BED AGGLOMERATION DURING CO-FIRING CHINESE STRAWS WITH TWO COALS
advertisement

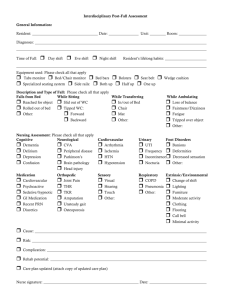
The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF BED AGGLOMERATION DURING CO-FIRING CHINESE STRAWS WITH TWO COALS Martti Aho M1*, Tapio Envall1, Gengda Li2, Shuiqing Li2 1 VTT Technical Research Centre of Finland Koivurannantie 1 Jyväskylä Finland martti.aho@vtt.fi 2 PACE / Tsinghua University Beijing China * corresponding author ABSTRACT Bed agglomeration tendency was studied with five Chinese fuels and their blends. Two Chinese straws (from wheat and maize) and a sawdust sample were co-fired with low (LSC) and high-sulphur coals (HSC) in a small FB reactor. Air staging was used, gas residence time was satisfactory, and combustion stability and the degree of burnout were good. Therefore, despite the obvious differences in fluid mechanics due to small reactor size, it is proposed that the ash chemistry is comparable to that of the larger power plant scale; therefore, the found tendencies of agglomeration can be scaled up. Agglomeration was found to be a problem when biomass co-firing with coal for most blends with > 30% straw on an energy basis. A fast method for comparing the strength of agglomerates from lab-scale combustion tests was developed. The molar sum of water soluble major ash forming elements was found to predict the agglomerate strength decently. The limit of bed agglomeration was 150-200 mmol water solubles per dry kg fuel. In addition, defluidisation time was decently predicted by linear combination using the total aluminium, total silicon and water and acetate soluble potassium as inputs. Keywords: fluidised bed combustion, bed agglomeration, co-firing, straw, coal -1- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF 1. INTRODUCTION In China, about 75% of electricity is generated from coal combustion. Power plants are usually fired exclusively with coal although large quantities of biomass (mostly of agricultural origin) are available as potential fuels. At present the goal in China is to maximise the electric efficiency and decrease emissions in coal-based power production and a large number of circulating fluidised bed (CFB) plants have been constructed. CFB technology helps to reach simultaneously good combustion stability and lower emissions (i.e. SO2 and NOx) both in coal combustion and co-firing with different biomass types. Firing biomass in power plants can cause fouling and ash melting problems in all types of combustion. In fluidised bed combustion, bed agglomeration especially can cause severe problems resulting in sudden shut downs of power plants. Therefore predicting these problems beforehand is highly important. Many results have been published on bed agglomeration in fluidised bed combustion [1]. However, with the need to utilise more demanding biomass fuels in co-firing with coal, there is an increasing risk of operational problems, such as bed agglomeration. Experimental results which can assist in predicting bed agglomeration based on fuel composition are currently incomplete. Modern fuel analysis, such as chemical fractionation, and the application of different modelling tools can lead to more effective methods. Additionally, techniques of measuring agglomeration can be further developed. Results on the correlation between bed agglomeration and bed temperature have been widely presented [1]. The risk of bed agglomeration and the agglomeration rate, once initial formation occurs, increase with temperature. Start temperature of defluidisation is dependent on bed temperature, bed material, particle size of bed, stoichiometry and the flow rate of gas through the bed [1]. Bed agglomeration tends to start at lower temperature using silica sand beds than with sands whose SiO2 concentration is lower or even zero. Potassium originating from biomass is one of the key elements in agglomerates with silica sand because low-melting-point K2O-SiO2-type compounds are -2- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF formed. Recent research results indicate calcium especially to participate in the formation of low melting compounds (Al mullite form Al2SiO5 [2] but also do sulphur, aluminium and phosphorus). Hot burning char particles inside the bed have been found to be the main instigator of bed agglomeration; for example those emitting potassium chloride vapour. The temperature of small particles can greatly exceed that of the bed material and thus agglomeration can be initiated even if the eutectic point of a given mineral composition exceeds the average bed temperature [1-4]. Two types of bed agglomeration have been found: Coat and melt induced agglomeration [2]. In coat induced agglomeration, a uniform coat layer is slowly formed from gaseous compounds, where after neck formation can occur starting the agglomeration. Agglomeration starts when the thickness of the sticky coating on the bed particles exceeds a critical value. A range 1-1,5 µm has been noted, [2], but also more thick coatings up to 50 µm [2]. The phenomenon has been illustrated as a transfer from A-type to C- type bed particles (according to Geldart’s classification). The latter type can combine with other bed particles [2]. In melt induced agglomeration, molten fuel ash particles between the colliding bed particles finally bind the bed particles together. Agglomeration can be followed by recording bed temperatures, pressure difference over the bed, pressure fluctuation and electrical conductance (correlating to viscosity). Agglomeration causes pressure drop due to channelling of the gas flow through the bed. The increase of temperature at the top of the bed is due to more intensive combustion just above the bed. Agglomeration strength has been measured by treating fuel ash in laboratory-scale fluidised bed reactors [5]. In his work, combustion was started carefully while avoiding high bed temperatures. Fuel feeding was stopped after reaching a given ash content in the bed (6 wt%). Then, the bed temperature was increased electrically at a constant rate. The temperature at the start of defluidisation was recorded, where after the strength of the agglomerate was measured using a compression method. -3- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF The properties of agglomerates have also been determined with a re-fluidisation test. The reactor was cooled down immediately after defluidisation, and the corresponding temperature was recorded. Tests were then carried out with the agglomerate in a sand bed starting at room temperature, and then continued up to the defluidisation temperature using various gas flow rates in order to determin if re-fluidisation is possible [2]. The aim of this work was to find correlations between fuel properties and agglomeration tendencies. To obtain comprehensive data, a number of fuels with different ash compositions (two straw types, one saw dust and two coals) were studied and co-fired. The accuracy of determining fuel composition was further improved by including chemical fractionation in fuel analysis. In addition, a new sieving-based method to determine agglomerate strength was developed. 2. Experimental 2.1 Combustion reactor The construction of the electrically stabilised laboratory-scale fluidised bed reactor (FBR) is shown in Figure 1. The reaction tube is made of temperature resistant steel. Its dimensions are shown in the figure. Temperature in the reaction tube was adjusted to 830 ± 10 oC with electric heaters. The overall air flow rate was set to 0.504 Nm3 h-1, corresponding to fluidising velocity of about 0.4 m/s. Air staging was 60/40 primary/secondary air in experiments with < 70 % coal on energy basis and 70/30 otherwise. The fuel was fed continuously to the reactor with a screw feeder with a rate of approximately 0.02 g/s (fuel power about 0.35 kW). Fuel feeding increased the bed temperature about 50 °C and temperature was set prior to the feeding accordingly. Due to the small reactor size (fluctuations in fuel feeding are difficult to avoid) and restricted gas residence time (about 2 s), O2 in the flue gas had to be kept at 5 ± 1 vol%, corresponding to a CO2 level of 100-200 ppm, to ensure a satisfactory degree of burnout. Dry flue gas was analysed for O2, CO2, CO, NO, SO2 with standard on-line analysers. -4- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF Heated filter chamber Impactor Sampling Cooler/heater Fan L1 = 0.225 m d = 0.036 m L2 = 0.445 m D = 0.0531 m L3 = 0.040 m L1 + L2 + L 3 = 0.71 m L3 Freeboard Sample Heater L2 D Secondary air Continuous fuel feeder Nitrogen d L1 Grate Air PC control and data logging system Primary gas heater Figure 1. Schematic diagram of the laboratory-scale fluidised bed reactor 2.2 Bed sand composition Natural sand from Lohja, Finland was sieved to particle size of 0.1-0.6 mm with mean particle size 0.33 mm. XRF analysis gave the following composition when assuming the elements as oxides (wt%): SiO2 77.5, Al2O3, 11.8, Na2O 3.0, CaO, K2O 2.3 Fe 1.4 and MgO 0.59. However, such an assumption is inaccurate. XRD analysis recognized the following crystallic phases: α SiO2 40 ± 5 wt% , (K0.95 Na0.05)AlSi3O8 (called as microcline)15 ± 3 wt%, (Na, Ca)Al(Si, Al)3O8 (called as albite, calcian, ordered) 20 ± 3 wt% and (Na0.75 Ca 0.25)(Al1.26 Si2.74)O8 (called as albite, calcian) 25± 4 wt%. X-ray Diffraction analysis was conducted with PANanalytical X’pert Pro diffractometer in Bragg- Brentano geometry by step scanning and Johansson’monocromator. Measurement wavelength was equal to Cu Kα1 value. Phase searching was conducted with X’pert HighScore Plus information package including ICDD-PD2 powder diffraction data basis. The sample was milled with a ball mill where after a preparate was made to a sample holder. -5- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF 2.3 Fuel composition Five Chinese fuels were included in this study: wheat straw (WS), maize straw (CS), sawdust (SD), low sulphur coal (LSC) with high kaolinite content from Jining coal field, Shadong province, and high sulphur coal (HSC) from west Shadong mining district, Xinwen coal field, Wennan mine. In addition to traditional measurements of C, H, N, moisture, ash and heating value of the fuel, sulphur was determined by ASTM D 4239, chlorine by ASTM D 5008 and ash melting properties by CEN/TS 15370. Major ash constituents were analysed by X-ray fluorescence (XRF) from ashes obtained at 550 oC. Due to the relatively low loose densities of utilised biomass, they were pelletised and then crushed to allow more even feeding to the FB reactor. This provided loose density values of 125 for WS, 173 for SD and 195 for CS (kg/m3). Elemental analysis was complemented by chemical fractionation to estimate the chemical compounds present and vaporisation tendency of the alkalis. The fractionation was conducted with water, ammonium acetate and acid extractions using a procedure described earlier [6]. 2.4 Basis of the conducted set of experiments Large portions of biomass (70% or more on energy basis) can be representative of fuel blends in relatively small power plants (< 100 MW thermal), whereas large portions of coal (70% or more on energy basis) can illustrate the fuel blends in large power plants (> 300 MW thermal), where biomass portions are typically limited by production and transportation distances. 2.5 Determination of agglomeration strength Agglomeration strength was measured with a sieving technique using Retsch Vibro No. 37408 equipment having a sieve diameter of 200 mm and a hole size 1.0 mm. All the fresh reactor bed sand would pass through this sieve. Agglomerated particles, however, and those with a thick coating do not. Vigorous sieving broke weak coatings on the -6- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF particles, but problematic agglomerates could not be broken by the vibrator of the sieving equipment and such agglomerates remained on the sieve. The sieving was carried out in two stages. Minimum vibration intensity was used in the first stage with a sieving time of 5 minutes, where after fines and the agglomerate were separated. The agglomerate was then vibrated using maximum intensity for 10 minutes in the second stage sieving to break the weak coatings. Finally, the remaining agglomerate was weighed and its wt% of the total bed was marked with S. This method was fast and suitable to allow comparison of agglomerates from different experiments. 3. RESULTS 3.1 Fuels and their compositions Table 1 shows the measured ash contents, heating values and main elemental analysis of the fuel samples. Ash content of the biomass samples varied greatly. Ash contents of coal samples were similar to that of wheat straw. In contrast to other fuels, the molar Si/Al ratio 1.0 in LSC suggests that all the silicon was present in aluminium silicates. Table 1. Selected results from fuel analysis HSC LSC Saw dust Ash (815 °C) [wt%] Ash (550 °C) [wt%] HHV [MJ/kg ] LHV [MJ/kg ] C [wt%] H [wt%] N [wt%] Cl [wt%] S [wt%] 3.7 3.7 19.2 17.8 47.2 5.7 0.19 0.034 0.03 7.3 7.7 32.0 30.9 77.4 5.2 1.26 0.046 3.45 9.1 9.5 30.5 29.5 74.2 4.7 1.07 0.024 0.58 Maize straw 19.5 19.7 15.7 14.7 38.1 4.8 1.20 0.17 0.19 Wheat straw 7.2 8.0 18.2 16.9 45.1 5.7 0.59 0.25 0.15 Chemical fractionation analysis (Fig. 2) gives more detailed information on elements than analysis of total concentrations. Water soluble elements can be considered to be the most active in combustion chemistry. For example, the presence of water soluble chlorine and alkalis suggests the presence of alkali chlorides which form vapours at FB conditions. Alkali carbonates are also water soluble and they can form alkali oxides vapours during combustion. Alkalis in all these forms can react with SiO2 of the bed -7- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF particles. Conversely, insoluble alkalis can be mostly present in alkali silicates which do not vaporise at FB furnace and are thus inactive in bed agglomeration. Biomass differed strongly from coal in higher solubility of K, Cl, S and P. Biomass fractioning (Al, Ca, Fe, Si, Mg and K) Rest (calculated) HCl Acetate H2O Corn straw 0.8 Saw dust 0.6 Wheat straw 0.4 mass-% in fuel 1 wt-% of fuel (dry) Rest (calculated) HCl Acetate H2O 0.5 1.2 0.3 LSC HSC 0.2 0.4 0.1 0.2 Na*10 K*10 Mg*10 Fe Cl Ca/10 Al/10 Si/10 K Mg Si/10 Fe Ca Al S/10 0 0 Figure. 2. Chemical fractionation results of the biomass and coals 3.2 Ash melting behaviour measured in a traditional way Figure 3 shows the result of standard ash melting analysis (CEN/TS 15370-1) of individual fuels and their blends. Basing on the DT and ST values and earlier studies on temperature difference between burning fuel particles and the bed sand (50- 200 oC) [7] 15 HSC/85 WS has the highest risk to ash melting at our test conditions (Tbed ≈ 830 oC). However, the standard ash fusion test may not correctly predict ash melting behaviour in the furnace where, in the bed area, the presence of sand can greatly influence the ash melting temperature. -8- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF FT [°C] HT [°C] ST [°C] DT [°C] 1500 1400 T, °C 1300 1200 1100 1000 HSC 30HSC-70CS CS LSC 30LSC-70CS CS HSC 15HSC-85WS WS LSC 15LSC-85WS WS 900 Figure 3. Results from standard ash melting analysis (CEN/TS 15370-1) DT= initial deformation, ST= sphere, HT = hemisphere, FT= flow temperature. Upper ends of the coloured zones indicate the temperature values. 3.3 Prediction of agglomeration 3.3.1 Defluidisation time according to the alkali content in the bed Defluidisation time has been determined as the time from the start of fuel feeding to the defluidisation, detected by a sudden drop of pressure over the bed. Due to differences in fuel feeding rates and oxygen levels, the defluidisation times were not comparable and had to be normalized. The fuel mass flow into the reactor could not be measured on-line, and it had to be calculated by the measured CO2 concentrations of the flue gas. First, the volume of CO2 was calculated by integrating the CO2 concentration from the start to the moment of defluidisation. Then, by assuming the amount of other carbon containing compounds such as CO were negligible, the mass flow of fuel fed into the reactor was calculated by the integrated CO2 volume and the carbon content of the fuel. Finally, normalized defluidisation times were determined as times needed to feed the -9- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF given fuel mass into the bed with a constant (wet) oxygen volume of 5,0 %. The measured and normalized defluidisation times differed by a maximum of 20%. Table 2 summarizes the most important results on bed agglomeration and fuel fractionation analysis. Factor S means the measured weight percentage of an agglomerate of the whole bed after the sieving. Despite the fact that standard ash melting analysis predicted some risk for HSC, both coals and sawdust alone and in blends with ≥ 70% energy portion of coal proved to be safe in view of bed agglomeration. Table 2. Most important results in view of bed agglomeration Fuel or blend normalize predicted d tD, [min] tD, [min] factor S param. w.s. w,s,. G elem. alk. 100 LSC *** *** *** 15 3 100 HSC *** *** *** 11 0.5 100 WS 9,4 3,8 11,5 267 156 100 CS 22,8 26,7 6.8 287 97 100 SD 61,3 61,3 0,14 52 31 15LSC 85 WS 14,3 14,2 8.0 247 144 30 LSC 70 WS 21,5 26,4 1.5 223 129 70 LSC 30 WS *** 72,6 *** 131 74 15 HSC 85WS 10,0 10,2 10.7 247 144 30 HSC 70 WS 17,8 17,7 6.2 223 130 40 HSC 60 WS 16,3 23,5 0,8 50 HSC 50 WS 36,2 30,2 0,4 15 LSC 85 CS 38,9 34,4 7.3 268 91 30 LSC 70 CS 44,3 43,6 2.9 243 82 40 LSC 60 CS 52,7 50,9 2,3 70 LSC 30CS *** 80,4 *** 148 49 15 HSC 85 CS 28,4 30,8 7.1 268 91 30 HSC 70 CS *** 35,8 *** 244 82 *** *** *** *** *** = no bed agglomeration. Numbers in the blends show energy portions as percentages It can be assumed that coating and agglomeration are surface reactions between the alkalis and the bed sand. In this case, only a minor part of the sand mass can be active in chemical reactions. Due to the high excess of Si, it has been supposed that the limiting -10- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF factor for defluidisation is the amount of alkalis. Finally, according to findings, it was assumed that the alkali concentration in the active part (ash from the fuel and part of the sand bed) of the bed must reach a certain threshold value in order for defluidisation to start. To minimise statistical errors, the fraction of active bed sand was iteratively calculated to be 4.2 %, corresponding to an alkali limit of 2.17 ± 0,07 mmol/100 g active bed material. Due to different chemical compositions, the reactive part of the bed sand is unlikely to be a constant in different experiments, yet it is believed that this oversimplified approach describes the phenomena adequately. It would have been possible to estimate defluidisation time on this basis, but linear estimation (see section 3.3.2.) proved to be a more desirably option. 3.3.2 Defluidisation time according to the linear estimation Another method to predict the defluidisation time of a given fuel mixture is a linear estimation from fuel composition. By considering all performed experiments with agglomeration, both the total concentration and the water and acetate soluble parts were considered as independent inputs for a linear fit. The most important elements for fuel parameters influencing defluidisation time were concentrations of soluble potassium, total aluminium and total silicon. Other elements and these soluble amounts had a negligible effect on defluidisation time. The dependency between defluidisation time and these fuel parameters was of the form tD = 1.58 Al -1.47 Ksoluble – 0.34 Si + 69.1, (1) where tD is given in minutes and concentrations are given in mol / 100 g wet fuel. This is in agreement with previous findings on agglomeration. Soluble potassium especially melts in combustion conditions and accelerates defluidisation (the negative factor in eq. 1). Although silicon enhances agglomeration problems, soluble silicon content did not have importance, suggesting that non-soluble silicon is also bound to compounds which can be active in agglomeration. Aluminium, on the other hand, inhibits agglomeration by binding silicon to aluminium silicates having higher melting points. -11- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF Despite its importance in preventing ash deposition and corrosion [8], sulphur did not have a great impact on bed agglomeration, because of the lack of oxygen in the bed; oxygen is required in order to transform fuel-sulphur into sulphur trioxide, a form capable of destroying gaseous alkali chlorides. The predicted and measured normalized defluidisation times are shown in figure 4. Predicting defluidisation time y=x 2 R = 0.943 70.00 Meas ured [min] 60.00 50.00 40.00 30.00 20.00 10.00 0.00 0 10 20 30 40 50 60 70 Predicted [min] Figure 4. Normalized defluidisation times When the predicted defluidisation time exceeded the constant (69 min) in Eq. 1, agglomeration did not occur. However, for 30HSC-70CS the estimated defluidisation time was 35 min, but agglomeration was not observed (table 2). Nonetheless, observation of efficient synergy in blend of 30HSC – 70 CS is supported by two other findings: a surprisingly small amount of gaseous potassium chloride emissions measured during the experiment, which are reported elsewhere [8] and higher ash melting temperatures DT and ST for the blend than for either pure fuel (see Fig. 5). 3.3.3 Predicting bed agglomeration from fuel composition Although no good ways of predicting the cake strength was found, a method to estimate whether agglomerate occurred or not was devised. After a comparison of different factors the bed sand effect was excluded from this consideration. Instead, the results utilised chemical fractionation. The best fit between the fuel composition and factor S was found -12- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF from the molar sum of all water soluble major ash forming elements (Fig. 5) (see also the numeric values in table 2). The critical limit of bed agglomeration was somewhere between 150-200 mmol/kg D.S. water soluble elements. Strength of agglomerates 12 10 8 6 4 2 0 0 50 100 150 200 250 300 350 water soluble elements in fuel [mmol/100g dry fuel] Figure 5. Correlation between factor S and molar sum of water soluble major ash forming elements 4. CONCLUSIONS In spite of the differences in fluid mechanics due to small FB reactor size, it is believed that the ash chemistry is comparable to that of the power plant scale and thus agglomeration tendencies found can be applied. In addition to the corrosion risk described elsewhere [8] high portions of biomass in co-firing bring a significant risk to bed agglomeration. Agglomeration was found to be a problem when biomass co-firing with coal for most blends with > 30% straw on an energy basis. Thus, large power plants (>300 MW electricity) appear safe because straw cannot be fired at risky portions (> 30 % of energy) due to limited production and logistical possibilities. At smaller power plants, however, the factors predicting this problem should be better known and utilised. A linear combination of concentrations of total silicon, total aluminium and soluble potassium in the fuel blends was sufficient to explain the measured defluidisation times. By assuming a constant value, 4,2 %, for reactive bed sand, the alkali concentration in the bed at the time of defluidisation seemed to be fairly constant (2.2 mmol/100g active bed -13- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF material) in all the experiments leading to agglomeration. In addition, a fast method for comparing the strengths of agglomerates from lab-scale combustion tests was developed. The bed agglomeration (if occurring) was best predicted by the sum of water soluble ashforming components, where 150 – 200 mmol / kg dry fuel represents a limit for agglomeration. More accurate experimental results are required in order to provide better modelling tools for problem solutions. 5. Acknowledgements Funding from the Academy of Finland through the SusEn Programme is gratefully acknowledged as well as the X-ray diffraction analysis conducted by Dr. Manu Lahtinen from the Department of Chemistry, University of Jyväskylä. 6. References [1] M. Bartels, W. Lin, J. Nijenhuis, F. Kaptejn, J. Van Ommen, Progress in Energy and Combustion Science 34 (2008) 633-666. [2] H. Wisser, S. van Lith, J. Kiel, Journal of Energy Resources Technology, March 2008, 011801-1 – 011801-6. [3] W. Lin, K. Dam-Johansen, Proceedings of the 15th International Conference on Fluidised Bed Combustion, May 16-19,1999 Savannah, Georgia, USA. [4] F. Scala, R. Chirone, Biomass and Bioenergy 32 (2008) 252-266. [5] B.-J. Skrifvars, R. Zevenhoven, M. Frankenhauser, M. Hupa, Proceedings of Finnish-Swedish Flame Days, September 3-4, 1996, Naantali, Finland. [6] S. Benson, P. Holm, Ind. Eng. Chem. Prod. Res. dev. 24 (1985) 145-149. [7] P. Heino, R. Hernberg, J. Stenberg, Proceedings of the Nordic Seminar on Gas Analysis in Combustion, October 4-5, 1994, Tampere, Finland, 198-224. [8] T. Envall, M. Aho and J. Kauppinen, Proceedings of Impacts of Fuel Quality on Power Production & Environment. August 29 - September 3, 2010 Saariselkä, Finland. -14-