Processes and Applications of Induction Welding
advertisement

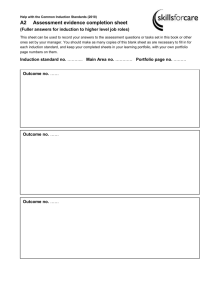
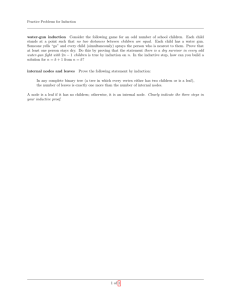
Processes and Applications of Induction Welding Phil Batterson ME 490 Fall 2013 Sponsor Professor Kannatey-Asibu 1 1. Abstract Induction heating is used in many applications. Some of the applications are brazing, welding, sealing, hardening, tempering, annealing, and stress relieving. The benefit to induction heating is that there are no consumables used during the process, this is beneficial because it allows for a cheaper welding process. Induction welding is currently most used in the manufacturing of steel pipes. The goal of this project is to better understand how induction welding works. Then, using this knowledge to construct an induction heater that is able to heat rectangular aluminum and copper pieces enough to be able to press them together and effectively weld them. To start this project background research will be done to get a history of what has been done with induction welding and to get an idea of the project parameters such as, power needed to heat the work piece, time needed to heat it, force needed to weld two pieces together and equipment necessary to create the induction coil. 2. Problem Description As stated above, the induction welding process is a cheap way to weld two pieces of metal together. Currently, it is most used to manufacture steel piping. In order to better understand the way eddy currents are induced into a piece of metal that is not being touched, extensive research on the topic of induction will be made. The current problem will welding small, nonmagnetic materials is that the efficiency between the coil and the materials is fairly low. In order to maximize this it is necessary to design a coil that gets close to the work piece and has a high enough frequency to only heat up the portion of metal that is the target. To figure this out research will be done on coil designs and the capabilities of the power source it will be attached too. Also, the variables of heating time, heating depth, frequency of AC current, and distance above work piece are all unknown. These variables will be determined through literature review. Finally, CAD will be employed to mock up the final coil design. The CAD designs along with a manufacturing plan will allow the device to be made. 3. Literature Review Three Dimensional Analysis of High Frequency Induction Welding of Steel Pipes with Impeder [11] The goal of this paper was to prove that the efficiency of high frequency induction welding of a pipe was vastly improved by using an impeder in the pipe while also seeing how changing welding variables effected the weld zone. Since most pipes fail at the weld zone the weld state in this article is summarized by the maximum temperature, temperature distribution at the weld point, and HAZ width. Using finite element analysis of a weld at a certain travel speed they were able to see how welding variables such as weld frequency, weld speed, vee angle, and tube thickness effected the temperature distribution, HAZ width, and overall quality of the weld. They conclude that when using an impeder the welding efficiency can be enhanced and the 2 temperature of the tube can be raised with less electrical power. When the vee angle is small a better weld structure can be acquired because the HAZ is smaller but there is a wider molten zone because the proximity effect becomes larger. If the vee angle gets too large edges will overheat and the skelp melts nonuniformily. Tubes that could not be melted because they are too thick could reach higher temperatures if an impeder of larger radius was used. Characterization of High Frequency Induction Brazed Magnesium Alloy Joint with an AlMg-Zn Filler Metal [12] The goal of this paper was to present the microstructure properties of an Al-Mg-Zn filler material used in high frequency induction brazing of magnesium alloy plates. The goal was to make a filler material that would have the same properties as that of the magnesium alloy after brazing. They prepared the filler material in a crucible electrical resistance furnace at 700C. The chemical composition of the filler material is as follows: Al 58.2 wt.%, Mg 26.7 wt.%, and Zn 15.1 wt.%. Prior to brazing the magnesium alloy was degreased in acetone, and the oxide layers were removed by grinding. The phase composition of the brazed joint was determined using an electron image; the results are that they could not see any porosity or tiny cracks in the brazed joint. The diffusion zone has a width of 6-7 micrometers. Performing a tensile test of joint results in an average shear strength of 35 MPa. The fracture pattern shows brittle fracture pattern with no evidence of ductile fracture patterns. Therefore, this filler material can be used to successfully join magnesium alloy plates. Induction welding of thermoplastic composites – an overview [2] The goal of this paper is to present an overview of the induction welding process. Specifically welding thermoplastics. This paper explores the different types of heat generation mechanisms during the induction welding process, the parameters of this process like frequency, power, pressure, and residence time, and the quality of the weld. In order to be able to conduct induction welding one needs a radio frequency power generator, a heat station, the work piece, and watercooling system if necessary. The power supply they used had an input power of 230V or 340V with a frequency of 50-60 Hz there are two types of power supplies, solid state and vacuum tube. They treated the coil as a transformer between the power source and the work piece with specific design considerations discussed. Welding fixtures are normally vacuum bag molding, or coil and pressure roller combinations. Since induction heating was proven to be effective for metals applications to composites and thermoplastics have been researched. When producing a lap joint shear strengths are comparable to oven-cured, bolted or resistance weld joints. The largest issues with this process are the edge effect and the local heating effect. Numerical Analysis of a High-Frequency Induction Welded Pipe [8] The goal of this paper was to reinforce the idea that high-frequency induction welded pipes were stronger, more efficient and cheaper to make than welds performed by hand. Using Maxwell’s equations they were able to construct a program to simulate the welding process and perform 3 finite element analysis on welded piece of material. As the magnetic bar gains radius the time required to heat the metal to 1350C is gradually reduced, and the heating efficiency is increased. The most efficient point for the magnetic impeder to be placed is $mm away from the weld point. As the coil becomes smaller the distance between the coil and the pipe gets smaller and the heating efficiency goes up. While the efficiency goes up the proximity effect also goes up which means the coil work environment is deteriorated. When frequency goes up the skin effect becomes more intense, the heating time is less and the heating efficiency is higher. As the magnetic radius becomes larger the temperature difference between the two pieces becomes lower. The higher the frequency the larger the temperature difference in the edges. In order to reduce the possibility of a bad weld the temperature difference in the edges of the pieces must be lowered. The most effective way of improving the weld quality is through processing the plate edge shape and size, and reducing the cross sections of a weld joint. High Frequency Induction Welding Simulating on Ferritic Stainless Steels [7] The goal of this paper was to develop and evaluate a piece of equipment to simulate high frequency induction welding using a conventional power supply. A conventional spot welder was used a power source. In order to adapt it to the new system, the modifications that were used were a C++ program to control the power relay, a welding environment protection system was created, and work piece precharge and applied load intensity-control system and time-control system were created. Ferretic stainless steel AISI 441 was used as the testing material. Three different thicknesses were tested and two different length values. Without the protection of gas the quality of welds diminished. The system allows induction welding in longitudinal work pieces. The variables are the work piece transversal section, the free-length between grips, current time and precharge and load values. The HAZ extension tends to be greater and with coarser grains. Induction Welding and Heat Treatment of Steel Pipes: Evolution of Crystallographic Texture Detrimental to Toughness [16] The goal of this paper was to investigate the weld zone of an induction welded pipe to see what the crystal structure looked like and how tough it was. Using the electron backscatter diffraction technique the authors were able to look at the grain size of the weld junction to determine the toughness. The pipe was seam welded using induction heating then heat-treated using induction heating as well. They tested the before heat treatment samples and the after heat treatment samples to see what the difference in toughness was. Using their x-ray scanner they found that there was a coarse grain structure at the weld zone, which accounted for the lack of toughness in the weld seam. They found that the poor toughness of the region next to weld junction was due to the coarse grains that became present during welding and they found that heat treatment does not make the weld zone stronger. They conclude that studies need to be conducted on heat treatments that produce a more random set of ferrite orientations. 4 Manufacturing and Properties of Induction Welded Metal/Composite Joints [15] The goal of this paper was to test joining of metals to composites using induction welding. After welding they quantified the strength of the welds using tensile tests, micrographs, and surface fracture analyses. They start by talking about the manufacturing of carbon fiber reinforced composites, which involves the weaving of the fibers and a filler material being pressed together to laminate the sheets. They go on to discuss the importance of being able to join metals and composites and define that they want to use induction welding because it has a very high-energy input, cost-effective equipment and tooling, a high degree of automation, and high flexibility. In the experiment they used metal sheets that had a thickness of1 mm and carbon fiber that had a thickness of 2 mm. The testing equipment included high frequency generators (800 kHz), an inductor head, a heating controller to press the samples at a required temperature, and an integrated load cell to determine and regulate the joining pressure. Before joining the two pieces they treated each part with a number of different chemical and physical combinations, which they found to increase the tensile strength. They found that they could obtain a shear strength that was only 20% weaker than adhesively bonded samples but no drying time was needed. The strongest sample was Pre-treated with corundum + 300 micrometer PEEK-sheet, and had a tensile strength of 20.7 mPa. Coil Design and Fabrication: Basic Design and Modifications [10] The goal of this paper was to introduce the thought process of designing and creating induction coils. They start by introducing the basic coil design specifications. The first is the link between the coil and the work piece, this is basically a transformer and efficiency is the most important thing when making a transformer. The coil needs to be coupled with the work piece as closely as possible in order to ensure maximum efficiency. Next, they describe the placement of the piece within the coil, basically the middle of the coil is not going to be the best place to put the work piece because the flux through that area will cancel itself out. Along with this the coil cannot cancel the magnetic flux by pairing two wires next to each other. Most of the time solenoid coils are relied on in medium to high frequency applications single and multiple turn coils are common but sometimes the coils need to be specially spaced in order to get uniform heating. Internal coils are used in applications where heating internal bores is necessary, however this method of induction heating is the least efficient out of the basic coil designs. Next they go into the specific efficiency of each coil, helical coils that go around the work piece are the most efficient at 450 kHz at .8, while single coils are second with .7 efficiency. Coupling distance is extremely important for coils and for high frequency applications the distance must be increased in order not to damage the part. 30 kVA Induction Heater [4] [5] The goal of this article was to walk someone through building a 30 kVA induction heater. They start by explaining the bill of materials. A lot of the explanation of this article is for the design and construction of the power supply. The tank capacitor is one of the most important things in 5 the construction, the reason for this is because the capacitor is going to control the resonant frequency of the circuit and you want the circuit to be able to operate at the highest frequency possible for fast heating. The next step is to construct the controller, which is given in circuit diagram. This article does not go into the considerations of design the work coil, which is the primary focus of this project. It did, however, provide good insights to why it is so hard to make a cheap power supply for these induction heaters. Considerations for Spot Welding [1] The goal of this article is to explain what sorts of considerations go into creating spot welding machines. Spot welding is used for joining, stamping, and assemblies. The cost and quality of the weld is decided by the size of the weld, accessibility, positioning, materials and thickness, and the number of spots to be welded. Weld size is typically less than the diameter of the impression the electrode creates on the material, typical diameters range from 1/8 in. to ½ in. and this depends on the thickness of the material that is being welded. Most of the time low carbon steels are the most readily spot welded materials, some of the coated steels need special treatment because they release toxic gases upon being welded. Weld to weld spacing needs to be a minimum of 10x the material thickness, ideally it should be 20x the material thickness. This article was helpful when deciding what sort of press and size of piece that was needed when welding the two pieces of metal together. 4. Project Requirements and Engineering Specifications 4.1 Selection Process To determine the user requirements and engineering specifications for the coil and welding apparatus there was an effort to read literature on the subjects of induction heating, induction heating coil design, spot welding, and ultrasonic welding. There was also input from the leading researcher Professor Kannatey-Asibu that was taken into account. Using the literature and advice the user requirements were narrowed to five of the most important ones. These user requirements were then translated to engineering specifications and displayed in Table 1 below. Table 1: Ranked User Requirements and Engineering Specifications with Justification Rank Order User Requirement: Coil needs to be able to fit work piece 1 inside of it Engineering Specification: Needs to fit a metal sample between .2mm1mm thickness with dimensions 30mm x 50mm Justification: This is the size of sample that is being tested. The most effective heating will be the shape that is closest to the size of the sample 6 2 Must be cost effective Under $400 The amount of money in our budget 3 Temperature must get high enough to Copper: 985 C almost melt copper Aluminum: 560.3 Piece must be at 100 degrees below and aluminum C the temperature of melting 4 This seems to be the standard amount of pressure applied to an induction weld so we want our product to have the same amount of pressure being able to be applied 5 must be able to press with a force Needs to be able to > than .5 mPa or make a lap joint 15N Efficiency Some coils have an efficiency of up to .8 but I want to be able to design a new coil that will be more >.2 efficient than the least efficient coils 4.1-1 Size The most important user requirement is the size of the coil being designed. This is important because the coil needs to be as close to the part as possible without touching it. The closer the coil is to the work piece the more efficient the current transfer will be therefore the heating in the piece will be most efficient too. [10] The pieces to be welded are going to be copper and aluminum pieces no larger than 1mm x 30mm x 50mm this means the coil design must be as close to this size as possible. There are multiple coil designs, the first is a coil that goes around the whole work piece, if this were the chosen design then the coil would need to be very elliptical because the pieces to be welded are very thin. The next is a pancake coil, this is a less efficient way of induction heating [10] but it grants the ability to heat a part from one side or another. The engineering specification for size is that the coil needs to be able to heat a piece of metal that is 1mm x 30mm x 50mm, by either encapsulating the whole piece or heating it from the top or bottom. 4.1-2 Cost Effective Cost effective is the next user requirement because our coil needs to be as cheap as possible. One of the goals of this project is to see if it is possible to design a coil that can be as efficient as the ones being used in industry while making the coil costs less. The budget for this project is $400, therefore the idea is to make a coil, and pressing station that cost less than $400 currently high frequency induction coils can range in cost from $500-$1000 for a set [6]. With the coil that is going to be designed not only will the cost of the coil itself be less than $400 but the apparatus to successfully weld the two pieces being heated will be included in that cost. 7 4.1-3 Temperature Being able to heat the work pieces is also very important. Normal induction welding occurs at 100 degrees C less than the melting temperature of the metal that is too be welded. The melting temperature for aluminum is 1084˚C and the melting temperature for copper is 660˚C [18] therefore the engineering specification that the coil needs to reach is 984˚C for copper and 560˚C for aluminum, with the power supply that is going to be rented and the proximity of the coil to the work piece this should not be a problem. 4.1-4 Pressure The next user requirement is that the welding device must be able to press down on the two pieces to make a lap joint that is >3mm x 3mm in order to do this the load applied must be large enough to fuse the two pieces together. The load must be >15N [7] [15] this was found using literature from previous experiments. 15N seems to be the right amount of force applied to a piece to weld it to another, the pressure needed will change with the size of the weld that is going to be needed, since the pieces are going to be 30mm x 50mm the most effective weld will be a weld that overlaps the two pieces by 3mm but welds the whole seam, which is going to be 50mm. 4.1-5 Efficient Finally, the coil needs to be efficient at high frequencies. Since both copper and aluminum are not ferromagnetic materials the efficiency of a transformer using these metals is going to be pretty low. At a frequency of 450 kHz helical coil around the work piece has an efficiency of .6, a pancake coil has an efficiency of .3, and a single turn coil around the work piece has an efficiency of .5. The engineering specification for efficiency is going to be >.2 this is because there is a need to want to explore the ability to heat one side as opposed to another, which is only possible if a pancake coil is used. 5. Concept Generation and Selection Since we were unable to find a proper power source, the decision was made to design the best transfer mechanism possible. To generate the concepts for the best transfer mechanism both Ian and Myself came up with as many designs as we could. The five designs are given in Appendix A1 and each was ranked against the others for each category. Adjustability was given a point value that was twice as much as the others and adaptability was given a point value three times higher. The lowest score was the best score, which means that design 2 was the chosen design and can be seen in figure 1. Table 2: Pugh Chart of Various Design Concepts for Transfer Mechanism Design1 Design2 *A1 Design3 *A1 Design4 *A1 Design5 *A1 1 *A1 Price 4 1 2 5 3 1 A1 denotes that the pictures of each design can be found in Appendix A1 8 Machining Time Set Up Time Adjustability Materials Size Adaptability Total 5 3 1 2 4 3 2 1 3 3 21 3 2 1 3 3 18 1 8 1 1 15 28 1 8 1 1 15 30 5 2 2 3 3 24 6. Chosen Design Our final chosen design for the punch and the transfer mechanism are shown below picture 1 is the entire transfer mechanism assembly with the punch attached to the head of the arbor press. The second picture is a blown up version of the punch that would have a carbide or high alloy steel insert in the bottom of it that would be able to press the pieces of metal together without sticking to them. Figure 1: Assembly of Transfer Mechanism and Punch Figure 2: Zoomed in Punch 9 For simplicity and trying to meet the user requirements of cost effective, the more simple design was chosen because it would be able to move the pieces of metal up and down, and left to right. It would also have the easiest to manufacture punch. 7. Engineering Analysis 8.1-1 Power Supply In order to find a power supply that would adequately heat a piece of copper or aluminum with the dimensions 50mm x 30mm x .2 – 1mm. An analysis of the frequency needed to heat up the thickness of the metal, and power needed to heat the metal to 100 degrees C less than its melting temperature. The company that was going to be used to choose which power supply to rent was named RDO Induction L.L.C. This company has a number of products that could fit the needs of this project. The power supply that was going to be used has a model number of 1TM. This power supply had an operating frequency of 400-700 kHz and an operating power of 6 kW. The calculations of frequency and power below support this decision. 8.1-2 Frequency The frequency that an induction heater power supply needs to operate at depends on the thickness of the piece of material that needs to be heated. Eq. 1 below is the equation that is used to calculate the frequency. 𝜌 𝛿= √ 𝜋𝜇𝑟 𝑓 𝐸𝑞. 1 Where δ = depth of penetration, ρ = electrical resistivity, μ = magnetic permeability, and f = frequency. Using this equation, choosing a depth that was half of the thickness of the piece being welded, and looking up the constants, ρ, and μ, for aluminum and copper the frequency of welding was found to be between 17 kHz and 671 kHz. This is shown in table 3. Table 3: Calculation of Frequencies from a Given Depth of Penetration Thickness (m) δ (m) 0.000 0.0002 1 0.000 1 0.000 0.0004 2 0.000 2 0.000 0.0006 3 0.000 3 ρ 0.000000026 5 0.000000016 8 0.000000026 5 0.000000016 8 0.000000026 5 0.000000016 8 μ 0.00000125 6 0.00000125 6 0.00000125 6 0.00000125 6 0.00000125 6 0.00000125 6 1/f 0.00000148895245 3 0.00000234864523 8 0.00000595580981 1 0.00000939458095 2 0.00001340057207 5 0.00002113780714 3 f (kHz) 671.61311840361 9 425.77737317663 4 167.90327960090 5 106.44434329415 8 74.623679822624 3 Materia l Al Cu Al Cu Al 47.308597019626 Cu 10 0.000 4 0.000 4 0.000 0.001 5 0.000 5 0.0008 0.000000026 5 0.000000016 8 0.000000026 5 0.000000016 8 0.00000125 6 0.00000125 6 0.00000125 6 0.00000125 6 0.00002382323924 41.975819900226 5 2 Al 26.611085823539 0.00003757832381 6 Cu 0.00003722381132 26.864524736144 1 8 Al 0.00005871613095 17.031094927065 2 4 Cu None of the power supplies available would be able to cover this range of frequencies therefore, the decision was made to only want a penetration depth of .1mm therefore the range over which the frequencies had to operate was only 425kHz to 671kHz. 8.1-3 Power Required In order to determine how much power would be needed to be supplied to the part being welded there were a number of things that had to be calculated. The first was the change in temperature. Next, was the mass of the piece being welded. Finally, the power needed to be calculated. All calculations are shown in Appendix 2 at the end of this article. From the calculations it was determined that the power for an aluminum piece to be heated from room temperature to 100 degrees C below its melting temperature (660.3 C) in .5 seconds was 4.67 kW and the power for a copper piece to be heated from room temperature to 100 degrees C below its melting temperature (984 C) in .5 seconds was 9.9 kW. Since the 1TM can only operate at 6kW the time to heat the copper would need to be closer to 1 second than .5 seconds. 8.1-4 Analysis of Refractory Materials In order to determine which metal needed to be used to press the two pieces of metal together during the experiment the computer program CES EduPack was used to find a cheap metal that had a melting temperature higher than that of copper. The picture below shows all the metals that have a melting point above 2000 degrees F graphed against price per pound. It is evident from the graph that Low Alloy Steels are the cheapest and have high melting points therefore one of these types of metals will be used as the punch to weld the two pieces of metal together. 11 Figure 3: CES EduPack Refractory Metals 8. Project Plan Found in Appendix A3 9. Specific Challenges Throughout the course of this semester there were many specific challenges that had to be faced. Since induction welding is not used in many applications outside of manufacturing piping for structures and plumbing, it was hard to find the right types of literature that would make it easier to calculate how induction currents would act within small pieces of metal. Also, laboratory space and access to welding equipment was not readily available, this caused the project to grind to a standstill while a search for proper equipment was located. Many of the challenges were in the different machine shops. The Mechanical Engineering machine shop did not have materials available to people doing research for ME 490, and the machine shop in the autolab did not have proper space to run experiments and the head machinist was out of town during an inopportune part of the semester. Finally, the company that was going to give a rental to the induction power source that was needed made it too expensive so there was an inability to get the proper power source. This had a large impact on the project, instead of machining and being able to test the product that was made there can only be speculation to the procedure and outcome of the experiments. 10. Experimental Procedure After getting the transfer mechanism and punch manufactured through the Graduate Machine Shop in the AutoLab the experiment needs to be completed. In order to do this the transfer mechanism would be set up in front of the arbor with the two pieces of metal overlapping a touching each other. The punch would be mounted by using set screws on the flat 12 edges of the ram of the press so that it would not become detached during the pressing process. Then, the induction coil with water running through it would be turned on for no longer than a second and transferred to the arbor press. Finally, the ram would be lowered and the two pieces of metal would be pressed together. 11. Conclusion ad Extension During this semester of researching a lot was learned about induction welding, and the design process. Alternating current in a coil induces eddy currents in a metal that is brought close to the coil and through hysteresis loses the metal is heated up and made malleable. Although, induction welding does not involve the use of direct flames and is generally more efficient it is not widely used in industry because of surface finishes and strengths of welds. Calculating the frequencies and power that need to be used during induction welding seems easy enough but when it comes time to manufacture parts and do experiments. It is hard to for see the roadblocks that can present themselves when dealing with other companies or their employees. Going forward this project is going to be used as an ME 450 project next semester, the team that works on this project should be able to create a set up that has a working transfer mechanism, punch, and they should be able to carry out all experiments now that the types of problems that they might run into have been addressed. This class helped me learn a lot and get hands on experience that may not have been received anywhere else. 12. Acknowledgements I would just like to thank Professor Kannatey-Asibu for all his help this semester and the great opportunity that he gave me in giving me the ability to explore a research topic that I was interested in. 13. References Works Cited [1] "2nd Edition Design Guidelines for Precision Metal Stampings & Fabrications." Make It Metal. 1995.Web. <http://www.makeitmetal.com/resources/ch13_spweld.htm>. [2] Ahmed, TJ, et al. "Induction Welding of Thermoplastic composites—an Overview." Composites Part A: Applied Science and Manufacturing 37.10 (2006): 1638-51. Print. 13 [3] Benchoff, Brian. "Build an Induction Heater and Become a Metal Smith." Hack A Day. 04/08/2012 2012.Web. <http://hackaday.com/2012/04/08/build-an-induction-heater-andbecome-a-metalsmith/>. [4] Burnett, Richie. "Induction Heating." Richie Burnett.Web. <http://www.richieburnett.co.uk/indheat.html>. [5] bwang. "30 kVA Induction Heater." Instructables. 04/02/2012 2012.Web. <http://www.instructables.com/id/30-kVA-Induction-Heater/?ALLSTEPS>. [6] "Compare Induction Welding." Ali Express. 2013.Web. <http://www.aliexpress.com/cp/compare-induction-welding.html>. [7] de Santana, Ivan J., Balsamo Paulo, and Paulo J. Modenesi. "High Frequency Induction Welding Simulating on Ferritic Stainless Steels." Journal of Materials Processing Technology; 3rd Brazilian Congress on Manufacturing Engineering 179.1 (2006): 225-30. Print. [8] Han, Y., and EL Yu. "Numerical Analysis of a High-Frequency Induction Welded Pipe." Welding Journal (2012)Print. [9] "Induction Heater Tutorial 10kW and 3kW." Mind Challenger.Web. <http://www.mindchallenger.com/inductionheater/>. [10] "Induction Heating Coil Design." 2013.Web. <http://www.inductionheating.com.cn/Induction-Heating-Coil-Design-34.html>. 14 [11] Kim, Hyun-Jung, and Sung-Kie Youn. "Three Dimensional Analysis of High Frequency Induction Welding of Steel Pipes with Impeder." Journal of manufacturing science and engineering 130.3 (2008)Print. [12] Ma, Li, et al. "Characterization of High-Frequency Induction Brazed Magnesium Alloy Joint with an Al-mg-Zn Filler Metal." Journal of materials engineering and performance 20.2 (2011): 219-22. Print. [13] "ProHeat 35 Weld Preheating and Stress Relieving." Miller Welds. June 2013 2013.Web. <http://www.millerwelds.com/pdf/spec_sheets/IN11-0.pdf>. [14] "Ultrasonic Spot Welding." Emerson Industrial. 1999.Web. <http://www.emersonindustrial.com/enUS/documentcenter/BransonUltrasonics/Plastic%20Joining/Ultrasonics/Technical%20Info/ PW-9_Spot_Welding.pdf>. [15] Velthuis, Rudi, and Peter Mitschang. "Manufacturing and Properties of Induction Welded metal/composite Joints." 1st Eucomas 2028 (2008): 195-202. Print. [16] Yan, P., et al. "Induction Welding and Heat Treatment of Steel Pipes: Evolution of Crystallographic Texture Detrimental to Toughness." Science and Technology of Welding & Joining 15.2 (2010): 137-41. Print. [17] Zinn, S., et al. Elements of Induction Heating: Design, Control, and Applications. Metals Park, Ohio: ASM International, 1988. Print. 15 [18] "Its Elemental: The periodic table of elements." education.jlab.org. 2013.Web. <http://education.jlab.org/itselemental/ele029.html>. 16 Appendices A1 – Pugh Chart Designs Design 1 Design 2 Design 3 17 Design 4 18 A2 – Calculation of Power A3 – Project Plan Week 5 9/30 - Work on project plan, to lay out the schedule for the rest of the semester. 19 Read documents pertaining to coil design. Start to make a bill of materials. Scan current concepts and send them to Professor Kannatey-Asibu. 10/2 - Finish project plan. Finish researching coil design Finish concept generation. 10/3 - Meeting with Professor Kannatey-Asibu to discuss current concepts and learn what needs to be done for next week. 10/4 - Start to create a pugh chart to compare concepts. Week 6 10/7 - Continue to work on pugh chart. 10/9 - Finish pugh chart and choose one or two coils to make then compare the strengths of the welds and determine which coil is actually best. Start to write paper in format that was given in ME 450. 10/10 - Meeting with Professor Kannatey-Asibu to discuss final concept and future plans. Turn in rough draft of paper. Included in paper will be an abstract, problem description, background information, project requirements and user specifications, summary and conclusion (to be added at later date), and references. 10/11 - Convert concept into CAD with all necessary parts. (I.E. water pump system, etc) Week 7 10/16 - Finish putting concept into CAD and start to develop manufacturing plan. 10/17 - Meeting with Professor Kannatey-Asibu 10/18 - Finish manufacturing plan and bill of materials. Order all materials. Week 8 10/21 - Get manufacturing plan checked by Bob Quarry. 10/23 - Get materials and start to build prototype. Continue to write paper from ME 450 format. 10/24 - Meeting with Professor Kannatey-Asibu Get first draft of paper back with corrections. 10/25 - Continue to manufacture. Week 9 10/28 - Add to written report, concept generation, concept selection process, chosen design, and engineering analysis. And add corrections. 10/30 - Continue to manufacture and write report. 10/31 - Meeting with Professor Kannatey-Asibu Turn in second draft of paper. 11/1 - Continue to manufacture. Week 10 11/4 - Finish manufacturing. 20 11/6 - Have working prototype with water cooling pump. 11/7 - Meeting with Professor Kannatey-Asibu to show him the prototype and get feedback on what needs to be changed. And get back second draft of paper. 11/8 - Test prototype with power source. Week 11 11/11 - Continue to test prototype with power source. Add corrections to paper. 11/13 - Tweak machine and coil for better performances. 11/14 - Meeting with Professor Kannatey-Asibu 11/15 - Continue Paper Weeks 12-15 12/10 – Edit Paper 12/11 – Turn in final Draft Project Plan Calendar Time in Weeks Task 1 2 3 4 5 6 7 8 9 10 11 12 13 14 Literature Review/Research Concept Generation Final Concept Chosen CAD Model Design Plans Bill of Materials Purchase Materials Manufacturing Prototype Built Final Paper 21