Composites introduction

Composite Materials
Fundamental considerations
• How do composite materials differ from other engineering materials?
• What are the constituent materials, and how do their properties compare?
• How do the properties of the composite depend on the type, amount and arrangement of the constituents?
• How are composite products made, and why does manufacture affect quality?
Fibres have better stiffness and strength compared to
bulk
materials
• Atomic or molecular alignment
(carbon, aramid)
• Removal of flaws and cracks (glass)
• Strain hardening (metals)
J Gordon: The New
Science of Strong Materials
Carbon fibre – alignment of graphite sheets. Strong, inplane covalent bonds; weak secondary bonds between sheets (cf polymer structures).
As fibre diameter is reduced, so is maximum possible crack size in glass. Theoretical strength is achieved in defect-free material
(zero diameter!).
D Hull: Introduction to
Composite Materials
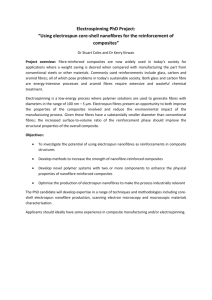
Carbon fibres seen under the electron microscope. Note the irregular surface.
Fibre diameters are around 5 – 7 microns
(thousandths of a mm).
Glass fibres being drawn from the furnace. Molten glass emerges through a bushing – the rate of pulling determines the fibre diameter. Because the fibres are so small, they lose heat very quickly.
The surface of a fractured composite, containing both carbon and glass fibres. Note the larger, smoother glass, and regions where fibres have been pulled out of the plastic matrix.
Fibre Tensile Modulus (GPa)
Saphikon alumina
SiC (Textron) aramid boron
GY70 graphite
IM-7 carbon
T300 carbon
S-glass
E-glass
0 100 200 300 400 500 600 aluminium
Fibre Tensile Strength (MPa) steel
Saphikon alum ina
SiC (Textron) aram id boron
GY70 graphite
IM-7 carbon
T300 carbon
S-glass
E-glass
0 heat-treated aluminium alloy
1000 2000 3000 4000 5000 6000 heat-treated alloy steel
Compare stiffness and strength per unit weight : specific strength
Tensile strength / density steel aluminium
HS carbon fibre glass fibre
0 500 1000 1500 2000 specific modulus
Tensile modulus / density steel aluminium
HS carbon fibre glass fibre
0 50 100 150
Nominal properties – ‘high strength’ carbon fibres tensile modulus (GPa)
Nominal properties – ‘intermediate-high modulus’ carbon fibres
~ 0.02 m m
Young's Modulus (SWNT)
Young's Modulus (MWNT)
~ 1 TPa (1000 GPa)
1.28 TPa
Maximum Tensile Strength ~ 30 GPa (30,000 MPa)
Most reinforcing fibres (and thermosetting resins) are brittle (elastic to failure)
Hollaway (ed), Handbook of
Polymer Composites for Engineers
Types of Natural Fibre
• Bast fibres (flax, hemp, jute, kenaf…)
- wood core surrounded by stem containing cellulose filaments
• Leaf fibres (sisal, banana, palm)
• Seed fibres (cotton, coconut (coir), kapok)
Tensile modulus
90
80
70
60
50
40
30
20
10
0
Eglass flax hemp jute ramie coir sisal abaca cotton
Specific tensile modulus
60
50
40
30
20
10
0
E
-g la ss fla x he m p ju te ra m ie modulus / density co ir si sa l ab ac a co tto n
Structures cannot be made from fibres alone - the high properties of fibres are not realisable in practice
A matrix is required to:
• hold reinforcement in correct orientation
• protect fibres from damage
• transfer loads into and between fibres http://www.carlosant
ulli.net/aim2001.pdf
COMPOSITES - A FORMAL DEFINITION
(Hull, 1981)
1. Consist of two or more physically distinct and mechanically separable parts.
reinforcement
(discontinuous phase)
+ matrix
(continuous phase) fibres or particles short, ‘long’ or continuous
Examples of particulate composites
• Concrete - hard particles (gravel) + cement (ceramic/ceramic composite). Properties determined by particle size distribution, quantity and matrix formulation
• Additives and fillers in polymers: carbon black (conductivity, wear/heat resistance) aluminium trihydride (fire retardancy) glass or polymer microspheres (density reduction) chalk (cost reduction)
• Cutting tool materials and abrasives (alumina, SiC, BN bonded by glass or polymer matrix; diamond/metal matrix)
• Electrical contacts (silver/tungsten for conductivity and wear resistance)
• Cast aluminium with SiC particles
Metal
(MMCs)
Alternative matrix materials
Polymer
(PMCs)
Ceramic
(CMCs)
Fibre: boron; Borsic; carbon (graphite);
SiC; alumina (Al
2
O
3
) thermoplastic
Fibre: SiC; alumina;
SiN
Matrix: aluminium; magnesium; titanium; copper
Tough; high melt viscosity;
‘recyclable’ thermoset
Matrix: SiC; alumina; glass-ceramic;
SiN
Fibres improve toughness
Fibres improve high temp creep; thermal expansion.
Brittle; low viscosity before cure; not recyclable
The matrix material largely determines the processing method…
Composite property might be only
10% of the fibre property:
Tensile Modulus
E-glass fibres
UD glass/epoxy (Vf 60%) biaxial woven glass/epoxy (Vf 50%)
CSM glass/polyester (Vf 25%)
0 20 40
GPa
60 80
Specific strength (strength per unit weight) titanium alloy carbon-epoxy composite aramid-epoxy composite aluminium alloy alloy steel epoxy resin pure aluminium polyethylene
0 100 200 300 400
COMPOSITES - A FORMAL DEFINITION
(Hull, 1981)
1. Consist of two or more physically distinct and mechanically separable parts.
2. Constituents can be combined in a controlled way to achieve optimum properties.
COMPOSITES - A FORMAL DEFINITION
(Hull, 1981)
1. Consist of two or more physically distinct and mechanically separable parts.
2. Constituents can be combined in a controlled way to achieve optimum properties.
3. Properties are superior, and possibly unique, compared those of the individual components
Addition of properties:
GLASS + POLYESTER = GRP
(strength) (chemical resistance) (strength and chemical resistance)
Unique properties:
GLASS + POLYESTER = GRP
(brittle) (brittle) (tough!)
ADVANCED COMPOSITES vs REINFORCED PLASTICS
• Aerospace, defence, F1…
• Highly stressed
• Glass, carbon, aramid fibres
• Honeycomb cores
• Epoxy, bismaleimide…
• Prepregs
• Vacuum bag/oven/autoclave
• Highly tested and qualified materials
• Marine, building…
• Lightly stressed
• Glass (random and woven)
• Foam cores
• Polyester, vinylester…
• Wet resins
• Hand lay up, room temperature cure
• Limited range of lower performance materials
Why are composites used in engineering?
• Weight saving (high specific properties)
• Corrosion resistance
• Fatigue properties
• Manufacturing advantages:
- reduced parts count
- novel geometries
- low cost tooling
• Design freedoms
- continuous property spectrum
- anisotropic properties
Anisotropic properties - fibres can be aligned in load directions to make the most efficient use of the material
Why aren’t composites used
more
in engineering?
• High cost of raw materials
• Lack of design standards
• Few ‘mass production’ processes available
• Properties of laminated composites:
- low through-thickness strength
- low interlaminar shear strength
• No ‘off the shelf’ properties - performance depends on quality of manufacture
There are no ‘off the shelf’ properties with composites. Both the structure and the material are made at the same time.
Material quality depends on quality of manufacture.
Metal (steel, aluminium, titanium, magnesium…)
Composite (carbon fibre / epoxy)?
2005: Airbus engineers are claiming Boeing has rushed the development of the 7E7
Dreamliner . In particular, they say composite technology is not mature enough to build an allcomposite fuselage. But the claims may be no more than a marketing ploy, in response to
Boeing's criticism of weight overruns on the Airbus A380.
Aluminium or composite?
SEATTLE, Jan. 11, 2005 –
Boeing recently completed the first full-scale composite onepiece fuselage section for its new 7E7 Dreamliner program, demonstrating concepts for 7E7 production that begins next year.
The structure, 7 m long and nearly 6 m wide, is the 7E7's first major development piece.
"This is a piece of aviation history," said Walt Gillette, Boeing vice president of
Engineering, Manufacturing and Partner Alignment. "Nothing like this is already in production. Hundreds of aerospace experts from Boeing and our partners developed everything, including the design, tools that served as the mold, programming for the composite lay-down, and tools that moved the structure into the autoclave."
He added that using composites "allowed us to create optimized structural designs and develop an efficient production process. We now see how all advanced airplanes will be built from this time forward."
Boeing's Revolutionary Lightweight Jetliner Faces Serious Problems
For Boeing, the 787 Dreamliner, with its radical new lightweight design, represents far more than a potentially juicy profit stream. The carbon-fiber-reinforced plastic aircraft is supposed to be the symbol of a new Boeing — a visionary company that has transcended its recent ethical scandals, designed the most innovative commercial plane ever, and devised the most sophisticated manufacturing process in history to produce the aircraft.
But as crucial deadlines loom, Boeing’s engineers are wrestling with several significant technical and production problems that could threaten the scheduled 2008 delivery of the jetliner.
At a time when Boeing has left itself with little margin for error, the wide-ranging series of glitches could create a domino effect if not resolved quickly. The most important piece of bad news
— the fuselage section, the big multi-part cylindrical barrel that encompasses the passenger seating area, has failed in company testing. That’s forcing Boeing to make more sections than planned, and to reexamine quality and safety concerns.
Elsewhere in the aircraft, suppliers are struggling to meet Boeing’s exacting technological standards and ambitious production deadlines. The first two nose sections, for instance, were deemed unacceptable by Boeing. Software programs designed by a variety of manufacturers are having trouble talking to one another. And the overall weight of the airplane is still too high
— especially the single biggest part of the 787, the carbon-fiber wing.
The first big sign of struggle with the 787 surfaced three weeks ago at Boeing’s Developmental Center in south Seattle. That’s when engineers discovered that worrisome bubbles were developing in the skin of the fuselage during the process of baking the plastic composite tape in big oven-like machines .
But the main challenge is the sheer size of the fuselage sections. These require multiple layers of carbon-fiber tape to assure structural integrity. However, each added layer increases the likelihood of variations or flaws, say composite experts, such as bubbles on the skin. Bubbles could weaken the material and eventually cause cracks by allowing water to seep under the surface, then freeze up and expand at high altitudes, raising the possibility that the fuselage could crack under extreme conditions.
Bair says Boeing has located the source of the problem.
http://www.businessweek.com/technology/content/jun2006/tc20060607_864925.htm
Seattle, Washington, USA, June 8, 2006
Composite – wood, glass, carbon?
Manufacture prepreg, infusion…?
ADVANTAGES OF COMPOSITES
(for construction applications)
Aesthetic appeal
Ability to mould complex shapes
Various surface finishes available
Lightweight
Durability / Corrosion resistance
Parts integration
Cost effectiveness
Electrical properties
POSSIBLE APPLICATIONS
(in construction)
Roofs / canopies
Complete buildings
Cladding panels
Masts & towers
Domes
Unusual architectural features / structures
Radomes
Permanent or temporary formwork
Strengthening / repair of conventional structures
Tanks, covers, pipes, ducts etc
BRIDGE APPLICATIONS OF COMPOSITE
MATERIALS
GRP LOUVRES AT LANCASTER UNIVERSITY
HARARE INTERNATIONAL AIRPORT
ARCHITECTURAL GRP STRUCTURE ON
THE TOP OF THE AIR TRAFFIC CONTROL
TOWER
PHOTOS COURTESY OF NORTHSHORE COMPOSITES
FRP
MOSQUE
DOMES
MILLENNIUM DOME
HOME PLANET ZONE
FRP
SPHERICAL
RADOMES
FRP CYLINDRICAL
RADOMES
GLASGOW SCIENCE
CENTRE
FRP OBSERVATION
CABIN
&
CARBON FIBRE
MAST
Photo - Carrillion
GLASGOW SCIENCE CENTRE
OBSERVATION CABIN
CABIN MANUFACTURE
CABIN INSTALLATION
CONCRETE COLUMN REINFORCEMENT
FRP LIGHTSTATIONS
FRP BRIDGE ENCLOSURES
FRP PULTRUDED STRUCTURAL
FRAME
PORTSMOUTH
SPINNAKER
TOWER
SPIRE SECTION MAY
BE MANUFACTURED
IN COMPOSITES
Composite Materials for the construction industry
Summary
1.
Huge potential for polymer composites in civil engineering/construction applications.
2.
Large structures need particular types of manufacturing process.
3.
Raw materials are expensive – need low-cost manufacture and justification for composites.
4.
Building industry is conservative – resistance to ‘new’ materials.
5.
Design codes for composite structures – available but not widely adopted.
David Kendall, CETEC (2001)