www.siemens.com/energy
470 MVA Generator Lifetime Extension in
Walsum, Germany
POWER-GEN Europe 2012,
Cologne, Germany
June 12-14, 2012
Authors:
Waldemar Kowalski
Dr. Peter Lauter (STEAG GmbH)
Maren Wiese
Udo Weber
Siemens AG
Energy Sector
Service Division
Table of Contents
1
Abstract ...............................................................................................................3
2
Initial Situation and Generator Lifetime Extension Scope ....................................3
3
Aligning the Shaft Train by Preparation of Foundation Beams ............................5
3.1
Hydraulic Lifting Equipment ...............................................................................5
4
Stator Rewind ......................................................................................................6
4.1
Advanced Stator End-Winding Design ................................................................9
4.2
Electrical Testing at Elevated Frequency ...........................................................10
5
Rotor Inspection and Modernization ..................................................................11
5.1
Rotor Rewind ....................................................................................................12
5.1.1
Replacement of J-Straps ....................................................................................13
5.1.2
Retaining Ring Shrink Fit Modification .............................................................14
5.1.3
Fast Rotor Rewind .............................................................................................16
6
Conclusion ........................................................................................................17
7
References ......................................................................................................... 17
8
Disclaimer .........................................................................................................18
AL: N; ECCN: N
© Siemens AG 2013. All rights reserved.
Page 2 of 19
1 Abstract
Siemens generators are well known for their long lifetime. They can be used in a power plant
for several decades, but aging can increase the technical risk of their operation. The degree of
aging and the way in which it manifests depend on the specific generator model, the
individual operating conditions, and the history of the unit. When power plant generators
approach their equipment design lifetime, and if deterioration - e.g. due to grid impacts occurs, or if the operation regime is significantly changed, a modernization of the generators
might become necessary.
Siemens provides the full scope of generator service, ranging from maintenance to
modernizations and upgrades. In this paper the successful modernization of a 470 MVA
hydrogen-cooled generator operated by STEAG since 1988 in unit 9 of the Walsum
cogeneration plant in Duisburg, Germany is presented. The measure was implemented in
2011 during a planned outage and included a modernization of the main generator
components. An on site stator rewind, a rotor inspection, and based on the findings, a rotor
rewind resulting in a generator lifetime extension were performed.
2 Initial Situation and Generator Lifetime Extension Scope
In the Walsum cogeneration plant generators have been in operation since 1928. The unit 9
generator started its operation in 1988. The plant generates both, electricity and heat and
provides several areas with district heating by means of two distribution tracks. The first one
ends in Moers, the second one in Voerde. RWE Power is supplied with 333 MW electricity.
The Fernwärme Niederrhein GmbH receives up to 150 MJ/s heat and 10 cbm water per hour.
The nearby paper mill is provided with up to 120 t/h steam and 800 cbm water per day. The
on site located company Specialty Minerals Inc (SMI) produces products for paper
manufacturing using CO2, extracted from the flue gas and other deliveries.
Due to grid impacts (short circuits) near the power plant, which overloaded the generator
transiently and thereby highly increased the technical risk of its operation, in 2009 the plant
owner STEAG GmbH requested modernization and repair of the 23 year old KWU generator
type THDD 108/44, operating since 1988 (with approx. 180.000 operating hours/450 starts).
Friction dust and cracks indicated that the stator winding had been loosened by the extreme
AL: N; ECCN: N
© Siemens AG 2013. All rights reserved.
Page 3 of 19
transient mechanical stresses in the end-winding area which could have lead to an unplanned
outage over the time.
Given the importance of unit 9 for the supply of heat and electricity to the above mentioned
consumers, an immediate generator repair was not possible. Therefore, the modernization was
scheduled during a planned outage in 2011, lasting from May 18th until September 14th.
Meanwhile a large increase in bearing vibration was detected several times during load
increases from minimum to full load in the mornings. It was assumed that the higher vibration
levels were caused by a possible restraint at the rotor.
As Siemens offers various condition related and preventive measures to keep generators in
reliable condition; to extend their lifetime and output; and to avoid potential system downtime
and costly repairs, Siemens together with STEAG evaluated which service would be the best
for the main generator components.
Finally, Siemens was contracted to perform a stator rewind with advanced design features on
site and a rotor inspection in the manufacturing plant in Mülheim with an optional rotor
rewind. Based on the rotor findings, a rotor rewind with refurbished copper was implemented
which included a retaining ring shrink fit modification. Furthermore, the coupled shafts
needed to be aligned by preparation of the generator foundation beams. A retrofitting of the
generator supply systems according to ATEX and an exciter inspection were also performed,
but these two measures are not subject of this paper.
This comprehensive generator modernization was successfully executed within four months
and included:
Generator disassembly
Transport of the rotor to manufacturing plant Mülheim
Aligning the shaft train by preparation of foundation beams
Stator rewind on site
Rotor inspection
Rotor rewind with refurbished copper and short ring modification
Exciter inspection
Retrofitting of generator supply systems according to ATEX
Generator reassembly
AL: N; ECCN: N
© Siemens AG 2013. All rights reserved.
Page 4 of 19
3 Aligning the Shaft Train by Preparation of Foundation Beams
After generator disassembly and transport of the rotor from Duisburg to the Siemens
manufacturing plant in Mülheim, the generator was lifted to mill the foundation beams.
During the years of operation the foundation on the exciter end (EE) descended in a manner
that the generator position was too high. In order to support future trouble-free operation the
generator had to be realigned relative to the shaft train. As there were no alignment elements
left to lower the generator it was necessary to mill off material from the foundation beam
prior to the stator rewind.
For this purpose the generator needed to be lifted off the foundation which would restrict the
availability of the crane by occupying it for several days during the milling works. Thus, other
works could be delayed. In Walsum, lifting, milling of the foundation beam and placing the
generator back into the foundation took a total of approximately 10 days. Furthermore, many
crane systems installed in power plants are not designed to lift a 260 ton generator stator.
Therefore, Siemens field service experts have developed a compact hydraulic lifting
equipment for generators with a maximum load of 260 tons which can be used world-wide
and which has been used for the first time in Walsum.
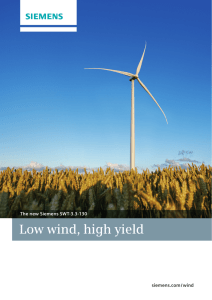
3.1 Hydraulic Lifting Equipment
The hydraulic lifting equipment can lift a generator with a maximum weight of 260 tons to a
height of 1.00 m within only a few hours. By virtue of the maximum cylinder stroke of
0.20 m the lifting operation is performed in steps. The hydraulic equipment comprises two
lifting beams, four hydraulic cylinders, several support blocks and a control unit. The lifting
beams are flanged onto the two sides of the generator; each beam is lifted by two cylinders.
The support blocks are used for temporarily setting down the generator after each lifting step
before moving the cylinders to a higher level in preparation for the next lifting step. When the
final position has been reached, the generator is set down on the support blocks, the cylinders
retracted and disconnected. The generator can remain in the final position until work on the
foundation beams is completed. Throughout this time period, the overhead traveling crane can
be used for other works, e.g. for simultaneously performed measures in the turbine area which
helps to reduce outage times.
AL: N; ECCN: N
© Siemens AG 2013. All rights reserved.
Page 5 of 19
Lifting beam
Cylinder
Support blocks
Fig. 1: Hydraulic Lifting Equipment for Generators
4 Stator Rewind
A stator rewind with new bars and new insulation materials extends the availability and
reliability of the generator. In Walsum, the stator inspection and rewind were performed on
site within 11 weeks. The rewind included the implementation of an advanced end-winding
design (see Section 4.1). To ensure that the stator core insulation was not damaged during the
works, a 500-Hz flux test with thermal imaging was performed prior to the disassembly of the
old bars as well as after the rewind (see Section 4.2). For dismantling the old stator bars and
for installing the new bars a wrecking crane was provided by STEAG.
Fig. 2: Wrecking crane for installation of stator bars
In general, high electromagnetic flux and currents created inside a generator can lead to endturn basket vibration. High vibration levels acting for many years of operation may loosen the
stator winding and slot wedges, weaken insulation and ultimately can lead to cracking of
conductors and cause forced outages. Loose and broken laminations at the stepped core end or
AL: N; ECCN: N
© Siemens AG 2013. All rights reserved.
Page 6 of 19
loose parts can cause damage to the stator bar insulation and can lead to formation of friction
dust and stator earth faults.
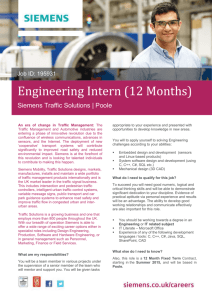
During disassembly of the old stator bars several findings were detected in Walsum, which
confirmed the urgent need for a stator rewind. This includes, for example black friction dust
caused by looseness of the end-winding structure. The typically white friction dust was
partially black-colored due to oil contamination.
Fig. 3: Black friction dust at stator end-winding
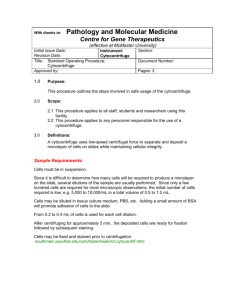
Furthermore, displaced slot-side ripple springs have been detected which have been moved
during operation and caused thereby some damages in the stator core. After repairing the
affected areas, another 500-Hz flux test was performed in order to evaluate whether the
damages in the stator core would lead to a possible heating due to local insulation damage.
The flux test did not detect any hot spots.
Some loose slot-side ripple springs also caused serious damage of the high voltage insulation
of the stator bars. Another unexpected finding were the loose flux shields which needed to be
fixed prior to installation of the new winding.
Fig. 4: Displaced slot-side ripple spring
AL: N; ECCN: N
© Siemens AG 2013. All rights reserved.
Page 7 of 19
Fig. 5: Slot-side ripple spring destroying the bar insulation
During and after the rewind several inspections of the dielectric insulation condition of the
new stator winding were performed as part of the Siemens quality control system, including
partial discharge, loss factor and insulation current measurements as well as high-voltage
testing. The data obtained are taken as a basis for comparison for aging trend analyses in
subsequent measurements (fingerprints).
Fig. 6: New stator end-winding with installed vibration detectors
With a stator rewind including the advanced RIGI-Flex® stator winding power plant owners
can benefit from:
higher reliability
improvement of the vibration behavior of the end-windings
reduction of thermo-mechanical stresses
increasing of the robustness of the end-winding structure
reduction of maintenance efforts for the stator winding
extension of unit lifetime
AL: N; ECCN: N
© Siemens AG 2013. All rights reserved.
Page 8 of 19
4.1 Advanced Stator End-Winding Design
The advanced stator end-winding design can be applied to most of the Siemens stators with
direct cooling, and to some of those manufactured by other OEMs. Installation of this
advanced design technology requires a rewind which can be performed on site or in one of the
Siemens facilities around the globe, generally during a major overhaul.
The original stator end-winding design for direct hydrogen-cooled stators was developed
around 30 years ago. The design of those generators is thus based on the know-how available
at that time. In contrast to the prior rigid type of end-winding support, which under certain
circumstances can impose a thermo-mechanical load on the stator bars, the newly engineered
flexible type of end-winding reinforcement stands out in particular for its optimized vibration
behavior and for imposing less of the aforementioned thermo-mechanical loads. Duly tested,
state-of-the-art insulating materials are used.
The new end-winding design is flexible but with high mechanical strength and requires little
maintenance. Through the axially free and tangentially as well as radially flexible endwindings the natural frequency of the whole end-winding basket was lowered, which helps to
avoid operation of the generator end-winding close to resonance. This is referred to as "low
tuning design" which ensures permanent separation between two-lobe mode vibrations and
the double line frequency.
The overall end-winding structure exhibits homogeneous stiffness, which results from the use
of an additional inner ring and the utilization of perfectly matched materials reducing thermo mechanical stresses. The new design allows better resistance to transient effects without
plastic deformation through the use of damping components, specially designed radial gaps
and the use of Teflon®-coated surfaces.
The complete advanced stator end-winding design features consist of:
axially free and tangentially flexible end-winding structure
homogeneous structure with matched materials
tighter parallel rings decoupled from coil basket
low-tuned end-winding structure
protected sliding surfaces at support plate
matched insulation materials
AL: N; ECCN: N
© Siemens AG 2013. All rights reserved.
Page 9 of 19
Fig. 7: Advanced end-winding design, crossover section of connection end
Fig. 8: Stator core with end-winding support structure
4.2 Electrical Testing at Elevated Frequency
The 500-Hz flux test with thermal imaging patented by Siemens already has a proven track
record in the field of generator stator core testing. This examination method is used to
measure the condition of the stator core insulation and thus to detect possible local insulation
damage. Insulation failure can result in local hot spots between several sheets of the core
during magnetization. These hot spots can be detected and localized with thermal imaging.
The measurement is performed at a frequency of 500 Hz, as significantly lower power is
required at high frequency than at grid frequency (50 or 60 Hz) to generate equivalent
magnetization losses in the stator core. However, since the stress on the insulation between
the laminations is comparable, the integrity of the core can be evaluated just as effectively.
AL: N; ECCN: N
© Siemens AG 2013. All rights reserved.
Page 10 of 19
The requisite instrumentation is also considerably smaller and lighter in comparison with that
needed for 50 Hz testing. This helps shorten test duration and assembly of the test setup. The
system is more transportable and simpler to implement worldwide.
Fig. 9: Example for thermal imaging of a stator with hot spots
5 Rotor Inspection and Modernization
In parallel to the stator rewind the generator rotor was transported to the Mülheim
manufacturing plant for inspection. A rotor inspection includes mechanical and electrical
measurements, disassembly of the retaining rings and parts of the end-winding spacer
arrangement, non-destructive examination (NDE) of various rotor components including the
tooth tops underneath the retaining rings, and inspection of the slot side insulation.
In the rotor end-winding areas, thermal expansions and the influence of centrifugal forces
may cause displacements of winding parts or insulating material which can entail earth faults,
intern faults and excessive temperature rises [1].
During inspection of the rotor winding it was discovered that the coil insulation has been
exposed to high thermal stresses during the years and that in the rotor body area displaced and
loose coil insulation parts had sealed some cooling ducts and thereby prevented optimal
cooling of the rotor. The restricted cooling of these areas lead to overheating and further
thermal damage of the coil insulation.
AL: N; ECCN: N
© Siemens AG 2013. All rights reserved.
Page 11 of 19
Fig. 10: Indication of high thermal stresses
In addition, several crack indications in the tooth flank area (see Fig. 11) were detected by
means of the magnetic particle inspection (NDE).
Fig. 11: Rotor tooth with indication in tooth flank area
The inspection results were discussed with STEAG and it was decided to perform a rotor
rewind with refurbished copper which had already been planned in advance by ordering the
necessary strategic spare parts. Due to the findings at the rotor tooths an unplanned short ring
modification had to be implemented. After rewind the rotor was balanced. In total, the rotor
inspection and modernization including the short ring modification were performed within 13
weeks.
5.1 Rotor Rewind
A rotor rewind includes the replacement of turn-to-turn and ground wall insulation to "reset"
the life clock of the insulation system and can be done by using either new or the refurbished
AL: N; ECCN: N
© Siemens AG 2013. All rights reserved.
Page 12 of 19
copper. Reliability is increased in both cases because new materials are used in the insulation
system which is more durable than the materials in the original design.
In general, a rotor rewind offers the following potential advantages:
improvement of operational flexibility (not only base load operation)
higher availability and reliability due to new design features and materials
extended lifetime
With a rewind of the rotor, plant owners can also benefit from several new design features
depending on the requirements and the history of the rotor such as the improved retaining ring
shrink-fit, nonmagnetic 18Mn-18Cr retaining rings and improved J-straps.
Fig. 12: Rotor body ready for non destructive examination
5.1.1 Replacement of J-Straps
The rotor field current is carried to the rotor end-winding through the axial and radial leads.
The J-straps connect the radial leads to the rotor coils. During operation, the end-windings
expand radially due to the centrifugal forces. In addition, thermal expansion causes the endwindings to expand axially. Even though the J-straps reflected the state of the art, the forces
acting on them during operation cause the J-straps to deflect which, in turn, can lead to fatigue
cracking. Damage of one of the two J-straps may result in a forced outage and cracking could
results in worst case in extensive damage to the rotor forging, winding, and exciter end (EE)
retaining ring. In addition, insulation and copper contamination of the rest of the components
in the ventilation circuit could occur.
Therefore, Siemens has developed an improved J-strap assembly as part of its ongoing
product development process containing several design enhancements, resulting in an
improved speed cycle calculated design life. The revised J-strap design is intended to
incorporate flexibility features, which allow better for axial and radial expansion of the
AL: N; ECCN: N
© Siemens AG 2013. All rights reserved.
Page 13 of 19
windings, while keeping stresses low. Support of the J-strap during operation is also
improved, resulting in decreased deformations and improved fatigue life. The replacement
requires rotor removal, removal of the retaining rings as well as removal and re-installation of
the A and B coil. New radial bolts may be required depending on the design.
For Walsum the 23 years old J-straps have been replaced with new original “in-kind” design
J-straps as there where no cracks discovered in the original J-strap design.
Curved form allows greater
elongation in axial and radial
directions
Curved
support
plate
reduces notch effect
Fig. 13: Improved J-strap design
5.1.2 Retaining Ring Shrink Fit Modification
Due to the findings in the rotor tooth flank area an unplanned short ring fit modification had
to be implemented for the Walsum rotor before installing the new winding.
The generator retaining ring is attached to the rotor body by a radial shrink fit and an axial
key in a keyway machined into the retaining ring and rotor body. The keyway is turned at an
offset from the body end face. The portions of the rotor teeth located under the retaining rings
are referred to as the rotor tooth tops.
When the generator is at standstill, the shrink fit of the retaining ring on the rotor compresses
the tooth tops. This creates compressive stresses in the tooth tops. During operation, the rotor
coils are forced outwards until they lay against the slot wedges (in the rotor body area). The
centrifugal forces of the slot contents load the tooth tops radially outwards, causing the tooth
tops to go in tension. The stresses in the tooth tops alternate between high compressive stress
at standstill, and high tensile stress at speed. These stresses occur each time the unit started
and stopped, and can cause lowcycle fatigue cracks. These can be found underneath the tooth
tops and at the axial cooling holes in the rotor body.
AL: N; ECCN: N
© Siemens AG 2013. All rights reserved.
Page 14 of 19
Compressive Loads at Standstill
From Shrink Fit
Axial Loads From Locking
Key
Stress
Concentration at
Fillet Radii and
Holes
Tensile Loads at Running
Speed From Slot Content
Centrifugal Force
Fig. 14: Loads and crack initiation areas in rotor tooth top
Cracks in the tooth tops can damage the rotor teeth to such an extent that the retaining rings
can no longer be shrunk off or on. Furthermore, the retaining rings can be shifted tangentially
as a function of crack propagation.
End plate
Max. compressive
load at standstill
Key
Retaining ring
Coils
Rotor
body
Fig. 15: Shrink fit connection between rotor body and retaining ring
The modification of the retaining ring shrink fit to prevent potential tooth top cracking
includes four measures which can also be used to repair rotors that already exhibit light tooth
top cracking as for instance in Walsum (see Fig. 11). The decision on which modifications are
to be implemented depends on the NDE results.
The four measures are summarized as “short ring modification” and comprise geometrical
changes to decrease the alternating stresses on the tooth tops, and the removal of cracked
and/or fatigue damaged material in the tooth tops:
Non destructive examination (NDE)
Tooth top removal outboard of keyway: Removal of the tooth-top sides to remove
cracked and/or fatigue damaged material (see Fig. 16). The depth of removal is
determined by Siemens based on the NDE results.
AL: N; ECCN: N
© Siemens AG 2013. All rights reserved.
Page 15 of 19
Shrink fit modification: The compressive load peak on the rotor body corner at standstill
(see Fig. 15) is reduced by tapering the shrink fit area in the retaining ring nose.
Keyway radius enlargement: As part of the tooth top modifications, the outboard keyway
fillets are undercut and enlarged as necessary. Thus, the stresses in the keyway radii are less
concentrated and lead to lower peak levels.
Fillet radii
Keyway radii
Fig. 16: Tooth top removal outboard of keyway
For Walsum, only a reduced short rind modification scope was required. That is, fatigued
material was removed in the fillet radii and keyway radii area. Removal of the tooth-top sides
as shown in Fig. 16 on the right side was not necessary.
5.1.3 Fast Rotor Rewind
To reduce outage times Siemens can also perform a so-called fast rotor rewind. As due to the
stator rewind enough time was available, a cost-reduced rotor rewind using refurbished
copper was implemented for Walsum. But if repair times must kept short, a fast rotor rewind
with new copper would be the best solution. Siemens has therefore optimized processes in
planning, manufacturing and spare parts procurement so that a rewind for a 2-pole rotor can
be performed in as little as 30 days in the manufacturing plant. Even better cycle times have
already been realized. For instance, a rotor rewind for a hydrogen-cooled generator with 153
MVA was implemented in only 20 days. The rewind starts with the receipt of the rotor in the
factory and ends with shipment.
With the fast rotor rewind Siemens Energy offers a solution which helps to extend lifetime,
reliability and availability of the generator rotor with less downtime. However, for each
customer it must be individually determined which exact scope of work can be implemented
in the available time slot depending on the generator type.
AL: N; ECCN: N
© Siemens AG 2013. All rights reserved.
Page 16 of 19
6 Conclusion
The stator rewind with the new end-winding design along with the rotor rewind including a
short ring modification contributes to increased operating reliability and availability; and to
durable power operation of the generator for the next years – not only for base load operation
as in the original design, but also for intermediate and peak load operation. Furthermore, the
usage of the newly developed hydraulic generator lifting equipment helped to reduce the
outage time by not occupying the crane for lifting the generator.
The close cooperation of STEAG and Siemens experts during planning and implementation of
this comprehensive generator modernization has lead to successful realization within four
months.
The unexpected findings in the stator and rotor caused a two week extension of the original
project schedule. Nevertheless, Siemens finished the works five days earlier than the
rescheduled date, and the generator started turning gear operation on September, 14th.
In October 2011 power plant director Rainer Borgmann and the head of electrical and control
engineering, Horst Ivartnik, both STEAG GmbH, stated „Your staff succeeded in realizing
the complex works for the stator rewind including all organizational challenges and in putting
the generator into operation on time. This happened also because the high level of personal
and effective commitment of your staff.”
7 References
[1] Dieter Lambrecht, Wolfgang Schier, Rainer Gern, Siemens AG (1989): Turbine Generator
Life Extension and Upgrading, International conference on residual life of power plant
equipment - prediction and extension
AL: N; ECCN: N
© Siemens AG 2013. All rights reserved.
Page 17 of 19
8 Disclaimer
These documents contain forward-looking statements and information – that is, statements
related to future, not past, events. These statements may be identified either orally or in
writing by words as “expects”, “anticipates”, “intends”, “plans”, “believes”, “seeks”,
“estimates”, “will” or words of similar meaning. Such statements are based on our current
expectations and certain assumptions, and are, therefore, subject to certain risks and
uncertainties. A variety of factors, many of which are beyond Siemens’ control, affect its
operations, performance, business strategy and results and could cause the actual results,
performance or achievements of Siemens worldwide to be materially different from any
future results, performance or achievements that may be expressed or implied by such
forward-looking statements. For us, particular uncertainties arise, among others, from changes
in general economic and business conditions, changes in currency exchange rates and interest
rates, introduction of competing products or technologies by other companies, lack of
acceptance of new products or services by customers targeted by Siemens worldwide,
changes in business strategy and various other factors. More detailed information about
certain of these factors is contained in Siemens’ filings with the SEC, which are available on
the Siemens website, www.siemens.com and on the SEC’s website, www.sec.gov. Should one
or more of these risks or uncertainties materialize, or should underlying assumptions prove
incorrect, actual results may vary materially from those described in the relevant forwardlooking statement as anticipated, believed, estimated, expected, intended, planned or
projected. Siemens does not intend or assume any obligation to update or revise these
forward-looking statements in light of developments which differ from those anticipated.
Trademarks mentioned in these documents are the property of Siemens AG, its affiliates or
their respective owners.
AL: N; ECCN: N
© Siemens AG 2013. All rights reserved.
Page 18 of 19
Published by and copyright © 2012:
Siemens AG
Energy Sector
Freyeslebenstrasse 1
91058 Erlangen, Germany
Siemens Energy, Inc.
4400 Alafaya Trail
Orlando, FL 32826-2399, USA
For more information, please contact
our Customer Support Center.
Phone: +49 180/524 70 00
Fax:
+49 180/524 24 71
(Charges depending on provider)
E-mail: support.energy@siemens.com
All rights reserved.
Trademarks mentioned in this document are
the property of Siemens AG, its affiliates,
or their respective owners.
AL: N; ECCN: N
Subject to change without prior notice.
The information in this document contains
general descriptions of the technical options
available, which may not apply in all cases.
The required technical options should therefore
be specified in the contract..
© Siemens AG 2013. All rights reserved.
Page 19 of 19