O XYFUEL COMBUSTION OF LOW CALORIFIC BLAST FURNACE GAS FOR
advertisement

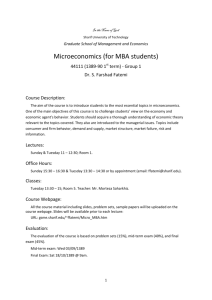
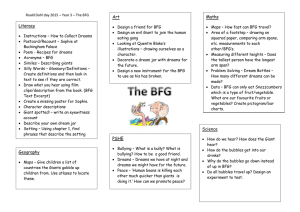
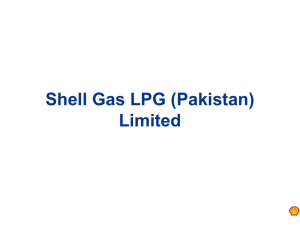
OXYFUEL COMBUSTION OF LOW CALORIFIC BLAST FURNACE GAS FOR STEEL REHEATING FURNACES John Niska, Anders Rensgard, –MEFOS (Luleå, Sweden) Tomas Ekman – AGA-Linde (Lindigö, Sweden) john.niska@mefos.se, 0920-201986 ABSTRACT Pilot trials at MEFOS have proven that a new S3 blast furnace gas (BFG)-oxyfuel burner can give high performance, low NOx, low cost reheating for the steel industry. The S3 burner has been developed by AGA-Linde based on REBOX® flameless combustion technology with the optional use of a booster fuel. This burner was tested in a series of trials in MEFOS chamber furnace using propane (LPG) as the booster fuel, but natural gas could also be used. The trials investigated the environmental emissions and reheating rates with and without the booster fuel. The NOx emissions were low and there was not a problem with unburnt CO. Trials were made with up to 40% of the energy from LPG. Steel reheating using BFG-oxyfuel combustion required a higher energy input than LPG-air combustion, but this is compensated by the fact that BFG is a low cost fuel. This new multi-fuel oxyfuel burner provides industry with a system capable of providing a wide range of performance from lower cost operation with pure BFGoxyfuel to higher performance and higher furnace productivity with propane-oxyfuel when compared to typical conventional reheating furnaces using air combustion of fossil fuels. The reduction of fossil fuel consumption with LPG-oxyfuel combustion reduces the emission of greenhouse gases (carbon dioxide), and even greater reductions in carbon dioxide emissions are possible when process gases are used which would otherwise be flared. Keywords: Oxyfuel, blast furnace gas, NOx, flameless, carbon dioxide, emissions, LPG 1 INTRODUCTION The iron ore company LKAB operates an experimental blast furnace (EBF) in Luleå together with MEFOS. The EBF supplies top gas or blast furnace gas (BFG) through a new pipeline to the reheating furnaces at the Heating and Metalworking Department. AGA designed and installed a dual fuel oxyfuel burner for firing the BFG with propane boosting in the chamber furnace at MEFOS for trials within an EU RFCS project [MALFA, 2008]. Some results from these chamber furnace trials are presented in this report. THEORY Blast furnace gas is a low calorific fuel which has too low of a flame temperature to directly replace fossil fuels in typical steel reheating furnaces with air combustion. The flame temperature can be increased by oxyfuel combustion, plus by enrichment of the BFG with another fuel, by preheating the BFG or by a combination of these techniques. BFG preheating can be done with regenerative or recuperative heat recovery, but it is normally a capital intensive alternative relative to fuel enrichment. Integrated steel mills normally have an oxygen supply system for converting the raw iron to steel making both oxygen, BFG and other gaseous fuels available for other uses. BFG enrichment with LPG was the approach for using BFG which was investigated in these trials. 2500 Adiabatic Flame Temperature (C) 2200 LPG with 450C air LPG with 20C cold air 1900 75% BFG + 25% LPG oxyfuel 1600 100% BFG oxyfuel 1300 1000 0 1 2 3 4 5 6 7 Excess Oxygen (% wet) Figure 1. Flame temperatures for BFG-oxyfuel versus LPG with preheated air. 2 Steel reheating furnaces often use LPG (propane) or natural gas (methane) with the combustion air preheated with a recuperator to save energy and to increase the furnace productivity. The flame temperature with the use of oxyfuel combustion can be calculated with a thermodynamics program. A comparison of LPG with the combustion air preheated to 450°C versus BFG-oxyfuel is given in Figure 1, based on calculations made with Hauck´s program E-Solutions for the average BFG composition given in Table 1 [MARION, 2000]. Note that the flame temperature does not change very quickly with an increase in the excess oxygen for the use of oxyfuel, as compared to air combustion. BFG-OXYFUEL COMBUSTION TRIALS The primary fuel in the blast furnace gas is carbon monoxide (CO), which is present together with nearly the same percentage of carbon dioxide (CO2) and small amounts of hydrogen (H2) The composition of the BFG varied with the ranges given in Table 1. An ABB Industrial IT Extended Automation System 800xA is used to control the combustion in the chamber furnace together with a Siemens Simatic S7-400 to control the fuel and oxygen flows to the new oxyfuel burner. The control system is designed to monitor the lambda ratio and process temperatures to avoid unsafe process conditions. The BFG composition was entered manually in the control system to compensate for variation in the BFG quality and allow the system to maintain the desired burner power while maintaining stable furnace temperatures, etc. Table 1. Blast furnace gas composition average max min CO (%) 22.5 23.7 21.4 CO2 (%) 19.8 20.8 18.9 H2 (%) 2.6 2.8 2.4 Energy 3 (kW/Nm ) 0.868 0.914 0.824 density 3 (kg/m ) 1.363 1.370 1.357 The average lower heating value during these trials was 0.868 kW/Nm3 which is equivalent to 3.12 MJ/ Nm3. The BFG oxyfuel burner AGA designed and built a flameless, dual fuel Type S3 oxyfuel burner based on the REBOX® concept. A sketch of the burner design is given in Figure 2. A ceramic burner block gives self-cooled operation. Startup with a cold furnace is possible with a flame, then when the furnace is over 750°C the burner can be switched over to the flameless mode for lower NOx with oxygen injection from the four holes around the central fuel inlet. A view of the burner from the outside of the chamber furnace is given in Figure 3. The burner is capable of operation up to about 400 kW with pure BFG, pure propane (LPG) or a wide range of mixtures of these fuels. The burner could be also converted to operate with natural gas instead of propane. 3 Figure 2. A sketch of the dual fuel Type S3 oxyfuel burner Figure 3. A photo of the prototype S3 oxyfuel burner when mounted on the chamber furnace Burner emission trials The furnace emissions were monitored by gas sampling from the exhaust duct using an IR spectrometer for NOx, CO and CO2 concentrations. The Type S3 burner is capable of a wide range of operational conditions, since there are so many parameters which can be varied over a wide range. Higher NOx is expected for higher furnace temperatures, more excess oxygen, a higher percentage LPG and degree of flameless operation (based on the amount of oxygen to the flameless peripheral ports versus the central port). A set of operational conditions were chosen as given in Table 2. The NOx levels varied from about 10 to 20 mg/MJ for all the conditions tested as shown in Figure 4. The NOx was always low for pure BFG oxyfuel, and slightly higher with LPG enrichment. There was 4 some increase in the NOx with higher levels of excess oxygen, which can be related to air leakage. The increase in the NOx with the use of LPG enrichment can also be seen when plotting the specific NOx emissions (in mg/MJ) versus the specific CO2 emissions (in kg/MJ in Figure 5). The high concentrations of CO2 in the BFG give high levels of CO2 emissions for BFG oxyfuel, and lower specific CO2 emissions when using LPG enrichment. The BFG is a process waste gas that needs to be used or flared, so there can be a net decrease in the CO2 emissions if an integrated steel mill uses BFG to replace fossil fuels. Oxyfuel combustion is also an energy efficient process, so BFG with or without propane enrichment is a way to reduce fossil fuel consumption and net CO2 emissions. Table 2. Parameters chosen for burner emission trials Parameter Range Furnace temperature 1275, 1200, 1125 °C Heat extraction power High, Low Central O2 30%, 15%, 0% of total O2 Fuel mixture 0%, 25%, 40% LPG (% of power) %O2 dry (Lambda) 2%, 4% Temperature (Alla) 25 Average of NOx mg/MJ 20 15 Fuel mix BFG/CPG 25%CPG 40%CPG BFG 10 5 0.00 0.13 0.51 0.53 0.58 0.80 1.04 1.10 1.38 1.44 1.44 1.67 5.97 6.05 6.51 6.55 6.57 6.58 6.64 6.76 6.80 7.05 7.09 7.22 7.66 7.80 7.87 7.97 8.14 8.15 8.53 8.69 8.91 8.97 9.00 9.15 9.35 9.42 9.47 9.65 9.67 9.93 10.15 10.53 0 %Air in Flue gas Figure 4. NOx emissions for BFG oxyfuel with and without LPG enrichment 5 25 NOx (mg/MJ) 20 15 10 5 0 0.16 0.18 0.2 0.22 0.24 0.26 0.28 0.3 CO2 (kg/MJ) Figure 5. NOx in mg/MJ versus the specific carbon dioxide discharge for the range of conditions given in Table 2. The CO concentrations were insignificant for all the conditions tested, even for close to stoichiometric combustion. Table 3 gives data for the fuels tested which were used to compute the specific NOx emissions in mg/MJ. Table 3. Fuel and combustion constants Lower Fuel (% by energy) LPG 40%LPG/BFG 25%LPG/BFG BFG Air LPG Heating Value (MJ/Nm3) 92.56 5.09 4.12 3.124 92.56 O2 required (Nm3/Nm3) 5.075 0.23 0.18 0.126 5.075 Density of mixture (kg/Nm3) 2.047 1.378 1.371 1.363 2.047 BFG LPG Flue gas (Nm3/GJ) 0.00 192.06 240.08 320.10 0 (Nm3/GJ) 10.80 4.32 2.70 0.00 10.80 (Nm3/Nm3) 7.10 1.13 1.07 1 31.38 Steel reheating trials The reheating rate with BFG oxyfuel with and without LPG enrichment were evaluated by charging the chamber furnace with two blooms equipped with thermocouples to monitor the reheating rate. LPG-air trials with a power input of 300 kW were chosen for comparison, so these trials were made with this maximum power even if the oxyfuel 6 burner is capable of even higher power input. A constant furnace temperature set point (1235°C) and percent excess oxygen (1%) were desired, but the constant furnace power and furnace response times caused the reheating cycles to vary considerably (see Figure 6 for 75% BFG-25% LPG oxyfuel based on input kW). Heating Trial with 75%BFG/25%CPG Chamber furnace, March 17 1300 Temperature, Power, Oxygen [°C, kW, %*100] 1200 1100 1000 900 800 Furnace temperature TC Specimen, surface TC Specimen, centre BFG Power CPG Power O2*100 700 600 500 400 300 200 100 0 08:00:01 08:10:01 08:20:01 08:30:01 08:40:01 08:50:01 09:00:01 09:10:01 09:20:01 09:30:01 Time [h:m:s] Figure 6. Reheating trial conditions for 75% BFG- 25% LPG oxyfuel A comparison of the reheating curves for pure BFG oxyfuel, 25% LPG enrichment, 40% LPG enrichment, pure LPG oxyfuel and LPG-air combustion for a reference is given in Figure 7. The fastest reheating was for pure LPG oxyfuel as expected, since the radiative heat transfer and the energy efficiency are the best for this case. The pure BFG oxyfuel was the worst, since the energy efficiency was the worst for this case, and the furnace temperature dropped far below the set point level. The LPG air trials were made with two different set point temperatures, and gave results approximately the same as 75% BFG-25% LPG oxyfuel. The furnace uses cold combustion air, so better performance would be expected for LPG-air if the air was preheated. The trial with 60% BFG-40% LPG was worse than with 25% LPG, which was unexpected. This can be explained by poor furnace power control at the start of the trial (see Figure 8). The power control with pure LPG oxyfuel did not vary smoothly, so even better performance would be expected with better power control for this case also. 7 Center Temperatures 1200 Temperature [°C] 1000 800 600 100%CPG 25%CPG 400 CPG air 1255 CPG air 1245 200 40%CPG 100%BFG 0 12:10:00 AM 12:20:00 AM 12:30:00 AM 12:40:00 AM 12:50:00 AM 1:00:00 AM 1:10:00 AM 1:20:00 AM 1:30:00 AM Time [h:m:s] Figure 7. The reheating rate curves for steel blooms reheated with various fuel combinations 400 350 300 200 Power [kW] 250 150 100 100%BFG power 40%CPG Tot power 25%CPG Tot power CPGair2 CPGair1 100%CPG power 50 0 12:10:00 AM 12:20:00 AM 12:30:00 AM 12:40:00 AM 12:50:00 AM 1:00:00 AM 1:10:00 AM 1:20:00 AM 1:30:00 AM Time [h:m:s] Figure 8. Chamber furnace power control during the reheating trials 8 CONCLUSIONS The Type S3 BFG-oxyfuel burner gave low NOx and low CO emissions in these chamber furnace trials. The reheating rate with pure BFG-oxyfuel was slower than propane-cold air combustion with a constant burner power, but propane boosting of the BFG could be used to compensate as predicted by theoretical flame temperature calculations. The fastest reheating and the highest productivity was available when the burner was operated in the 100% propane-oxyfuel mode. Therefore the reheating process in industrial furnaces can be optimized from low energy costs with a high percentage of BFG oxyfuel to high productivity with exclusively propane oxyfuel reheating. BFG oxyfuel should always have a booster fuel available like propane, natural gas or coke oven gas when used in reheating furnaces. ACKNOWLEDGEMENTS This work was carried out with a financial grant from the Research Fund for Coal and Steel of the European Community and financial support from MEFOS member companies. REFERENCES MALFA, E., ET. AL, (2008), CO2 Reduction in reheating furnaces (CO2RED), TGS3, Technical report 4, Research DG RTD G5, Brussels, Belgium. MARION, J., ET AL, (2000), Hauck E-Solutions, Hauck Mfg. Co. Lebanon, PA. 9