Document 10281867
advertisement

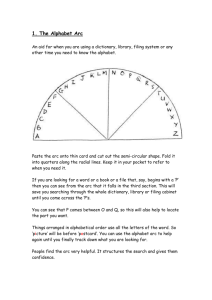
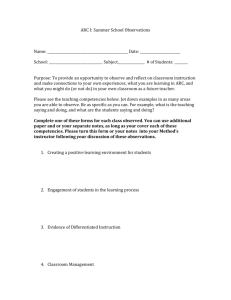
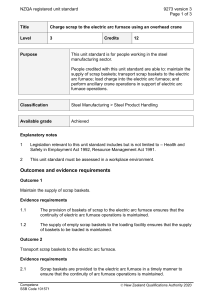
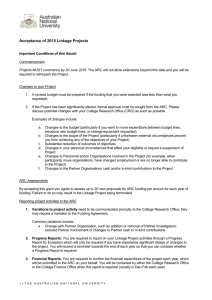
a . . . . . .. .. .. .. .. .. .... .. .. .... .. . ... .. ... .. ... .. ... .. ... .. ... .. ... .. ... . .. . . .. ... .. ... .. ... .. ... .. ... .. ... .. ... .. ... .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. . . . . . . . .. . .. . .. . .. . ~ 0 13, . NO. 2, 1987 published by the Center for Metals Production - An EPRl Sponsored R&D Applications Center Understanding Electric Arc Furnace Operations For Steel Production Introduction silicon and the burning of natural gas The use of electric arc furnaces (EAF) with oxy-fuel burners. About 53% of the for steelmaking has grown dramatiin the cally in the last decade in the United Furnaces are often classified by power total energy leaves the furnace States. In 1975 electric furnaces acrequirement levels. A scale indicating liquid steel, while the remainder is lost counted for 20% of the steel produced power classification ranging from ultra- to slag, waste gas, or cooling. Typical tap-to-tap time has decreased high-power (UHP), withover 700 kVA in the U.S.; by 1985 this figure had from over 2 hours in 1960 to 70-80 grown to 34%. Electric furnaces range per ton, downto low-power, with less minutes today. Primarily responsible are in capacity from a few tons to as many than 200 kVA per ton, is shown in UHP furnaces, oxy-fuel burners, wateras 400, and a steelmaking shop can Figure 1 along with some representacooled side panels (which allow for have a single furnace or up to three tive furnaces. higher power after the steel is molten), or four. In brief, these furnaces melt foamy slag practices (which also permit steel by applyingan AC current to a EXAMPLES KVA higher power), and ladle metallurgy PER steel scrap charge by means of graphite TON (which removes the refining function electrodes. It requires about 500 kwh IMX) from the furnace and shifts it to a ladle of electricity to produce a ton of steel; ULTRA-HIGH 900 into which the molten metal is poured). consequently, these furnaces use a .. .~ . .. . . . 800 0 CHAPARRAL tremendous quantity of electricity. Trans0 BETHLEHEM(JOHNSTOWNI 700 former loads mayreach 120 MVA. Chemical Ekctricol The melting process involves the use 600 0 INLAND HIGH of large quantitiesof energy in a short 0 LUKENS “n” 500 0 ATUNTIC STEEL time (1-2 hr) andin some instances the 400 process has caused disturbances in MEDIUM 300 ARMCO (KANSAS CITY) power grids. These disturbances have 7.00 usually been characterized as “flicker” LOW 0 LTV(CLEVELAND) - brief irregularitiesin voltage a frac100” tion of the60 Hz cycle inlength, and I “harmonics” - irregularities that tend to Figure 1 to the 60 occur in a pattern repetitive EAF Power Classifications Hz cycle. The featuresof electric arc furnaces It is important to consider the energy were describedin a CMPTechEAF: The Commentary on Electric Arc Furnaces balance for a typical modem energy diagram shownin Figure 2 indi(Vol. 1, No. 3, 1985). The purposeof cates that70% of the total energy is the present Techcommentary is to electrical, the remainder being chemical give utilities and steel mills a better of understanding of electric furnaces from energy arising from the oxidation Figure 2 elements such as carbon, iron, and an electrical viewpoint. Energy Patterns in an Electric Furnace Energy Needs ~ ” ~ Typical Steelmaking Cycle A typical heat cycle appearsin Figure 3. To achieve meltdown as quickly as possible, electrodes are initially lowered to a point above the material, the current is initiated, and the electrodes bore through the scrap to form a pool of liquid metal. The scrap itself protects the furnace lining from the highintensity arc. Subsequently, the arc is lengthened by increasing the voltage to maximum power. Most modem furnaces are equipped with water-cooled panels in the upper halfof the sidewall, rather than refractories, which allows for longer arcs and higher energy input into the furnace.In the final stage, when there is a nearly complete metal pool, the arcis shortened to reduce radiation heat losses and to avoid refractory damage and hot spots. After melt dawn, oxygen usually isinjected to oxidize the carbon in the steel or the charged carbon. This process is an important source of energy; the carbon monoxide that evolves helps minimize the absorption of nitrogen and flushes hydrogen out of the metal. It also foams the slag, which helps minimize heatloss. Arc ignition peGiod (start of power supply ) Conditions of furnace I 2. To stabilize the arc 3. To rapidly submerge the Operating objectives I electrode tip into scrap I To protect the furr from arc soot by supplying high power and increasing the boring speed 2. To increase the boring diameter roof from arc I I I I 11 Optimum current a OP a u 80 Characteristic curve of arc power 2 60 ? 40 00 60 Is Short- 40 c~rcuiting 40 current 20 20 ‘ 0 Criteria for operation of furnace Detailed Electrical Operation Molten metal period Boring period T 40 80 ArcCurrent I20 160 ‘ 0 40 80 120 160 Io % To be judged by the position where the electrode tip is submerged for about 1.5d TO be judg A? t consumption (kW the boring period 1. The rate of lowering the electrode 2. The lowered position of the electrode I 1 I Courtesy of the Iron and Steel Society. Inc. - Electric Furnace Steelmaking 1985 - Figure 3 I SteelMeltingCycle early meltdown, and they occur at varyin an After an electric furnaceis charged with tinguished by a minor overshoot electrode regulator or by physical move-ing frequencies. scrap and the roofis in place, the Many attempts have been madeto operator lowers the electrodes, each ment of the scrap.As the scrap melts, establish the human eye’s reaction to it can often shift and fall away from of which has its own regulator and mechanical drive. The electrodes are an electrode- extinguishing the arc, the flickerof a lamp. That these endeavors have not exactly confirmed one connected to the furnace transformer‘s or against theelectrode- possibly another is shownin Figure 4 (from “Arc breaking it. secondary delta winding, which may Furnace Power Delivery”), where perBecause of thephysical movement be rated from;bout 600 to 850 volts. ception is measured while disturbance No current flows when the first elec- and settlingof the scrap, wide excursions can take place on a random basisvoltage and frequency are varied. Eye trode contacts scrap, but a line-to-line response to disturbancesin the 5-10 Hz path through the scrap and an arc are in the secondary circuit. The abrupt range did seem to be greatest in all established when the second electrode initiation and interruption of current the studies. completes the circuit. The regulators flow provides a source of harmonic currents and causes considerable distur- Generation of harmonics may result in for each of thesetwo electrodes then bance to high-impedance circuits. ( A b o u t further flicker problems, and equipsignal the drives to raise the elecment on the power system may also trodes until the selected current-voltage 75% of the total impedanceis inthe secondary circuit.) Voltage and current be damaged. If static capacitors are to ratio for the arcis achieved. Initiation of the third arc depends on the scrap’s waves deviate considerably from sym- be used to improve the power factor, location, whichis unpredictable, hence metrical sinusoidal patterns, but they an analysisto ensure that resonance does not exist at any of the harmonic do not attain full rectangular shape, the duration of the unbalance is short according to findingsin the CMP report, frequencies should be made. Harmonbut random. While the scrap is still “Arc Furnace Power Delivery Scoping unmelted, the arc may easily be exStudy.”’ Disturbances are worst during .mation Main melting period Meltdown period Meltdown-heating period Tapping spout .. . ... lid baih 'bottom 1. To reduce the local damages near hot spots on lining 2. To rapidly melt the remaining scrap Since the arc is surrounded withsolid materials, the the therrnol conductivity Of arc power is a maxlmum. Therefore, rapid and uniform melting should be planned by supplying the maximum power that the facilities permit )P I20 I4O is 3 1. To reduce the heat radiation onto the lining as well as minimize hat spot domoge 2. To rapidly increase the temperature of molten steel to the appropriate value for refining 1 la ! 160 jowr lfter 1. Power consumption (kwh) 1. Variation of arc impedance 2. Melting Conditions of 2. Therate of the F c e scrop temperature (IPB) 3. Powerconsumption (kwh) Borderlines of flicker per perceptibility for incandescent light bulbs under laboratoryconditions (1-Commonwealth Edison. 12OV. 25 4 0 + 6OW; 2-Japan. lOOV, 60W; 3-Schwabe. 120V. 60W; 4-Carjell. 220V, 6OW; 5-Wasowsk~,220V, 40W; 6-Kendal1, 230'4 60W; 7-UIE, 230V, 60W; sinusoidal wave; 8-UIE, 230V, 60W. square wave). + 070 r I Power consumption (kwh) a full heat. Thisis generally uneconomical due to oxidation losses and the need to open the furnace for several separate charges, which results inloss of both time and heat. Noris the use of large heavy scrap alone optimum.A large piece might protrude and interfere with roof closure or require placement by magnet, a process which takes time. The furnace operator therefore tries to blend several types of available scrap to suit his needs. It is beneficialto arrange the heavier pieces near the bottom of the charge. After about20 minutes of operation, dependingon available power and other practices, the electrodes will have opened some voids, and cave-ins can occur. If large pieces of scrap are on top of the pile, they can possibly slide into and break an electrode. It is generally believed that light, uniform scrap produces a smoother meltdown than does large heavy scrap. However, this is not always the case. If heavy scrap is charged, full power canbe applied. If all the scrapis light, on full power the electrodes may bore through, damaging the furnace bottom before a sufficient pool of liquid metal has formed. Generally, the initial period of melting causes the most electrical disturbances. As the scrap temperature begins to rise, a liquid pool forms, and disturbances begin to diminish. This is generally about 10 minutes or so after power-on and can vary depending on power levels and shop practices. Melt Down ics contributeto wave distortion and Heating steel scrapto approximately to the increasein effective inductive 3000" F requires large quantitiesof reactance. This increase is often in the energy rapidly applied. Therefore, full 10 to 15% range and has been repower is called for during meltdown. 25%. Current into ported as high as The arc during meltdown canbe long the furnaceis therefore less than what because the electrode and arc are borwould be expected from calculations ing a hole down through the scrap, based on sinusoidal wave shapes, and and the roof andsidewalls are not losses in frequency-sensitive equipexposed to arc radiation. If the arc is ment such as transformers are higher extiquished, the regulator will lower the than the sinusoidal wave shape would electrode to re-establish it. This can produce. take several seconds if the scrap has moved out from under the electrode. Importance of Scrap Main Melting Period Scrap is availablein a wide variety 0.20 S 8.8 10 FlickerFrequency, IS Hz Figure 4 Borderline of Flicker Perceptibility of sizes, densities,and chemical compo- After about 20 minutes, most electric sitions, anda mixtureis usually used. If furnaces will have begun converting only the lightest, least dense material scrap to liquid metal. Hence, wide is charged, several buckets of scrap swings in disturbances will diminish considerably. When sufficient molten must be placedin the furnaceto make metal exists(in some high-powered as oils) and low-boiling-point nonferrous furnaces only8-10 minutes is required), When the carbon electrode actsas the metals. Preheat could come from Waste the arc is shortened by an adjustment cathode, it is a good emitter of eleci ‘ heat or supplemental gas or oil burners. trons (hence, carbon cathodes in the to the electrode regulators. The curThe recent trend toward using the rent will rise since overall resistance is large mercury arc rectifiers of several electric furnace asa main melting unit reduced, and the power factor and arc years ago); steel, even molten,is not has ledto the practice of leaving Some power will decline. Arc length is changed nearly as good. During the half-cycle slag and molten metalin the electric when the scrap orthe bath is the so that the shorter arc will deliver a furnace. CMP-AIS1 studies at Sidbeccathode, arc initiationis a little slower higher portion of its heat to the metal Dosco indicated that this ractice reis below the electrode than will the longer and weaker than when the electrode duces arc furnace flicker. cathodic (Figure6). This slight variaarc, which radiates more heat to furtion between the opposite half-cycles nace sidewalls. Many studies have been conducted which confirm the ad- tends to create the even-numbered vantages of thelong arc for meltdown harmonics -the second and fourth. of heavy scrap andthe short arc for operation after sufficient liquid metal has been formed. The short arcis much Tests havebeen run with hollow elecmore stable than the long arc, and trodes, both dry and with argon, and operation during the refining period argon and lime injection. Work by W.E. follows sinusoidal concepts much more 1950’s demonstrated Schwabe in the Many ways exist to reduce the effects closely. of the arc disturbances. These are deter-the stabilizing effect of hollow electrodes in furnace^.^ He described the mined by the utility system to which development of the trumpet profile in to be the furnace or furnaces are the tip which decreased load swings connected, and theyare influenced mainly by the size and stability of the during meltdown. Photos have been taken during the refining’period to show the electric arc’s power grid. Some sizable shops require Trials with hollow electrodes and ar1970’s showed no particular flicker control equipment. gon injection during the action. High-speed photographyis a marked smoothing of oscilloscope needed to capture the60 arc cycles per It is quite possible that, if a furnace traces of arc voltage and current4.The shop is fed from a 220 kV or higher second. It has been shown that the favorable effect of argon resulted from system with a short-circuit capacity of arc moves around on the tip of the the arc-supporting effectof the media electrode and, in some cases, consider- 6500 MVA or more,the utility will due to the greater number of atoms ably off the vertical. This movement is experience verylittle loaddisturbance, present for ionization. Injectionof powbelieved to be caused by the electro- and the steelmaker can have considerdered lime into the arc zone cut arc able flexibility in configuring his internal magnetic forces induced by the high resistance in half and eliminated all current flow (Figure5). When the same plant power system. Most utilities require power factor high-frequency componentsof the arc conditions were observed with hollow voltage.’ correction. Shops with large electric electrodes, the arc still moved around Based on these favorable results, furnaces would more than likely use considerably, but it appearedto be more nearly vertical and better consolidated static capacitors; synchronous condens-trials ona commercial-sized electric furnace were undertaken by the Center ers of sufficient capacity wouldbe than with solid electrodes. for Metals Production, with joint financprohibitively expensive for a multifurnace shop. Before such systems are installed, ing by 20 steel companies and the A transient analysis is required to determine:Electric Power Research Institute.2 20% reduction in flicker was found when (a) Capacitor bank configuration argon and lime were injected down (b) Need for harmonic tuning of the electrodes during these tests. Howsections ever, savings in power and electrodes (c) Switching procedure (This is were minimal, offering little incentive important to avoid a power for adopting this practice for steelmelting. Cycle I Cycle 2 Cyde 3 factor penalty and does not eliminate flicker.) Figure 5 If additional regulationis needed, VAR Arc Pattern Flow control equipment would probably be Operation of an electric furnace with required. However, if plans have alone direct-current electrode rather than ready been made for power factor the three electrodesof conventional capacitors, including tuning reactors, alternating-current designs has proven then the thyristors and main reactor are to reduce electrical system disturbthe only further additions required. ances. Improvements in load variation, a 60% reduction in flicker, and elimination of phase unbalance has been reported with DCfurnace^.^ Major problems withDC operation are the relatively Anode short life of the bottom electrode and Preheating the scrap charge helps re- contact between the scrap and the botFigure 6 tom electrode during initial meltdown. duce electrical disturbansesin melting Variation in Arc Shape with Half Except for the bottom electrode, most of and removes some contaminants (such Cycles f Argon and Lime Injection Reducing Electrical Disturbances Arc Movement DC Furnaces h Other Means of d Reducing Flicker monic filters, which would also help t the equipment for a DC furnace is avoid power factor penalties.It is also conventional, and large DC loads are helpful that makers of electronic apparanow routinely handledin steel mills. A 60 MW furnace load would be compara- tus - computers, TV, X ray, etc.-have .. ble to rectifiers supplying a wide 7-stand improved their power supplies in recent years, making these systems less hot stripmill for rolling steel. vulnerable to power fluctuations. Rectifiers for these main3000-5000 hp drive motors are of the 12-pulse type. These rolling mill systems handle large impact loads which are close to step functions and probably could handle initial disturbances in DC melting furnaces. 1. “Arc Furnace Power Delivery Scoping . p , ’ Most important, utilities have become vitally interested in power quality.To further this goal, the Electric Power Research Institute has formed a Power to investiElectronics Applications Center gate further the question of utility power quality. Bibliography Study,” Center for Metals Production, Report No. 84-1,1984. EAF Furnace Loads 2. “Arc Stability in Electric Furnace SteelCenterforMetalsProduction, Are Not Unreasonable making,” ReDozNo. 86-9, 1986. It is true that the arc furnace incurs short circuits. However, relative magnitude should be kept in mind: If current at maximum circuit power is considered to be 100 percent, or 1.O per unit, then a short circuit will result in only 1.414 timei this full load current - not too serious a problem. When the primary breaker is closed on a transformer, the inrush current can be 10 times rated load-far more than the1.4 times due to a secondary short in the electric arc furnace.A hot strip rolling mill cango from no load to 60 MW faster than a60 MW furnace, and this can occur every2 minutes. While the rolling mill load is a balanced-phase load (a major advantageover arc furnaces), the mill load cycles much more frequently. 3. W. E. Schwabe. “Experimental Results with Hollow Electrod‘es,” Iron and Steel Engineer, June 1957, pp. 84-92. Utility Engineering Progress Most of the larger electric arc furnaces installed over the past 20 years have been fed from high-voltage, stiff utility power grids. Problems of previous years -transformers failing because of resonance on a certain tap combination or utility capacitor banks failing far from an offending furnace- have not been repeated. Users and utilities have done their homework priorto installation, and potential problems have been identified and corrected. The user can decide what to do inside his plant regarding the potential flicker problem. For example, he may wantto install har- 4. W. J. Maddever. “Gas Injection Process During Electric Furnace Steelmaking and Continuous Casting,” Ph.D. thesis, University of Toronto, 7978. 5. ”DCArc FurnacesforSteelProduction.” Metals Center Production, for Report No. 86-8, 7 986. 6. “Techno-Economic Assessmentof Electric Steelmaking Through the Year 2000” EPRI, 1987 (to be published). CMP Publications of Interest 84-1 Arc Furnace Power Delivery (1984) A detailed analysisof the technical problems relatingto large electric furnaces and utilltypower grids. 85-1 Ladle Refining Furnaces for the Steel Industry (1985) A review of supplemental steel heating and refining units often used in conjunction with electric arc furnaces. 85-2 Electric Arc Furnace Dust Disposal (1985) An analysis of dusts generated by electric furnaces and a review of methods for treatment and disposal. Vol. 1, No. 3 Electric Arc Furnace Steelmaking (Techcommentary- 1985) A description of the structure and function of electric arc furnaces. (1986) 86-7 Electrode Tip Analysis An examination of electrode wear by various photographic means. 86-8 DC Arc Furnaces for Steel Production (1986) 30 ton A comparison of the electrical energy consumption of a conventional AC furnace with a30 ton DC furnace. 86-9 Arc Stabilityin Electric Furnace Steelmaking(1986) Field testingthe effect on furnace performance of hollow electrodes, lime and argon injection, and changes in other operating parameters. The Electric Power Research Institute (EPRI) conducts a technical research and development program for the U.S. electric utility industry.EPRl promotes the developmentof new and improved technologiesto help the utility industry meet present and future electric energy needs in environmentally and economically acceptable ways. EPRl conducts research on all aspects of electric power productionand use, including fuels, generation, delivery, energy management and conservation, environmental effects, and energy analysis. The Center for Metals Production (CMP) is an R&D application center sponsored by the Electric Power ResearchInstitute (EPRI) and administered through Mellon Instituteof Camegie Mellon University. CMPs goal is to develop and transfer technical information that improves the productivity and energy efficiency of U.S. primary metals producing companies(SIC 33). Target areas are reductiotdsmelting;refining remelting; and surface conditioning1 protection. LEGAL NOTICE This report was prepared and sponsored by the Center for Metals Production (CMP). Neither members of CMP nor any person acting on their behalf: (a) makes any warranty expressed or implied, with respect to the use of any information, apparatus, method, or process disclosed in this report or that such use may not infringe privately owned rights; or (b) assumes any liabilities with respect to the use of, or for damages resulting from the use of, any information, apparatus, method, or process disclosed in this report. EPRl Robert Jeffress, Project Manager CMP Joseph E. Goodwill, Director Richard M. Hurd, Chairman Steelmaking Processes James M. Hensler, Manager of Technical Projects John Kollar, Manager of Communications William C. Flora, Consultant David J. Westhead Company, 1nc.i Advertising Center for Metals Production Mellon Institute 4400 Fifth Avenue Pittsburgh, PA 1521 3-2683 412-268-3243 0 1987 Center for Metals Production CMP-0787-002