.480
.It
%
%
%
%
%
%
um
un
um
um
tum
tn
um
Channed Wdths
-0.66
-0.41
-106
%
3urface Roufiess
airfaceRoufness
0.023
8.123
0.001
0.193
0.024
8.332
un
%
The surface roughness is excluded from comparisons since the percent changes are
relative to feature size and the surface roughness is in nanometers. The largest dimensional
changes between the tool and resin are shoulder widths. An average decrease of greater
than 7% is seen for this type of feature. The channel widths have the second largest
average change, with a decrease of about 1%. The channels are wider than the shoulders,
thus they show a smaller percentage decrease.
89
9.4 Analysis of Tool Wear
The performance of the tool, in terms of durability, is characterized by measuring the
change in feature dimensions over 40 uses. Measurements were taken at locations
described earlier in section 8.1. The reported data shows the difference in dimensions for
each interval of use, when compared to the original tool. The settings for the embossing
machine over the 40 uses can be seen in Viren Kalsekar's design of experiments [35].
9.4.1 Cuvette Shoulders
Figure 58and Figure 59 show changes in shoulder heights and widths for the cuvette.
Height changes appear random and no discernable wear trend could be observed
Compared to 0 Uses: Difference in Cuvette Top Shoulder Heights
ElO Uses
0.550
20 Usez
*30 Uses 040 Uses
0.450
0.350
0.250
II
0.150
El1
0.050
-0.050
1
3
oi
I
-0.150
-u 250
Locations on Cuvette
Figure 58 Wear of Cuvette Top Shoulders Heights
Compared to 0 Uses: Difference in Cuvette Bottom Shoulder Heights
UlUses
20 Uses 03OlUses
*40Uses
11350
0 250
C.
IIn
IA
0. 150
Inol
8
0 0150
i7
1
Locations on Cuvette
Figure 59 Wear of Cuvette Bottom Shoulders Heights
90
16
-0.050
-0.150
C.
Figure 60and Figure 61 below also show no wearing trend in shoulder width, except
for locations 4.1 and 4.10, which are opposite from one another. It is believed that
machining burrs had an effect on measurement accuracy and that shoulder locations 4.1
and 4.10 had large burrs initially. Recall that burrs were seen on the PDMS negative mold
of the tool at 0 uses. The MatLab script is sensitive to burrs[50] and has a shoulder width
and height precision of 3.33 and 0.88pm, respectively. Thus, a change at the corner of the
shoulder could affect measurement precision. Material left over from embossing could have
been deposited onto the tool. Due to these two possible issues, the precision of these
measurements were considered much less reliable than of the ones in section 9.3.
Compared to 0 Uses: Difference in Cuvette Top Shoulder Widths
N10 Uses
s 20 Uses
0 30 Uses
N40 Uses
6,000
T;
4.000
I
2.000
0.000
IF-I
-
Io
4.
m
.2.000
S)
-4.000
6.000
1.9 1
-&,000
Locations on Cuvette
Figure 60Wear of Cuvette Top Shoulder Widths
Compared to 0 Uses: Difference in Cuvette Bottom Shoulder Widths
N'10 Uses a 20 Uses a 30 Uses * 40 Uses
6.000
4.000
I'll
I.I
8
Locations on Cuvette
Figure 61 Wear of Cuvette Bottom Shoulder Widths
91
2.000
II.
0.000
-2.000
-4.000
-6.000
9.4.2 Inlets Shoulders
Figure 62 and Figure 63 show changes in height and width for inlet shoulders.
Compared to 0 Uses: Inlet Shoulder Heights
E 10 Uses
a20 Uses a30 Uses * 40 Uses
II
0.050
0.000
* -0.050
*IE
I
I
I
-0.100
-0.150
Dog Leg Inlet (5.13S)
Dog Leg Inlet (5.TS)
ET Inlet (3 .BS)
ET Inlet (3.TS)
Figure 62 Wear of Inlet Shoulder Heights
Compared to 0 Uses: Inlet Shoulder Widths
l10 Uses
7.000
0 20 Uses
* 30 Uses * 40 Uses
5.000
3.000
1.000
Zi
-1.000
-3.000
No
I
-5.000
I
-7.000
Dog Leg Inlet (5.13S)
Dog Leg Inlet (5.TS)
ET Inlet (3.13S)
ET Inlet (3.TS)
Figure 63 Wear of Inlet Shoulder Widths
Looking at Figure 62, the heights show no wearing trend. The wear on shoulder
widths appears to not have a particular trend with about half falling outside of this
precision range and half falling inside. Again, material deposited onto the shoulders could
have increased measurement error and that this issue could be masking some underlying
trend not observable with the measuring precision.
92
9.4.3 Holes
Figure 65and Figure 64 show changes in height and diameter for the holes.
1.
Cornared to 0 Uses: Hole Heights
210 Uses
0.200
0.000
830 Uses
820 Uses
M4U Uses
inU
UW
-0200
u -0.400
0.600
ET Hole (1)
ET Hole (2)
Dog Leg Hole (6)
Figure 64 Wear of Hole Heights
Comoared to 0 Uses: Hole Diameters
0 10 Uses a 20 Uses 0 30 Uses a 40 Uses
11.000
6.000
1.000
M
.
I
-4.000
9.000
ET Hole (1)
ET Hole (2)
Dog Leg Hole (6)
Figure 65 Wear of Hole Diameters
The hole heights appear to follow a wear trend with an average decrease of
0.488pm from 10-40 uses. The changes in diameter appear to be more random, with only
ET hole 1 having a wearing trend. Again, material deposits and initial machining burs could
be causing measurement errors and that these trends may be masked less by such errors.
Table 11 gives the values for the hole heights over the uses so that the trend can be seen.
Table 11 Wearing of Hole Heights
Feabe
Dog Leg Hole (6)
Er Hoe (2)
ET HMle (1)
10
-0.118
-0.193
0.153
20
-0.043
-0.127
0.112
30
-0.238
-0.521
-0.119
40 Efference
0.408
-0.290
0.692
-0.499
0.363
-0.210
A3
93
0488
Figure 66 and Figure 67 show changes in heights and widths for the shoulders
around the holes. The height data suggest that there was initially a large burr on the
shoulder of ET 2, which was removed after embossing, thus giving much lower height
readings afterward. Again, no trend was seen for this location and material depositing was
thought to be occurring and masking trends that could not be picked up due to
measurement precision.
Compared to 0 Uses: Hole Shoulder Heights
10 Uses a 20 Uses
0.500
0.000
0
* 30 Uses
a 40 Uses
U--
-ma
-0500
-1.000
-1.500
2.000
2500
Dog Leg Shoulder (6)
ET Shoulder (2)
ET Shoulder (1)
Figure 66 Wear of Hole Shoulder Heights
Compared to 0 Uses: Hole Shoulder Widths
310 Uses
6.000
a20 Uses
030 Uses
040 Uses
4.000
L.
2.000
0.000
4J
I
-2.000
-4.000
-6.000
Dog Leg Shoulder (6)
ET Shoulder (2)
Figure 67 Wear of Hole Shoulder Widths
94
ET Shoulder (1)
--
9.4.4 Surface Roughness
The surface roughness changes can be seen in Figure 68 and the values are given in Table
12. Again, the changes seen here are sub-micron and there is no trend.
Compared to 0 Uses: Cuvette Surface Roughness
0.450
, 0.400
0.350
0.300
0
10
30
20
40
Number of Tool Uses
Figure 68 Changes in Surface Roughness
Table 12 Surface Roughness Changes
10
Surface Rougness
Absolute Values
0.001
0.001,
20
-0.033
0.033,
30
-0.097
0.097,
40 Avg(-Rage)
0.008
0.008.
Units
-0.030 um
0.0351 um
9.4.5 Average Tool Wear
Table 13 Average Tool Wear on Features
Feature
Cuiette Shoudder Height
Cuvette Shoulder Wdth
Inlet houlderHeight
Inld houlderWidth
Hole Diameter
Hole Height
Hole Shoulder Height
Hole Shoulder Width
Surface Roughness
10 Uses 20 Uses 30 Uses 40Uses A. (-4/- Range)
0.136
0.123
0.116
0.176
0.138
3.417
2.300
2.497
2562
2694
1.807
1.150
3.778
2.071
2.201
0.047
0.039
0.025
0.046
0.039
1.174
3.629
0.579
0.995
1.594
0.053
0.019
0.292
0.333
0.174
0.747
0.683
0.546
0.703
0.670
3.941
0.658
3.067
2484
2538
0.001
0.033
0.097
0.008
0.035
Units
urn
um
um
um
um
um
um
um
um
Table 13 highlights the average changes in dimensions for different features. Wear
measurements of similar features were averaged together and the absolute values of these
averages are reported. These values give the average +/-range for wear on each feature
over the course of 40 uses. The largest range, 2.7pm, can be seen for the cuvette shoulder
width, which could be due to a combination of tool wear, burrs and material deposits.
95
I
10 Recormendations
A hot embossing machine with higher planar and angular precision would be required if
Daktari is to pursue a double embossing process requiring alignment greater than 45
micron X/Y repeatability and 25 micron parallelism. Double embossing features on both
sides of a substrate and having the features mate on top of each other is not recommended
on the current machine if the alignment requirements tighter.
Micromachining was proven to be a quick method for obtaining a tool with micro
feature sizes, but the quality of the tool is highly dependent on the manufacturing source. It
is recommended that Daktari should seek out high quality manufacturers of tools before
experimenting or producing assay channel parts. The tool quality is not only important for
producing parts with intended dimensions, but is also important for helping to gage how
well the embossing machine and tool can transfer features. A good quality tool without
defects would allow for accurate measurements of its feature dimensions, thus allowing for
a better comparison between parts and the tool.
The current tool design only contains the assay channel and does not implement any
features to reduce embossing defects. It is recommended that larger features surround the
hole locations are included into future tool designs in order to take up any de-embossing
stresses[31] around these areas. It should be noted that if a dimensional loss of 3pm, in
either width or height, is acceptable for a tool feature, then that feature can be
recommended for embossing of up to 40 times. The tool wear study also suggests that
greater attention and care in removing any residual materials left on the tool, after each
embossing run, should also be taken. This dimensional loss may be even less since material
deposition and poor tool quality affected the measurement precision.
The resin tool was seen to replicate Daktari's cuvette feature with less than a 2% on
average change in feature dimensions. If the loss in quality is acceptable, then the resin tool
can be made and used in place of the master. The master tool could then be used to
continuously make resin tools with near identical feature dimensions. This could reduce
cost in tooling by not having to remake a master with expensive tooling processes and or
materials.
96
11 Conclusion and Future Work
This thesis is based on research conducted as part of the combined efforts of Viren
Kalsekar, Nicholas Ragosta and myself to investigate the capabilities of hot embossing as a
prototyping process for Daktari Diagnostics. This chapter will detail the conclusions drawn
collectively from the team and present suggested next steps for Daktari.
11.1 Condusion
The research concluded that hot embossing is a prototyping process capable of
producing one of the critically toleranced features of Daktari's microfluidic backbone.
When the process was optimized, fill rates of 98% and 91% were achieved for the height
and width of the channel's smallest feature. To support this result the measurement system
was validated using Gage R&R analysis. The precision to tolerance ratios of the critical
measurements were around 0.30.
With optimal operating parameters, the 6+ process variation of this hot embossing
system was within the specification limits of the assay channel. Surface roughness of the
embossed part matched the surface roughness of the molding tool. In this work, micromachined tools with surface roughness values of 150 nm and 350 nm were used. In
summary, the quality of embossed parts is strongly dependent on the quality of the
molding tool used.
The process is best suited for prototyping small (-10) to medium volume (-50)
batches of parts. The tooling used for this study was purchased for roughly $1000 and took
one week to machine. It is best to make this investment when multiple parts are necessary
to evaluate a design. As an alternative to tooling multiple copies of a master, resin copies
with less than a 2% change in overall micron feature dimensions could theoretically be
used. The wear on the tool, containing just the assay feature, was seen to have a maximum
dimensional loss of 3ptm over the period of 40 uses. With the hot embossing machine
detailed in this work, a cycle time of 20 minutes per part was achieved.
97
11.2 Future Work
11.2.1 Machine Improvements
The machine designed for this research was suitable as a proof of concept device,
however there are several improvements that should be made if Daktari will actively
pursue hot embossing as a prototyping process. In general, these are improvements that
would give greater control over the process and improve the repeatability of its operation.
Alignment
The maximum positional error of this machine was found to be 43 microns, and
parallelism was found to be 20 microns over the width of the assay channel. Daktari is
interested in the possibility of simultaneously embossing microfluidic features on the front
and back of a part. Higher precision in x y positional repeatability is required from the
embossing machine for it to be possible to align features on two sides of a part.
Force Control
The current system used for the prototyping of the microfluidic part using the hot
embossing process uses displacement-control and it does not have a feedback control on
the applied force. When a part is loaded for embossing above the glass transition
temperature, the material starts flowing and the load relaxes over time which is
undesirable. A force controlled system will also allow for control over embossing velocity.
Analysis of the effect of this variable was not possible with the current system.
Cooling system control
The cooling system currently used is a recirculating pump with lines passing
through the cold plates which are in contact with the heating platens. The purpose of using
the cooling system in this research was to reduce the cycle time by decreasing the time to
cool down to the de-embossing temperature. A cooling system with control over the
98
cooling rate would help in analyzing the effect of the cooling rate on the performance of the
process.
Thermal insulation
Currently the machine uses an insulation material to isolate the force sensor and the
air bladder from the heating platens. The middle plate and the top plate tend to heat up to
100 C after 4 cycles of heating and cooling the platens to around 150 C. In addition to the
risk of damage to the load cell and air bladder, having a thermal path to the press frame
drastically increases the thermal mass of the system and makes heating less efficient. A
better insulation system using a more efficient insulator or using an air gap in the design
may be helpful.
Tool alignment
If a better alignment system is integrated to make the embossing machine more
precise with regards to the X and Y repeatability and parallelism, then a stage could be
designed and integrated within the tool assembly to actively change the position of the tool
for embossing. This may be a bigger issue when trying to emboss on both sides of the part
or embossing on a part with pre-existing features.
Vacuum Control
The best width fill achieved by this system was 91%. The incomplete filling of width
indicates that material is not flowing fully into the mold cavity. This results in a radius
being left on edges of the channel. It may be possible to reduce the size of these edge radii
by performing the embossing within a vacuum chamber. This would naturally complicate
the embossing process and increase cycle time. Before this action is taken, the effect of
larger edge radii on the end functionality of the part should be understood.
99
11.2.2 Further Experimentation
Further experimentation could be performed to better characterize the capabilities
of hot embossing. These experiments could include studies to better understand variation
in the process, to select optimal tooling options and to characterize the type of features that
are well suited for the hot embossing process.
Robust Design
The current research focuses more upon the most significant factors and the main
effects and interactions affecting the performance of the process. A further study using the
Taguchi Array could be done to analyze the signal to noise ratio to characterize the
robustness of the process. Another important future step would be to carry out a greater
number of experiments with different optimal settings giving the same predicted response
to find the most suitable set of parameters.
More Experimentation with Different Tools
This work has demonstrated that the assay channel could be prototyped. More work
could be done to catalogue the range of features that Daktari may have interest in
prototyping and to study which of these features can be made with hot embossing. For
example, a patterned tool could be designed such that it can be used to test hot embossing
for a wide variety of features. Questions that could be answered by such a study are:
1. How closely can features be placed to one another?
2. What are the minimum and maximum feature sizes that can be embossed?
3. What aspect ratios of channels are achievable?
4. How can sharp and gradual changes in height be best prototyped?
5. Can features be placed on the edge of a part?
A further study of tool wear should be conducted with a higher quality tool so that
measurement precision is not highly affected by defects on the tool. Characterizing the tool
wear accurately is important to understanding the limits on tool use.
100
Other tooling options should be considered and tested to compare the differences in
their performance in terms of tooling accuracy, durability and feature transferring
capability. For example, silicon tools may be able to provide a surface roughness below
100nm, but offer low durability. Titanium machined tools on the other hand can offer
higher resistance to wear and complex feature geometries, but may have a higher surface
roughness.
Future work on resin tools can be expanded to cover methods for combining qualities of
different tools into an all-encompassing resin tool. The study in question could concern the
methods and accuracy analysis of combining the low surface finishes of a silicon tools with
complex geometries of a machined tools.
101
12 Appendix
12.1 Machine Drawings and Asserrbly
REM NO.
PART NUMBER
DESCRIPI)ON
OtYT
I
-Substrate plate
2
PMMA sheet mode
3
Substrote Flange
4
91306A315
-40 38inch steel cop screw
5
97395A439
1/8 inch dicmeter dowel pin
3
6
9739SA401
I1t16 inch diamneter dowel pi
3
2
4
3i
9
~>
~6
5)
4)
SolidWorks Student Edition.
For Academic Use Only.
SUbstrate plate ASMR
102
6-
NO.
PART NUMBER
5
QTY.
Revised Top
Heating plate
3
15
(2 3,
DESCRIPTION --
1
4
2
Corner
Block insulation
3
Cold-Plate
4
Insulation
Material MACOR
1
5
MS 0.8X25
Low Head Screw
4
6
cuvette mold
7
4-40 X 25 Screw
8
heater
I
Cartridge Heater
9
Top Plate
10
Sensor Insulator
11
Futek
SensorLCM200
12
13
Sensor Block
Flange shaft
14
M5 0.8X25 Nut
15
MS 0.8X25
im*
Button Head Screw
4
1
Macor
1
Load Cell
1
2
Acron Nut
8
Low Head Screw
8
DIM(
011AWN
TrTLE:
i
Top Complete
Assembly
A?"
,.4c AMP
.-CIR"r 'Arwkpc
-W*"Ck-jC -IR
FQr
-AIM-WAL
So ent Edition.
pudsgtqtVse Only.-
SIZE DWG. NO.
SCALE, 1:8 WEIGHT:
5
REV
A
4
103
SHEET 1OfI
ITEM NO.
DESCRIPTION
PART NUMBER
2comt~ In$AoTofd
5
7
251
IIO-2A 1-I 14 inCh 1161
97220AI61
8
1012
heater
4 nch socket heod
4
4
T3)
4
SolidWorks Student Edition.
For Academic Use Only.
Four Corners Bottom ASMB
(IEM NO,
PART NUMBER
DESC RVION
Schm-tiot Pless Frome
2-400 105co
Bottom ASMS
RoiB Block
4
__.
___
6.1
6.2
6.3
&.3)
Halfin rodx2in
Mic~ePlate
topHoker...New
Beoring-S99L8C-050088
e cip s73tw2-100-087
9
93615A510
10
9642A229
SDPsI Ro
QTY.
I
2
2
_________
SP SI
SDP SI e-cp for beorin
16 - 11/
15 mm - 12mm
McMaster: 3/8McMaster MI 2-P4tch:
2
4
2
2
Embossing Machine
Frame ASMB
SolidWorks Student Edition.
For Academic Use Only.
WE D*G, ftO
WY
B
-!I
104
wooq
swat iorI
D
ITEM NO
PART NUMBE
1
2
3
~4
BotonHodeNew
Ar1953?X4l
92855A722
936L5A51
5
AkrSping Valve 9538K42
DESCRPPTON
Bottom Plate
MosmAv~pwng
I
2
2_
McoLe3/8:.lli_
McMaster AkSpring Valve
CMCD
Bottom Heating ASMS New
SolidWorks Student Edition.
SIZE
05
0
B
For Academic Use Only.
4
105
1
CA fw
T2
f''f
0
90.250 ()
00-3 i,3 1H WO
.x
32
0 0.1 50 ThRU
AJ24 UN( 1HRU All.
K-~
4.326
326
~-
4
__
II
0'
I
I
II--1~-
..
Il~d
Pd. 394
R.
f,
,: k ,
, 1,0 F.v
i , 1 1,
125
f #- -
TITLF:
Bottom Heating plate
pnoetaY
urn cQwe*A&
SIZE
A
DWG, NO.
SCALE: 1:2 WJEIGHT:
4
106
REV
2G
SHEET I OF I
0
0
0'.
'f
~
A
0
G
t
0
M
on
; A
-
e
~
BOTTOM PLATE
--
107
4B
3of 3
I
~~~1
I ......
t
0-
'f+-
ef
'3it2
0 ~
i
a ""
lITLE:
SENSOR BLOCK
A
ie
co-0om4
M
SiZE OWG, NO.
REV
AE
SCALE: t:1
4
3
108
2
WEIGHT:
SHEET I OF I
C26
4 x 0
9 HRU A 1t
4 40 UNC IHPU ALL
!P.3l
rHRU
1.696
r~-.
C
I1 394
TITLE:
Top Heating Plate
rec"Wesr
c
oe
SIE
DWG. NO.
REV
rom
SCALE:
3
109
1:2
WEIGHT:
SHEET I OF I
4 CY
SEC7ON A-A
LJ -
A
_A
A/oao0
LL
Middle Plate
-r
110
B
2 of -
A
II I
A
SECTION A-A
- I=1 0,2 13
0.394
00
TITLE:
FLANGE SHAFT
ot IA
REV
SIZE DWG. NO.
A
A.: All
SCALE: 1:1 WBGHT.
3
4
111
2
SHEET
1OF
I
G 0.221 IHRU ALL
\/
t.3&5 X &
X8
0'5
Nt
IM-We
1IOU0
aui
Corner Insulation Block
COO4
SIZE DWG. NO.
P
REV
JE'0AfEf N
SCALE 21 WEIGHT:
3
4
112
2
SHEET I OF I
3.900
0./_5_0
U -Y~-
Ua
LIZ
2)
LIII
0 31 MPUJ 5/16 Dtill
7A
ttOfl4~At' M
CONAOI~U~
Cold Plate
4414
;f ,111VX I
-1 "V1
ER
SIZE
DWG. NO.
REV
A
SCALE 1:2 WEIGHT:
5
3
113
SHEET I OF I
SECTION A-A
IX
+
_j
0'
t
.O3s
ax-.
* I
U
S
S
I -r-EUni
LGLML
TOP PLATE
'hd .
6.0 psd
I "'""
114
B
-I-Vik
1of 3
12.2 Tool Wear Measurements
Table 14 Tool Wear Measurements (no cuvette)
DL
DL Hole:
DL Hole:
DL Hole:
DL Hole:
Unit
um
um
um
um
0
10
20
30
40
498.765 500.191 499.212 504.494 505.000
99.686 99.567 99.643 99.448 99.396
10.884 10.618 10.579 10.952 10.885
38.763 44.675 44.676 3E.106 42.705
um
um
urn
um
um
um
761.500 757.517 760.802 755.546 760.802
52.146 51926 51.926 52064 52.055
45.333 44.019 44.019 42.048 44.019
.697
.673
a618
.763
.658
51246 55.845 49.932 47.304 51903
10.651 10.554 10.610 10.614 10.576
Channel Width
Channel Height
Should Width: Bottom
Shoulder Height: Bottom
Shoulder Width: Top
Shoulder Height: Top
um
um
um
um
um
um
756203 762.773 766.715 758.174 768.029
51251 50.861 50.898 51468 51.417
40.077 44.676 44.019 3&.763 47.048
7.919
7.842
7.916
7.832
7.784
44.019 43.362 3&106 37.449 45.990
11754 11763 11724 11712 11.819
Bottom Hole: Diameter
Bottom Hole: Height
Bottom Hole: Shoulder
Width
Bottom Hole: Shoulder
Height
um
um
497.673 499.465 493.233 501.109 497.000
99.579 99.385 99.452 99.058 99.080
Top Hole: Diameter
Top Hole: Height
Top Hole: Shoulder Width
Top Hole: Shoulder Height
um
um
um
um
DLInlet
Diameter
Height
Shoulder Height
Shoulder Width
Channel Width
Channel Height
Shoulder Width: Bottom
Shoulder Height: Bottom
Shoulder Width: Top
Shoulder Height: Top
Erinlet
ET2
ETi
um
42.051
45.992
36.792
37.449
45.332
um
10.571
a766
9.027
a956
8.515
506.547 499.807 499.653 499.118 498000
99.559 99.712 99.671 99.440 99.348
42.047 44.018 39.420 38-106 42.277
10.871 10.701 10.671 10.781 10.818
Table 15 Cuvette Tool Wear Measurements
Cuvette Depth
LocatiorVCydes
0
20
11
115
30
40 Average
1
2
3
4
5
Average 1-5
6
7
8
9
10
Average 6-10
Total Average
51.5720
50.6150
51.4331
51.9289
52.7163
51.6530
51.1799
51.0153
49.7667
51.4173
4&9442
50.4647
510589
51.5150
50.5203
51.4173
51.9645
52.5915
51.6017
50.9227
510902
49.7781
51.3195
49.1161
50.4453
51.0235
51.5401
50.4530
51.3391
51.9968
52.8787
51.6416
50.9046
51.0483
49.7639
51.2409
49.1029
50.4121
510268
51.7789
50.9954
51.1291
51.5193
52.2046
515255
51.2788
51.3335
49.6441
51.1813
48.9669
50.4809
510032
51.6811
50.9668
51.2774
51.5474
52.5204
51.5986
511622
51.0082
49.8820
51.2346
4.7777
50.4129
51.0058
51.6174
50.7101
51.3192
51.7914
52.5823
516041
51.0896
51.0991
49.7670
51.2787
4.9816
50.4432
510236
40
10.0501
10.9964
8.5749
9.1023
7.0539
9.1555
6.7671
6.2045
6.0441
5.0864
7.3985
6.3001
7.7278
Average
10.0777
10.8752
8.5056
8.7646
6.7842
9.0015
6.8557
6.1185
5.9430
4.8815
7.2342
6.2066
7.6040
Cuvette Shoulder Height
LocatiorVCyds
1
2
3
4
5
Average 1-5
6
7
8
9
10
Average 6-10
Total Average
LocatioVCydes
1
2
3
4
5
Average 1-5
0
10.0564
10.8739
.3960
.5809
6.8267
8.9468
6.7058
6.0787
5.8955
4.9410
7.1769
6.1596
7.5532
11
10.1999
10.9624
.5332
8.7483
6.7515
9.0391
7.0944
5.9927
5.9203
4.7381
7.1331
6.1757
7.6074
0
20
10.0465
10.8037
.5048
&.5083
6.7016
.9130
7.0930
6.2702
5.9611
4.7765
7.1399
6.2481
7.5806
301
10.0354
10.7398
&5191
.8831
6.5873
.9529
6.6180
6.0463
5.8941
4.8657
7.3226
6.1493
7.5511
Cuvette Shoulder Width
40 Average
30
20
11
39.6
39.4
36.8
37.4
39.9
40.7
38.1
38.1
42.6
44.7
42.0
39.4
38.8
37.4
36.8
38.8
38.2
36.8
36.8
36.8
39.8
39.8
38.1
38.1
44.7
40.1
42.0
38.1
37.4
40.5
39.4
42.7
44.7
42.7
43.4
42.6
6 39.4
38.1
34.8
36.1
40.1
37.7
7 40.1
8 38.8
41.4
43.4
40.1
39.4
38.1
40.1
42.7
44.0
40.5
411
116
9 40.1
38.8
39.4
38.8
41.4
39.7
10 44.0
39.4
40.1
38.8
3.1
40.1
Average 6-10
40.5
40.2
38.8
38.4
41.3
39.8
Total Average
40.5
41.4
38.4
38.2
40.5
39.8
12.3 Resin and PDMS Mold Measurements
Table 16 PDMS and Resin Costs
Materiails
Resin
PDMS
Unit
0.07 $/rt
0.24 $/rrL
Volume
Tool
Casing for PDMS Mold
WIffereno
Unit
17.76 rrL
30 nL
12.24 ni
Uit
cost
299 $
129 $
427 $
PDMSMold
Resn
Total Tooling Cost
Table 17 Measured Tool, PDMS Resin Values
Dog Leg Hole
Unit
DL Hole DiamEter
um
498.765
51618
509.880
497.119
514.554
515.702
497.245
514.188
DLHole: Height
um
99.686
99036
98.375
99.171
98.663
98.483
99.442
9E.845
ML Hole: Shouler Height
um
.884
26.239
25.919
10.391
26.187
26,231
1Q.459
DL Hole: Shoulder Wkth
2&406
um
3EL763
40734
36.136
35.478
36.792
4.139
40.076
39.419
Channel Width
um
761500
778541
770.657
741749
779.200
776.570
736.493
772.000
Chand Heigt
um
52.146
66.759
65.976
51.791
66.024
66.464
52.015
67.088
%1iiderWcth: Bottom
um
45333
41.391
41.391
38.763
40.734
42.705
3BL763
40.734
Souder Height Bottorn
um
8.697
27.364
26.711
8.524
27.451
27.212
BL295
Siotider Wckh: Top
27.441
um
51246
38.106
38.106
41.391
34.164
40.734
47.304
34.164
9%ioder Heigit: Top
um
10.651
25446
24.740
10.600
25.168
25.209
10.166
25.965
urn
OL412
0.164
0.184
0.463
0.162
0.172
Channel Width
0.479
0.160
um
3976.100
3.993
3.982
3938.000
4.005
3.989
3919.000
Chane Heig t
3.975
u
51.059
67.251
66.862
49.783
67.546
66.656
50.802
67.460
Siouder Wckh: Bottom
um
40.471
43.362
34.821
35.478
38.106
42.705
39.420
40.734
Sioder Height Bottom
urn
6.160
25.032
24.950
6.880
25.329
25.100
6.285
25.033
Tool 2
Tool 1
PDMS1
P!XS2
PDMS3
Resin1
Resin 2
Resin 3
Dog Leg Inlet
WMkhB (hfIdudal)
Sujrface Rouhnes
____________n
____
__.4__2
117
Shoulde 'M i: Top
urn
40.471
42.703
34.167
35.470
3&763
40.733
40.733
37.450
Sholder H
urn
a947
24.948
24.972
050
24.943
25.258
7.672
24.955
756203
780512
784.500
745.034
783.100
775900
746.348
773300
51.251
65.872
65.162
51144
65203
65388
51.476
66.206
44.676
40.077
36.792
38763
39.420
3B763
3E763
21818
22.374
3M106
7.801
21193
22.310
7.572
21.952
44.019
35.478
38763
39.420
37.449
37.449
22.266
22.197
11.599
22.252
22.279
11627
22.167
Top
ETIret
Chanel Wkith
u
Channel Heigt
um
SotdVWkh: BAtomn
Slotider Hft: Bottom
________________
Shoider Wdh: Top
um
4(.077
Should Bottm40
umn
7.919
_tU
_
7.919
_
urn
44.019
Um
11754
BottomHole Diamter
un
497.673
509405
510.005
492.482
508999
511516
493124
509.007
BottomHole: Height
ur
99.579
98.899
98881
98970
99.974
99.216
99.790
99.717
Bottomlole- Soukldicth
urn
42051
44.678
38106
32.849
38.103
41.390
37.446
31537
Bottom Hole: Shoukl
urn
1(L571
22.351
22.288
a728
21.889
22.179
8665
22.335
Top Hole: Diareter
urn
50547
504.341
497.673
498853
499.995
499.536
497.037
499.594
Top Hole: Heiht
ur
99.559
99.841
99.607
98925
99.420
100.074
100.193
100739
Top
Top_Hole:
We:_5houlder Wikh
Wck~h
Top Hole: Shoulder Heitit
urn
42.047
________
42047
10.871
45.989
222
39.420
2231
32.853
10.86
40.733
2193
42.708
20
3L106
1(1469
40.734
22555
9Woder
Heict: TOP
Er Head oposte DL
HeiVi
Er HeadOL Sde
uM
Table 18 Changes in Feature Dimensions
DL Hole: Diarmeter
DL Hole: Height
DL Hole: Shoulder Hei gt
DL Hole: Shoulder Width
Location Tool->PDMS PDMS->Resin Tool->Resin
6
-3.083
1.861
-1222
6
-0.516
0.187
-0.329
6
-0.288
0.199
-0.089
6
-3.942
4.076
0.134
Unit
urn
um
urn
urn
DLInlet: Width
DL inlet Height
DL Inlet: Shoulder Width
DLInlet: Shoulder Heigt
DLInlet: Shoulder Width
DL Inlet: Shoulder Hei t
5
5
5.BS
5.BS
5.T
5.TS
-8.992
-0.624
-2.409
-0.246
-4.599
-0.345
-2.181
0.592
0.438
0.087
2.847
0.277
-11.173
-0.032
-1.971
-0.159
-1.752
-0.068
um
um
urn
um
urn
um
Cuvette: Surface Rou ne
Cuvette: Width
Cuvette: Heigt
Cuvette: Shoulder Width
Cuvette: Shoulder Hei gt
4.3/4.8
4.3/4.8
4.3/4.8
4.8
4.8
0.023
-12.700
-0.457
-6263
0.314
0.001
-6.341
0.242
4.818
-0.249
0.024
-19.041
-0.215
-1.445
0.065
urn
um
um
urn
urn
118
Cuvette: Shoulder Width
Cuvette: Shoulder Height
4.3
ETInlet: Width
ETInlet: Height
Er Inlet: Shoulder Width
Er Inlet: Shoulder Height
ETinlet: 9houlder Width
Er Inlet: Shoulder Height
4.3
-5.826
-0.292
3.506
-0.027
-2.320 um
-0.319 um
3
3
3.BS
.BS
3.TS
3.TS
-1531
-0.495
-4.599
-0.063
-6.570
-0.080
-5.695
0.521
0.438
0.156
0.657
0.008
-7.226
0.025
-4.161
0.093
-5.913
-0.071
um
um
urm
um
um
um
ET Hole 2: Dianeter
Er Hole 2: Hei ght
Er Hole 2: Shoulder Width
ET Hole 2: Shoulder Height
2
2
2
2
-1666
0.149
-7.450
-0.790
0.720
0.300
0.439
0.092
-0.945
0.449
-7.011
-0.698
um
um
um
um
ET Holel: Diameter
Er Hole 1: Height
Er Hole : Shoulder Width
Er Hole 1: Shoulder Height
1
1
1
1
-6.236
-0.429
-7.006
-0.089
-0.118
1.018
2.847
0.019
-6.354
0.589
-4.159
-0.070
um
um
um
urm
119
0
N)
a
fo
t
a
isa
{
Ii
I
II
ii
II ii
I
I
II
II
i
-4
x
Ce
Hf
o -4
II
t
s
I.
--a
LK
I
.1.
3if I
3
if
+
4~h
-
E
gin
* -
T-I
Go
-T
Cl
-,g
T
I
I
~I
*
7
I
s
I
L
i
~'
II
ii
iiI
I
ii
I!
3
4
t~
i
ii
I
I
I
I
I
II
I
0
IV
II -v
-4U
C)
I-
a)
0
0
I~%)
0
(0
a)
S
0
-J
0
it
74
-
00000
-
-
4
I
I
I
-f-
4
i
00~0000
Ii
-
--P--i--
rnm'
K
ii
I
040
-'-t-
0
0
-
~
-
S
0
-
II
Y---
IiII~~i
0
0
-
4
..~4
0
0
~
4
_
0
0
0~0
I
I
-~
1111
I
4
I
I
~
I
0 ~0
III
_
I~g~
~
4
I
14
I
K ~I I~
1~i- L
I
0
I I
0
TTF
t 1'
0
4.2-
I
I
v
0
1
-i*-
040
1-t~*-'
I
I
Iif
I
I
-4 -4
S
Ii
Ii
Is
ji
II
LL
_
II;Ij
~
I
-
11~ *t~I~
1
I Ii
Ii
ii
61
I
t
I
.~
I
~
IIji
~
1
11
11
tI
~
I
ii
'I
I
4
I
Ii
'f-
iii]
I
I
I
0
-J
-J
(U
.6
(U
0
0
C~J
0
5
(U
0
(U
(U
(U
(U
I
I
I
II
I
F
Ii
~
0~0
;
N
;
~
U
;
U
~.
-
0
-
0
~
-
-
U
0
0
U
0
i
__________
1
.iiL.
I
I-I
I-i
~1T~
~
I ~ ~! I I I I I I I I
__
U
ii
13
~
ji
_______
_
I
It
-
I I I
-
-4
NJ
C)
I-
0*
0
0)
0
0
0
(A
Co
0)
(0
9
5ti
IP
L
1'1alaI
I
91 1
ii
a
1
~
i9
1
I'
l~..
Ij
II
Ii
p I
1 i
I
III
I
-IS
Product Information
Encapsulants
FEATURES
*
*
*
*
*
Flowable
RT and heat cure
High tensile strength
Same as Sylgard 182 but with RT cure
capability
UL and Mil Spec tested
BENEFITS
"
"
"
Rapid, versatile cure processing
controlled by temperature
High transparency allows easy
inspection of components
Can be considered for uses requiring
UL and Mil Spec requirements
Dow Corning*
184 Silicone Elastomer
Transparentencapsulant with good flame resistance
APPLICATIONS
" General potting applications
*
Power supplies
* Connectors
"
*
*
"
*
*
*
*
Sensors
Industrial controls
Transformers
Amplifiers
High voltage resistor packs
Relays
Adhesive/encapsulant for solar cells
Adhesive handling beam lead integrated circuits during processing
TYPICAL PROPERTIES
COMPOSITION
0
0
0
2-part
10:1 mix ratio
Polydimethylsiloxane elastomer
Specification Writers: these values are not intended for use in preparing specifications.
Please contact your local Dow Coming sales office or your Global Dow Coming
Connection before writing specifications on this product.
Property
Viscosity (Part A)
Unit
cP
mPa-sec
Pa-sec
Value
5175
5175
5.2
Viscosity (Mixed)
cP
mPa-sec
Pa-sec
3500
3500
3.5
APPLICATION METHODS
*
"
Automated metered mixing and
dispensing
Manual mixing
Specific Gravity (Uncured Base)
1.03
Specific Gravity (Cured)
1.04
Working Time at 25"C (Pot Life hours)
Cure Time at 25*C
hr
1.4
hrs
48
C
minutes
35
Heat Cure Time @ 1251C
minutes
20
150 0C
minutes
10
Heat Cure Time @
Heat Cure Time @
00
1
125
DESCRIPTION
Dow Corning* silicone encapsulants
are supplied as two-part liquid
component kits. When liquid
components are thoroughly mixed, the
mixture cures to a flexible elastomer
which is well suited for the protection
of electricaVelectronic applications.
Dow Corning silicone encapsulants
cure without exotherm at a constant
rate regardless of sectional thickness
or degree of confinement. Dow
Corning silicone elastomers require
no post cure and can be placed in
service immediately following the
completion of the cure schedule.
Standard silicone encapsulants require
a surface treatment with a primer in
addition to good cleaning for adhesion
while primerless silicone encapsulants
require only good cleaning.
Underwriters Laboratory (UL) 94
recognition is based on minimum
thickness requirements. Please
consult the UL Online Certifications
Directory for the most accurate
certification information.
TYPICAL PROPERTIES, continued
Property
Tensile Strength
Unit
psi
MPa
kg/cm2
Value
1025
7.1
71
120
Elongation
Tear Strength (Die 13)
ppi
N/cm
5
2
44
Durometer Shore A
Dielectric Strength
volts/mil
kV/mm
475
19
Volume Resistivity
ohm*cm
2.9E+14
Dielectric Constant at 100 Hz
2.72
Dielectric Constant at 100 kifz
2.68
Dissipation Factor at 100 hz
0.00257
Dissipation Factor at 100 kilz
0.00133
MIXING AND DE-AIRING
The 10:1 mix ratio these products arc
supplied in gives one latitude to tune
the modulus and hardness for specific
application needs and production
lines. In most cases de-airing is not
Mil Specification
NA
Agency Listing
Mil Spec
UL 94V-0
months
24
required.
Shelf Life at 250C
PREPARING SURFACES
Refractive Index @ 589 nm
1.4118
In applications requiring adhesion,
priming will be required for many of
Refractive Index @ 632.8 nm
1.4225
Refractive Index @ 1321 nm
1.4028
Refractive Index @ 1554 rn
1.3997
the silicone encapsulants. See the
Primer Selection Guide for the correct
primer to use with a given product.
For best results, the primer should be
applied in a very thin, uniform coating
and then wiped off after application.
After application, it should be
thoroughly cured prior to application
of the silicone clastomer. Additional
instructions for primer usage can be
found in the information sheets
specific to the individual primers.
PROCESSING/CURING
Thoroughly mixed Dow Corning
silicone encapsulant may be
poured/dispensed directly into the
container in which it is to be cured.
Care should be taken to minimize air
entrapment. When practical,
pouring/dispensing should be done
under vacuum, particularly if the
component being potted or
encapsulated has many small voids. If
this technique cannot be used, the
unit should be evacuated after the
silicone encapsulant has been
poured/dispensed. Dow Corning
126
silicone encapsulants may be either
room temperature (25*C/77*F) or
heat cured. Room temperature cure
encapsulants may also be heat
accelerated for faster cure. Ideal cure
conditions for each product are given
in the product selection table. Twopart condensation cure encapsulants
should not be heat accelerated above
600C (140-F).
cvThc
TECHNICAL DATA
SHEET
CONAP
CONAPOXY* FR-1080
(ONAPOXY FR-1080 is a two-part ltgh temperature epoxy
potting system designed to meet Class H (I lC) operating
STORAGE AND HANDLING
rcquircments.
The shelf life of CONAPOXY FR-1080 rein and hardencrs is
TYPICAL PRODUCT CHARACTERISTICS
18 months from date of manufacture when stored in the original
unopened containers.
Remin
Curefvf
-
3Ot cps
Som setting of fillrs may occur in the resin. Mix resin
thoroughly before each use.
Pat
CAUTION:
1.23
1TP
Epoxy resins and hardeners can cause skin tashes,
dennatitis, anid eye irnzsnon, L'ac only in well
ventilated areas. The use of appropriate ckhing
and safety glasses is recommended. Avtid breathing
of vapots and protect skin and eyes frm contact
with nmatcial Should skin contact occur.
immediately clkan with suitable hand cleaner, then
scrub with soap and water. Ior eye contact,
immediately flush with water for at least 15 minutes
and obtain medical attention.
Dark Brown
TYPICAL CURED PROPERTIES
90
1.42
KR COMPIrEW SAFW1Y AND HI AIXH
INFORMATION, RFFF.R TO THF MATERIAL
SAFETY DATA SKEbTf(SDS) FOR 'TIS
PRODUCE
105C
2.9 x lP
$.7 x 10t4
3-29
0.04
AVAILABILITY
450
in gallon. 5Ialo, and 55galon containers. An evaluatiotn kit of ONAPOXY FR- 10*11s
available for a nominal fee.
12,789
CONAPOXY FR-1t8l is availa"
388,650
4230
CATrION
METERS
RECOMMENDED PROCESSING PARA METERS
100/83
WOWlnn
ZW
qvcontrwls
>2 hours
1-2
FOR INDUSTRIAL USE ONLY
Responsil handling of Cytec pnhdu svqotre a thoo preview of
e
athand covits nior
the
p
.Rviw
Safttv Pjaustwsh
ftr the spccific Cytec producto and container
that emploee
labelfanntin before opening contamen. Enstre
exposure isses ate undertod, couanwAred s atowhetn and
conets are in place to ptevent eaxput abuse Penitual e Exposure
(Pt . Renet .aaevy
envanmental isues to he ceram
art,in place to pirmiet uniut tnporees the eonunirv. or
hutpe Witl am appicable detal,
the onviamen, and ensure c
State. and local las and regulaoons. For asuance in this rview
Cyrec rcpresentative or our office noted bekw.
plase call yir
process.
4-16 hour
2lvota
vww *cyteccot*m/ Cona p
* Ema:
c'"m 0-amu
custlnfocyteccoim
*V a antsiettaEnuNowas
w ou
55..sssnsis55
*a~taSS.55.sas~tsts
cet11Mit'ire ltk*Ahasn
Worldwide Cntat Info: www.ytecxom/conap Tel: 716.372.9650 Fax: 716.372.1594 *
.5Wm
o
isn."'. a
UP-P-206C
~d 55~V*s.~ W, t* " ai.5~ 55ftl-55*W.
-low5
0".11"
15
Inc. All RilMA R4susni
127
FUTEK MODEL LCM200
ULTRA LIGHT MINI4TURE UNIVERSAL THREADED LOAD CELL
+OUTPUT
Drawing Number: F11064-B
INCH [mm] I R.O.= Rated Output
(TENSION)
WIRING CODE
1WC)
_+ExdIawoI -Exillefio
+Sowna
-slw
RED
IBLACK
GREEN
WH ITE
-OUTPUT
(COMPRESSION)
SIN: ON TOP
00.8 1020.2)
NON LOADING
SURFACE
DO NOT
CONTACT
1.321[34]
0.351[8.91
FUTEK
4LABEL
00.4 [010.21
'M
318-24 UNF-2A X 0.40
(BOTH ENDS)
o
*NOTE: STRAIN RELIEF AND SPRING ONLY
AVAILABL E BEYOND SIN: 305196
*SPRING
*STRAIN RELIEF
-00.19[04.71nom.
.[03.11nrm.
0.12]
1.2 [29.81 0.2 [4.8)
T
0.5 [12.41
CABLE
00.08 (02.0] om.
ITEM# 6
N
FSH01934 250 11121
FSH01933 500 2224
FSH01932 1000 4448
SPECIFICATIONS:
1mVNnVnom (250 61; 2 mVNnom.
150% of RO.
RATED OUTPUT
SAFE OVERLOAD
2EROaLANCE
EXCITAT4ION(VCORVAC)
BRIDGERESISTANCE
13% of R0.
15UAK
350 A aom.
05%ofRO.
NMYNINEARITY
HYSTERESIS
AM.5%ofR.O.
10.1%coR.O.
NONREPFATABLITY
TEW. SHFT ZERO
0.&1%of I 0F }.018% of R.OJC
±0.02% ofL04/-F 03% of LOAD*Cl
TEWA. SHiFT SPAN
60 to 20IF (15 ID 121'C
COMPENSATED TEP.
OPERATING TEAP.
-60 lb 25F -0 l 140 'C
WEIGHT
0.6ozifl7g]
94TERIAL
17-4fH S.S."
DEFLECTION
0.002O0.052nom.
CABLE:#29 AWG, 4 CcwdkcW, SpiWSbiaded Taft Cabe 10 0 [3m)lLong
ACCESSORIES AND RELATED INSTRUMENTS AVAILABLE
CALIRATION(STD)
5 pt TENSION; 60.4 Ks SHUNT CAL VALUE
100 KA FOR 250 l SHUNT CAL VALUE
CALIBPATION(AVABA2LE)
COAPRESSION
CALI8RATION TEST EXCITATION
10 VDC
_____
FiUwrE KIufA
.%ovA4cEo $fm6* rIcofoo"
_
ov
M Kb
s*t ndia
mw
t
128
10 THOMAS
IRVINE, CA 92618 USA
1-800-23-FUTEK (38835)
INTERNET:
h
NtekET
http:/www1futek cor
DIN Ramp/Soak
Controllers
%2
CN7500 Series
t Dual 4-Digit LED Display
i-i 8 Ramp/Soak Programs,
8 Segments Each
s' Universal Inputs
o Autotune
i'o Dual Control Outputs
mo RS485 Communications Standard
s' Alarm Functions
W Free Software
0
-200 to 13000C (-328 to 2372 F)
K
J
T
E
-100 to 1200*C (-148 to 2192*F)
0
0
-200 to 400 C (-328 to 752 F)
0 to 600C (32 to 1112F)
-200 to 13000C (-328 to 2372F)
0 to 1700C (32 to 3092F)
0 to 1700*C (32 to 3092-F)
N
The CN7500 Series temperature/process controller's
advanced control features can handle the most
demanding temperature or process applications.
Enclosed in a compact Y DIN housing, the CN7500
has dual, 4-digit LED displays for local indication of
process value and setpoint. Control methods include
on/oft, PID, autotune, and manual tune. PID control is
100 to 1800*C (212 to 3272F)
-200 to 850C (-328 to 1562F)
-200 to 500-C (-328 to 932F)
-200 to 600C (-328 to 1112 0 F)
-999 to 9999
-999 to 9999
L
U
supported with 64 temperature and time (ramp/soak)
control actions. The dual-loop output control allows
simultaneous heating and cooling. The second output
can be configured as an alarm mode using one of the
13 built-in alarm functions.
Pt100 RTD
0 to 50 mV
Oto 5 V
0 to 10 V
0 to 20 mA*
RS485 communications is standard. Up to
247 communication addresses are available,
with transmission speeds of 2400 to 38,400 bps.
-999 to 9999
-999 to 9999
-999 to 9999
4 to 20 mA* Requires extera 250 0 precisienshunt resisor,OMX-R250
(sold separately).
Other features include universal inputs, selectable
temperature units (*C/*F), selectable resolution,
quick sampling rate, and security protection.
Specifications
Inputs: Thermocouple. RTD, DC voltage or DC current
Display: Two 4-digit, 7 segment 6.35 mm H (250) LEDs;
PV: red
SV: green
Accuracy: *0.25% span, *1 least significant digit
Lua output, ou pulse/relay, li6tib
Dual output, relay/relay, RS485*
Dual output, 4 to 20 mA/relay, RS485'
Supply Voltage: 100 to 240 Vac, 50/60 Hz
Power Consumption: 5 VA max
Operating Temperature: 0 to 50C (32 to 122 0F)
Accessries riel
Memory Backtup: Non-volatile memory
Control Output Ratings:
Relay: SPST, SA @ 250 Vac resistive
Voltage Pulse: 14 V, 10 to -20% (max 40 mA)
jjela
CNOUENCHARC INoise suppression RC snubber
1(2 leads), 110 to 230 Vac
I
1250 0 precision resistor
OMX-R2I
CN7-45USB-1 IRS485 to USB mini-node converter
Current: 4 to 20 mA
Communication: RS485 MODBUS* A-5-1 1/RTU
communication protocol
Weight: 114 g (4 oz)
Panel Cut-Out: 45 x 22.5 mm (1.772 x 0.886)
Maximum Panel Thickness: 3.40 mm (0.14*)
Panel Depth: 99.80 mm (3.868)
Comes complete **th operator's manual,
* Free CN7-A software dwnload avaableat omeg&cnn7500
OrdExaple: CN23, daI-ounputcWWtroler. DC pulse anda
chan I relayoutp, RS485communaons.
3
129
I
Stock Drive P
etaiSterling Instrument
Linear Ball Bearings - Closed Type
Phone: 516-326-3300
a
U
Fax: 516-326-S827
U LOW FRICTION COEFFICIENT
a HIGH POSITIONING ACCURACY
N HIGH LOAD CAPACITY
0 QUIET MOVEMENT
0 LONG TRAVEL LIFE
L
0
E
D.OD---W
B
0
MATERIAL: Sleeve and Balls -AISI 52100 Steel
Retainer - Duracon M90
B
Catlog Number
000
O.D.
A
E§
W
Load apacy
G
2500 .5000
.750
511
.90
.4687
46
.3750 .6250
.875
.3_
5880
51
SOLOC-0500800
4
5000 .8750 1.250
.0459
963
.8209
115
SBPLDC-01SQ
4250 1.1250 1.500
1104
.0559
1.0590
174
SULBC-075125f
5
7500 1.2500
1.625
1.166
1.1760
194
S9B D-100t56
6
1.0000 1.5625 2.250
1.755
.0679
1 4687
220
SULBC-125200D
6
1.2500 2.0000 2.625
2,005
.0679
1 8859
353
2 2 38 9
9LBC-15023S
1
15000 2.3750 3.000
2.412
.0859
.
490
NOTE: To order bearings with no seals, use catalog nurmbers as they are. To order bearings with seals
at both ends, add "S" to the end of catalog number.
9OLBC-025075{]
_
__LC-038063
{0559
BEARING TOLERANCES
*B Tolerance:
O.D. Tolerance:
-2500, 3750 5000 & .6250 +.00001 00025
.7500 & 1.0000 +.0000 /-00030
1.2500 & 1.5000 +.0000/-.00035
.5000 +.0000 / -.00045
.6250. .8750 & 1.1250 +.0000 / -.00050
1.2500 & 1.5625 +.0000 / -.00065
2.0000 & 2.3750 +.0000 /-00075
L Tolerance:
.750,.875,1.250, 1.500 & 1.625
2.250, 2.625 &3.000
+.000 /-.008
+.000 /-012
§E Toerance:
.511, .636, .963,1.104 & 1.166
1.755, 2.005 & 2.412
+.000 /-.008
+.000 /-012
72
130
60
71
176
265
308
353
616
904
SDUE
UNDERSIZE, NOMINAL AND OVERSIZE
DIAMETERS
PHONE
51632-3300. FAX 516326.8927 * WWW.S0P-SlCOM
> MATERIAL
303 Stainless Steel
S
Inch
0
Other lengths and diameters
available on special order.
............
...........
1I0/
CHAMFER
BOTH ENDS'
00+0000
0002
D
Diameter
+.0000
-.002
0311
0317
0622
0626
,600
L
2.125
12
2497
12
12
12
12
2500
185
.1877
.2184
.2187
.2192
24
24
2424
1562
.m
in.
12
1
12
12
12
12
24
24
24
24
24
24
24
.0781
.0786
.0934
093
.0938
.0942
.1247
.1250
.1252
.1255
.1560
D
Diameter
Lenh
2502
.2505
L#
Jim.
24
36
24
36
24
36
.3123
24
16
3125
.3125
.3127
.3130
24
.3747
.3750
3752
.3155
.4997
.4997
5000
.5002
.5005
131
L
16
26
16
16
36
36
16
16
36
36
12
13 Referenes
[1]
WHO, 2006, AIDS Epidemic Update.
[2]
Cheng X, Irimia D., Dixon M., Ziperstein J. C., Demirci U., Zamir L., Tompkins R. G., Toner M., and
Rodriguez W. R., 2007, "A Microchip Approach for Practical Label -Free CD4+T-Cell Counting of HIVInfected Subjects in Resource-Poor Settings," Basic Science, 45(3), pp. 257-261.
[3]
Peter T., Badrich ani A., Wu E., Freeman R., Ncube B., Ariki F., Daily J., Shimada Y., and Murtagh M.,
2008, "Challenges in implementing CD4 testing in resource-limited settings.," Cytometry. Part B,
Clinical cytometry, 74 Suppl 1(January), pp. S123-30.
[4]
PrattE. D., Huang C., Hawkins B. G., Gleghorn J. P., and Kirby B.J., 2011, "RareCdl Capturein
Microfluidic Devices.," Chemical engineering science, 66(7), pp. 1508-1522.
[5]
Dirckx M. E., and Hardt D. E., 2011, "Analysis and characterization of demoldingof hot embossed
polymer microstructures,"Journal of Micromechanics and Microengineering, 21(8), p. 085024.
[6]
Lin M., Yeh J., Chen S., Chien R., Hsu C, and Chuck B., 2013, "Study on thereplication accuracy of
polymer hot embossed microchannels 91 Baffle," 42, pp. 55-61.
[7]
Becker H., and Heim U., 2000, "Hot embossing as a method for the fabrication of polymer high aspect
ratio structures," Sensors and ActuatorsA: Physical, 83(1-3), pp. 130-135.
[8]
Tran N. K., LamY. C, Yue C Y., and Tan M. J., 2010, "Manufacturing of an aluminum alloy mold for
micro-hot embossing of polymeric micro-devices,"Journal of Micromechanics and Microengineering,
20(5), p. 055020.
[9]
Hale M., 2009, "Developmentof a Low Cost, Rapid-Cycle Hot Embossing System for Microscale Parts."
[10]
Koerner T., Brown L., Xie R., and Oleschuk R. D., 2005, "Epoxy resins as stam-psfor hot embossing of
microstructures and nicrofluidic channels," Sensors and Actuators B: Chemical, 107(2), pp. 632-639.
[11]
Figeys D., and Pinto D., 2004, Lab-on-a-Chip: A Revolution in Biological and Medical Sciences A look at
some of the basic concepts and.
[12]
Beebe D.J., Mensing G 4 and Walker G M., 2002, "Physics and appl ications of rricrofluidics in
biology.," Annual review of biomedical engineering, 4, pp. 2 6 1 - 8 6 .
[13]
Schudel B. R., Choi C. J., Cunningham B. T., and Kenis P. J. a, 2009, "Microfluidic chip for combinatorial
mixing and screening of assays.," Lab on a chip, 9(12), pp. 1676-80.
[14]
Leu T.-S., and Chang P.-Y., 2004, "Pressure barrier of capillary stop valves in micro sample separators,"
Sensors and Actuators A: Physical, 115(2-3), pp. 508-515.
[15]
LoveJ. C, Wolfe D. B.,Jacobs H. ., and Whitesides G M., 2001, "Microscope Projection
Photolithography for Rapid Prototyping of Masters with Micron-Scale Features for Use in Soft
Lithography," Langmuir, 17(19), pp. 6005-6012.
132
[16]
Sia S. K., and Whitesides G. M., 2003, Microfluidic devices fabricated in poly(dimethylsiloxane) for
biological studies.
[17]
Singleton L., 2003, "Manufacturing Aspects of U ATechnologies,"Journal of Photopolymer Science
and Technology, 16(3), pp. 413-422.
[18]
Berkeley U. C, and David A, 2004, "A Study of Surface Roughness in the Micro-End-Milling Process,"
Consortium on Deburring and Edge Finishing,.
[19]
Le K. S., and Kim K., 2010, "Analysisof unavoidablegeonmetric errors in the side wall of end-milled
parts for corner surface,"Journal of Mechanical Sdence and Technology, 23(2), pp. 525-535.
[20]
Attia U. M., Marson S., and AlcockJ. R., 2009, "Micro-injection moulding of polymer microfluidic
devices," Microfluidics and Nanofluidics, 7(1), pp. 1-28.
[21]
Niggemann M., Ehrfeld W., and Weber L., "Fabrication of miniaturized biotechnical devices," SPI E - The
International Society for Optical Engineering, Santa Clara, CA, pp. 204-213.
[22]
Pirskanen, Immonen, Kalima, Pietarinen, Siitonen, Kuittinen, Monkkonen, Pakkanen, Suvanto,
P[DIk[]nen E. J.., 2005, "Replication of sub-micrometre features using microsystems technology,"
Plastics, Rubber and Composites, 34(5-6), pp. 222-226.
[23]
Lorenz H., Despont M., Vettiger P., and Renaud P., 1998, "Fabrication of photoplastic high-aspect ratio
microparts and micromolds using SU-8 UV resist,"MicrosystemTechnologies, 4(3), pp. 143-146.
[24]
Wang Q., 2006, "Process Window Characterization and Process Variation Identification of Micro
Embossing Process."
[25]
Tran N. K., LamY. C, YueCY., and Tan M.J., 2010, "Manufacturing of an alurrinumalloy mold for
micro-hot embossing of polymeric micro-devices,"Journal of Micromecianics and Microengcneering,
20(5), p. 055020.
[26]
Chien R.-D., 2006, "Hot embossing of microfluidic platform," International Comrnunications in Heat
and Mass Transfer, 33(5), pp. 645-653.
[27]
Mekaru H., YamadaT., Yan S., and Hattori T., 2004, "Microfabrication by hot embossing and injection
molding at LASTI," MicrosystemTechnologies, 10(10), pp. 682-688.
[28]
Hae M., 2009, "Development of a Low Cost Rapid-Cycle Hot Embossing System for Microscale Parts."
[29]
Sun H. L., Liu C, Li M. M., LiangJ. S, and Chen H. H., 2009, "Study on Replication of Densely Patterned,
High-Depth Channels on a Polymer Substrate Using Hot Embossing Techniques," Materials Science
Forum, 628-629, pp. 411-416.
[30]
Leveder T., Landis S,, Davoust L., Soulan S., and Chaix N., 2007, "Demolding strategy to irrprovethe hot
embossing throughput," 6517, p. 65170N-65170N-8.
[31]
GiuoY., Liu G., Xiong Y., and Tian Y., 2007, "Study of the demolding process-implications for thermal
stress, adhesion and friction cnntrol,"Journal of Micromechanicsand Microengineering, 17(1), pp. 919.
133
[321
Dirckx M. E., and Hardt D. E., 2011, "Analysis and characterization of demolding of hot embossed
polymer microstructures,"Journal of Micron-echanics and Microengineering, 21(8), p. 085024.
[33]
GuoY., Liu G.,XiongY., and Tian Y.,2007, "Study of the demolding process-implications for thermal
stress, adhesion and friction control,"Journal of Micromechanicsand Microengineering, 17(1), pp. 919.
[34]
Liu C, Li J. M., LiuJ. &,and Wang L. D.,2010, "Deformaion behavior of solid polymer during hot
embossing process," Microelectronic Engjneering, 87(2), pp. 200-207.
[35]
Kalsekar V., 2013, "Design and Process Optimization of Hot Embossing System for High Aspect Raio
Microfluidics," Massachusetts Instituteof Technology.
[36]
Young E. W. K, Berthier E., Guckenberger D. J., Sackmann E., Lamers C., Meyvantsson I., Huttenlocher
A., and Beebe D.J., 2011, "Rapid prototyping of arrayed microfluidic systems in polystyrene for cellbased assays.,"Analytical chemistry, 83(4), pp. 1408-17.
[37]
Cheng X., Wang Z. G., Nakamoto K., and Yamazaki K., 2009, "Design and development of a micro
polycrystalline diamond ball end mill for micro/nano freeform machining of hard and brittle
maerials,"Journal of Micromechanics and Microengineering, 19(11), p. 115022.
[38]
Berkeley U. C., and David A., 2004, "A Study of Surface Roughness in the Micro-End-Milling Process,"
Consortium on Deburring and Edge Finishing,.
[39]
Steigert J., Haeberle S., Brenner T., Muller C., Steinert C. P., Koltay P., Gottschlich N., Reinecke H., Ruhe
J., Zengerle R., and Ducr[]ej., 2007, "Rapid prototypingof nicrofluidic chips in CODC,"Journal of
Micromechanics and Microengineering, 17(2), pp. 333-341.
[40]
Shih Y., Shen Y., LinY., LeeJ., Lin C, and Lee C, 2008, "Microfluidic chip fabrication for silicon mold
insert by micro hot embossing," 2008 3rd I EEE I nternational Conference on Nano/ Micro Engineered
and Molecular Systems, pp. 690-693.
[41]
Roy E., Geissler M., Galas J.-C, and VeresT., 2011, "Prototyping of nicrofluidic systems usinga
commercial thermoplastic elastomer," Microfluidics and Nanofluidics, 11(3), pp. 235-244.
[42]
Fan Y., Li T., Lau W.-M., and YangJ., 2012, "A Rapid Hot-Embossing Prototyping Approach Using SU-8
Molds Coated With Metal and Antistick Coatings,"Journal of Microelectromechanical Systems, 21(4),
pp. 875-881.
[43]
Cheng X, Wang Z G., Nakamoto K., and Yanazaki K., 2009, "Design and development of a micro
polycrystalline diamond ball end mill for micro/nano freeform machining of hard and brittle
nTerials,"Journal of Micromechanics and Microengineering, 19(11), p. 115022.
[441
Dirckx M. E., 2010, "Design of a Fast CydeTime Hot Micro-Embossing Machine," Massachusetts
Institute of Technology.
[45]
Dirckx M. E., 2005, "Design of a Fast CydeTime Hot Micro-Embossing Machine," Massachusetts
Institute of Technology.
[46]
Embossing R. H., and Hale M., 2009, "Developenent of a Low-Cost Rapid-Cycle Hot Embossing System
for Microscale Parts," Massachusetts Institute of Technology.
134
[47]
Liu C., Li J. M., Liu J. S., and Wang L. D., 2010, "Ddorrnation behavior of solid polyner during hot
embossing process," Microelectronic Engineering, 87(2), pp. 200-207.
[48]
Material M., Sheets D., and Arsenical A. B., 2010,'Title: Table: Metal Material Data Sheets[ 2010
MatWeb, LLC. Metal Material Data Sheets I 2010 MatWeb, LLC .," (1), pp. 1-14.
[49]
Materials&, 1990 'Title: Table: ASM Handbook, VolumeO2 - Properties and Selection: Nonferrous
Alloys and Special-Purpose Materials [ 1990 ASM International Title: Table: ASM Handbook,
Volume 02 - Properties and Selection: NonferrousAlloys and Special-Purpose Mate,"02(1), pp. 5-8.
[50]
Ragosta N., 2013, "Design and Measurerrent Analysis of Hot Enbossing Systemfor High Aspect Ratio
Microfluidics," Massachusetts I nstituteof Technology.
135