PISTON
advertisement

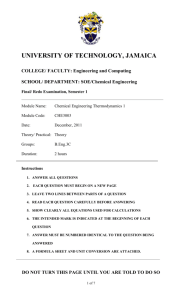
Cylinder Liners • Liners are cylindrical components that fit inside the cylinder bore. Purpose of liners: • Liners are provided in order to increase the service life of the engine i.e., wear resistant surface for bore • It simplifies the production of cast iron engines Material used: • Liners are made of cast iron and special alloys of iron containing silicon, manganese, nickel and chromium. There are two types of liners Dry liner and Wet liner Dry liner • It is in the form of a barrel having flange at the top which fits in the grooves of block. • It is not directly in contact with water. Hence it is called dry liner. It is machined from both the sides. Wet liner • It is in the form of barrel shape provided with flange at top which fits into the grooves of the cylinder block. • Grooves are provided to cylinder or liner. Rubber packings are inserted into the bottom grooves. •These are having direct contact with water. Hence called as wet liners. • Machining from both the sides are not required because it does not bear against the cylinder block. Comparison of dry liners with wet liners Sl. No. 1. 2. 3. 4. 5. Description Dry Liners Contribution of rigidity of cylinder More block rigidity Introduction of thermal barrier at More the adjoining surfaces Cooling Inferior Renewal after wear Comparati vely difficult Chances of coolant leakage Less Wet Liners Less rigidity Less Better Easy More PISTON Functions of a Piston 1. To transmit the force of explosion to the crankshaft 2. To form a seal for high pressure gasses in the combustion chamber do not escape into the crankcase 3. To serve as a guide and a bearing for small end of the connecting rod Piston must satisfy the following conditions Silent in operation Rigidity for high pressure The design should be such that seizure does not occur Resistant to corrosion due to some products of combustion e.g. sulphur dioxide It should have shortest possible length so as to decrease overall engine size Lighter in weight so that inertia forces created by its reciprocating motion are minimized High thermal conductivity for efficient heat transfer so that higher compression ratios may be obtained without the occurrence of detonation Top of the piston is called head or crown • Some pistons head is provided valve relief. • Pistons used in some high powered engines may have raised domes, which increases compression ratio as well as controls the Combustion. • In some engines pistons may be specially dished to form the desired shape of the combustion chamber. Piston ‘Skirt’ The part of the piston below the rings is called ‘Skirt’. Its function is to form a guide suitable for absorbing the side thrust produced on account of the inclination of the connecting rod. It must be of sufficient length to resist tilting of the piston under load. The combustion pressure from the piston crown is transmitted to the connecting rod through the ‘webs’ inside the piston. The webs also form heat path from the piston crown to the gudgeon pin bosses and the skirt. The ‘Bosses’ form a bearing surface for the rocking motion of the connecting rod. Piston Materials Common materials used are cast iron, cast aluminium, forged aluminium, cast steel, forged steel and alloys of aluminium. • Cast iron is the ideal material for rubbing surfaces of piston. • Cast iron and steel have the high strength required for good wearing qualities at required temperature and low thermal expansions. • But heavier pistons than aluminium and low thermal conductivity • Aluminium alloy pistons have the advantage of low weight and high thermal conductivity which makes it to run cool. • But it is less strong and hence thicker sections have to be used. • Since it is softer fine particles of lubricating oil get embedded on it. Piston life gets shortened due to abrasion • Expansion is about 2.5 times that of the cast iron • Strength also reduces as temperature rises • Due to unequal coefficient of expansion from the cylinder if large cold clearance is kept the ‘piston slap’ would occur. To prevent heat from the piston skirt following methods are adopted 1. By providing horizontal slot 2. By providing inclined slot in the oil ring groove 3. By making a heat dam 4. By vertical slot 5. By T-slot 6. By tapered piston 7. Using special alloys 8. Wire wound pistons 9. Autothermic piston 10. Bi-metal piston 11. Aeconoguide piston Wire wound pistons: A band of steel wire under initial tension is put between the piston pin and the oil control ring, thus restricting the expansion of the skirt . Autothermic piston: This type of piston contains low thermal expansion steel insert at the piston pin bosses. These inserts are so moulded that their ends are anchored in the piston skirt as shown. Bi-metal piston: • In this type of piston skirt is formed by steel and the aluminium alloy cast inside it forms piston head and piston pin bosses. • As the coefficient of thermal expansion for steel is quite small, the piston will not expand much and hence smaller cold clearances can be maintained. Aeconoguide piston: • This is a method to reduce skirt friction. The skirt contact area is reduced by about 75% compared to conventional pistons. • And consist of raised pads which are specially shaped to assist the hydrodynamic lubrication. Piston head designs Piston Failures Scoring Burnt Piston Scuffing Damaged piston pin boss Damaged Ring land Worn out Circlip groove Piston Failures Scuffing : This occurs due to excessive heat, the piston expands and becomes tight in the cylinder. As a result lubricant is squeezed out from the cylinder walls and metal to metal contact takes place. Scoring: Piston is scored as a result of carbon build-up. Accumulation of carbon and other deposits on the piston skirt. Particles of carbon breaking away from the exhaust ports, lodging between the piston skirt and cylinder results in scoring the piston. Damage to Ring land: This occurs mainly because excessive ring groove clearance and attempting to remove the piston without first removing the cylinder ridge. Damage to piston pin boss and circlip groove: This occurs rocking motion of the connecting rod due to bent connecting rod or tapered crankpins or loosely installed circlip PISTON RINGS These are circular rings and made of special steel alloys which retain elastic properties even at high temp. These are housed in the circumferential grooves of piston outer surface Main function of the piston ring is to impart the necessary radial pressure to maintain the seal between piston and the cylinder bore. It prevents gas leakage into the crank case. It has contacts with cylinder walls evenly and tightly fit into the grooves. It is made by fine grained cast iron. Modern rings are made by steel. Types of piston rings: • Compression rings or Pressure rings • Oil control rings or Oil scraper rings The compression rings are located at the top portion of the piston. Two or three compression rings are fitted in order to increase the compression ratio and one or two oil rings to remove the excess oil from the cylinder walls. Functions of compression rings • • • • • • To seal between the piston and the cylinder liner. To transfer the heat To absorb piston fluctuations due to side thrust. Any number of piston rings. The heat transfer is better from rings to the liner. It is better to use a number of narrow rings than a few wide shallow rings. Types of rings and grooves Functions of oil control rings • To scrape the lubricating oil from the surface of the liner. • During the upward stroke these should allow sufficient oil to go upwards for the proper lubrication of the liner. Types of piston ring Ends • • • • Butt cut Angle cut Square step cut joint or Lap Round step cut joint CONNECTING ROD • Manufactured by drop forging • Should have adequate strength, stiffness with minimum weight • Material Shape of connecting rod: Rectangular Circular Tubular I-section H-section Connecting Rod There are 2 types of small end and big end bearings • Split at right angle to its length • Split at an angle Connecting Rod Assembly Cross Section of Connecting Rod Crank Shaft • The Front end of the crankshaft carries three devices- gear or sprocket that drives the camshaft, vibration damper to control torsional vibration and the fan belt pulley. • Rear end of the crankshaft carries fly wheel. • Crank shaft have drilled oil passages through which oil can flow from the main bearings to the connecting rod bearing Valves •Valve is a device to admit the Air-Fuel mixture and expel gases from cylinder. •Inlet valve is made by Nickel Chromium alloy steel and Exhaust valve is made by Silichrome steel. •The face of the valve should be ground to make an angle 450 to 300 in order to match the angle of valve seat in the head or block. •Valves used in modern vehicles are treated as mushroom valves. There are two types of valve mechanisms namely “Straight mushroom valve mechanism” and “Overhead mushroom valve mechanism” Overhead Valve Mechanism • As crank shaft rotates, cam shaft rotates will also rotates there by rotating cams mounted on it. Cams lift the push rod by valve lifter. • Push rod actuates the rocker arm and opens the valve. • Valves are mounted in the cylinder head and valve clearance is in between rocker arm and valve stem. Straight Mushroom Valve Mechanism • When the crank shaft rotates cam shaft rotates, valve lifter slides up and down due to rotation of cams. • When the valve lifter moves upwards valve stem moves upward which operates the valves. • Valve mechanism is provided in the engine block. Here valve clearance is between valve stem and valve lifter Valve Timing diagram Valve Overlap EVC IVO IVC EVO • To see how valve-timing works in a 4-stroke engine cycle, let’s show piston motion as a circle. In this simple cycle, each stroke is shown as a semi-circle. • The intake valve opens at top dead center, and closes at bottom dead center. The blue line shows that period and it matches the intake stroke. • The exhaust valve opens at bottom dead center, then closes at top dead center before the new air-fuel mixture enters the cylinder. • In practice, the intake valve usually opens earlier than top dead center, and stays open a little past bottom dead center. • The exhaust valve opens a little before bottom dead center, and stays open a little past top dead center. • When the valves actually open and close, can be measured by angles. To make these angles easier to read, let’s use a spiral instead of a circle. • This intake valve opens 12° before the piston reaches top dead center. • And it closes 40° after bottom dead center. • The exhaust valve opens 47° before bottom dead center - and stays open - until 21° past top dead center. This gives exhaust gases more time to leave. • By the time the piston is at 47° before bottom dead center on the power stroke, combustion pressures have dropped considerably and little power is lost by letting the exhaust gases have more time to exit. • When an intake valve opens before top dead center and the exhaust valve opens before bottom dead center, it is called lead. • When an intake valve closes after bottom dead center, and the exhaust valve closes after top dead center, it is called lag. • On the exhaust stroke, the intake and exhaust valve are open at the same time for a few degrees around top dead center. This is called valve overlap. On this engine, it is 33°. • Different engines use different timings. Manufacturer specifications contain the exact information. Port Timing Diagram (TDC) EPO EPC IPC IPO (BDC) Exhaust Port opens before piston reaches BDC and after sometime inlet valve opens. During next stroke of the piston, first inlet valve closes then exhaust valve closes. After exhaust port closes compression of fuel-air mixture takes place