Inventory
Management
McGraw-Hill/Irwin
Copyright © 2012 by The McGraw-Hill Companies, Inc. All rights reserved.
You should be able to:
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
Define the term inventory, list the major reasons for holding
inventories, and list the main requirements for effective inventory
management
Discuss the nature and importance of service inventories
Explain periodic and perpetual review systems
Explain the objectives of inventory management
Describe the A-B-C approach and explain how it is useful
Describe the basic EOQ model and its assumptions and solve typical
problems
Describe the economic production quantity model and solve typical
problems
Describe the quantity discount model and solve typical problems
Describe reorder point models and solve typical problems
Describe situations in which the single-period model would be
appropriate, and solve typical problems
Instructor Slides
13-2
Inventory
A stock or store of goods
Independent demand items
Items that are ready to be sold or used
Inventories are a vital part of business: (1) necessary for
operations and (2) contribute to customer satisfaction
A “typical” firm has roughly 30% of its current
assets and as much as 90% of its working capital
invested in inventory
Instructor Slides
13-3
Raw materials and purchased parts
Work-in-process (WIP)
Finished goods inventories or merchandise
Tools and supplies
Maintenance and repairs (MRO) inventory
Goods-in-transit to warehouses or customers (pipeline
inventory)
Instructor Slides
13-4
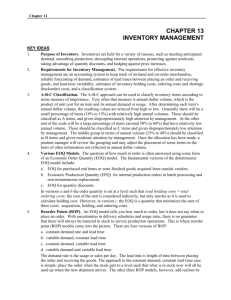
Inventory: a stock or store of goods
Dependent Demand
A
C(2)
B(4)
D(2)
Independent Demand
E(1)
D(3)
F(2)
Independent demand is uncertain.
Dependent demand is certain.
12-5
Inventory management has two main concerns:
1. Level of customer service
Having the right goods available in the right quantity in the
right place at the right time
2. Costs of ordering and carrying inventories
The overall objective of inventory management is to achieve
satisfactory levels of customer service while keeping
inventory costs within reasonable bounds
1. Measures of performance
2. Customer satisfaction
Number and quantity of backorders
Customer complaints
3. Inventory turnover
Instructor Slides
13-6
Management has two basic functions concerning
inventory:
Establish a system for tracking items in inventory
2. Make decisions about
1.
When to order
How much to order
Instructor Slides
13-7
Requires:
1.
A system keep track of inventory
2. A reliable forecast of demand
3. Knowledge of lead time and lead time variability
4. Reasonable estimates of
holding costs
ordering costs
shortage costs
5. A classification system for inventory items
Instructor Slides
13-8
Periodic System
Physical count of items in inventory made at periodic
intervals
Perpetual Inventory System
System that keeps track of removals from inventory
continuously, thus monitoring current levels of each
item
An order is placed when inventory drops to a
predetermined minimum level
Two-bin system
Two containers of inventory; reorder
when the first is empty
Instructor Slides
13-9
Forecasts
Inventories are necessary to satisfy customer demands, so it is
important to have a reliable estimates of the amount and timing of
demand
Point-of-sale (POS) systems
A system that electronically records actual sales
Such demand information is very useful for enhancing forecasting and
inventory management
Lead time
Time interval between ordering and receiving the order
Instructor Slides
13-10
Purchase cost
The amount paid to buy the inventory
Holding (carrying) costs
Cost to carry an item in inventory for a length of time,
usually a year
Ordering costs
Costs of ordering and receiving inventory
Setup costs
The costs involved in preparing equipment for a job
Analogous to ordering costs
Shortage costs
Costs resulting when demand exceeds the supply of
inventory; often unrealized profit per unit
Instructor Slides
13-11
A-B-C approach
Classifying inventory according to some measure of importance, and
allocating control efforts accordingly
A items (very important)
10 to 20 percent of the number of items in inventory and about 60 to 70
percent of the annual dollar value
B items (moderately important)
C items (least important)
50 to 60 percent of the number
of items in inventory but only
about 10 to 15 percent of the
annual dollar value
Instructor Slides
13-12
Cycle counting
A physical count of items in inventory
Cycle counting management
How much accuracy is needed?
A items: ± 0.2 percent
B items: ± 1 percent
C items: ± 5 percent
When should cycle counting be performed?
Who should do it?
Instructor Slides
13-13
Item
1
2
3
4
5
6
7
8
9
10
11
12
Annual Unit Cost Annual $
Demand
($)
Value
Classification
1,000
4300 4,300,000
A
5,000
720 3,600,000
A
1,900
500
950,000
B
1,000
710
710,000
B
2,500
250
625,000
B
2,500
192
480,000
B
400
200
80,000
C
500
100
50,000
C
200
210
42,000
C
1,000
35
35,000
C
3,000
10
30,000
C
9,000
3
27,000
C
12-14
Economic order quantity models identify the optimal
order quantity by minimizing the sum of annual costs
that vary with order size and frequency
1.
2.
3.
The basic economic order quantity model
The economic production quantity model
The quantity discount model
Instructor Slides
13-15
The basic EOQ model is used to find a fixed order
quantity that will minimize total annual inventory
costs
Assumptions:
1.
2.
3.
4.
5.
6.
Only one product is involved
Annual demand requirements are known
Demand is even throughout the year
Lead time does not vary
Each order is received in a single delivery
There are no quantity discounts
Instructor Slides
13-16
H: Holding cost
S: Ordering cost
Q: Quantity
TC: Total Inventory Costs
= Ordering Costs + Holding Costs
12-17
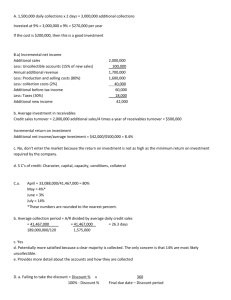
Profile of Inventory Level Over Time
Q
Usage
rate
Quantity
on hand
Reorder
point
Receive
order
Place
order
Receive
order
Time
Place
order
Receive
order
Lead time
Instructor Slides
13-18
12-19
12-20
12-21
Total Cost Annual Holding Cost Annual Ordering Cost
Q
H
2
D
S
Q
where
Q Order quantity in units
H Holding (carrying) cost per unit, usually per year
D Demand, usually in units per year
S Ordering cost per order
Instructor Slides
13-22
Annual Cost
The Total-Cost Curve is U-Shaped
Q
D
TC H S
2
Q
Holding Costs
Ordering Costs
QO (optimal order quantity)
Instructor Slides
Order Quantity
(Q)
13-23
The total cost curve reaches its minimum
where the carrying and ordering costs are
equal.
Q
H
2
=
DS
Q
TC = 2 (Q/2)H = 2 (D/Q)S
12-24
Using calculus, we take the derivative of the total cost
function and set the derivative (slope) equal to zero and
solve for Q.
The total cost curve reaches its minimum where the
carrying and ordering costs are equal.
2 DS
2(annual demand)(or der cost)
QO
H
annual per unit holding cost
Instructor Slides
13-25
Annual Demand: D = 9,600 tires
Carrying Cost: H = $16/unit/year
Ordering Cost: S = $75/order
Annual Number of Business days: 288
Q: What is EOQ?
A:
Q
2 DS
H
(2)(9,600)(75)
300 tires
16
12-26
Q: What is the number of orders per year?
A:
D 9,600
32
Q 300
Q: What is the length of an order cycle?
A:
Q 300
300
1
1
year X 288 9 days
D 9,600 9,600 32
32
12-27
Q: What is the total minimum inventory costs?
A:
TC (Q / 2) H ( D / Q) S
TC (300 / 2)(16) (9,600 / 300)(75)
TC $2,400 $2,400 $4,800
12-28
The batch mode is widely used in production. In certain
instances, the capacity to produce a part exceeds its usage
(demand rate)
Assumptions
1.
Only one item is involved
2.
Annual demand requirements are known
3.
Usage rate is constant
4.
Usage occurs continually, but production occurs periodically
5.
The production rate is constant
6.
Lead time does not vary
7.
There are no quantity discounts
Instructor Slides
13-29
Q
Production
and usage
Usage
only
Production
and usage
Usage
only
Production
and usage
Qp
Cumulative
production
Imax
Amount
on hand
Time
Instructor Slides
13-30
Given:
D = 1,000,000 units per year
p = 8,000 units per day
u = 4,000 units per day
H = $2/unit/year
S = $200 per setup
Q = 20,000 units
12-31
Q: At what rate the inventory is built up?
A: p – u = 8000 – 4000 = 4000 per day
Q: What is the Run Time? This is the production
phase of the cycle (the length of the production
time per cycle)
A: 20,000/8000 = 2.5 days = Q/p
Q: What is the maximum inventory?
A: (4000 units per day) X (2.5 days) = 10,000 units = Imax =
(p – u)(Q/p)
12-32
TC min Carrying Cost Setup Cost
I
max
2
D
H
S
Q
where
I max Maximum inventory
Qp
p u
p
p Production or delivery rate
u Usage rate
Instructor Slides
13-33
Given:
D = 1,000,000 units per year
p = 8,000 units per day
u = 4,000 units per day
H = $2/unit/year
S = $200 per setup
Q = 20,000 units
12-34
Q: What is the number of runs per year?
1,000,000/20,000 = 50 = D/Q
Q: What is the annual setup cost?
(50 setups) X ($200 per setup) = $10,000
=(D/Q)S
Q: What is the cycle time?
20,000/4,000 = 5 days = Q/u
12-35
2 DS
Qp
H
Instructor Slides
p
p u
13-36
Quantity discount
Price reduction for larger orders offered to customers to
induce them to buy in large quantities
Total Cost Carrying Cost Ordering Cost Purchasing Cost
Q
D
H S PD
2
Q
where
P Unit price
Instructor Slides
13-37
Given:
D = 48,000 units per year
p = 800 units per day
u = 200 units per day
H = $1/unit/year
S = $45 per setup
12-38
Optimal run size (Q) is:
2 DS
p
Q
H pu
2(48,000)((45)
800
Q
2,400 units
1
800 200
12-39
Total minimum cost:
TC = ((2400)/(2x800))(800-200)x1 +
(48000/2400)x45 = $900 + $900 = $1,800
12-40
Adding PD does not change EOQ
Instructor Slides
13-41
When price reduction for large orders is
offered the economic order quantity may
change.
Example:
Order Quantity Unit Price ($)
0 – 399
2.2
400 – 699
2.0
700+
1.8
D = 10,000 units
S = $5.5 per order
H = .2P or 20% of price
EOQ Model
12-42
Price $1.8/unit: Q
Price $2/unit:
Q
Price $2.2/unit: Q
(2)(10,000)(5.5)
552.8 units < 700 units (infeasible)
(.2)(1.8)
(2)(10,000)(5.5)
524.4 units
(.2)(2)
(feasible)
(2)(10,000)(5.5)
500 units > 399 (infeasible)
(.2)(2.2)
12-43
Annual
Annual
Purchasing
+
TC = carrying + ordering cost
cost
cost
Q
H
TC =
2
+
DS
Q
+
12-44
PD
Cost
Adding Purchasing cost
doesn’t change EOQ
TC with PD
TC without PD
PD
Lowest cost
order 700
0
552.8
EOQ
Quantity
12-45
Cost
Adding Purchasing cost
doesn’t change EOQ
TC with PD
TC without PD
PD
Lowest cost
order 524.4
0
Quantity
EOQ 524.4
12-46
Cost
Adding Purchasing cost
doesn’t change EOQ
TC with PD
TC without PD
PD
Lowest cost
order 399
0
Quantity
EOQ 500
12-47
12-48
Price (P)
Quantity
Holding cost (HQ/2)
Ordering Cost (DS/Q)
Purchasing Cost (PD)
Total Cost (TC)
2.20
2.00
1.80
399
524.40
700
87.78
104.88
126.00
137.84
104.88
78.57
22,000.00 20,000.00 18,000.00
22,225.62 20,209.76 18,204.57
The lowest cost is obtained with an order
size of 700 units
12-49
Beginning with the lowest price, determine the
EOQ for each price range until a feasible EOQ is
found.
If the feasible EOQ is for the lowest price range it is the
optimal order quantity.
If the feasible EOQ is not for the lowest price, compare
the total cost (TC) of the feasible EOQ to the total cost
of the lowest price breaks. The order quantity with the
minimum TC is optimal.
12-50
1.
2.
3.
4.
5.
Price $1.8/unit: EOQ = 552.8 < 700 units
(infeasible)
Price $2.0/unit: EOQ = 524.4 (feasible)
TC1.8 = $18,204.57
TC2.0 = $20,209.76
Optimum Q = 700
12-51
Price (P)
Quantity
Holding cost (HQ/2)
Ordering Cost (DS/Q)
Purchasing Cost (PD)
Total Cost (TC)
2.20
2.00
1.80
399
524.40
700
87.78
104.88
126.00
137.84
104.88
78.57
22,000.00 20,000.00 18,000.00
22,225.62 20,209.76 18,204.57
12-52
Quantity
Range
0 - 499
500 - 999
1000 - 1999
2000+
Feasible Quantities to
Price
EOQ
investigate
6.95
6.50
6.25
1,700
1,700
6.10
2,000
0 - 699
700 - 1499
1500+
43.50
36.95
35.50
0 - 599
600 - 749
750 - 999
1000+
10.50
7.50
7.25
7.15
590
590
700
1,500
1,200
1,200
12-53
Cost
Figure 12.7
Adding Purchasing cost
doesn’t change EOQ
TC with PD
TC without PD
PD
0
Quantity
EOQ
12-54
Figure 12.9
Total Cost
TCa
TCb
Decreasing
Price
TCc
CC a,b,c
OC
EOQ
Quantity
12-55
Quantity
Range
0 - 499
500 - 999
1000 - 1999
2000+
Feasible Quantities to
Price
EOQ
investigate
6.95
6.50
6.25
1,700
1,700
6.10
2,000
0 - 699
700 - 1499
1500+
43.50
36.95
35.50
0 - 599
600 - 749
750 - 999
1000+
10.50
7.50
7.25
7.15
590
590
700
1,500
1,200
12-56
1,200
12-57
12-58
Figure 13-9
Total Cost
TCa
TCb
Decreasing
Price
TCc
CC a,b,c
OC
EOQ
Quantity
12-59
12-60
12-61
12-62
Compute the common minimum point (EOQ).
Identify the quantity range which contains the
minimum point. Only one of the unit prices
will have the minimum point in its feasible
range.
If the feasible minimum point is on the lowest price
range, that is the optimum order quantity.
If the feasible EOQ is not for the lowest price, compare
the total cost (TC) of the feasible minimum point to the
total cost of the lowest price breaks. The order quantity
with the minimum TC is optimal
12-63
Example:
Order Quantity
0 – 399
2.2
400 – 699
700+
D = 10,000 units
S = $5.5 per order
H = $.4 per unit/year
EOQ Model
Unit Price ($)
2.0
1.8
12-64
1. Q
(2)(10,000)(5.5)
524.4 units
(.4)
2. For Q = 524, P = 2:
(feasible for price = $2)
TC2.0 = $20,209.76
3. For Q = 700, P = 1.8: TC1.8 = $18,218.57
4. Optimal order quantity Q = 700
12-65
Price (P)
Quantity
Holding cost (HQ/2)
Ordering Cost (DS/Q)
Purchasing Cost (PD)
Total Cost (TC)
2.00
1.80
524.4
700
104.88
140.00
104.88
78.57
20,000.00 18,000.00
20,209.76 18,218.57
12-66
The total-cost curve
with quantity discounts
is composed of a
portion of the total-cost
curve for each price
Instructor Slides
13-67
Reorder point
When the quantity on hand of an item drops to this amount, the
item is reordered.
Determinants of the reorder point
1.
The rate of demand
2. The lead time
3. The extent of demand and/or lead time variability
4. The degree of stockout risk acceptable to management
Instructor Slides
13-68
Reorder Point - When the quantity on hand of
an item drops to this amount, the item is
reordered
Safety Stock - Stock that is held in excess of
expected demand due to variable demand rate
and/or lead time.
Service Level - Probability that demand will
not exceed supply during lead time.
12-69
Demand rate (d)
Length of lead time (LT)
Variability and uncertainty of demand and lead
time
The degree of stock-out risk acceptable to
management
ROP = Demand During Lead Time + Safety Stock
12-70
ROP d LT
where
d Demand rate (units per period, per day, per week)
LT Lead time (in same time units as d )
Instructor Slides
13-71
Demand rate (d) : constant
Lead Time (LT) : constant
ROP = (d)(LT)
(no safety stock)
Example: A Order for 81/2”X11” letter size paper is
delivered 7 days after the order is placed. The usage
rate is 10,00 sheets per day. The reorder point is:
ROP = (1,000)(7) = 7,000 sheets
12-72
Demand or lead time uncertainty creates the possibility
that demand will be greater than available supply
To reduce the likelihood of a stockout, it becomes
necessary to carry safety stock
Safety stock
Stock that is held in excess of expected demand due to variable
demand and/or lead time
Expected demand
ROP
Safety Stock
during lead time
Instructor Slides
13-73
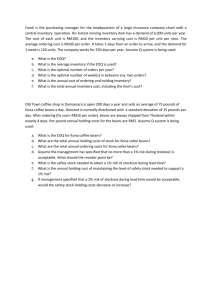
Figure 12.13
The ROP based on a normal
Distribution of lead time demand
Service level
Risk of
a stockout
Probability of
no stockout
Expected
demand
0
Quantity
ROP
Safety
stock
z
z-scale
12-74
Instructor Slides
13-75
As the amount of safety stock carried increases, the
risk of stockout decreases.
This improves customer service level
Service level
The probability that demand will not exceed supply during lead
time
Service level = 100% - Stockout risk
Instructor Slides
13-76
The amount of safety stock that is appropriate for a
given situation depends upon:
The average demand rate and average lead time
2. Demand and lead time variability
3. The desired service level
1.
Expected demand
ROP
z dLT
during lead time
where
z Number of standard deviations
dLT The standard deviation of lead time demand
Instructor Slides
13-77
Z is determined by stockout risk or service level
(SL)
SL = 1 – Stockout Risk
For example 95% service level implies that the
probability that demand will not exceed supply during
lead time is 95%. There is a 5% chance that demand will
exceed supply during the lead time.
12-78
ROP d LT z d LT
where
z Number of standard deviations and is determined by
stockout risk or service level
d Average demand per period (per day, per week)
d The stdev. of demand per period (same time units as d )
LT Lead time (same time units as d )
Note: If only demand is variable, then
Instructor Slides
dLT d LT
13-79
Assume that the demand rate for a product is
normally distributed with a mean of 10 tons and
the standard deviation of 2 tons. Lead time is 4
days.
Q: What is the expected demand during lead
time?
(d )( LT ) (10)(4) 40 tons
12-80
Q: For a service level of 97%, what is the safety
stock:
Z = 1.88 (from the standard normal table)
ss =
Z LT (σd)
= (1.88)(2)(2) = 7.52
12-81
ROP d LT zd LT
where
z Number of standard deviations
d Demand per period (per day, per week)
LT The stddev. of lead time (same time units as d )
LT Average lead time (same time units as d )
Note: If only lead time is variable, then dLT d LT
Example: Page 598, Solved Problem 5
Instructor Slides
13-82
Demand Rate: Random Variable
Mean: d
Standad Deviation: d
Lead Time: Random Variable
Mean: LT
Standard Deviation: LT
12-83
ROP = ( d )( LT ) + Z
LT
2
2
d
d 2 LT
Example: Solved problem 6, page 598 (text)
12-84
Single-period model
Model for ordering of perishables and other items with limited
useful lives
Shortage cost
Generally, the unrealized profit per unit
Cshortage = Cs = Revenue per unit – Cost per unit
Excess cost
Different between purchase cost and salvage value of items left
over at the end of the period
Cexcess = Ce = Cost per unit – Salvage value per unit
Instructor Slides
13-85
The goal of the single-period model is to identify the order
quantity that will minimize the long-run excess and
shortage costs
Two categories of problem:
Demand can be characterized by a continuous distribution
Demand can be characterized by a discrete distribution
Instructor Slides
13-86
Cs
Service level
C s Ce
where
Cs shortage cost per unit
Ce excess cost per unit
Cs
Ce
Service level
Quantity
So
Balance Point
Instructor Slides
So =Optimum
Stocking Quantity
13-87
Single period model: model for ordering of
perishables and other items with limited
useful lives
Shortage cost: generally the unrealized
profits per unit
Cs = Revenue per unit – Cost per unit
Excess cost: difference between purchase
cost and salvage value of items left over at
the end of a period
Ce = Original cost per unit – Salvage value per unit
12-88
Continuous stocking levels
Identifies optimal stocking levels
Optimal stocking level balances unit shortage and
excess cost
Examples 15 & 16; pages 589, 590
Discrete stocking levels
Service levels are discrete rather than continuous
Desired service level is equaled or exceeded
Examples 17 & 18; pages 591 & 592
12-89
Ce = $0.20 per unit
Cs = $0.60 per unit
Service level = Cs/(Cs+Ce) = .6/(.6+.2)
Service level = .75
Ce
Cs
Service Level = 75%
Quantity
Stockout risk = 1.00 – 0.75 = 0.25
12-90
Improving inventory processes can offer significant
cost reduction and customer satisfaction benefits
Areas that may lead to improvement:
Record keeping
Records and data must be accurate and up-to-date
Variation reduction
Lead variation
Forecast errors
Lean operations
Supply chain management
Instructor Slides
13-91