document
advertisement

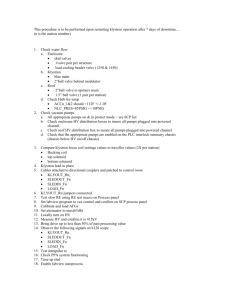
CRDR 1-2-0460 TCS# 92-1756 • A Feedflow recorder in the control room was being calibrated when it was noted that at about 85% indication the pen hunted and oscillated. • This was found to be a result of excessive wear on the feedback potentiometer. • This wear was caused by the signal (flow) oscillation during normal operation. This oscillation accelerated the wear of the potentiometer. • Evaluation of other recorders identified 5 recorders that operate under similar conditions. • A step was added to the PM for these recorders to look for points of hunting II. EER 90-SF-038 • A. An unrecognized phenomenon with the Foxboro 2AX+T4 card was discovered. Small output pulses were observed. • This phenomenon is a characteristic of this type card • This is not an indication of a potential problem or fault. • The pulses occur under the following conditions, setpoint at zero and the controller’s low limit at zero. • This creates a condition where the controller will go into and come out of limiting as it attempts to respond to the process changes. • This can create the output pulses. III. QIR 85-06 • • • • • • Fire Detector EQID was not adequately verified. No Two Minute Drill, Self Check-Peer Check Incorrect fire detector was heated Deluge system was actuated Main transformer was sprayed down. No damage to the system. IV. QIR 85-10 • Shift change was taking place. • The oncomming technician was told the location of the switch. • The technician did not verify the FULL instrument number. • No Two Minute Drill, Self Check-Peer Check • Lead Lifted, Control Room Alarm. V. SOER 88-01 • Instrument air system failures were responsible for 73 reactor trips and 163 LERs over the four year period of 1984-1987 • This brings up the need for clean dry air. • Areas to control: • 1. Dew Point • 2. Particulate • 3. Oil content • D. The following methods should be used to improve air quality: • 1. Dryer maintenance • 2. Low point blowdowns • 3. Preventive maintenance VI. CRDR1-2-0021 TCS# 92-0744 • Fisher model 3570 positioners are mounted on top of piston actuators. • The feedback spring for the positioner is connected to the stem of the actuator. • For some installation applications an extenstion rod is used to connect the spring to the stem. • The vendor literature provides guidance on what size extension rod is to be used for the installation. VII. TCS 93-0118 Rosemount transmitters have had failures resulting from loss of fill oil. • Indications – Zero shift of the instrument (As Found out of tolerance) – Sluggish Response – Normal response 20% in less than .5 seconds – Sluggish response 20% in more than 5 seconds. – Based on experience as technician, you believe that the transmitter is not operating properly. • Actions – Contact I&C Engineering (Royce Manor) – Write PVAR VIII. TCS#92-2171 CRDR 9-1-0083 • When using a Controllatron and the Utrasonic Couplant, it was found that the couplant had dried out. • When used for long peroids of time or on hot systems, Molykote 41 is found to be a good alternative to the couplant. Determine whether ERFDADS is talking to QSPDS QSPDS CM 2883135 was generated due to a U3 B ERFDADS point not responding during an ST. The fact the data link was down during the ST performance was discovered 15 days later at the expense of approximately 3 to 5 man-hours for discovery. Reperformance of the ST is required to obtain the data at the expense of additional man-hours - guesstimated to be approximately 4 man-hours. In the interest of "Communicate, communicate, communicate", as delineated under "Standards" by "Personal Accountabilites and Responsibilities" within the Palo Verde "Standards & Expectations Preventing Events" handbook on page 18, I suggest… Determine whether ERFDADS is talking to QSPDS Continued • 1) Provide training to I&C personnel on how to determine from an ERFDADS terminal whether the QSPDS data link is good or not. – Process involves (screenshots included as Attached Media): • • • • - Go to "TOP MENU" - Click on "SYSTEM FUNCTION DISPLAYS" - Click on "SYSTEM HEALTH" - Click on "EXT. INT. HEALTH" (in lower left corner of "SYSTEM HEALTH" screen) – - If QSPDS-ERFDADS data link is good, then "GENERAL COMM ERROR" indicates "NO". – - If QSPDS-ERFDADS data link is bad, then "GENERAL COMM ERROR" indicates "YES". – - If "YES" is indicated, contact OCS. Determine whether ERFDADS is talking to QSPDS Continued • 2) Determine whether process above should be added to procedures that utilize the QSPDS-ERFDADS data link perhaps as a prerequisite to testing, or instructions as a Contingency. How to tell if ERFDADS – QSPDS link is working • • • • - Go to "TOP MENU" - Click on "SYSTEM FUNCTION DISPLAYS" - Click on "SYSTEM HEALTH" - Click on "EXT. INT. HEALTH" (in lower left corner of "SYSTEM HEALTH" screen) • - If QSPDS-ERFDADS data link is good, then "GENERAL COMM ERROR" indicates "NO". • - If QSPDS-ERFDADS data link is bad, then "GENERAL COMM ERROR" indicates "YES". • - If "YES" is indicated, contact OCS. IX. CRDR 2314533 TCSAI 2873447 1. What happened? A. In Unit 3 on 8/23/2000 the Pressurizer Pressure Master Controller appeared to fail resulting in an RCS Pressure pertubation. Both main spray valves 100E & 100F Cycled open, then closed. 1.RCN-PIC-100 Master Controller and RCN-PIK-100 Spray Controller were taken to manual. 2. Pressurizer B/Up heater cycling was used to stabilized RCS pressure. 3. Pressure remained between 2130 & 2295 psia No LCO 2. Why did it happen? A. Intermittent failure of the Auto/Manual switch Contact corrosion and ingression of dirt. Switches have no current flow through them to cause any cleaning action. The switches are rarely operated. 3. Can it happen here at Palo Verde or can it happen again? It has happened here at PVNGS in all 3 units and could happen again. 4. What can be done to mitigate the event? CRAI’s have been initiated to modify the appropriate PM’s MT’s & ST’s.that affect the Pressurizer Pressure Control System. Ex: 36MT-9RC01 2.2.7 requirements to cycle M/A push buttons during calibration. Step 4.5.2.4 Cycle A/M push button 10 times to clean contacts. X. CRAI: 3190915 SOER 97-1 DISCUSS SOER 97-1, POTENTIAL LOSS OF HIGH PRESSURE INJECTION AND CHARGING CAPABILITY FROM GAS INTRUSION EXECUTIVE SUMMARY: This Significant Operating Experience Report (SOER) informs industry personnel of the potential to gas bind pumps providing safety injection or boron injection functions. Several gas intrusion events resulted from level instrument failures in tanks that provide a water source for these systems. X. CRAI: 3190915 SOER 97-1 DISCUSS SOER 97-1, POTENTIAL LOSS OF HIGH PRESSURE INJECTION AND CHARGING CAPABILITY FROM GAS INTRUSION EXECUTIVE SUMMARY: The SOER also describes additional design, operating, and maintenance issues, other than level transmitter failures, that have resulted in more than 20 actual or potential gas intrusion events since 1982. The primary causes of gas binding in pumps are (1) design deficiencies, (2) operating deficiencies, and (3) maintenance deficiencies. Recommendations from SOER 97-1 1. Evaluate Instrumentation for the potential of common mode failures that could result in gas binding of the high pressure injection pumps or charging pumps & eliminate single failure vulnerabilities. 2. Identify the possible gas intrusion pathways in the high pressure injection, charging, and reactor coolant makeup systems. Recommendations from SOER 97-1 3. Verify that applicable station operating procedures, test procedures, and maintenance procedures provide guidance regarding activities that could contribute to gas intrusion into the high pressure injection pumps or charging pumps. 4.Provide initial and continuing training for station personnel who design, operate, or maintain systems and components that are susceptible to, or may cause, gas intrusion (classroom and/or simulator training). This training includes gas intrusion events such as those described in SOER 97-1. Palo Verde related Events Unit 1 & Unit 2: Palo Verde Unit 1: 1. What happened? Unit 1 experienced a gas intrusion event in which all three positive displacement charging pumps became gas bound with the unit operating at full power. A routine dilution was in progress. 2. Why did it happen? Nitrogen gas from a leaking pulsation dampener passed through the affected pump’s discharge relief valve and collected in the suction line from the VCT. The pulsation dampener had been leaking intermittently and was repeatedly recharged with nitrogen during the previous several shifts. 3. Can it happen here at Palo Verde or can it happen again? Yes. Also a similar event happened in Unit 2. 4. What can be done to mitigate the event? Implement Recommendations from SOER 97-1: February 1986 Palo Verde Unit 2: Unit 2 experienced an The discharge pulsation dampener ruptured on an idle pump, allowing gas to collect between the pump and its discharge check valve. The gas then leaked into the common suction header and through the relief valve and affected the operating pumps. The leak occurred when the discharge header of the idle charging pump was depressurized to precharge the dampener. Station personnel determined that the design leak rate of the discharge relief valve was 300 times greater for gas than for liquid. Connecticut Yankee, September 1996 1. What happened? During a refueling outage, nitrogen gas leaked from the VCT through the idle charging pumps and into the reactor coolant system over a four-day period. The makeup system was aligned to the volume control tank gas space through an alternate makeup path. A normally closed isolation valve in the line should have prevented gas from reaching the charging pump suction header; however, the valve leaked. 2. Why did it happen? It was later determined that the valve had not been included in the plant’s preventive maintenance or in-service test programs. A contributing cause in the Connecticut Yankee event was the lack of check valves to prevent backflow of gas from the volume control tank gas space into the charging pump suction header. Although operators were aware of the large amount of nitrogen usage, they did not consider the potential leakage pathway from the VCT into the charging pumps through the single isolation valve. 3. Can it happen here at Palo Verde or can it happen again? 4. What can be done to mitigate the event? Implement Recommendations from SOER 97-1: