Microprocessors
advertisement

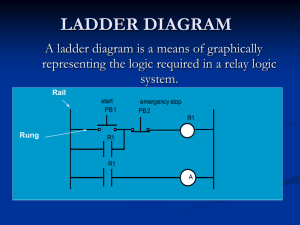
Ladder Concept LADDER DIAGRAM A ladder diagram is a means of graphically representing the logic required in a relay logic system. Rail start PB1 emergency stop PB2 R1 Rung R1 R1 A Coils Coils represent relays that are energized when power flows to them. When a coil is energized it causes a corresponding output to turn on by changing the state of the status bit controlling the output to 1. That same output status bit maybe used to control normally open or normally closed contact anywhere in the program. 4 Boxes Boxes represent various instructions or functions that are Executed when power flows to the box. Some of these Functions are timers, counters and math operations. 5 Electrical Ladder PLC Implementation I/O Module Connection Relay Ladder PLC Implementation Simple Ladder Diagram Symbols Symbols Multiple Contacts Multiple Contacts Output Used as Internal coil Is this legitimate? No. Do not repeat output coil Reverse Power Flow is not allowed Corrected version Solution Question Solution PLC Ladder Diagram INSTRUCTIONS 1) Relay, 2) Timer and counter, 3) Program control, 4) Arithmetic, 5) Data manipulation, 6) Data transfer, and 7) Others, such as sequencers. AND OPERATION A B C Rung Each rung or network on a ladder program represents a logic operation. In the rung above, both inputs A and B must be true (1) in order for the output C to be true (1). 32 OR OPERATION A C Rung B In the rung above, it can be seen that either input A or B is be true (1), or both are true, then the output C is true (1). 33 NOT OPERATION A C Rung In the rung above, it can be seen that if input A is be true (1), then the output C is false (0) or when A is (0), output C is 1. AND and OR LOGIC PB1 PB2 R1 R1 = PB1.AND.PB2 AND PB3 PB4 R2 R2 = PB2.AND.~PB4 PB1 R1 R1 = PB1 .OR. PB2 OR PB2 COMBINED AND & OR R1 = PB1 .OR. (PB2 .AND. PB3) R1 PB1 PB2 PB3 PROGRAMMING EXAMPLE 1 Bar code reader microswitch Stopper Conveyor Part Robot Machine Operation id MSI R1 C1 R2 R3 C2 R4 C3 C4 description microswitch output to bar code reader input from bar code reader output robot output robot input from robot output to stopper input from machine input from machine state 1 1 1 1 1 1 1 1 1 explanation part arrive scan the part right part loading cycle unloading cycle robot busy stopper up machine busy task complete PLC WIRING DIAGRAM Input MS1 C1 C2 C3 C4 01 02 03 04 05 Programmable Controller PLC Output 11 12 13 14 15 R1 R2 R3 R4 Operation Rung 1. If part arrives and no part is stopped, trigger the bar code reader. Rung 2. If it is a right part, activate the stopper. Rung 3. If the stopper is up, the machine is not busy and the robot is not busy, load the part onto the machine. Rung 4. If the task is completed and the robot is not busy, unload the part from the machine. PLC Ladder 01 11 14 14 02 14 04 05 03 03 12 13 A Detailed Design Process A Detailed Design Process 1. Understand the process 2. Hardware/software selection 3. Develop ladder logic 4. Determine scan times and memory requirements PLC Status Indicators • Power On • Run Mode • Programming Mode • Fault Troubleshooting 1. Look at the process 2. PLC status lights HALT - something has stopped the CPU RUN - the PLC thinks it is OK (and probably is) ERROR - a physical problem has occurred with the PLC 3. Indicator lights on I/O cards and sensors 4. Consult the manuals, or use software if available. 5. Use programming terminal / laptop. List of items required when working with PLCs: 1. Programming Terminal - laptop or desktop PC. 2. PLC Software. PLC manufacturers have their own specific software and license key. 3. Communication cable for connection from Laptop to PLC. 4. Backup copy of the ladder program (on diskette, CDROM, hard disk, flash memory). If none, upload it from the PLC. 5. Documentation- (PLC manual, Software manual, drawings, ladder program printout, and Seq. of Operations manual.) SWITCHES Non-locking Locking Normally Ope n Normally Clos e d DPST P1 SPDT P2 Multiple Throw Multiple Pole Bre ak-before -make Make -be fore -bre ak TERMS Throw - number of states Pole - number of connecting moving parts (number of individual circuits). SPDT A serial switch box (A-B box) has two 25 pin serial ports to switch from. A B Output DPST Input Knob How is this switch classified? TYPES OF SWITCHES RATING: Selector switches Pushbutton switches •24 Volts AC/DC •48 Volts AC/DC Photoelectric •120 Volts AC/DC •230 Volts AC/DC switches •TTL level (Transistor-to-transistor Limit Switches ±5V) Proximity switches •Isolated Input Level switches Thumbwheel switches Slide switches Switches What is this? Cylinder Pneumatic Also called Actuator ElectroPneumatic Valve Directional Control Valve which acts as a ‘switch’ to direct compressed air to each side of pneumatic actuator. 5-Port 2 Way Valve Also called Double Acting Pneumatic Actuator and 5/2 way solenoid operated directional control valve. Two ports to allow air in, one for outstroke (extend) and one for in-stroke (retract). Cylinder & Valve Assembly TIMER TIMER A timer consists of an internal clock, a count value register, and an accumulator. It is used for or some timing purpose. Clock Accumulator reset Register contact Contact output Clock Reset Output Count 0 1 2 3 4 Time 5 seconds. 5 ON-DELAY TIMER (TON) For this example the timer has been set for 5 seconds. When S1 is closed, TR1 begins timing. When 5 seconds have elapsed, TR1 will close its associated normally open TR1 contacts, illuminating pilot light PL1. When S1 is open, de-energizing TR1, the TR1 contacts open, immediately extinguishing PL1. This type of timer is referred to as ON delay.. TON Example When the switch is closed input 4 becomes a logic 1, which is loaded into timer T37. T37 has a time base of 100 ms (.100 seconds). The preset time (PT) value has been set to 150. This is equivalent to 15 seconds (.100 x 150 ). The light will turn on 15 seconds after the input switch is closed. Retentive On-Delay (TONR) The Retentive On-Delay timer (TONR) functions in a similar manner to the On-Delay timer (TON). There is one difference. The Retentive On-Delay timer times as long as the enabling input is on, but does not reset when the input goes off. The timer must be reset with a RESET (R) instruction. TONR Example TONR Example Cont. The same example used with the On-Delay timer will be used with the Retentive On-Delay timer. When the switch is closed at input I0.3, timer T5 (Retentive timer) begins timing. If, for example, after 10 seconds input I0.3 is opened the timer stops. When input I0.3 is closed the timer will begin timing at 10 seconds. A RESET (R) instruction can be added. Here a pushbutton is connected to input I0.2. If after 10 seconds input I0.3 were opened, T5 can be reset by momentarily closing input I0.2. T5 will be reset to 0 and begin timing from 0 when input I0.3 is closed again. OFF-DELAY (TOFF) The Off-Delay timer is used to delay an output off for a fixed period of time after the input turns off. When the enabling bit turns on the timer bit turns on immediately and the value is set to 0. When the input turns off, the timer counts until the preset time has elapsed before the timer bit turns off. TIMER MAX VALUES TIMER EXAMPLE Start PB Pressed >> Pump1 ON (5 sec) >> Pump2 ON (3 sec) >> Mixer ON (60 sec) >> Drain Valve ON >> Pump 3 (8 sec) Counter COUNTER Digital counters output in the form of a relay contact when a preassigned count value is reached. input Register 5 Accumulator reset contact output Input Reset Output Count 0 12 3 4 5 0 1 CTU, CTD, and CTUD UP COUNTER (CTU) Down Counter (CTD) UP/DOWN COUNTER (CTUD) COUNTER EXAMPLE Example Example (cont.)