History and Current Status of the Plastics Industry

Injection Molding Molds
Professor Joe Greene
CSU, CHICO
1
Introduction
• Background
– Concept is simple
• Melt plastic, flow into mold and take part shape, cool, demold
– Injection molding makes parts in discrete (discontinuous) process
– More injection molding machines used for plastic processing than any other equipment
– Almost all thermoplastic and some thermosets materials can be injection molded
– Process is automated and highly repeatable parts
– Injection molding parts are finished with little post molding operations
– Very complex parts can be made
– Machines are expensive
– Molds are expensive, usually P-20 steel
2
Injection Molding Process
3
Injection Molding Operations
• Fountain Effect Flow
– Hot resin flow from the middle of the flow channel to the walls and cools
4
Injection Molding Operations
• Cycle Time
·
Injection Pressure
5
Injection Pressure Graphs
6
Injection Molding Thermal Process
• Temperature History in part
7
Injection Molding Process
• Fill time
– How long it takes to fill part. Faster filling rate = shorter fill time
– Volume of part divided by volumetric flow rate
– Note: Pressure is a function of the flow rate. Faster flow rate = higher pressures, except at very slow fill which causes larger core and smaller flow channel and then higher pressures.
8
Clamping Unit
• Clamping Force
– Clamping unit holds the molds together while the resin is injected, packed, and cooled, and ejected.
– Clamping force is the rating of the injection molder, e.g., 150 tons clamping force.
• Clamping force = Injection Pressure x Total Cavity Projected Area
F
P
A
– Projected area is the area projected into a single plane, that is, the widest area of the part.
– Examples
• The force necessary to mold a part that has 100 in 2 projected area and has 3,000 psi is 3,000 * 100 = 300,000 lbs force = 150 tons (note 1 ton = 2000 lbs)
• The maximum projected surface area of a part on a 200 ton machine with a maximum injection pressure of 2,000 psi is: 400,000 lbs force / 2,000 psi = 200 in 2
9
Plastics Design for Injection Molding
• Part Design
– The underlying principles behind part design, other than part functionality are
• cooling of plastic from melt to glassy state
• heat transfer from various sections
• thermal shrinkage of the plastic parts
– Heat transfer is best when the parts have the same thickness.
• Inside portions of parts cool more slowly than the part surfaces
• Center portion will shrink more than the surface
10
Cavities
• The number of cavities depends on the available production time, product quantity required, machine shot size and plasticizing capacities, shape and size of the moldings, and mold costs.
• Number of cavities
– Product Quantity: If the dimensional tolerance of the part is not very critical and a large number of moldings is required.
– Machine shot capacity: Number of cavities = S / W
11
Injection Molding Molds
• The mold includes the shape of the part and is located between the stationary and movable platens of the injection molding machine
• Key terms
– sprue bushing - part of mold (cooled)
– nozzle - end of injection (heated)
– sprue channel - from bushing to runner
– runners - feeds material from sprue to part
– gate - mold area between runner and part
– mold cavity - concave part of mold
– mold core - convex part of mold
– multi-cavity - more than one part in a cavity
– ejectors - knock out pins
– mold inserts - multiple cavities for same base
– mold base - inserts used in same base
– MUD base - Master Unit Die
– draft angle - minimum angle from bottom to top of part
– parting line - the split between core and cavity molds
12
Mold Timing and Terminology
• Dry-cycle-
Total Time required for the clamp to close and open (sum of mold opening and closing time).
• Opening Time-
Time it takes to open mold and usually eject part
• Closing Time-
Time it takes to close mold
• Mold Protection-
Halts molding operation if a foreign material (dirt, flash, debris) is detected in mold cavity
• Mold Open-
Time the mold is actually open
• Mold Closed-
Time the mold is closed and usually includes
• Injection Time, Hold Time, Cooling Time
• Ejection Time-
Time is takes to eject parts and is a part of Mold Open
Time
13
Injection Time
• Injection Time and the Machine
– Faster a machine can inject the faster the injection time.
– All machines are rates in the number of cm 3 PS per second
• Injection Time and Mold Design
– Pressure drop in the runner system from nozzle to the gate in the cavity
• Smaller the pressure drop, the faster the mold will fill.
• Larger runners yield smaller pressure drop, but take longer to cool.
• In hot runners, valve gates can provide large passages
• Number of cavities
– More cavities, the longer it takes to fill
• Product Shape
– Long flow lengths cause longer injection time
• L/t Ratio
– Ratio of flow length to thickness. Keep less than 200 (high Press)
14
Sprue Guidelines
• The sprue must not freeze before any other cross section.
This is necessary to permit sufficient transmission of holding pressure.
• The sprue must de-mold easily and reliably.
Dco
tmax + 1.5 mm
Ds
Dn + 1.0 mm
1º - 2º tan
= Dco - Ds / 2L
15
• Runners
Injection Molding Runners
– Distribution system for the resin from the sprue to the cavities.
– Runners must be large enough to fill the cavities even with the resin cooling along the runner walls.
– Materials with high viscosities (low MFR) runners should be large enough to prevent gate freeze-off, e.g., PC has a large viscosity and should have a larger runner than nylon which has a low viscosity.
– Runners should be designed to minimize shear, e.g., acetal can decompose if subjected to excessive shear.
– Length of runner should be minimized
– When secondary runners are used as in multi-cavity molds, the flow should be streamlined (Figure 21.7). Streamlining minimizes shear.
– When the same part is made in a multi-cavity design the runners should be balanced and fill at the same time with similar pressures.
(Figure 21.8)
– When cavities are producing different parts, balanced runner design is more complicated and flow analysis should be used.
16
Runner System
• Several types of runners
– single part runner
– multiple part runner
• symmetrical runner
• non-symetrical runner
– runner-less designs with hot manifolds
17
Runner System
• Runner size considerations
– Although properly sizing a runner to a given part and mold design has a tremendous pay-off, it is often overlooked since the basic principles are not widely understood.
• Pros and cons of large runners
– While large runners facilitate the flow of material at relatively low pressure requirements, they
– require a longer cooling time, more material consumption and scrap, and more clamping force.
• Pros and cons of small runners
– Designing the smallest adequate runner system will maximize efficiency in both raw material use and energy consumption in molding. At the same time, however, runner size reduction is
Runner System
• Runner Balancing is an essential for a balanced filling pattern with a reasonable pressure drop.
• Payoffs of good runner design
– A runner system that has been designed correctly will:
• Achieve the optimal number of cavities
• Deliver melt to the cavities
• Balance filling of multiple cavities
• Balance filling of multi-gate cavities
• Minimize scrap
• Eject easily
• Maximize efficiency in energy consumption
• Control the filling/packing/cycle time.
19
Runner Guidelines
• Common runners
– Full-round runner
– Trapezoidal runner
– Modified trapezoidal runner (a combination of round and trapezoidal runner)
– Half-round runner
– Rectangular runner
20
Runners
• Shape
– Round channels give best flow characteristics but are difficult to machine.
– Semicircular channels are less expensive but should have these rules:
• depth of channel is at least two-thirds the size of the width
• sides are tapered 2º to 5º.
21
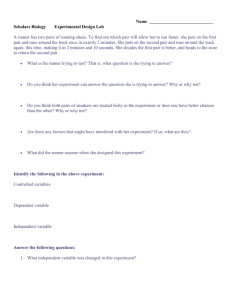
Hot Runner System
• The ideal injection molding system delivers molded parts of uniform density, and free from all runners, flash, and gate stubs.
• To achieve this, a hot runner system, in contrast to a cold runner system, is employed. The material in the hot runners is maintained in a molten state and is not ejected with the molded part. Hot runner systems are also referred to as hot-manifold systems, or runnerless molding.
FIGURE 1. Hot runner system types: (a) the insulated hot runner, (b) the internally heated hot-runner system, and (c) the externally heated hot-runner system 22
Gates
• Gate is the end of the runner and the entry path into the cavity.
– Shape of gate strongly affects the ease with which the part is removed from the runner system.
– Gate is the most restricted point in injection path and first to freeze-off
– Designs
• Edge gate: small rectangular opening at end of runner channel. Low cost gate.
• Submarine gate: starts from the edge of the runner and goes into cavity edge at an angle. Gate is sheared off at part ejection. Creates high shear.
• Tab gate: formed by connecting the runner directly into the cavity with no reduction in runner cross section. Used for large parts.
• Fan gate: made by reducing only the thickness and not the diameter of the runner channel as it goes into the cavity. Used for parts of intermediates size and when reinforcements can’t flow though edge gate.
• Ring gate: Used to make hollow cylinder parts. Covers the entire top of the cylindrical part so the resin flow is downward into the walls of the part. Used to minimize weld lines.
23
• Several types of gates
– rectangular simple gate
– fan gate
Gate System
24
Gate Design
• Gate Design Overview
– Single vs. multiple gates
• Single gate is usually desirable because multiple gates have weld lines
– Gate dimension
• The gate thickness is usually two-thirds the part thickness.
• The gate thickness controls packing time
• Chose a larger gate if you're aiming for appearance, low residual stress, and better dimensional stability.
– Gate location
• Position the gate away from load-bearing areas.
• Position the gate away from the thin section areas, or regions of sudden thickness change to avoid hesitation and sink marks
25
Gate Design
• Gate Design Overview
– Gate Types
• Manually trimmed
– Requires an operator to separate parts from runners during a secondary operation
– Types include sprue, tab, edge, overlap, fan, disk, ring, film, diaphragm, spider
• Automatically trimmed gates
– Automatically trimmed gates incorporate features in the tool to break or shear the gate
– Should be used to
» Avoid gate removal as a secondary operation
» Maintain consistent cycle times for all shots
» Minimize gate scars
– Types include Pin, Submarine, hot-runner, and valve
26
Gate Design
• Design Rules
– Gate location
• Should be at the thickest area of the part, preferably at a spot where the function and appearance of the part are not impaired
• Should be central so that flow lengths are equal to each extremity of the part
• Gate symmetrically to avoid warpage
• Vent properly to prevent air traps
• Enlarge the gate to avoid jetting
• Position weld and meld lines carefully
– Gate Length
• Gate length should be as short as possible to reduce an excessive pressure drop across the gate. Ranges from 1 to 1.5 mm (0.04 to 0.06 inches)
• The gate thickness is normally 50 to 80 percent of the gated wall section thickness. Pin and submarine gates range from 0.25- 2.0 mm (0.01”- 0.08”)
• The freeze-off time at the gate is the max effective cavity packing time.
Boosting structural integrity with ribs
• Structural integrity: the goal of every design
– The major component of designing for structural integrity, in many cases, is to design the structure to be stiff enough to withstand expected loads. Increasing the thickness to achieve this is selfdefeating, since it will:
• Increase part weight and cost proportional to the increase in thickness.
• Increase molding cycle time required to cool the larger mass of material.
• Increase the probability of sink marks.
– Well-designed ribs can overcome these disadvantages with only a marginal increase in part weight.
• Typical uses for ribs
– Covers, cabinets and body components with long, wide surfaces that must have good appearance with low weight.
– Rollers and guides for paper handling, where the surface must be cylindrical.
– Gear bodies, where the design calls for wide bearing surfaces on the center shaft and on the gear teeth.
– Frames and supports.
28
Ribs Design
• Design Rules
• Keep part thickness as thin and uniform as possible.
– This will shorten the cycle time, improve dimensional stability, and eliminate surface defects. .
– If greater stiffness is required, reduce the spacing between ribs, which enables you to add more ribs.
• Rib geometry
– Rib thickness, height, and draft angle are related: excessive thickness will produce sinks on the opposite surface whereas small thickness and too great a draft will thin the rib tip too much for acceptable filling.
– Ribs should be tapered (drafted) at one degree per side.
• Less draft can be used, to one-half degree per side, if the steel that forms the sides of the rib is carefully polished.
• The draft will increase the rib thickness from the tip to the root, by about 0.175 mm per centimeter of rib height, for each degree of draft angle.
• The maximum recommended rib thickness, at the root, is 0.8 times the thickness of the base to which it is attached.
• The typical root thickness ranges from 0.5 to 0.8 times the base thickness.
29
Recommended Design Parameters.
• See Figure 1 for recommended design parameters.
30
Ribs Design Rules
• Location of ribs, bosses, and gussets
– Ribs aligned in the direction of the mold opening are the least expensive design option to tool.
– As illustrated in Figure 1, a boss should not be placed next to a parallel wall; instead, offset the boss and use gussets to strengthen it.
– Gussets can be used to support bosses that are away from the walls. The same design rules that apply for ribs also apply for gussets.
• Alternative configurations
– As shown in Below, ribs can take the shape of corrugations.
– The advantage is that the wall thickness will be uniform and the draft angle can be placed on the opposite side of the mold, thereby avoiding the problem of the thinning rib tip.
– Honeycomb ribbing attached to a flat surface provides excellent resistance to bending in all directions.
– A hexagonal array of interconnected ribs will be more effective than a square array,with the same volume of material in the ribs.
31
Ejection System
• Ejection system is driven by power system separate from the one that opens and closes the mold.
• The ejector plate, to which the ejector pins are attached, advances after the mold has been opened.
• Ejector pins move through the support plate and the B plate and into the back of the cavities to push parts out of cavities.
• Stripper plate mold is used when ejector pins are not used to push part out of cavity by moving against a feature in part.
• Bases can allow for complicated features
– Slides or lifters when have undercut sections in part which have to move out of the way before mold can open.
– Threaded features.
– Machine hydraulics drives slides and lifters.
• Cooling is achieved through channels in cavities. Important
32
Injection Molding Molds
• Mold Bases (Figure 21.4)
– Built to have one parting line for one mold opening
– Built to have more than one mold opening- stacked molds
• Used when relatively small parts are made with large machine
• Parts are created on two mold plates
• Like having two or more molds running simultaneously
– Mold bases mounted to platens by mold clamps or die bolts
– Locating ring assists in aligning the sprue bushing with the injection machine
– Bases hold two plates
• Front Cavity (A plate)
• Rear Cavity (B plate)
– Resin flows through sprue cavity and reaches a pin that is inserted into
B plate when the mold is closed.
– Pin is mounted on ejector plate and ensures runners stay on B side
– Several types of sprue end types as shown in Figure 21.5
33
Lifters and Slides
•
UNDERCUTS
•
(ref: http://www.paralleldesign.com/moldability_101/index.htm)
– Undercuts are those portions of the part that can not be pulled in the line of draw. If an undercut were to be machined into a mold without a mechanism to relieve it, the part would be destroyed upon mold opening or ejection.
– Slides are usually used for relieving external undercuts or to allow for zero degree draft on part exteriors.
– Their motion can be driven by one of several mechanisms. Any slide mechanism must also employ a locking device to hold the slide against the ravages of molding pressures in excess of 10,000 psi
– Undercuts can usually be divided into two categories, internal and external.
• SLIDES are used to pull external undercuts and
• LIFTERS to pull internal undercuts.
34
Peckerslide
• Referred to in prudish circles as a cam pin or angle pin, this is the most common and versatile of all slide mechanisms.
– It is driven by the opening of the press. The action of the angled pin withdrawing from the angled hole drives the slide back.
– Springs hold the slide in the retracted position. Upon press closing the pecker pin returns to drive the waiting slide back almost to molding position.
– Finally then the lock seats against the back of the slide, driving it to its home position and clamping it there for the duration of the next shot.
35
Lifters
• Lifters are used primarily for relieving internal undercuts or for zero draft internal faces.
• Their motion is driven by the molding press pushing on the ejector plates.
A simple side action lifter withdraws at 90 degrees to the line of draw, simultaneous with ejection.
– The angle of the lifter passing through the core frequently confuses the novice into thinking that it pulls the feature at an angle.
– Relative to the core the lifter indeed moves at an angle.
– Relative to the part however a lifter moves directly sideways because the part is being ejected forward at the same rate as the lifter.
36
Mold Materials
• P-20 Pre-hard steel. Rc 29-36. The most common tool steel used, it is a favorite among mold makers for its durability and machining qualities.
• H-13 Air hard steel. Rc 46-54 Great for high production cavities and cores, slide bodies, lifters, and gibs.
•
S-7 Air hard steel. Rc 54-56 Used for many of the same applications as H-13 however somewhat less stable and more prone to cracking. Great for long wearing gibs and guides.
• M-2 High speed steel. Rc 60-62 used where tough rigidity is required such as tall thin core pins or blades.
• 420 SS stainless steel. Rc 49-53 Best for achieving high polish finishes. Also for corrosive polymers such as PVC.
• Beryllium Copper . Primarily used for inserting small areas in tools that may be prone to over heating. The thermal characteristics of beryllium copper make it the best choice for wicking heat out these areas.
• 7075 T-6 Aluminum. Generally used for short run or prototype tooling, however the hardness, wear resistance and ability to take a good polish has caused many a short run mold to outlast its projected life.
•
Lamina . "Lamina" is a name brand material that is used for wear plates. This material is a bronze over steel laminate that imparts long life to moving parts with a minimum of lubrication. In addition to wear plates it is commonly used for large locking surfaces.
37