ENG3060 Sample A Final Report
advertisement

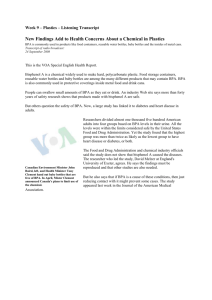
1 A Student, Chemical Engineer Nalge Nunc International Corporation Outdoor Products Division 75 Panorama Creek Drive Rochester, NY 14625 U.S.A. Nalge Nunc International Corporation Outdoor Products Division 75 Panorama Creek Drive Rochester, NY 14625 U.S.A. Dear Mr. Mackinder, We are pleased to inform you that our work on behalf of the company Nalgene has progressed and is coming to a close. We have obtained our data and research and have outlined our findings in the body of this report, which we hope meets with your approval. Recently, our company, Nalgene, was ordered by the Food and Drug Administration to cease production of water bottles containing BPA due to the fact that BPA causes very serious health problems, especially in women. Over the course of the last three months, our team of chemical engineers has been researching the effects of Bisphenol-A (BPA) in the human body. The compound BPA is found in product packaging (such as in water bottles); it has been determined that at high temperatures, BPA “leaks” into the water and is then ingested into the human body. Within the body, BPA is recognized as the primary female sex hormone, estrogen, and can lead to extremely adverse effects such as breast and ovarian cancer. The goal of our team was to determine how BPA interacts with the human body and leads to these deadly diseases. In addition to health research, we were asked to find a better alternative plastic to BPA with which water bottles can be manufactured. We also needed to determine if this new plastic would withstand various tests (high-pressure or high-temperature tests, strain tests, stress tests) to ensure its durability and harmless biodegradability. Cost and manufacturing analyses were considered so that Nalgene could determine if switching production from one plastic to another would be in the company’s best interest. We have expounded on our findings in our report. Please let us know if you have any questions. Sincerely, A Student 2 FDA-Mandated Alternative to BPA in Water Bottles Eric Johnson, FDA; Head of Food Packaging, Nalgene Head of Research and Development, Nalgene; Head of Manufacturing, Nalgene A Group of Students 3 Table of Contents List of Illustrations 4 Abstract 5 Executive Summary 6 BPA Effects on Human Physiology 8 Alternative Polymers 13 Manufacturing Analysis 18 Conclusion 23 Recommendation 23 Appendix A: References 24 Appendix B: Image Citations 26 Appendix C: Copolyester MSDS 27 4 List of Illustrations Figure 1 9 Figure 2 11 Figure 3 13 Figure 4 14 Figure 5 15 Figure 6 16 Figure 7 17 Figure 8 18 Figure 9 18 Figure 10 18 Figure 11 19 Figure 12 19 Figure 13 21 5 Abstract The chemical Bisphenol-A (BPA) is a compound found in many water and pop bottles. Studies have shown that upon heating the containers, BPA diffuses into the liquid and is therefore ingested by the body. When BPA enters the bloodstream, it has a similar effects as estrogen, which is the primary female sex hormone. Because of this, BPA is linked with diseases such as breast cancer and prostate cancer due to uncontrollable cell growth influenced by fluctuations in hormone levels. The purpose of this project is to determine how BPA interacts with the human physiology, what possible alternatives to BPA are available, and how the cost and manufacturing of the alternative plastics would compare with those for BPA. 6 Executive Summary Background Information Bisphenol-A (BPA) is the chief component in the plastic lining of water and pop bottles. When the plastic bottles containing BPA are heated (such as when they are left out in the sun), BPA “travels” from the lining of the bottle and into the liquid in a process called leeching. When this happens, BPA can be ingested into the body. The human body recognizes this chemical as the female sex hormone estrogen (Linda B. White, 2009). Estrogen is primarily found in women. However, men do have trace amounts of estrogen in their bloodstreams, just as women have trace amounts of testosterone in their bloodstreams. Because of this, BPA in the bloodstream would not seem like an immediate cause for concern. However, studies have shown that an increased level of BPA in the bloodstream may lead to breast and prostate cancer. Because BPA mimics estrogen, it is recognized by both breast cancer cells and prostate cancer cells. As a response to BPA, the tumor cells increase their growth and proliferation. BPA promotes two very common and deadly types of cancer. CITATION Statement of the Problem Because of the severe health problems caused by BPA, Eric Johnson, a representative for the Food and Drug Administration, has approached our company Nalgene, a manufacturer of plastic water bottles. The FDA has mandated that Nalgene switch from using BPA in their plastics to a less hazardous plastic. The interactions of BPA with the human body must be determined so that a proper alternative may be decided upon; a manufacturing analysis must also be conducted so that the feasibility of manufacturing the new plastic may be determined. Statement of Task The task for our team is to determine how BPA interacts with the human body (i.e., how it enters the bloodstream, what cell receptors it targets, how it leads to tumor growth). Once we have determined these interactions, we will be better equipped to determine a better alternative plastic to BPAcontaining plastic that does not produce the same harmful effects. When we have gathered some alternatives, we need to research the plastics’ durability to high temperature, pressure, stress, and strain. After we have evaluated the properties of the alternative plastics, a manufacturing analysis needs to be conducted to better determine which new plastic should be implemented into the manufacturing of Nalgene’s water bottles. Statement of Purpose The purpose of this report is to discuss our research on the effects of BPA on the human body; the possible alternative plastics available and their properties; and the manufacturing techniques of each of the possible alternatives. 7 Statement of Conclusion From the research we have gathered, we have discovered that previously determined amounts of BPA allowed to be ingested by the body were actually more harmful than expected. In fact, a dose 1000fold less than the previous lowest effective dose is hazardous. Although BPA contains estrogen-like qualities, it behaves slightly differently than estrogen. It can bind to hormone-binding receptors; however, it is not recognized by the sex hormone regulation system in the bloodstream. If too much BPA is in the bloodstream, it will continue to build up and affect the body as if a build up of estrogen were taking place; the regulatory protein would not recognize it and would do nothing to curb the high BPA concentration. The alternative plastics we have chosen to consider are polyethylene terephthalate (PETE), Eastman Tritan copolyester, and polystyrene. When considering the alternative plastics, many different material properties need to be taken into consideration. Some of these are thermal stability (durability against heating and cooling temperatures), tensile strength (durability against high pressure), and ultraviolet radiation stability (durability against dehydration at high temperatures). Considering only these properties, the choice plastic would be Eastman Tritan copolyester. The manufacturing of each of these alternatives has to be taken into consideration as well. The manufacturing analysis is based upon safety (i.e., which alternatives are less flammable, do not cause runaway reactions, etc.), quality, and retooling (what new equipment needs to be implemented). Taking manufacturing into account, PETE would be the best plastic with which to replace BPA because PETE is safer and has better quality. Statement of Recommendation We recommend that all BPA-containing water bottles be replaced with PETE-containing water bottles. Although the Eastman Tritan copolyester has better material properties than PETE has, PETE is safer than the copolyester and is also of better quality. Because safety is the primary concern and quality is the secondary concern, our recommendation is to use PETE. Discussion When BPA is ingested into the body, it is recognized by the body as estrogen, the primary female sex hormone. This has caused concern for the public health because studies have shown that increased levels of estrogen in the body can lead to tumor growths (CITATION). An important issue regarding the amount of BPA in plastic bottles is the fact that scientists have misjudged the appropriate level of BPA allowable in the human blood stream. Half of the allowable amount of BPA causes serious developmental problems. Although BPA is similar to estrogen in the way it binds to hormone-binding receptors, it cannot be regulated by sex-hormone binding globulins (SHBGs). SHBGs allow the body to regulate the concentration of certain hormones in the bloodstream at any given time. If hormone concentration goes too high, the SHBGs are activated to reduce the concentration so as not to interfere with normal body functions. Because BPA does not respond to SHBGs, it will build up in the blood stream and impact the body’s functions. 8 The alternative plastics under consideration are polyethylene teraphthalate (PETE), polystyrene (PS), and Eastman Tritan copolyester. Each of these alternatives is tough and transparent, although polystyrene can be brittle. These new materials were subjected to various durability tests to determine if they were fit to be used in water bottle manufacturing. Some of the tests include thermal stability, ultraviolet radiation stability, liquid stability, toughness, and tensile strength. Based off these material properties only, Eastman Tritan copolyester would be the best plastic to use. When comparing how these alternatives are manufactured, many other factors need to be considered such as safety, quality, and retooling. Based off these factors, PETE would be the best plastic to use because it is safer and of better quality. BPA Effects on Human Physiology Health Hazards of BPA Corporate and health research groups have all extensively studied the toxicity of BPA. However, many of these groups have evaluated the toxicity of BPA incorrectly, and thus drawn incorrect conclusions about the effect BPA has on biological systems. Specifically, many scientists have incorrectly determined the lowest effective dose for BPA when ingested under toxicology studies. This section will review literature that discusses the new experiments used to determine the lowest amount of BPA required to produce an effect, by investigating BPA using principles of endocrinology. Just like any other system that functions as a result of a multitude of organized processes, the human body relies on the cardiovascular system to circulate blood; the musculoskeletal system for mobility; the neurological system for control; and the endocrine system for growth and development. If one of these systems is not functioning correctly, the human body could develop serious complications, such as disease or improper growth. The goal of this section is to explain how the endocrine system functions and how BPA causes changes to the system. Moreover, the specific diseases caused by BPA ingestion over time will also be evaluated. The endocrine system comprises the cellular signal systems that allow the cells within organ systems to communicate with one another. Similarly, the endocrine system regulates the types and amounts of hormones circulated throughout the human body. Hormones control many different bodily functions, and will even affect the growth and development of an organism (Welshons, Nagel, & Vom Saal, 2006). Moreover, the efficacy of certain hormones increases if an organism is exposed to relatively small fluctuating levels during fetal periods (Welshons, Nagel, & Vom Saal, 2006). Hormones have very specific functions, and an increase in the level of hormones in an organism, whether small or large, can change the way that organism develops over time. Fluctuations in hormones can even permanently change the size and function of organs in a developing organism. Cancer has become a major concern for people of any level of health, due to its ubiquitous nature. Cancer is a general term that refers to uncontrollable cell growth, where the affected cells begin to form tumor masses. Incidences of cancer have increased in many parts of the developing world, and breast cancer specifically has increased by 40% in the quarter century in the United States (Markey, Luque, Munoz de Toro, Sonnenschein, & Soto, 2001). Medical professionals have known that unnatural fluctuations in hormones, specifically in estradiol and other estrogen hormones, can cause unnatural cell proliferation in some organs and thus induce cancer. Because an organism relies on its hormones to regulate its development, any change in hormone levels could lead to unnatural cell growth such as cancerous tumor growth. 9 How is BPA Ingested? Many items encountered in everyday life are made from, or contain a component of, polycarbonate plastic manufactured from BPA. BPA is also used as a plasticizer, to introduce desirable physical properties to other types of plastics and polymers. It is no surprise then that Nalgene manufactures several food and beverage containers from materials containing BPA, and Nalgene customers are safe as long as BPA stays in its polymer form in the container and does not leech into the food or beverage. However, due to the chemical structure of BPA, shown in Figure 1, it is very possible for the polymer to undergo a chemical reaction that releases free BPA into the food or beverages. Figure 1. The structure of BPA and the mechanisms by which it can be reduced to its monomeric form. The structure of BPA plastics is basically composed of individual BPA monomers, linked to one another by an ester bond, to form the long molecular chains that constitute a polymer. When the ester bond binds each BPA monomer, that BPA is harmless. However, the ester bond linking the BPA monomers together is easily broken by a reaction with water molecules, called hydrolysis. The rate of hydrolysis increases as temperature increases (Welshons, Nagel, & Vom Saal, 2006), as well as when acidic or basic substances are applied to the polymer (Kanga, Kondo, & Katayama, 2006). The result is that the storage of acidic foods or beverages such as coffee, soda, or juices can greatly accelerate the rate of hydrolysis of the ester bond, which will accelerate the release of free BPA monomers into the food or beverage. Furthermore, repeated washing of the storage containers with a basic cleaning agent will also accelerate the release of BPA monomers. The real question is not whether or not BPA is leeching into food or beverages, but how much BPA is leeching into food or beverages. Human immune systems and biological functions are bombarded with adverse chemical substances on a daily basis; but these “bombardments” are in such small amounts that it makes no difference. Studies have shown that BPA is primarily ingested orally through intake of food or beverages (Vandenberg, Hauser, Marcus, Olea, & Welshonse, 2007). Scientists also found that the amount of BPA ingested by the general public dietary sources was 52-74 ng/kg per day (Vandenberg, Hauser, Marcus, Olea, & Welshonse, 2007). This level of consumption is below the former predicted safe dose of 50,000 nanograms per kilogram per day found by some studies (Welshons, Nagel, & Vom Saal, 2006). However, in this report we review literature that contradicts the predicted safe dose of 50,000 nanograms per kilogram per day, stating that the true safe dose is far less than that predicted by some research groups, and that average environmental exposure levels to BPA are in fact dangerous. The dangers of exposure to BPA at average environmental levels will be discussed in later sections of this report. BPA usage is fairly ubiquitous, especially concerning food and beverage containers produced by Nalgene. A review of the literature on BPA shows that it is possible for BPA to depolymerize into its monomer form, allowing the BPA monomers to leech into food or beverages contained within a polymer storage unit. Furthermore, studies have shown that people do ingest BPA, most likely from 10 food or beverages stored in BPA polymer containers. Because BPA exposure is ubiquitous, and BPA is ingested regularly, the effects of BPA must be monitored to ensure that public health is protected. Validity of FDA Claims against BPA The endocrine system consists of the hormone secreting glands of an organism. The hormones secreted by these glands control many bodily functions, and play an important role in the development of young organisms. BPA is known as an endocrine-disrupting chemical (EDC), due to its similarity in molecular structure to the sex hormone estradiol, a member of the estrogen hormone family (Welshons, Nagel, & Vom Saal, 2006). Because of the structural similarity, BPA exhibits effects similar to estradiol when ingested and transported to specific sites in the human body. Thus, rather than being particularly toxic when ingested, the danger lies within BPA’s structural similarity to a hormone that regulates many bodily functions. The main problem with past BPA research has been the amounts of BPA tested. In the past, possibly harmful substances under suspicion were tested using toxicology methods. Toxicology testing involves dosing relatively large quantities of the suspicious substance to test animals, observing the symptoms, and correlating that information to human immune systems. The problem with this sort of testing on substances that exhibit endocrine-like behavior is that the substances generally exhibit a large effect on the endocrine system when dosed in very small quantities. With BPA in particular, the research consisted of dosing BPA to test animals in large doses, observing the effects in the animals, and then extrapolating the data down to the reported daily exposure level of 50,000 nanograms per kilogram per day (Welshons, Nagel, & Vom Saal, 2006). The problem with this sort of testing is that the groups responsible for these tests never actually tested the 50,000 nanograms per kilogram per day in a biological model. Instead, the group simply made a prediction based on their data. The groups should have focused the research on whether or not BPA affects the cellular estrogen receptors in the test animals. Instead, the groups used doses of BPA that saturated the estrogen receptors with the lowest doses, a thousand-fold higher than a predicted safe dose (Welshons, Nagel, & Vom Saal, 2006). Saturation of the estrogen receptors prevented the scientists from observing any hormone disruption effects from BPA ingestion. In order to determine whether or not a chemical exhibits any hormone like effects on human physiology, the chemical must be tested in doses small enough to elicit a change in cell response. In order to observe a change in an estrogenic response to BPA in a test animal, a change in the occupancy of estrogen receptor sites within the animal’s cells must be initiated (Welshons, Nagel, & Vom Saal, 2006). This means that the dose required to observe a change in estrogenic response must be below the level that causes the saturation of the receptor sites. Because the experimental conditions used to predict the lowest effective dose of BPA saturated the endocrine receptors in the test animals, the experiments prove nothing about how low doses of BPA affect the endocrine system in these animals or in the human endocrine system. Results show that at dosages much smaller than the aforementioned lowest effective dose, humans will experience a myriad of symptoms. For example, studies have shown that concentrations of BPA of 25 nanograms per kilogram per day in an individual can stimulate mammary gland development, as well as peripubertal mammary gland development (Kanga, Kondo, & Katayama, 2006). Moreover, a dose of 25 nanogram per kilogram per day was seen to alter the postnatal development, rate of sexual maturation, and estrous cycle in the offspring of test mice (Welshons, Nagel, & Vom Saal, 2006). This dose of 25 nanograms per kilogram per day is far lower than the old lowest effective dose of 50,000 nanograms per kilogram per day, and it still has vast adverse effects on developmental aspects of organisms. Such a low dose has a large affect due to the nature of the endocrine system, where low concentrations of hormones within the body control many vital developmental functions. 11 As shown above, BPA has proved to have biologically adverse endocrine activity at concentrations smaller than the previously established lowest effective dose of 50,000 nanograms per kilogram per day. Furthermore, many of the biologically effective doses are lower than the average consumption of BPA, indicating that people are consuming a relevant amount of BPA. Similarly, the dose of 25 nanograms per kilogram per day is lower than the average ingested concentration of BPA, which is between 52-74 nanograms per kilogram per day. This data shows that the FDA claim of BPA as a dangerous endocrine disruptive chemical is valid. Mechanisms of BPA on Endocrine System Until recently, the exact pathway that BPA uses to cause fluctuations in hormone levels (and thus developmental characteristics in organisms) remained a mystery. Particularly, the medical community assumed that BPA used the same biological mechanisms as estradiol to regulate cellular functions. However, current research shows that BPA actually follows a different path through the body than estradiol. Natural hormones interact with cells by binding to specialized cellular receptors on the cell surface, initiating a change within the cell that generally cascades into a much larger overall effect. The first part of this process is getting the hormone to the cell receptors, in a manner that leaves the hormone molecules free to react with the cell receptor sites, as seen in the diagram in figure 2. If another molecule chemically or physically binds to the hormone molecule, the hormone will not bind to the receptor site and will be rendered ineffective. A class of protein molecules called Sex-Hormone Binding Globulin (SHBG) scavenges the bloodstreams of many organisms, specifically to bind and inactivate the hormones, in an effort to regulate the hormone effects (Welshons, Nagel, & Vom Saal, 2006). For example, if levels of estradiol rise too high for an organism, that organism will release SHBG molecules to inactivate some estradiol, making sure that the rest of the cells in that organism are free from the adverse effects of hormone level spikes. However, results indicate that the SHBG molecules have very weak binding affinity to BPA molecules, and that most BPA molecules ingested will circulate through the bloodstream, ready to bind to cell receptor sites and initiate endocrine effects (Welshons, Nagel, & Vom Saal, 2006). This means that rather than being adsorbed onto an organism’s hormone regulating systems, BPA will float relatively freely through the blood stream of an individual who ingested it. Put simply, ingesting BPA is worse than ingesting the same amount of estrogen. Figure 2. Amplification of the signal hormone estrogen to produce gene expression. 12 Once bound to the cell receptors, BPA initiates some unique cellular functions that even differ from its structurally similar, naturally occurring counterpart, estradiol. Many hormones are involved in gene regulation and expression, an action which essentially controls every bodily function. Research shows that BPA and estradiol initiate different functions when binding to cellular receptors (Welshons, Nagel, & Vom Saal, 2006). At the cellular level, many signaling hormones have the ability to bind to different types of hormones, but the amounts of hormones binding to each receptor are usually equal. ERalpha and ERbeta are the two primary estradiol receptors on cells (Welshons, Nagel, & Vom Saal, 2006). The problem arises in the structural differences between the naturally occurring estradiol and artificial BPA, and the different affinity each chemical has towards binding with the estradiol receptors. Studies have shown that BPA binding to one cellular receptor, ERbeta, has over a 500-fold greater potency than to ERalpha, the other cellular receptor responsible for binding estradiol-like chemicals (Welshons, Nagel, & Vom Saal, 2006). This shows that free BPA circulating throughout an individual’s bloodstream can cause a cascade of undesirable effects, even worse than an increase in a naturally occurring hormone that binds to the correct type and amount of cellular receptors. Not only is an organism relatively unable to bind and deactivate the free BPA roaming throughout its bloodstream, but also those same BPA molecules can wreak havoc on the gene expression within an organism. If an organism cannot deactivate the free BPA, very few other pathways exist for the clearance of BPA. Moreover, BPA favors binding to one hormone receptor five hundred times more than the other receptor, unlike natural estrogen. This information sheds new light onto the theory that BPA ingestion can change developmental factors in an organism and classifies BPA as a new kind of dangerous synthetic chemical. BPA Epidemiology: Mouse Prostate and Mammary Glands Previous evidence shows that BPA can bind to the same cellular receptors as the sex hormone estradiol and does so in an unnatural and unbalanced way favoring ERalpha over ERbeta. These specific cellular receptors are partly responsible (along with other factors beyond the scope of this report) for regulating DNA synthesis within the cells, specifically the cells of the mammary glands and prostate glands (Richter, Taylor, Ruhlen, Welshons, & Saal, 2007). The mammary glands and prostate glands both control the development of mammals, specifically rate of sexual maturation in mammals, as well as a myriad of other important functions. Furthermore, studies have shown that specific cell types located in the prostates and mammary glands of mammals are very sensitive to fluctuations in hormone levels because the glands are designed to respond to hormones. In order to measure abnormal cell proliferation, scientists usually measure the amount of DNA synthesized by a cell, since a cell must copy its DNA before it divides. Cells that experience abnormal growth, such as cancerous or pre-cancerous cells, would experience a large surge in DNA synthesis, compared to a cell under normal conditions. Researchers discovered that, when giving test mice doses of BPA, DNA synthesis in mammary gland and prostate cells increased compared to the DNA synthesis in BPA-free mice. Specifically, exposure to BPA caused DNA synthesis to increase after six months of age in mouse mammary gland cells, compared to normal surges in DNA synthesis occurring at ten days (Markey, Luque, Munoz de Toro, Sonnenschein, & Soto, 2001). The mouse mammary gland cells affected by BPA still showed a maximum of DNA synthesis well after the ten days. The BPA affected mouse cells are replicating their DNA to prepare for division and growth in an unnatural time frame, and this situation is associated with cancer cell formation (Markey, Luque, Munoz de Toro, Sonnenschein, & Soto, 2001). BPA acts as a carcinogen because BPA causes abnormal growth in mammary gland cells. BPA also causes abnormal growth of prostate cells, in a manner similar to how it affects mammary gland cells. Scientists dosed BPA at different concentrations to mice and observed their development. 13 The scientists found that when BPA binds to prostate cell receptors, the signal causes the cells to produce more estradiol and growth factor receptors, and this data is shown in figure 3 (Richter, Taylor, Ruhlen, Welshons, & Saal, 2007). Moreover, the shaded concentrations were environmentally relevant and within the range found in human blood (Richter, Taylor, Ruhlen, Welshons, & Saal, 2007). Essentially, BPA exhibits the same response in prostate cells as estrogen, causing the cells to grow and develop. The increase in size and development of the prostate cells results in a permanent increase in prostate size usually associated with cancer (Richter, Taylor, Ruhlen, Welshons, & Saal, 2007). BPA initiates developmental changes similar to the effects of estrogen, and these changes usually indicate cancerous cellular growths. Figure 3. Amount of hormone receptor expression induced in prostate cells per test dosage of BPA (dark gray shading shows environmentally relevant concentrations). Alternative Polymers “[The] toughest part is defining your problem.” This quote from process engineer Nancy Jackett (personal communication, July 12, 2010) is essential about defining what needs to be done to correct a problem. This section of the report will define the physical and chemical properties our replacement material needs; introduce the possible replacement polymers to polycarbonate; and compare the replacement materials to each other using the defined properties. The recommendation for a new plastic will be given solely based upon these properties. Property Specifics The goal of this section is to determine which properties are necessary to consider for a new plastic. Since the material is to be used in the production of outdoor water bottles, it has to survive many forms of weather and applied impacts. The material needs to be transparent and has to be able to hold water without the material degrading or collapsing. The properties to consider are listed in Figure 3, which is given below. 14 Properties Strength Toughness Liquid Stability UV Radiation Stability Thermal Stability Details Resisting pressure applied to material. If you stuff the bottle in a bag, will it hold its shape? Bends before breaks, but not easily. If you try to crush it, will it bend or brake? Is it going to hold water or be dissolved by your drink? Is it going to not dissolve into your water in the sun or break down? Will it survive a normal range of heating or cooling? Figure 4. List of material properties necessary to consider for alternatives. Strength of a material is defined as how much stress the material can handle before it deforms or breaks, where as stress is defined as the force per unit area applied to the material and is related to pressure. The type of strength we are considering is tensile strength, which is the stress applied by stretching a material. When a water bottle is picked up, the weight of the water applies tensile stress to the bottle. For many polymers, break and yield values exist for tensile strength. Yield is the stress applied that causes a noticeable deformation (University of South Carolina Upstate, 2001). The higher a material’s tensile strength, the more strength that material has. Toughness is defined as a material’s resistance to force and whether or not the material bends before breaking. The first value we look for is percent elongation. This represents how much longer a material will be when it breaks as compared to the material’s length before force was applied. Therefore, one hundred percent elongation means the breaking length is twice as long as the original length. The second value considered is Izod impact strength. Izod refers to the specific test method that produces units of energy to break the material per width of notch (Ram, 1997). For example, when a water bottle is dropped from the top of a set of bleachers, the bottle undergoes a sharp increase in stress when it hits the ground. If the bottle has good impact strength it will survive; if it does not, it could break. Liquid stability is determined by whether or not a material can still behave properly in the presence of solvents. The water bottle should be able to withstand water, cleaning detergents (aka soap), alcohol, and pop without being decomposed and losing its chemical nature. Ultraviolet radiation stability deals with how polymers react towards the high-energy ultraviolet light. Ultraviolet radiation from the sun can cause sunburns and skin cancer and can break bonds between atoms and molecules. This leaves the atoms or molecules readily available for other reactions with water or air, which prevent the previous bond from reforming. If this happens to both bonds that make chains of polymers and the polymer is near the surface, monomers from the polymer can break from the main chain and dissolve into the water. Although this happens at a small rate, some components of polymers are not safe, even in very low concentrations. Certain molecule groups absorb ultraviolet radiation and encourage the breakdown of the polymer. These molecule groups are benzene rings, double-bonded carbons, carbonyls, alcohols, and carboxylic acids (Harper, 2006). If a polymer does not contain these ultra violet-absorbing molecules, the polymer has more ultraviolet stability. 15 The last property is thermal stability. This property measures how well the material can withstand normal temperature fluctuations. The properties of polymers change with temperature, and the transitions between the properties are the glass transition temperature, deflection temperature, and melting temperature. The glass transition temperature represents the change from a crystal-like state where the molecules are locked in place to a liquid-like state where the molecules have some limited movement (University of South Carolina Upstate, 2001). Simply stated, the material becomes softer. Deflection temperature is the temperature at which a material deforms under a defined load (Ram, 1997). This represents the highest temperature of a material at which it can still be used. Melting temperature for a polymer usually occurs over a range of temperatures because the melting temperature is usually much higher than the materials normal exposure temperature. Melting temperature is more important in manufacturing than in consumer use. The ideal material will have a low glass transition temperature, a high deflection temperature and a low melting temperature. The most important property is liquid stability. If the material cannot survive its main function of holding water, the material is worthless. The ranking of properties from the view of this report from best to least is liquid stability, toughness, ultraviolet stability, thermal stability, and strength. Polymer Replacements The research conducted into alternative polymers to polycarbonate has brought forward three polymers of interest, which are as follows: polyethylene terephthalate (PETE), polystyrene , and Eastman Tritan Copolyester. They all appear to have an appropriate amount of strength and toughness; the properties for each alternative will be discussed in more detail. Polyethylene terephthalate (PETE) is a polymer that has played a large role in the bottling industry. The monomer form of PETE can be seen in Figure 4. When processed with blow molding and biaxial stretching, PETE increases its toughness and decreases its permeability to gases (Ram, 1997). Because of these properties, PETE is a viable alternative to BPA. Figure 4. A monomer of PETE (Taylor & Francis Group, 2010). Polystyrene is a rigid material, although it is somewhat brittle. The Figure #, below, is a monomer of polystyrene. The specific form in our case is atactic polystyrene (Taylor & Francis Group, 2010). Atactic refers to the position of the phenol groups to each other. In the atactic form, the phenol groups have random positioning in relation to each other and have no particular pattern (University of South Carolina Upstate, 2001). Three phenol groups may exist above the chain and two below the chain, and then the next five phenol groups might alternate up and down. This lack of a certain pattern would be true throughout the polymer. In the atactic form, polystyrene has an amorphous internal structure, which is very similar to the internal structure of glass (Taylor & Francis Group). Polystyrene can be 16 processed in many forms and is often mixed with other monomers. According to Ram (1997, p163): “Foamed polystyrene appears as a rigid and tough material in containers and packaging, water vessels and plant pots as well as insulation boards in construction.” Because of polystyrene’s rigidity, it is also a viable alternative to BPA. Figure 5. A monomer of polystyrene (Taylor & Francis Group, 2010). Eastman Tritan copolyester is a relatively new material that was brought to attention when investigating other polycarbonate replacements (Nalgene, 2008). Like PETE, copolyester is an extremely tough material. Although the specifics of the internal structure are not available, adequate data is available on the overall properties (see Appendix A), and the FDA (Eastman, 2010) has approved the material. Material Comparison This section will compare actual data on each of the material properties. First the value for BPA will be discussed. Then the values for each alternative will be given. Finally, the meaning of values in relation to the project will be discussed. The data on properties was obtained through two databases “Polymers, a property database” from Taylor & Francis Group (2010) and “Product List” from Eastman (2010). The first property considered is tensile strength. The given value for given yield tensile strength values of polycarbonate are ranged between 58.0-72.0MPa. The break values are ranged between 60.0121.0 MPa. The break value for PETE is 172 MPa. Polystyrene has a tensile value of 42.0 MPa and a break range between 35.9-56.6 MPa. Copolyester has the yield value of 45 MPA and a break value of 52 MPa. Based on these values, the ranking of the polymers from best strength to least is PETE, polycarbonate, copolyester and polystyrene. The second property considered toughness, which is considered in conjunction measured with elongation and Izod impact strength. The elongation at the breaking point for polycarbonates ranges between 65%-107%. The Izod impact strength for polycarbonate is dependent on notch depth value with 107.0-160.0 J/m for a deeper notch and 640.0-854.0 J/m for a shallower notch value. PETE has an elongation value of 100% and impact strength of 240 J/m. Polystyrene has an elongation range from 1.3-2.4% and impact strength range of 14.0-24.0 J/m. Copolyester has an elongation of 139% at break and impact strength of 842 J/m. The ranking based on elongation from best to least is copolyester, PETE, polycarbonate and polystyrene. The ranking based on Izod impact strength is copolyester, polycarbonate, PETE and polystyrene. The overall toughness ranking is copolyester, polycarbonate, PETE and polystyrene. 17 The third property considered is liquid stability. PETE is insoluble in ethanol, which is the alcohol in the average beer. It is resistant to hydrocarbons, dilute acids and dilute bases, which means it will survive if gasoline, soft drinks or cleaning products are spilled on it. Most importantly, it will survive holding water. Polystyrene is resistant to bases whether dilute or concentrated. Taylor & Francis Group (2010) tells: “[Polystyrene] stability is generally unaffected by dilute aqueous solutions.” Therefore polystyrene is unaffected by water. Polystyrene containers can hold dilute acids, but not for extended periods. Information on copolyester is somewhat vague on the ability of the copolyester to resist these conditions. Based on the material safety data sheet (See appendix) for copolyester and FDA approval of the material for repeated food contact, copolyester should survive the intended condition of use. The ranking in liquids stability for these compounds is PETE, copolyester and polystyrene. The fourth property considered is UV radiation stability. The best polymer has the least number of the UV-absorbing molecule groups. The groups are benzene rings, double-bonded carbons, carbonyls, alcohols, and carboxylic acids (Harper, 2006). The Figure 6 is a monomer of PETE. PETE has a benzene ring and two carbonyl groups. The Figure 7 is a monomer of polystyrene; it has the UVabsorbing group of benzene. The monomer of copolyester is unknown, however since this is a copolyester, it will have at least two carbonyl groups. The ranking for UV radiation stability is from best to least is polystyrene, copolyester and PETE. Figure 6. A monomer of PETE (Taylor & Francis Group, 2010). Figure 7. A monomer of polystyrene (Taylor & Francis Group, 2010). The final property considered is thermal stability, which is considered in conjunction with glass transition temperature, deflection temperature and melting temperature. The order of importance for the three temperatures is deflection temperature, glass transition temperature and melting temperature, the values to be reported will be reported in this order. The temperatures for polycarbonate are 138.0oC, 145.0oC and 177.0-247.0oC. The temperatures for PETE are 65.0oC, 125.0oC and 245.0258.0oC. The temperatures for polystyrene are 77.0-103.0oC and 85.0-110.0oC, the melting temperature for polystyrene is unknown. The temperatures for copolyester are 85oC, 119oC and 205oC. The ranking for deflection temperature from best to least is polycarbonate, copolyester, polystyrene and PETE. The ranking for glass transition is polystyrene, copolyester, PETE and polycarbonate. The ranking for melting temperature is polycarbonate, copolyester and PETE, with polystyrene being excluded. The overall ranking is copolyester, polystyrene, polycarbonate and PETE. Choice Material When Considering Properties The recommended replacement material for polycarbonate is Eastman Tritan copolyester. The three compounds examined in this report are Eastman Tritan copolyester, polyethylene terephthalate (PETE), and atactic polystyrene. The compounds are ranked overall in the following order from best to least: copolyester, PETE, and polystyrene. Our final recommendation is copolyester because its properties far outrank the other two materials’ properties. 18 Manufacturing Analysis As shown previously several different polymers would fit the physical requirements that are needed for producing plastic water bottles. These three polymers are polystyrene (PS), Polyethylene Terepthalate (PETE) and Triton Copolyester from Eastman. The methods used to produce these chemicals will be discussed here in brief. The next step in determining what the appropriate replacement material is to look at some of the manufacturing concerns. The first is safety, which is itself broken up into three sections; reactivity danger, heat danger, and runaway danger. The second is material quality. The third is necessity of retooling. Each of these sections will be covered in this report. Production Method Both safety and material quality are determined by the reaction that each of the materials uses to polymerize. Two main methods of polymerizing materials exist. The first is called chain reaction polymerization. The second method is called condensation polymerization. The chain polymerization method makes use of radicals to produce the polymer. It is used on molecules that have a small base unit like polystyrene as shown in Figure 8. In order for the material to be produced in a chain reaction polymerization, it must have a double bond in the location of the desired polymerization. Figure 8: A styrene molecule As discussed in Solomons & Fryhle (2004), all chain reactions follow the same steps. The first is the initiation step. In this step, the base unit reacts with a radical; by doing so, the base unit becomes a radical itself. Figure 9 shows this reaction. The initial radical is produced by bombarding peroxide with high frequency ultraviolet light. Figure 9: The Initiator Step of a Chain Polymerization The second step is the propagation step. In this step, the base radical molecule attaches to another base molecule that is not yet a radical. Figure 10 shows this reaction. This step repeats indefinitely until the final step. This can happen hundreds or thousands of times depending on the amount of available material and the amount of radicals initially input. Figure 10: The Propagation step of a Chain Polymerization 19 The final step is the termination step. In this step, two molecules that are both radicals meet and react together. The result is a molecule made up of a varying number of the repeating base molecules with one of the initiator molecules on each end. This reaction pairs the radicals together. The resulting molecule is not a radical and can no longer perform the propagation step. By exposing this polymer to a low concentration acid bath, the initiator molecules are pulled off and neutralized by the acid leaving only the polymer behind. The second type of polymerization reaction is called condensation polymerization. In condensation polymerization, reactive groups on both ends of each monomer react with one another (The Macro Group, 2006). This means that any molecule that is going to be polymerized using this method must have an active reaction site on both ends of the molecule. It is also important that the molecules do not have more than two reaction sites that can react with each other or no control will exist over which polymer will be obtained as the final product. Two steps are involved in producing PETE from condensation polymerization. The first step is to activate the base material so that it has two ends that are reactive with each other. Figure 11 shows this reaction. This adds a reactive functional group to both ends of the molecule and produces water as a byproduct. Figure 11: Activation of a Base Molecule of PETE The second step is to have the new molecule react with itself. This happens with no energy or material input although increasing the temperature of the system will increase the speed of the reaction. Figure 12 shows this step. Figure 12: Reaction Step of a Condensation Polymerization 20 Safety There are several safety concerns that we are interested in while producing polymers. The first of these is reactivity danger. The second is heat production. The last is the possibility of a runaway reaction. Depending on what methods are used to polymerize the base material, the inputs or other stages may be dangerous. Chemical Hazard The method used to polymerize polystyrene, chain polymerization, has several associated chemical hazards. The first is that polystyrene needs an initiating radical. All radical molecules are extremely reactive, which means that any direct contact with the initiator material would cause severe chemical burns. The second hazard is that the reaction causes the polymer to be a radical partway through the reaction. This means that while polymerizing, the material that is being produced will also cause chemical burns. Finally, once the polymerized material has finished reacting, it has one hydroxide group attached to either end of the molecule. These are removed by a mild acid wash, which creates another chemical burn hazard. The method used to polymerize PETE, condensation polymerization, is essentially free from chemical hazards. This method starts with activating the base material with a chemical that is not reactive with anything except materials similar to the base material. The base material when activated will react with itself and not with another material. This means that no chemical burn hazards exist anywhere in the reactive process. The last material is copolyester. This material is proprietary and it is therefore not possible to determine the exact reactions that are used in its production. However, the material is the same class of material as PETE; therefore, its manufacture will be similar to PETE as will its potential hazards. Heat Hazard Many reactions produce heat and therefore could cause either the material or the reaction vessel to be a hazard to anyone coming into contact with either the material or the vessel. When producing polystyrene with chain polymerization, the reaction produces significant amounts of heat with each additional base unit added. The termination step will release twice as much energy as the previous steps. This results in significant energy release and a large amount of heat release by the reaction over time. The production of PETE with a condensation polymerization will also release heat with each molecule added to the chain. However, the heat release will be less for each step because the reaction must break bonds that have a similar amount of energy as the bonds that will be formed. No final step exists so there is no extra energy released. The amount of energy released will result in noticeable heat being generated, but it will be less than what is generated by a chain polymerization. The copolyester should also use condensation polymerization; therefore, the heat released will be on the same order as for PETE. 21 Runaway Hazard If a reaction can increase the rate at which it occurs by reacting in the first place, then the reaction may be a runaway reaction. This results in huge increases in heat production; if the heat production is not brought under control, the reaction will result in major damage to the reaction vessel and often to the plant and personnel. Two conditions exist that make it possible for a reaction to easily runaway. These two conditions are if the reaction used is a fast reaction or if the reaction produces large amounts of heat. The PS reaction meets both of these conditions. The large amounts of heat that it generates make a runaway reaction a significant concern. There is also almost no energy required to start the reaction. This means that cooling it will slow the reaction but it would take a large decrease in temperature to make a significant change. This means that any runaway reaction would be very difficult to bring back under control. The PETE reaction is also relatively fast and produces heat as well. While it does produce heat it produces less than the PS reaction does in a given time and therefore it is harder for it to begin a runaway reaction. This reaction also has a significant energy requirement to start the reaction so cooling will quickly slow the reaction and may allow the reaction to be brought under control relatively easily. The potential for a runaway reaction of the Copolyester should be similar to that of PETE. Quality In all chemical production processes, a certain amount of material that will be produced is not the actual material desired. This happens because in a process that generates a significant amount of material, all possible reactions will occur. Better reactions simply produce less material that is undesired than less efficient ones. The polystyrene reaction is a radical reaction. One of the largest disadvantages of this is that it a less controllable reaction. According to (Burman, 2010) “Radical reactions are very inefficient. They will react at all atoms on a molecule which results in very low yields of the desired products.” There are five different possible results from the reaction. Fortunately, the two that we desire are the most favored but the net output is still approximately 70%. Additional processing can offset this low purity some. The other materials that are produced will include a benzene ring in their backbone structure. Several examples are shown in figure 13. This is a very distinct configuration. Removing these would require an additional production step with a special catalyst to remove them. Figure 13: Undesirable Chain Polymerization results. The reaction for PETE is a substitution reaction. There are only two different possibilities for the reaction and because the base is symmetrical the result is identical. There are other molecules that could react in the reactor vessel but these reactions are going “uphill.” They absorb energy rather than release it so they are likely to reverse again even in the rare case that they successfully form. This 22 results in a yield of between 90% and 95% depending on the temperature. The greater the temperature the poorer the yield as the additional energy will make the energy absorbing reactions more favorable. Since the reaction for the Copolyester is a condensation polymerization like PETE its’ product purity will be better than PS. It is unlikely that the base molecule is both symmetrical and only contains two identical reaction sites. This means that its’ unlikely to have as good a yield as PETE. This will be the case because there are additional possibilities that will release energy. These possibilities are stable and will reduce the purity of the final product. Retooling In order to produce material in significant quantities it is necessary to have large amounts of hardware. This equipment is extremely expensive and is an upfront expense. The costs of manufacturing hardware are a serious concern for any company that actually makes a product. The machines cost millions of dollars and are often used for years. The largest reason they are used for so long is that it takes so long for them to be paid for. In a major industrial process it can take years for this to happen. (Norton, 2010) Retooling a process is almost as costly as starting a new process. This means that if it is possible to avoid retooling the process it is almost guaranteed to be preferred. In the case of this production line all three of the replacement materials use the same general process in the production of the bottles. During this process the material is heated up to its’ glass temperature and then placed into a mold. Being at the glass temperature means that the material behaves in ways associated with both a solid and a liquid. It will maintain a semblance of a shape without any outside support but will still flow like a liquid if put under enough force. It can also take on the shape of the container that it is placed in. The process that is used to manufacture plastic bottles is simple. First heat the plastic until it reaches the upper limit of the glass phase. Next pour some of the plastic into a mold that is shaped like the outside of the bottle that you want to produce. Then blow pressurized air into the mold. As the plastic is blown against the sides of the mold it takes the desired shape and cools down which causes it to solidify. For all three replacement materials and BPA the glass temperature is within a 40 degree Celsius range. This means that it should be possible to use the same equipment that is already in the company’s possession to heat the plastic. PETE poses a unique, among the replacements, challenge. In addition to the standard processes it must also undergo biaxial stretching. This process changes the way that the polymer strands line up in the structure of the produced bottle. Doing this helps to give the bottle the strength that is associated with PETE plastic. This means that only PETE would require additional retooling of the equipment being used for the bottle manufacture. Choice Material When Considering Manufacturing There are three different aspects of the manufacturing process that are being examined to determine which plastic if preferred. These three aspects are safety during the production of the plastic, quality of the plastic being produced, and the need to retool the bottle making equipment. In terms of safety PETE is the best material as it has no chemical hazards, the heat danger is reasonable and while a runaway reaction is possible it would be possible to bring back under control. Copolyester is second because of its similarity to PETE. In terms of chemical, heat, and runaway 23 dangers it will be similar to PETE but in a manufacturing setting it is better to know the hazards faced. PS is last because of the numerous and highly reactive chemicals involved, the large amounts of heat the process generates and the difficulty of preventing or controlling a runaway reaction. In terms of quality PETE is once again the best material. Its’ yield is high because of the type of polymerization used and its simple and symmetrical structure. Copolyester is second because it also uses condensation polymerization but it is unlikely that it is as simple or symmetrical as PETE. The poorest choice is PS once again. It is the last of the three in terms of quality because of its’ comparatively low yield which an effect of using chain polymerization in its production. In terms of retooling both PS and Copolyester tie for first. Neither will require any additional retooling of the equipment. PETE is last because it will require the alteration or more likely replacement of the blown molding equipment which is an expensive process. Overall, we would suggest the use of PETE as the replacement material. Its superior safety and quality properties more than outweigh the extra cost that will be required. Copolyester is a close second choice however. If not for the fact that we cannot say for certain what its safety properties are we would recommend it above PETE because it does not require any additional retooling. We cannot recommend PS as a choice because of its numerous safety hazards and its’ low production. The fact that it does not require any extra retooling fails to override these considerations. Conclusion In this report, we have discussed the company Nalgene and that they are a manufacturer of water bottles; however, they have been using BPA in their water bottles. Due to BPA’s toxic nature, the FDA has mandated that we cease production of the BPA-containing water bottles and use a new plastic. BPA can have negative impacts on the human body because it causes cancerous tumors to grow in the prostate and breast regions of the body. These negative effects occur at much smaller doses than originally thought by scientists. The alternatives available to us are PETE (phenylethylene terephthalate), polystyrene, and Eastman Tritan copolyester. By comparing the material properties of these alternatives (such as ultraviolet stability, thermal stability, and toughness), Eastman Tritan copolyester is the best material to use. However, when comparing the manufacturing techniques for each of these alternatives, safety, quality, and retooling need to be considered. When these properties are taken into consideration, PETE is the best material to use because it is safer and is of better quality. Recommendation Based off the material properties and the manufacturing techniques, the best material with which to replace BPA in water bottles is PETE because it is a safer compound; is much more easily controlled than the other two alternatives; and is of better quality than the other two alternatives. 24 Appendix A References Jackett, N. (2010, July 12). (G. Jackett, Interviewer) Taylor & Francis Group. (2010) Polymers, a property database. Retrieved from http://poly.chemnetbase.com Ram, A. (1997). Fundamentals of Polymer Engineering. p83-84,92,148-210. Retrieved from http://knovel.com.proxy.lib.wayne.edu/web/portal/browse/display?_EXT_KNOVEL_DISPLAY_booki d=414&VerticalID=0 Harper, Charles A. (2006). Handbook of Plastics Technolgies. p327-31. Retrieved from http://site.ebrary.com/lib/wayne/docDetail.action?docID=10155017 US Environmental Protection Agency. (1990) Report to Congress: Methods to Manage and Control Plastic Wastes. p 30. Retrieved June 22, 2010 from National Service Center for Environmental Publications website: http://nepis.epa.gov/ Nalgene. (2008) BPA and Nalgene. Retrieved June 2010 from http://www.nalgeneoutdoor.com/technical/bpaInfo.html Eastman. (2010). Product List. Retrieved from http://www.eastman.com/Products/Pages/ProductList.aspx?keyword=Tritan+Eastman+Copolyester University of South Caroline Upstate. (2001). Polymer Chemistry. Retrieved June 26, 2010 from http://faculty.uscupstate.edu/llever/Polymer%20Resources/MainMenu.htm Linda B. White, M. (2009). Plastics: What's Dangerous, What's Not. Topeka: Ogden Publications, Inc. Burman, A. (2010, July). (I. Norton, Interviewer) Norton, P. (2010, July). (I. Norton, Interviewer) Solomons, G., & Fryhle, C. (2004). Organic Chemistry. John Wiley & Sons, Inc. The Macro Group. (2006). Polymers and Macromolecules - learning resources for schools and colleges. Retrieved July 27, 2010, from Macro Group UK: http://www.macrogroup.org.uk/schools/polymer_chemistry.php#chain Kanga, J.-H., Kondo, F., & Katayama, Y. (2006). Human exposure to bisphenol A. Toxicology , 79-89. Linda B. White, M. (2009). Plastics: What's Dangerous, What's Not. Topeka: Ogden Publications, Inc. Markey, C. M., Luque, E. H., Munoz de Toro, M., Sonnenschein, C., & Soto, A. M. (2001). In Utero Exposure to Bisphenol A Alters the Development and Tissue Organization of the Mouse Mammary Gland. BIOLOGY OF REPRODUCTION , 1215-1223. Richter, C. A., Taylor, J. A., Ruhlen, R. L., Welshons, W. V., & Saal, F. S. (2007). Estradiol and Bisphenol A Stimulate Androgen Receptor and Estrogen Receptor Gene Expression in Fetal Mouse Prostate Mesenchyme Cells. Environmental Health Perspectives , 902-908. 25 Vandenberg, L. N., Hauser, R., Marcus, M., Olea, N., & Welshonse, W. V. (2007). Human Exposure to Bisphenol A (BPA). Reproductive Toxicology , 139-177. Welshons, W. V., Nagel, S. C., & Vom Saal, F. S. (2006). Large Effects from Small Exposures. III. Endocrine Mechanisms Mediating Effects of Bisphenol A at Levels of Human Exposure. Endocrinology , 56-69. 26 Appendix B Image References http://wiz2.pharm.wayne.edu/module/sexsteroids.html http://ncbi.nlm.nih.gov Welshons, W. V., Nagel, S. C., & Vom Saal, F. S. (2006). Large Effects from Small Exposures. III. Endocrine Mechanisms Mediating Effects of Bisphenol A at Levels of Human Exposure. Endocrinology , 56-69. http://poly.chemnetbase.com Figure 8 http://www.chm.bris.ac.uk/motm/ethene/etheneh.htm Figure 9 http://www.chm.bris.ac.uk/motm/ethene/etheneh.htm Figure 10 http://www.chm.bris.ac.uk/motm/ethene/etheneh.htm Figure 11 http://www.macrogroup.org.uk/schools/polymer_chemistry.php#chain Figure 12 http://www.macrogroup.org.uk/schools/polymer_chemistry.php#chain Figure 13 http://www.chm.bris.ac.uk/motm/ethene/etheneh.htm 27 Appendix C MATERIAL SAFETY DATA SHEET Revision Date: 09/22/2009 MSDSUSA/ANSI/EN/150000070698/Version 2.0 1. CHEMICAL PRODUCT AND COMPANY IDENTIFICATION Product Name Product Identification Number(s) Eastman Tritan(TM) Copolyester WX500 WX500, P32174FZ, P32174FC, P32174FF, P32174FB, P32174FA Eastman Chemical Company 200 South W ilcox Drive Kingsport, TN 37660-5280 US +14232292000 Eastman Product Safety and Health not applicable 984748 not applicable not applicable plastic nonhazardous Manufacturer/Supplier MSDS Prepared by Chemical Name Synonym(s) Molecular Formula Molecular Weight Product Use OSHA Status For emergency health, safety, and environmental information, call 1-423-229-4511 or 1-423-229-2000. For emergency transportation information, in the United States: call CHEMTREC at 800 -424-9300 or call 423-229-2000. 2. COMPOSITION INFORMATION ON INGREDIENTS (Typical composition is given, and it may vary. A certificate of analysis can be provided, if available.) Weight % >99% <1% Component copolyester additive(s) CAS Registry No. proprietary not applicable 3. HAZARDS IDENTIFICATION CAUTION! MOLTEN MATERIAL WILL PRODUCE THERMAL BURNS HMIS® Hazard Ratings: Health - 1, Flammability - 1, Chemical Reactivity - 0 HMIS® rating involves data interpretations that may vary from company to company. They are intended only for rapid, general identification of the magnitude of the specific hazard. To deal adequately with the safe handling of this material, all the information contained in this MSDS must be considered. ©COPYRIGHT 2009 BY EASTMAN CHEMICAL COMPANY Visit our w ebsite at www.EAST MAN.com or email emnmsds@eastman.com Page 1 28 4. FIRST-AID MEASURES Inhalation: If symptomatic, move to fresh air. Get medical attention if symptoms persist. Eyes: Any material that contacts the eye should be washed out immediately with water. If easy to do, remove contact lenses. Get medical attention if symptoms persist. If molten material contacts the eye, immediately flush with plenty of water for at least 15 minutes. Get medical attention immediately. Skin: W ash with soap and water. Get medical attention if symptoms occur. If burned by contact with molten material, cool as quickly as possible. Do not peel material from skin. Get medical attention. Ingestion: Seek medical advice. Material is not expected to be absorbed from the gastrointestinal tract so that induction of vomiting should not be necessary. Note to Physicians: Burns should be treated as thermal burns. The material will come off as healing occurs; therefore, immediate removal from the skin is not necessary. 5. FIRE FIGHTING MEASURES Extinguishing Media: water spray, carbon dioxide, dry chemical Special Fire-Fighting Procedures: Wear self-contained breathing apparatus and protective clothing. Hazardous Combustion Products: carbon dioxide, carbon monoxide Unusual Fire and Explosion Hazards: Powdered material may form explosive dust-air mixtures. 6. ACCIDENTAL RELEASE MEASURES Sweep up and place in a clearly labeled container for chemical waste. 7. HANDLING AND STORAGE Personal Precautionary Measures: Avoid contact with molten material. Prevention of Fire and Explosion: Keep from contact with oxidizing materials. Minimize dust generation and accumulation. In the United States of America, refer to NFPA® Pamphlet No. 654, "P revention of Fire and Dust Explosions in the Chemical, Dye, Pharmaceutical, and Plastics Industries." Storage: Keep container closed. 8. EXPOSURE CONTROLS/PERSONAL PROTECTION Country specific exposure limits have not been established or are not applicable unless listed below. Ventilation: Good general ventilation (typically 10 air changes per hour) should be used. Ventilation rates should be matched to conditions. Supplementary local exhaust ventilation, closed ©COPYRIGHT 2009 BY EASTMAN CHEMICAL COMPANY Visit our w ebsite at www.EAST MAN.com or email emnmsds@eastman.com Pag e2