A.8.1.1 Non-Catastrophic Failure
advertisement

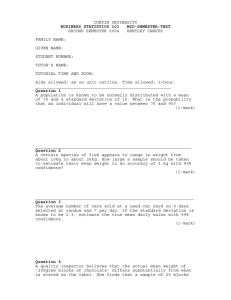
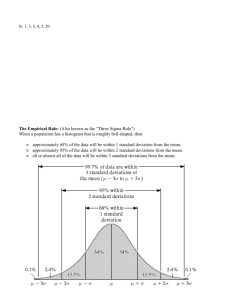
Project Bellerophon 783 A.8.0 Risk Analysis A.8.1 Design Methods A.8.1.1 Non-Catastrophic Failure A.8.1.1.1 Avionics A vast majority of the electronic components included in our launch vehicle design contribute to the non-catastrophic failure rate. However, the gyro drift rate is the main source of noncatastrophic failure that can be given a specific numerical value from the components selected. This piece of equipment has the most impact on our ability to meet the mission requirement of attaining a 300km orbit. Gyro drift occurs when very small errors in the collected rate data are integrated in an effort to provide orientation data2. There are many things that contribute to gyro drift, but their explanations are complex and are beyond the scope of this section. A gyroscope that is high in accuracy has a drift rate of less than 0.1 deg/hr2. According to the Survey of Instrumentation and Measurement, a gyro drift rate of 1 deg/sec is considered acceptable in a warhead seeker or flight control system, but is only tolerable for a short time in stand-alone navigational applications2. Electronic components display the gyro drift in terms of the gyro bias. This is the deviation between the ideal output of the gyro and the actual output1. Because this parameter is one of the driving forces behind the prices for gyroscopes, we have chosen to accept the use of a gyro with a larger drift rate. The specified drift rate of our system is 0.5 deg/hr. This is a conservative rate for a gyroscope being used for our purposes. One way to prevent this drift rate from becoming a problem is to periodically reset the gyro output so that it matches the output from other location-sensing devices and thus, eliminate any accumulated error in measurement1. The accelerometers have a much smaller error rate and our Authors: Nicole Bryan and Danielle Yaple Project Bellerophon 784 position data can also be integrated from that data as well as from the positional data of the gyroscope3. Other components contributing to the non-catastrophic failure rate include sensor failure, wiring shorts, malfunctions in the range safety equipment, and failure of the telecommunications equipment. These, however, did not impact our ability to meet the mission requirements due to the fact that our sensors are not connected to any system that makes changes to the performance of the launch vehicle. References 1 Paniit, Sudhakar M., Zhang, Weibang Modeling Random Gyro Drift Data by Dependent Systems. [online] Michigan Technological University, URL:http://ieeexplore.ieee.org/iel5/7/4104218/04104235.pdf?isnumber=4104218&prod=JNL&arnumber=4104235 &arSt=455&ared=460&arAuthor=Paniit%2C+S.M.%3B+Wwibang+Zhang [cited 26 March 2008]. 2 Dyer, Stephen A. Survey of Instrumentation and Measurement, Wiley-IEEE, 2001. 3 Wertz, James R., and Wiley J. Larson, eds. Space Mission Analysis and Design, 3rd ed., Torrance, Kluwer Academic and Microcosm Press, 1999. Authors: Nicole Bryan and Danielle Yaple Project Bellerophon 785 A.8.1.1.2 Aerothermal One parameter that is needed when developing a risk analysis is the standard deviation for drag. We calculate this value using the following method. First, a randomizer is created that produces 100 random values of angle of attack between zero and ten degrees. Once the list of randomly generated angle of attack values is obtained, it is used as input to the drag calculation function, solve_cd.m. We then ran the drag calculation function for a constant Mach number of 2.5 to produce 100 values for drag at that Mach number. Then, we loaded the values of drag into Excel and used the standard deviation function to calculate the standard deviation for the drag. The standard deviation of drag was calculated to be 13.29%. This value was compared to that of Vanguard to make sure it was reasonable. We found that the value we calculated was reasonable because the standard deviation of drag for the Vanguard rocket was about 10%.1 The 3.29% difference in standard deviation can be attributed to the difference in launch vehicle sizes. Our launch vehicles are much shorter than Vanguard’s 23 meter total length. Our tallest launch vehicle is less than half as tall as Vanguard at 10.27 meters. This shorter total length results in higher drag on the vehicle. This results in a higher standard deviation, which is a more conservative estimate. References 1 “The Vanguard Report”, The Martin Company, Engineering Report No. 11022, April 1960 Author: Chris Strauss Project Bellerophon 786 A.8.1.1.3 Propulsion We use the Gaussian Probability Method to account for the uncertainties in our launch vehicle. To execute this task, each category of design provides standard deviations of various parameters that have some effect on the size of the launch vehicle. We provide standard deviations of propellant mass and mass flow rates in liquid engines, hybrid and solid motors. Then we use these standard deviations to vary the mass flow rate and propellant mass at the start of each simulation to obtain the correct size of our launch vehicle. In solid motors, there exist many factors which create variations in several parameters such as propellant weight, burning rate, density, characteristic velocity and throat area. According to Professor Heister, in missile applications, limiting variations in ballistic parameters can result in improved motor case and insulation designs which minimize inert mass.1 We want to minimize the inert mass because it lowers our GLOM. Industry standard scales and load cells can determine propellant mass so that the industry can verify the specification weight ranges of ±0.3% or 3σ. Professor Heister’s paper predicts that propellant mass values can range from 0.08% to 0.12%. However, because of the small variation of the parameter, it does not have a huge effect on the burning time dispersions.1 The Monte Carlo simulation uses the recommended standard deviation of 0.12%. To determine the burning rate, manufacturers burn small strands of propellant in small ballistic test motors with different throat sizes. The chamber pressure varies in these small ballistic test motors. The plot of ln(rb) versus ln(pc) is an empirical representation of the burning rate behavior of a propellant shown as curve (a) in Fig. 8.1.1.3.1. The related equation is of the burning rate (rb), St. Robert’s Law, shown in Eq. (A.8.1.1.3.1).2 rb ap cn (A.8.1.1.3.1) where a represents the burn rate coefficient and n represents the burn rate exponent. However, the equation above does not address the complex thermochemical and combustion processes that occur when a propellant actually burns.2 Unlike propellant mass, the variation of the burning rate Authors: Dana Lattibeaudiere, Stephanie Morris Project Bellerophon 787 is difficult to determine because there exists little research that assesses the variations present within a batch of propellant tested under constant pressure conditions. According to Humble, most composite propellants behave as in curves (a) or (d) in Fig. 8.1.1.3.1. Fig. 8.1.1.3.1 Sample of observed burning rate behavior of solid propellants. (R. W. Humble, G. N. Henry, W. J. Larson)2 Curves (b) and (c) do not apply because we do not use a double-base propellant in our launch vehicle. Additionally, temperature sensitivity and throat erosion make it difficult to obtain the burning rate from full-scale firings. The parameters p [%/K], measures temperature sensitivity of burn rate as shown in Eq. (A.8.1.1.3.2) below.2 p ln( rb ) T (A.8.1.1.3.2) pcconst where T represents the temperature of the propellant grain precombustion. According to Humble, at higher propellant temperatures, the increased internal energy within the propellant leads to small increases in burning rate as compared to normal temperature conditions. Note that in most situations, the small ranges in temperature make this effect small, but not negligible. Eq. (A.8.1.1.3.3) accounts for this small effect.2 rb e ( p T ) apcn Authors: Dana Lattibeaudiere, Stephanie Morris (A.8.1.1.3.3) Project Bellerophon 788 where ∆T represents the difference in temperature from the assumed “standard” condition of 15˚C. Typical values range from 0.001 to 0.009 per degree Kelvin.2 Erosion can occur in either of two ways. Erosion can occur because of mass flux shown below in Eq. (A.8.1.1.3.4), the Lenoir-Robillard model.2 rb ap n c G 0.8 0.2 L p rb e G (A.8.1.1.3.4) where α and β represent experimentally determined constants, L represents the length of the grain and G represents the bore mass flux (kg/m2s). Compressibility can also cause erosion to occur where the Mach number (M) influences the burning rate as shown in Eq. (A.8.1.1.3.5).2 rb apcn (1 kM ) (A.8.1.1.3.5) where k represents the empirical constant that addresses the erosive effects. Fig. 8.1.1.3.2 shows that erosive burning enhances the burning rate. Fig. 8.1.1.3.2 Pressure-time curve with and without erosive burning. (George P. Sutton, Oscar Biblarz)3 Despite the above factors which affect the burning rate, manufacturers use cured strands of propellant fired at constant pressure to standardize the burning rate of production batches although ambiguities arise such as bore centerline offset and mandrel misalignment. Using this technique, manufacturers suggest a burning rate standard deviation of 1% (1σ) which the Monte Carlo simulation uses.3 Authors: Dana Lattibeaudiere, Stephanie Morris Project Bellerophon 789 In liquid propellant engines, there are many variables in each launch and usage of the engine. The main variables that can be calculated and are useful for the Monte Carlo simulation are the mass of the propellant and the mass flow rate of the propellant. Mass flow rate is directly related to the thrust of the engine is a standard deviation of thrust. The Vanguard satellite launching vehicle is a very similar vehicle to the launch system that we have created4. The Vanguard report publishes their scientifically found standard deviations and average values for each of their stages. Using these numbers, we calculate our percent standard deviation for propellant mass and mass flow rate with the Eq.( A.8.1.1.3.6). % Deviation = (Standard Deviation / Average Value)∗100% (A.8.1.1.3.6) The standard deviation for our vehicle is the product of the nominal value and the percent deviation. The results for calculating the percent deviations can be seen in Table A.8.1.1.3.1. Table A.8.1.1.3.1 Liquid Propellant Standard Deviations Propellant Mass Mass Flow Rate Average Value4 16,351 kg 110.7 kg/s Standard Deviation4 Percent Deviation 120 0.7340 % 0.545 0.4923 % For hybrid motors, we cannot find any historical standard deviations. In order to still be conservative with the hybrid propellant standard deviations the two standard deviations for solid and liquid propellants are combined together to obtain a conservative hybrid standard deviation. Table A.8.1.1.3.2 shows the data for each propellant and the resulting hybrid percent deviation. Table A.8.1.1.3.2 Propellant Percent Deviations Mass of Propellant Mass flow rate Solid Propellant1,3 0.12 1.0 Liquid Propellant1 0.734 0.4923 Hybrid Propellant 0.854 1.4923 The standard deviation values are included in the Monte Carlo simulation and used to calculate the deviation of thrust for the launch vehicle. Authors: Dana Lattibeaudiere, Stephanie Morris Project Bellerophon 790 References Heister, S., D., Davis, R., J., “Predicting Burning Time Variations in Solid Rocket Motors,” Journal of Propulsion and Power, Vol. 8, No. 3, 1992, pp. 564-565. 1 Humble, R. W., Henry, G. N., Larson, W. J., “Solid Rocket Motors,” Space Propulsion Analysis and Design, 1st ed., Vol. 1, McGraw-Hill, New York, NY, 1995, pp. 327-331. 2 Sutton, G., P., Biblarz, O., “Solid Propellant Rocket Fundamentals,” Rocket Propulsion Elements, 7th ed., Vol. 1, Wiley, New York, NY, 2001, pp. 434. 3 4 Martin Company, The Vanguard Satellite Launching Vehicle, Engineering Report No.11022. April 1960, pp. 26, 208. Authors: Dana Lattibeaudiere, Stephanie Morris Project Bellerophon 791 A.8.1.1.4 Structures We integrate a percent standard deviation of 2.255% of the nominal inert mass into the noncatastrophic risk analysis. The nominal value chosen for each of our launch vehicles is the total inert mass that the final design math models produced. The percent standard deviations reflect the manufacturing tolerances for specific materials after they have undergone certain processes (rolling, spin forming, casting, etc.). Our value for percent standard deviation doesn’t come without justification. Our value represents a little over 5 times the largest percentage found for the Vanguard (a similar launch vehicle proportionally).1 Figure A.8.1.1.4.1 is a table of mean values and standard deviations for the Vanguard found in the Vanguard report.1 Fig. A.8.1.1.4.1: Vanguard Standard Deviation Data (The Martin Company) From the mean values and standard deviations in Fig. A.8.1.1.4.1 we calculate percent standard deviations for each stage. We want to be as conservative as possible with our value so we choose a percent standard deviation of five times the first stage Vanguard value. Unfortunately, a miscommunication resulted in our final value increasing to 2.255% which is 5.435 times the first Author: Brandon White Project Bellerophon 792 stage Vanguard value. By incorporating a value larger than the Vanguard’s we account for larger manufacturing tolerances for our structure. Larger tolerances result in less inspection that a company has to perform when forming certain components. Less inspection equates to lower cost, satisfying an objective of the project. Table A.8.1.1.4.1 Vanguard Percent Standard Deviations for Each Stage Stage First Second % Standard Deviation 0.415 0.207 We did not want to leave this percent standard deviation only as a function of a reference launch vehicle. To further justify our value, we found standard manufacturing tolerances for certain materials. These tolerances, along with dimensional specifications from final design, allow us to calculate a minimum and maximum inert mass. From those mass values we determine our own percent standard deviations. Since the launch vehicle is primarily composed of aluminum, thickness tolerances are found for cold-rolled aluminum sheets.2 Figure A.8.1.1.4.2 shows an excerpt from Metric Standards for World Wide Manufacturing. Thickness (mm) Tolerance (mm) Fig. A.8.1.1.4.2: Thickness Tolerances for Cold-Rolled Non-space Grade Aluminum (The American Society of Mechanical Engineers) Author: Brandon White Project Bellerophon 793 The tolerances provided in Fig. A.8.1.1.4.2 represents German national standards. To the best of our knowledge, we aren’t outsourcing any of our manufacturing to Germany. We made the assumption that ANSI standards are very similar, if not exact, to the tolerances provided. An issue that comes into play with this set of tolerances is interpolation for an intermediate sheet thickness. Figure A.8.1.1.4.2 only provides tolerances when the sheet thickness is an exact number. Our design methods incorporate very small deviations in thickness and many times the sheet thickness falls in between two exact values in the table. In order to approximate an appropriate tolerance to employ in our calculations, we interpolated between two known tolerances to find a reasonable tolerance. For manufacturing, we also consider cutting tolerances of the sheet metal. In the case of nonspace grade aluminum, tooling can cut the metal with an area tolerance precision of +/- 0.019 m2. This precision value represents a 10 ft. by 10 ft. sheet of aluminum with tooling tolerances of +/0.125” in both the length and width dimensions. When working with non-space grade materials on the basis of minimizing cost, we must be prepared to deal with loose tolerances. When dealing with companies that work with space grade materials, this area tolerance decreases by a large margin. Typically, companies that cut space-grade aluminum can do so at an area precision of +/- 0.0015 m2. An important aspect to note is that the thickness tolerances are for non-space grade aluminum. Our design consists of all space-grade aluminum, and we price the launch vehicle as such. In order to keep consistency, we have to find space-grade tolerances for cold-rolled aluminum. Table A.8.1.1.4.2 displays our findings.3 The values in the table are based on standards developed by both ANSI and the Aluminum Association. Author: Brandon White Project Bellerophon 794 Table A.8.1.1.4.2 Thickness Tolerances for Space-Grade Aluminum Greater Than (mm) 0.00014986 0.000254 0.0004064 0.000635 0.0008128 0.0009906 0.0011938 0.0016002 0.0020066 0.0024892 0.0032004 0.0040132 0.0050038 0.0062992 0.008001 0.0100076 0.016002 0.0249936 0.040005 0.0599948 0.08001 0.0999998 Less Than (mm) 0.000254 0.0004064 0.000635 0.0008128 0.0009906 0.0011938 0.0016002 0.0020066 0.0024892 0.0032004 0.0040132 0.0050038 0.0062992 0.008001 0.0100076 0.016002 0.0249936 0.040005 0.0599948 0.08001 0.0999998 0.1599946 Tolerance (+/-) (mm) 0.0000254 0.0000381 0.0000381 0.0000381 0.0000381 0.0000508 0.0000508 0.0000508 0.0000635 0.0000889 0.0001016 0.0001524 0.0002286 0.0003048 0.0004318 0.0005842 0.0007874 0.0009906 0.001397 0.001905 0.00254 0.003302 These tolerance values are more exact than the non-space grade values, which results in no interpolation from our design thicknesses. From this research we calculated standard deviations for our launch vehicle. We are able to find these standard deviations for both non-space grade and space-grade materials. The purpose of finding both values is that the results can show opportunity for further cost minimization in the future. If we can achieve similar standard deviations with an inexpensive material, it would be in the interest of the project specifications to consider using non-space grade materials. Table A.8.1.1.4.3 summarizes percent standard deviations between non-space grade tolerances, space-grade tolerances, and the actual value input into Monte Carlo simulations. Author: Brandon White Project Bellerophon 795 Table A.8.1.1.4.3 Percent Standard Deviation Comparison Monte Carlo Non-Space Grade Space-Grade 200g Payload 2.255% 2.28% 3.13% 1kg Payload 2.255% 2.32% 2.88% 5kg Payload 2.255% 8.94% 4.42% Results from this table show that the standard deviation employed into the Monte Carlo simulations is both reasonable and justified. Also, the standard deviations of the 200 gram and 1 kilogram payloads are smaller when non-space grade tolerances are incorporated. We conclude that this can be attributed to insufficient accuracy for the thickness tolerances due to interpolating values. Although, the calculated standard deviations are higher than the ones integrated into the simulations, we are confident that the manufacturers that we hire can meet the 2.255% deviation requirements. With the high cost quotes that we received from these manufacturers, we believe that we are essentially paying for the tight tolerances we require. The inert mass percent standard deviation of 2.255% is justified through our calculations, but we would like to see simulations performed in the future with our calculated values for non-space grade material. References 1 Klemans, B., “The Vanguard Satellite Launching Vehicle,” The Martin Company, Engineering Report No.11022, April 1960. 2 Kverneland, K. O., Metric Standards for World Wide Manufacturing, The American Society of Mechanical Engineers, 1996, N.Y.,N.Y. 3 The Luminum Corporation. http://www.luminum.org/data/dtolaero.html [cited 19 March 2008]. Author: Brandon White Project Bellerophon 796 A.8.1.1.5 Results A.8.1.1.5.1: 200g Payload Table A.8.1.1.5.1.1 200g Monte Carlo simulation comparisons Variable Inert Mass Stage 1 Inert Mass Stage 2 Inert Mass Stage 3 Mass Flow Rate Stage 1 Mass Flow Rate Stage 2 Mass Flow Rate Stage 3 Propellant Mass Stage 1 Propellant Mass Stage 2 Propellant Mass Stage 3 Specific Impulse Stage 1 Specific Impulse Stage 2 Specific Impulse Stage 3 Nominal Input Values 349.4777 kg 153.4559 kg 14.8011 kg 10.689 kg/s 2.728 kg/s 0.194 kg/s 1462.00 kg 566.64 kg 37.26 kg ---- Standard Deviation 2.255% 2.255% 2.255% 1.4923% 1% 1% 0.854% 0.12% 0.12% ---- Calculated Means 349.4318 kg 153.4889 kg 14.8081 kg ---1462.26 kg 566.62 kg 37.26 kg 339.4907 s 345.4158 s 346.6426 s Standard Deviation 3.213% 3.205% 3.185% ---1.208% 0.169% 0.168% 2.1302% 1.4194% 1.4180% We now present the 200g payload launch vehicle. For this vehicle, the non-catastrophic failure rate was 0.01%, which means that it meets the less than 0.15% failure rate condition. The output histograms of each recorded value for the 200 gram payload case with their calculated final standard deviations and means are in Figs. A.8.1.1.5.1.1 and A.8.1.1.5.1.2. The output periapsis histogram has an approximately Gaussian distribution with several outliers toward the lower periapsis values. The eccentricity histogram is approximately Gaussian. Author: Alfred Lynam Project Bellerophon 797 200 number of cases 150 100 50 0 250 300 350 400 450 Periapsis altitude(km) 500 550 Figure A.8.1.1.5.1.1: 200g Periapsis altitude histogram with a 21.803 km standard deviation and a 437.44 km average. (Alfred Lynam) 1000 number of cases 800 600 400 200 0 0.25 0.3 0.35 0.4 0.45 0.5 Eccentricity 0.55 0.6 Figure A.8.1.1.5.1.2: 200g Eccentricity histogram with a .0467 standard deviation and a .438 average. (Alfred Lynam) Author: Alfred Lynam 0.65 Project Bellerophon 798 A.8.1.1.5.2: 1 kg Payload Table A.8.1.1.5.2.1 1kg Monte Carlo simulation comparisons Variable Inert Mass Stage 1 Inert Mass Stage 2 Inert Mass Stage 3 Mass Flow Rate Stage 1 Mass Flow Rate Stage 2 Mass Flow Rate Stage 3 Propellant Mass Stage 1 Propellant Mass Stage 2 Propellant Mass Stage 3 Specific Impulse Stage 1 Specific Impulse Stage 2 Specific Impulse Stage 3 Nominal Input Values 281.35 kg 116.07 kg 16.8907 kg 6.73 kg/s 1.88 kg/s 0.23 kg/s 947.90 kg 336.92 kg 45.09 kg ---- Standard Deviation 2.26% 2.26% 2.26% 1.49% 1% 1% 0.85% 0.12% 0.12% ---- Calculated Means 281.08 kg 116.03 kg 16.88 kg ---947.86 kg 336.91 kg 45.09 kg 339.41 s 345.67 s 343.49 s Standard Deviation 3.21% 3.16% 3.23% ---1.21% 0.17% 0.17% 2.12% 1.42% 1.43% We now present the 1 kilogram payload case. For this vehicle, the non-catastrophic failure rate was 0.01%, which means that it meets the less than 0.15% failure rate conditions. The output histograms of each recorded value for the 1 kilogram payload case with their calculated final standard deviations and means are in Figs. A.8.1.1.5.2.1 and A.8.1.1.5.2.2. The output periapsis histogram has an approximately Gaussian distribution which is slightly skewed toward the lower periapsis values. The eccentricity histogram is approximately Gaussian. 400 number of cases 300 200 100 0 280 300 320 340 360 Periapsis altitude(km) Author: Alfred Lynam 380 400 420 Project Bellerophon 799 Figure A.8.1.1.5.2.1: 1kg Periapsis altitude histogram with a 15.774 km standard deviation and a 367.727 km average. (Alfred Lynam) 1000 number of cases 800 600 400 200 0 0 0.05 0.1 0.15 0.2 Eccentricity 0.25 0.3 Figure A.8.1.1.5.2.2: 1kg eccentricity histogram with a .041094 standard deviation and a .173289 average. (Alfred Lynam) Author: Alfred Lynam 0.35 Project Bellerophon 800 A.8.1.1.5.3: 5 kg Payload Table A.8.1.1.5.3.1 5kg Monte Carlo simulation comparisons Variable Inert Mass Stage 1 Inert Mass Stage 2 Inert Mass Stage 3 Mass Flow Rate Stage 1 Mass Flow Rate Stage 2 Mass Flow Rate Stage 3 Propellant Mass Stage 1 Propellant Mass Stage 2 Propellant Mass Stage 3 Specific Impulse Stage 1 Specific Impulse Stage 2 Specific Impulse Stage 3 Nominal Input Values 842.9585 kg 261.1954 kg 15.0986 kg 23.571 kg/s 4.739 kg/s 0.215 kg/s 4122.85 kg 1009.33 kg 38.37 kg ---- Standard Deviation 2.255% 2.255% 2.255% 1.4923% 1% 1% 0.854% 0.12% 0.12% ---- Calculated Means 843.2027 kg 261.2956 kg 15.0978 kg ---4123.581 kg 1009.32 kg 38.37 kg 339.5586 s 345.5977 s 344.7218 s Standard Deviation 3.173% 3.193% 3.245% ---1.212% 0.172% 0.170% 2.1224% 1.4209% 1.4287% We now present the 5 kilogram payload launch vehicle. For this vehicle, the non-catastrophic failure rate was 0.01%, which means that it meets the less than 0.15% failure rate conditions. The output histograms of each recorded value for the 5 kilogram payload case with their calculated final standard deviations and means are in Figs. A.8.1.1.5.3.1 and A.8.1.1.5.3.2. The output periapsis and eccentricity histograms have approximately Gaussian distributions. 250 number of cases 200 150 100 50 0 450 500 550 Periapsis altitude(km) Author: Alfred Lynam 600 Project Bellerophon 801 Figure A.8.1.1.5.3.1: 5kg periapsis histogram with a 20.215 km standard deviation and a 516.546 km average. (Alfred Lynam) 800 700 number of cases 600 500 400 300 200 100 0 0.25 0.3 0.35 0.4 0.45 0.5 Eccentricity 0.55 0.6 Figure A.8.1.1.5.3.2: 5kg eccentricity histogram with a .050 standard deviation and a .445 average. (Alfred Lynam) Author: Alfred Lynam 0.65 Project Bellerophon 802 A.8.1.2 Catastrophic Failure We define catastrophic failure as a failure in any subsystem that eliminates the possibility of mission success. Our analysis shows that our vehicles are designed so that non-catastrophic failure is negligible, and that light variations in launch conditions and vehicle performance will not jeopardize the mission. Catastrophic failure is usually the most visible and dynamic and usually the most unexpected. Predicting a vehicle’s catastrophic failure rate without actually building and flying a test article is an inexact science. Therefore, we look to past launch successes (and failures) in order to see what a reasonable estimate might be. Catastrophic risk for a vehicle can be thought of as a sum of the risk for each major component. This is our first means for analyzing catastrophic risk. The component analysis depends on two independent studies into launch vehicle failure.1,2 Both studies investigate lifetime failure rates for launch vehicles from a number of different nations. Possible failure rates are catalogued by subsystem. When the option existed, we select rates for U.S. systems as opposed to a worldwide average. Also, when identical systems had different values for success between the two studies, the more conservative one was chosen. Table A.8.1.2.1 shows the results of this analysis and our predicted overall success rate of 93.84%. Each of our vehicles has an identical architecture, so this analysis is equally valid across our three payloads. This success rate meets and exceeds the required 90.00% included in the design requirements. It is important to remember that the majority of the data collected in this study applies to mature launch vehicle systems. Due to this, we do not believe that our vehicles will exceed the required 90.00% success rate initially. Author: Alan Schwing Project Bellerophon 803 Table A.8.1.2.1 Component Analysis for Vehicle Catastrophic Risk Percent Item Failure Rate Success Rate Stage 1 Propellants 2.08 % 97.92 % 1 Stage 2 Propellants 1.44 % 98.56 % 1 Stage 3 Propellants 1.44 % 98.56 % 1 Stage or Payload Separation Fairing Separation Electrical Avionics 0.23 % 0.28 % 0.43 % 0.43 % 99.77 % 2 99.72 % 2 99.57 % 2 99.57 % 2 Total 6.16 % 93.84 % 0 In order to better understand our catastrophic failure rate during preliminary flights, historical launch behavior is an important tool. Three existing launch vehicles are presented in this analysis: the Ariane IV, Ariane V, and Pegasus systems. Data regarding their flight history includes each flight and its status, success or failure.3 This data was examined in order to understand the trends in reliability as these vehicles developed. Figure A.8.1.2.1 shows the success rate for these vehicles for initial launches. Contained in the figure is data for the first 35 Ariane IV and Pegasus launches and the first 17 Ariane V launches. The percentages on the plot are average success rates based on the total number of launches up to that point. For these three launch systems, there are a significant number of failed launch attempts initially resulting in very low success rates. After ten to fifteen launches there appear to be much more reliable results with very few failures across the board. Author: Alan Schwing Project Bellerophon 804 Fig. A.8.1.2.1: Launch success rate for Ariane IV, Ariane V, and Pegasus systems as a function of launches. (Alan Schwing) We assume that our vehicle will show behavior very similar to that of the Pegasus. In architecture, our vehicles are much more similar to the Pegasus than the Ariane family because we are an air-launched system. Also, the Pegasus shows the lowest success rates, so in order to err on the side of conservatism these rates are more appealing. Table A.8.1.2.2 Catastrophic Risk Details for Pegasus Launch Vehicle Number of Launches Cumulative Success Rate Success of Previous 10 Launches 10 60.00 % 60.00 % 20 70.00 % 80.00 % 30 80.00 % 100.00 % s Table A.8.1.2.2 shows a detailed analysis of the Pegasus launch vehicle history. The cumulative success rate is identical to that shown in Fig. A.8.1.2.1. To delve a little deeper, success rates over a smaller number of launches are also shown in the third column. That column better Author: Alan Schwing Project Bellerophon 805 illustrates the increase in reliability on a per-launch basis. After twenty flights, Pegasus had no failures, their success rate from that point onward was 100.00%. This shows the maturity of the system and the reliability that those early failures bought them. Our interpretation of the design requirements assumes twelve launches per year. Therefore, using the above estimates from the Pegasus’ historic success rate, we predict that for the first year (twelve launches), we will have a success rate of 60.00%. After this first year, we believe that our vehicle will have a per-launch success rate of 80.00%. Finally, after our second year (twenty-four launches), we assume that our system is mature and well understood. At this point the vehicle has a success rate of 93.84% as shown from the component analysis. Historical launch vehicles have a success rate close to 100.00% near maturity, so it is likely that ours will be much greater than 93.84%. The first twelve to twenty-four launches might not be offered to customers and instead be launched as test flights designed to shake-down the system. This approach would drive development costs up by roughly 40M$ to 80$M (the cost for these launches). Another approach is to offer the very first flights to customers with the understanding that the success rate is low for these initial flights and that in order to ensure a 90% chance of success, multiple vehicles might have to be purchased. References Chang, I-Shih., Tomei, Edmardo Joe., “Solid Rocket Failures in World Space Launches.” AIAA Paper 2005-3793, Joint Propulsion Conference and Exhibit, 41st, Tuscon, Az, July, 10-13, 2005. 1 Futron Corporation, Bethesda, MD. “Design Reliability Comparison for SpaceX Falcon Vehicles.” November 2004 2 3 Isakowitz, Steven J., Hopkins, Josshua B., Hopkins, Joseph P., Jr., International Reference Guide to Space Launch Systems, Fourth Edition, AIAA, New York, 2004. Author: Alan Schwing