DeltaV Neural

Field Experience in Property
Estimation
DeltaV Neural has been used in a variety of applications as a soft sensor for property estimation. Also, the estimated property may be used in closed loop control applications. In this short course we will present the features of DeltaV
Neural, some of the implemented applications, and also some of the challenges and issues faced in developing a soft sensor. Dynamic simulation will be used to illustrate how a property estimator may be easily created from operating data.
Presenters
• Ashish Mehta
• Lou Heavner
• Nathan Camp
Overview
• Introduction – DeltaV APC and Soft sensors
• DeltaV Neural features
• Demo
• Installation examples
• Emerson services – Lou Heavner
• Experiences with a real implementation – Nathan Camp
• Q/A
DeltaV Advanced Control
What’s Different?
Classic Advanced Control
DeltaV advanced control
• Embedded in DeltaV
• State-of-the-art technology
• Expands and improves process control tool set
• Available redundancy
• EASY to implement
• EASY to maintain
• EASY to justify
DeltaV Function Block – Foundation
Fieldbus Approach
Function Blocks
Support Mode
Function Block Inputs and Outputs
Provide an Engineering Unit Value AND Status
Standard Deviation is automatically calculated
What is a soft sensor?
A model (generally nonlinear) of a process to predict a lab result or to fill in the gaps between sample points from an automatic sampling sensor.
Samples
ANALYSIS
In the lab, or automatic on a frequency
Results
Plant
DCS
&
Historian
At a fixed
Period or
Delayed
143.0 ppm
S
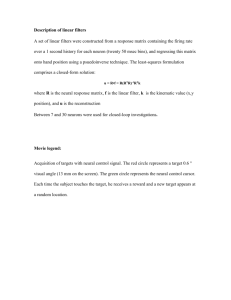
Example - Kappa Analysis
F
T
T
T
– Continuous Digester is a thermo chemical process - Time delay of + 4 hours
– On-line measurements of Kappa difficult inaccurate, unreliable -
1 to 2 hours between off-line feedback analysis
F Amp
Measurements Used In
Constructing NN
Kappa Prediction
For Outlet Stream
Example - Model Results vs. Lab
Target Applications
Predict critical process measurements available only through lab analysis (paper, food properties)
Continuous indication of measurements available only infrequently from sampled analyzer (gas chromatograph)
Provide real-time online predictions
Reduce process variability, improve control
Validate/backup sampled or continuous analyzers (mass spectrometer, stack analyzer).
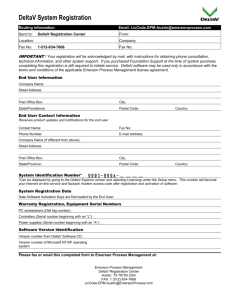
Neural Network is Built From Neurons
Y j
Transfer
Function
W j1
X
1
I j
Y j
i
N
1
1
1
e
e
I j
I j i
W j2
X
2
W j3
X
3
Non-linear
Transfer Function
1
-1
Three layer feed-forward Neural net i i
1
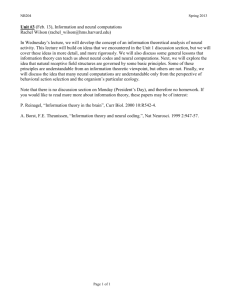
Delay to Address
Dynamics
T d1 i
2 T d2
X
1
X
2
Input
Layer
X i i i
T di
W ij
W
11
Hidden
Layer
S
1 h
1
Output
Layer
S j h j y
X
N
N
T dN
1 1
DeltaV Neural Objectives
Continuous indication for both: lab analysis and analyzer based measurements
Ease of use – integration, creation and commissioning
NN for the process engineer, not the Neural Guru
Adapt to process drifts and changes
Improve maintainability and reduce cost
‘If-then’ analysis of process change
Improve the bottom line, save some $$$
DeltaV Neural
– Practical means of creating virtual sensors for measurements that are only available through lab analysis today
– Easy to understand and use
– Data-based, cost effective
– General nonlinear approach
– Easy to update
Step 1a: Configure NN Function Block
Lab Analysis
References a maximum of 20 process measurements for analysis
Analyzer Measurement
Step 1b: Data Collection
•Access data from anywhere within the system
•Automatic assignment to historian
Step 2: Data selection and screening
Step 3: Input Delays and Sensitivity
Step 3: Detail of Input Sensitivity
Step 4: Network training
Number of hidden nodes automatically determined
Step 5: Model Validation
Is the Model Good?
NN Block – Operator view
Lab Entry - Sample Value & Time
Demo - Kamyr Digester Process
Chip Bin
ST
1-4
Steaming
Vessel
High Pressure
Feeder
FT
1-5
White
Liquor
Cold Blow
FT
1-6
Heater
Heating
Zone
TT
1-7
Heaters
Cooking
Zone
TT
1-8
TT
1-3
FT
1-3
Flash Tank
Wash
Zone
IT
1-1
Outlet
Device
FT
1-2
Main Blow
AY
1-2
Kappa
Analysis
Demo - Digester Kappa Prediction
On Line Error Correction
Use laboratory feedback to bias the soft sensor to keep it accurate.
VOA estimates should be biased with Lab data
Inputs
Soft
Sensor
Prediction
Lab results
Statistical
Bias Correction
CV prediction
Online Operation: Adaptive NN Block
INPUTS I
O
O
O o
DELAY
SAMPLE
FOLLOW
Feedforward
Neural Net
Model
OUT_SCALE
+
CORR_BIAS
Delay
CORR_ENABLE
CORR_LIM
CORR_FILTER
0
+
Limit Filter
MODE
FUTURE
OUT
Future Prediction
• Trained Neural Network block automatically provides a predicted output into the future ‘FUTURE’ along with OUT.
• Calculated by setting the input delays to zero - steady state solution for the given input values.
• Make immediate corrections for input changes.
• Perform ‘what-if’ analysis.
• Extremely valuable for processes with large delay time.
Automatic adaptation response
Bias Value
Changed
Lab Value
Future
NN Out
Simple Control with DeltaV Neural
DeltaV Neural Model output as PV of a PID controller
APC with DeltaV Neural?
Operator
Adjustment
KF
Target
Unbleached kappa measurement
Kappa Factor
Control
Bleach Chemical
Dosage Target
Production
Rate
Bleach Chemical
Flow Setpoint calc.
Chemical
Strength
Regulatory Controls
APC with DeltaV Neural
Inputs
Analyser or
Lab test
Neural net MPC
Unbleached kappa measurement
KF
Target
Kappa Factor
Control
Operator target
(DEK or brightness)
Bleach Chemical
Dosage Target
Production
Rate
Bleach Chemical
Flow Setpoint calc.
Chemical
Strength
Regulatory Controls
DeltaV Neural Control Engineering’s 2001
Editors Choice Award
DeltaV Neural
Receives recognition for technological advancement, service to the industry, and impact on the control market.
March ’02 Issue of Control
Engineering Magazine.
Creating Virtual Sensors with neural network technology has never been this easy!
DeltaV Neural Control Magazine’s
Readers Choice Award
Software, Neural Network
1. Emerson's DeltaV Neural
2. Pavilion Technologies
Application: NuSoft Technologies
• Paper Machine Soft Sensors (Offline)
– Developed a model for CONCORA (strength property) on a medium liner board machine.
– Developed a model for STFI (strength property) on a linerboard machine.
– Developed models for brightness and opacity on a fine paper machine.
• The objective of the effort was to compare DeltaV Neural with other neural modeling tools. All of the applications were from models that were existing and had been operating for over a year. The results very closely correlated with each other.
Application: Concora Measurement
HD
Storage
Tank
HOLEFLOW pH
HOLE-HPDT
Hole
Refiners
62AR129 FREE255
FREE355
TICKLER-HPDT
Tickler
Refiners
CN219
Stuff Box
M/c
Chest
PIC203TH
IN
WIRESPD
WETAGENT
SLICEOPEING
2HB1-CTRL
Press
COUCHVAC
HD
Storage
Tank
PIC901RP-SETP
CDSTMUSE
Dryer
Reel
ARTONH
BASISWT
MOISTURE
Concora
(Lab Delay)
~ 45 mins
HB-LEVEL
TS-FLOW
Application: Concora Measurement
62AR129
HOLE-HPDT
Tickler-HPDT
WETAGENT
TS-FLOW
PIC203TH
2HB1-CNTRL
COUCHVAC
CDSTMUSE
BASISWT
HOLEFLOW
FREE255
FREE355
CN219
HB-LEVEL
SLICEOPENING
WIRESPD
PIC901RP-SETP
ARTONH
MOISTURE
Concora
(Online)
5 mins
Application: Concora Measurement
Application: Sasol Agri
• 2 Phosphoric Acid Plants
• 5 Evaporators on Each Plant
• DeltaV/AMS/Devicenet MCC
• Rosemount Hart Based Field
Application: Sasol Agri
Density
EVAPORATOR
PIC1104
TI1120
LIC1113
TIC1103
CONDENSOR
RULES
• Measure SG
• Control Evap SG
• Controlling retention in
Evap
• SG or Concentration ( 1.3 to 1.8)
PC-J3404 AM
FIC1115-1
Application: Sasol Agri
• Density Temp
• Evap Vacuum
• Heater Outlet Acid Temp
• Heater Acid Inlet Temp
• SG Lab Entry
Application: Sasol Agri
Application: Georgia-Pacific Corp.
• Kamyr Digester Soda Loss Model (Offline)
– Developed a model for soda loss in a Kamyr digester.
• The objective of the effort was to use DeltaV Neural to develop a model and properly identify the time delay between the dilution factor controlled variable and soda loss.
• Did a very good job of properly identifying the dead time.
• Was very easy to use compared to other tools available.
Applications: Ergon
• Refinery application – atmospheric crude column
– SR Naphtha Endpoint
– AGO Endpoint
• Refinery application – vacuum crude column
– Wax Distillate 95% point
Applications: Ergon, Atm Column
Column Temps & Yields
Column Temps
& Yields
Predicted NA
End Point
Predicted AGO
End Point
FC
Crude
FC
Fuel Gas
TC
FC
FC
TC
FC
FC
FC
FC
Kero
Naphtha
Hvy Kero
AGO
Resid to VAC
Column
Applications: Ergon, Vacuum Column
FC
FC
FC TC
VAC P/A
PC
LC
FC
FC
VGO
Column Temps
& Yields
TI
TI
Wax Dist
Hvy Wax Dist
Predicted
Wax Distillate
95% Point
Atm Btms
Fuel Gas
FC
FC
TC
VAC Resid
More Applications
• Phosphoric Acid Concentrator
– Triple Effect Evaporator
– Predict Acid Concentration (Density)
• Lime Kiln
– Residual Carbonate
• Coffee Roaster
– Aroma (Temperature Target)
• Brewing
– Diacetyl
• Bleach Plant
– Extracted Kappa
– Brightness
Neural Applications: Hunting Tips
• What business objectives are we looking to affect?
– Quality
– Throughput
– Yield
– Environmental
– Energy
– Uptime
Neural Applications: Hunting Tips
• Continuous or batch chemical processes where the dynamic response of variables is important
• Processes that are non-linear in nature
• Processes with significant cycle times
• Key parameter dependent on upstream variables which are measured in real-time
• Any parameter that is sampled and analyzed
• Any parameter measured online by analytical equipment that needs validation/backup
Neural Applications: Hunting Tips
• Specific Gravity
• Composition
• NOx emmissions
• SOx Emmissions
• Melt index
• Vapor pressure
• Cloud point
• Pour point
• Particle Size
• pH
• Kappa
• Diacetyl
• Concora
• Viscosity
• Octane Number
• Cetane Number
• Etc…
Presenters
• Ashish Mehta
• Lou Heavner
• Nathan Camp
Approach to Quality Control
• Where Analyzers are available (and reliable) use them for
Controlled Variables ( and Disturbance Variables ).
• Use intermediate measurements to estimate Quality when
Analyzers are not functioning.
• Develop Virtual Sensors when Online Analyzers are not practical
Introduction to Quality Estimators
• Small Process Models that provide an indication of stream Quality from Process measurements.
• Applications:
– When an Analyzer is not available.
– When an Analyzer is unreliable or in maintenance.
– When an Analyzer response is dynamically slow due to Analyzer sample processing time (eg, GLCs).
– Process equipment between where the Quality is determined and where the stream is available for sampling.
Purpose of Quality Estimators
• To assist in operations achieving Quality Targets and Quality
Constraints using Lab Results as the feedback mechanism.
• To improve the performance of closed loop Quality Control.
– FeedBack or FeedForward Control
– Model Predictive Constraint Control
• To give Real Time Optimization a means to predict the Qualities resulting from its (potential) adjustments.
Quality Estimator Formulation
• GENERAL FORMULA ...
– Quality = f ( Temperature, Pressure, Flow ) + Calibration Constant
– Many Estimators are a function of pressure compensated temperature.
• Function may be a simple constant term:
– E.g. K * ( Temperature )
– Some estimators are complex nonlinear functions
• Functions based on first principles
• Functions based on empirical data
– Statistical techniques
– Artificial Neural Networks
Modeling & Analysis Approaches
– First principles-based models
– Statistical Approaches
– Nonlinear Regression
– Neural Networks
First Principles-based Modeling
Based on physical and chemical relationships
Examples: Kinetics, Fluid flow,
Thermodynamics
Based on decades of experience
Can be highly accurate when process is well understood and relatively stable
Requires in-depth knowledge of process
Does not account for process behavior changes over time
• Sometimes available through combustion unit manufacturer
Statistical Approaches
• Techniques such as:
Data analysis/curve fitting
Regression techniques
Probability analysis
• Require lots of data
• Require understanding of statistical techniques
• Better for analysis than modeling
Neural Network-based Models
Fairly new in the marketplace
Practical
Minimal process knowledge is necessary
Easy to apply to a variety of applications
Training requires good data
Easily re-trained to adapt to new conditions
Do not extrapolate well
Emerson Services
• Feasibility Analysis
• Feasibility Study
• Project Execution
• Model Support
Feasibility Analysis
• Sensitivity Analysis
• Existing Customer Data
• No Site Visit
• Outputs:
– Best model identified
– Recommendations to improve model
• Option: Benefit analysis
Offline Sensitivity Analysis
• Try DeltaV Neural on real plant data
– Gather Plant Historical Data
– Use all available measurements (up to 20)
– Include Lab Data
– Train and Verify
• Voila!
– It’s that easy…
Feasibility Study
• Site visit
– Process review
– Data collection planning
• Sensitivity Analysis
• Outputs:
– Identified model
– Implementation proposal
Project Execution
• Implement DeltaV Neural
– Feasibility study
– DeltaV Configuration
– Online model development
• Setup
• Training
• Testing
– Verification
• Short term
• Long term plan
Model Support
• Model Updating & Retraining
• Consulting
– Troubleshooting
– Accommodating process and I&C changes
– Using model in control strategies
Emerson Value Addition
• Familiarity with DeltaV Neural
• Process Expertise
• Neural Net Modeling Expertise
Leads to:
• Faster Implementation
• Lower Risk
• Appropriate Application
– Alternative approaches considered
– Taking the next step to control
Oops!
• I thought I had a good model…
– But it doesn’t look so good on new data
• I thought I had lots and lots of data…
– But the model isn’t as good as advertised
– How much data do I really need
• I thought for sure that this variable was critically important…
– But DeltaV Neural ignored it
Practical Considerations
• Data is the key
– Correct time-stamps
– Raw snapshot data - no data compression
– Sufficient variability
– Data Density – clustering and voids
• Don’t confuse correlation and causality
Data Requirements
• DeltaV Neural can capture dynamics…
– but time stamps must be accurate
• Time delays should be constant or compensated
– Selection of time to steady-state is critical
• Auto-correlation can lead to unusual results
Data Requirements
•
Quality of empirical data
– Use raw (snapshot) data, avoid filtering and averaging
– There must be variability and it should span the range of expected operation
– Minimal Data Clustering and Data Voids
– Signal to noise ratio must be high
– Correlation vs. causality
Data Requirements
•
Quantity of empirical data
– More is usually better
Data Requirements
•
Know the process
– Avoid redundant information
– Ensure dominant affects are incorporated
– Use calculated variables (first principles based inputs)
– Understand process dynamics
Common Questions
• How many samples do I need?
– Technically
• Complexity (number of inputs and time to SS vs sample interval)
• Train vs test split & verify unseen data
– Practically
• > 100 is good rule of thumb
• Why was this variable deselected?
– Redundant
– No variability
– Too much noise
– Bad measurements
– Bad timestamps
– Correlated w/out causality
Troubleshooting
• Verify views
– Predicted & Actual vs Sample
• Identify trends
• Identify nature of error (bias, peak offset, etc)
– Predicted vs Actual
• Identify clustering and voids
• Identify outliers
• Analysis w/ Excel (Pre-processing)
– Plot variables
• Vs Time
• Vs Actual
• From least to greatest
– Statistical checks
• Max, Min, Delta (span)
• Mean, Median, midpoint
• Standard Deviation & 6 Sigma
Controlling Product Quality
• Direct Analyzer : product property measured by On-line Analyzer.
• Inferential : product property inferred from product state or another product property.
– Utilizes easy to measure states or properties to infer properties that are difficult or impossible to measure on-line.
• E.g. Temperature and pressure of vapor leaving top tray of a column indicating composition of top product
–
Provide redundancy for online analyzers with poor availability/reliability
Direct Analyzer Control
• Pros of Direct Analyzer Control
– Accuracy, good repeatability
–
NIR now available e.g for on-line octane
– Reduces lab, work
– Faster results than lab
• Cons of Direct Analyzer Control
– Expensive
– High level of mechanical maintenance required to retain accuracy
– Sample extraction
– Often non-continuous read-out.
Inferential Control
• Pros of Inferential Control
– Inexpensive - No capital cost.
– Less mechanical maintenance.
– Continuous read-out
– Faster to implement from scratch.
• Cons of Inferential Control
– Models often inaccurate, particularly if non-linear.
– Potentially high maintenance if no On-line Analyzer available ( i.e. monitoring and updating of correlations )
– Generally, test runs must be done to develop accurate relationships
–
Often limited rangeability.
Developing New Models
• Monitor Model Performance
– Trend vs Lab Analyses
• Identify if error is random or persistent
• Identify source of error
• Update Model as Required
– Correlation with New Data
• Short term variance > Adjust Bias
• Long term variance > Recalculate Correlation (New Model)
• Test New Model
– Verify Against Old Data
– Continue to Trend vs Lab Data
Presenters
• Ashish Mehta
• Lou Heavner
• Nathan Camp
Introduction
• Neural Networks
– When to use them and when not to
– Selecting Inputs
– Data Robustness
– Offline Training
– Overview of SFK’s Neural Networks
– Problems, Solutions, Troubleshooting, and Tools
When to use and when not to
• When not to use a Neural Network
– Process Models or Equations are already well established
Selecting Inputs
• Use as many inputs as possible. Unimportant inputs may be ignored.
• Inputs should not be related.
• Use calculated values instead of raw inputs if relationships are known.
• Inputs must vary over the range in which the
Neural will be used.
• Unmeasured Disturbances can hurt.
Data Robustness
• Inputs must vary over a range. The NN output is not valid outside the range of training.
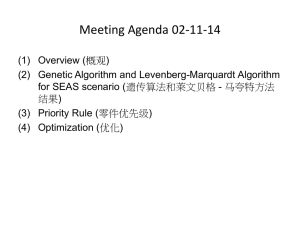
SFK’s Neural Networks
• Two Neural Networks were required
– Extracted Kappa
– D1 Brightness
• DeltaV sits on top of Foxboro I/A
• Communications via OPC
• NNs provide feedback to MPC (Model Predictive
Control) loops.
System Architecture
Extracted Kappa NN
• Analyzer
Provides
Sample every
15min.
• NN
Generates a
Continuous
Output for
MPC
Extracted Kappa NN
• Look at the inputs
Extracted Kappa NN
• Evaluate the
Inputs
• Should make sense
• Adjust the time delays if necessary
Extracted Kappa NN
• Train the NN
Extracted Kappa NN
• Check the validity of the predictions.
• This can be an iterative process
Error Checking and Overrides
• NN Provides
Signal to MPC for Control
• Check for Errors to provide
Overrides
Problems Commissioning Delig
• Initially, we could not get a good fit.
– A couple of inputs were dependent (co-linear) on other inputs. Eliminated these inputs and replaced with others.
– Also introduced calculated inputs where possible.
Problems Commissioning Delig
• Neural output unstable for MPC
– Due to noise from the inputs. Added extra blocks to allow the NN inputs to be filtered separately.
Problems Commissioning Delig
• Neural Net Output went uncertain
– Major cause was inputs going outside the trained ranges.
– Retrained Neural with larger set of data. Needed to use PI-Datalink to pull data out and combine multiple time periods into one file.
– Offline training with this data provided a more robust
Neural Net.
Problems Commissioning Delig
• Neural Net Output went uncertain
– Built tools to pinpoint the problem.
– Build error checking into the configuration to look for range issues and take action if an input causes a problem.
Model Based Control
Manual Control • Sets the Kappa
Factor Target
– Injects a preset amount of ClO2 per ton of pulp.
– Biased by incoming
Unbleached
Kappa
– Corrected via
Model
CyberBLEACH
APC
Unbleached kappa measurement
Production
Rate
KF
Target
Kappa Factor
Control
Bleach Chemical
Dosage Target
Bleach Chemical
Flow Setpoint calc.
Regulatory Controls
Chemical
Strength
Ext Kappa Results Achieved
• Reduced Variability
5.00
4.50
4.00
3.50
3.00
2.50
After APC Before APC
Time Based View
Brightness NN
• After the learning curve on the Extracted Kappa
Neural, we were ready to attempt the Brightness
Neural.
• Several attempts were made at getting the
Neural Net to fit.
Could Not Achieve a Good Fit
• Statistical
Hint – If the pattern looks like a shotgun blast, it is a bad thing.
Problems
• Large Variations in Dead Times.
• Time Stamping of Lab Entries.
• Repeatability of Lab Tests.
• Data rangeability poor over training set
• Unmeasured Disturbances – due to not having input measurements for all necessary variables greatly affect the brightness .
Brightness NN Plan 2
• Develop Dynamic Estimator based on published data.
• Modify Lab Test to provide minor biases to the
Estimator.
Trouble Shooting Tools
• Excel Spread
Sheet using both
PI Datalink and
DeltaV Excel
Addin to Pinpoint
Problems
Trouble Shooting Tools
• Process History View will give a good indication of dynamics.
Off Line Training
• The expert mode allows sensitivity analysis from
.dat files.
• Provides capability to combine data from multiple time frames.
• Data Manipulation can clean up noise and unwanted disturbances.
What Lessons Were Learned?
• Careful up front design time will save a lot of time later.
• Use care in selecting which data to use in training the Neural Networks.
• Time Stamping is extremely important even on slow acting processes.
• A Neural is a good tool provided prerequisites are available.
Problems and Solutions
• Neural Network may need different filtering than other processes
– Use Second Input (AI or Pseudo AI) to provide secondary filtering.
• Output will be invalid outside the trained range
– Check valid ranges and program error handling
Problems and Solutions
• Historian does not hold enough information to cover full sets of inputs.
– Increase Historian Archive capabilities by increasing the number of archives and/or size of archives
– Use PI Datalink or other tools to save data into Excel spreadsheets. Combine data and use off line training
Summary
• Neural Networks are a very powerful tool.
• The Extracted Kappa Neural Net and associated
MPC provide a good solution for our customer.
• The Brightness Neural Net attempt shows that the NN is not a magic solution for all cases. In this case, the addition of instrumentation would have allowed the Neural to work.
• Questions???
Presenters
• Ashish Mehta
• Lou Heavner
• Nathan Camp
DeltaV Neural – preview into future
• Data pre-processing tools:
– Statistical info like mean, std. deviation for data sets
– Input filtering
– Calculations/transforms (e.g., log, exp) on inputs
– Improved metrics for sorting data into test/train segments
• Improve input time delay and correlation analysis – use expert user inputs
• Training Limit handling:
– Allow user entry
– Indicate outliers and limits
– Online operation should indicate violated variable
– Applicable limits shown during online
DeltaV Neural – preview into future
• Adding new data set for retraining, both graphical and file data
• Indication of sensitivity after training a model
• Residual analysis: graphical, statistical
• Output filtering - essential when used in control
• Allow DELAY value of up to 72 hours, currently limited to TSS (max. 24 hours)
• Clearer indication for Batch processes
– end of batch quality prediction
– prediction of end of batch time
• Enhance ease of use
DeltaV APC and TDC – Using OPC
Operator Station
(US or GUS)
OPC server on AMNT
OPC
I/F
DeltaV Workstation
With OPC Server
Controller
PM APM
HPPM
IOP Modules
Highway
Gateway
Serial I/F Options
DeltaV
Controller
FTA
DeltaV APC and Provox
Any Provox
Operator Console
OPC server on Chip
OPC
I/F
DeltaV Workstation
With OPC Server
DeltaV
Controller
Provox
Controller
Serial I/F Options
IDI
Intelligent
Device
Interface
Summary
• The capability of DeltaV Neural as an effective soft sensor has been demonstrated
• Application examples / advanced features
• Value addition by Emerson solutions group
• Real-world challenges and improvements
• Further information:
– ashish.mehta@EmersonProcess.com
– lou.heavner@EmersonProcess.com
– nathan.camp@EmersonProcess.com
DeltaV Neural and other DeltaV Advanced Control Products
Overview - Courses 7201, 7202, & 7203
• These courses, beginning with the 7201, overview all of the major DeltaV advanced control tools. Courses 7202, & 7203 each drill deeper into a specific advanced control product and its application.
• DeltaV advanced controls are unique in the process control industry, in that users do not need detailed knowledge of the underlying mathematical principles to successfully apply the DeltaV advanced controls technology.
Course # 7201
DeltaV Advanced Controls
Overview
Course # 7202
DeltaV PredictPro
Implementation
Course # 7203
DeltaV Neural
Implementation
Learning More About DeltaV Advanced
Control
• Book was inspired by DeltaV
Advanced Control Products. This book was introduced at ISA2002 may also be ordered through ISA,
Amazon.com or at
EasyDeltaV.com/Bookstore
• The application sections include guided tours based on DeltaV
Advanced Control Products
• CD provides an overview video for each section and examples. Copies of the displays, modules, and
HYSYS Cases are included on the
CD.