Report_Final - Portland State University
advertisement

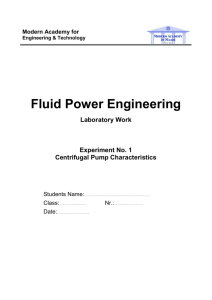
FSAE FLOW TESTING DEVICE ME493 Final Report Spring 2012 Group Members Adam Barka Jasper Wong Keith Lundquist Long Dang Vu Nguyen Portland State University Advisor Dr. Chien Wern Industry Advisor Evan Waymire Executive Summary Viking Motorsports (VMS) is a student organization at Portland State University that participates in the Formula SAE student competition. To be more competitive, VMS commissioned the PSU capstone team to design and manufacture a device to determine the flow coefficients of their custom powertrain components by June 2012. Viking Motorsports has defined a series of product design specifications outlining the device’s capacity, reliability, and cost; the device will be able to test components up to 160 cfm at a test pressure of 28 inches of water column, will be able to archive 95% repeatability, and will cost less than $1,500. This team has designed, built, and tested a prototype device that meets all of the PDS requirements except for the maximum capacity requirement. The device will meet this requirement after a comprehensive leak test and fine-tuning. VMS has approved the final product, which is currently available to for their use in the VMS team lab. All future testing and modifications will be performed by both VMS and FSAE Flow Testing Device team members. Table of Contents Executive Summary Introduction and Background ............................................................................................................................................ 1 Mission Statement ................................................................................................................................................................... 2 Product Design Specifications ............................................................................................................................................ 2 Top-Level Design Alternatives ........................................................................................................................................... 3 Final Design Overview........................................................................................................................................................... 4 1. 2. 3. Main Box ............................................................................................................................................................................ 5 1.1. DUT Mount .............................................................................................................................................................. 5 1.2. Metering Element ................................................................................................................................................. 6 1.3. Ductwork ................................................................................................................................................................. 7 Air Box ................................................................................................................................................................................ 8 2.1. Pump.......................................................................................................................................................................... 8 2.2. Flow control ........................................................................................................................................................... 9 2.3. Ductwork ............................................................................................................................................................... 10 Electrical system .......................................................................................................................................................... 11 3.1. Measurement system........................................................................................................................................ 11 3.2. Electrical circuit and Controls system ....................................................................................................... 12 3.3. User Interface ...................................................................................................................................................... 14 Conclusion ................................................................................................................................................................................ 19 Appendix A: 2011 VMS Powertrain Components ........................................................................................................ i Appendix B: Detailed Product Design Specifications............................................................................................... iv Appendix C: Details on Alternative Designs ............................................................................................................... vii Appendix D: Concept Selection Methodology ............................................................................................................. ix Appendix E: Orifice Size Analysis..................................................................................................................................... xi Appendix F: Main Chamber Sizing Analysis .............................................................................................................. xiv Appendix G: Pump Size Analysis ................................................................................................................................... xvii Appendix K: Bill of Materials ................................................................................................................................................. Appendix L: Project Plan ......................................................................................................................................................... Appendix M: User Manual ....................................................................................................................................................... Appendix N: Part Drawings .................................................................................................................................................... Introduction and Background Each year, the Society of Automotive Engineers (SAE) invites colleges from around the world to participate in their Formula SAE series competition. This competition challenges students from each school to design, build, and race an open-wheeled formula style race car. Portland State is represented in this series by the Viking Motorsports (VMS) student group. In order to encourage teams to focus on design and optimization rather than on generating raw power, the SAE has imposed a series of regulations on the powertrain subsystem of the race car. The most notable regulation is that all of the air supplied to the car’s engine must go through a 20 mm restrictor, which severely limits the output power of the engine. In order to achieve maximum power output, VMS must be able to accurately measure the mass flow of any customized component (see Appendix A) at a standard pressure in order to reduce parasitic losses to the engine. In addition, the team must measure the discharge or flow coefficient of the cylinder intake and exhaust valves, as well as of the butterfly valve on the throttle. These values are necessary for the team to utilize 1-D simulation software to improve their design. Currently, VMS has no method to test for these values. In order to flow test their components, the powertrain group could purchase a device known as a flow bench. A typical flow bench uses a pump to move air through a device under test (DUT) and then through a calibrated obstruction flow meter at a standard test pressure, which is measured upstream of the flow meter. The pressure drop across the obstruction is a known function of the volume flow rate through the meter. The mass flow rate through the DUT, which is also known as the flow coefficient of the DUT, is calculated from the volume flow across the meter and from temperature and pressure measurements at the DUT. Figure 1 shows a typical flow bench operating under a pressure differential that is negative, relative to atmospheric pressure. A flow bench would reverse the flow by creating a positive pressure differential relative to atmospheric. Figure 1. Simple flow bench. P1 is the test pressure; the difference P2-P1 is measured to produce mass flow rate. Page | 1 There are many flow benches available for purchase, but all share similar limitations. Foremost is cost. Commercial flow benches with enough air flow capacity to accurately test VMS powertrain components cost anywhere from $5,000 to $15,000. In addition, commercial devices would require VMS to build customized mounts to accommodate the restrictor, intake manifold, and exhaust. Finally, commercial flow benches do not easily allow for future improvements or modifications. VMS has constantly changing needs, and so must be able to modify the testing device. Mission Statement This team is challenged to design and build a device capable of measuring the flow coefficients for the engine head’s valves, and throttle valves of a formula SAE racecar at various open positions, and to measure the mass flow through the racecar’s intake manifold and exhaust ductwork. The device will measure these values at a standard test pressure of 28 inH20 with 95% measurement repeatability. The completed project, consisting of a working prototype, testing results, detailed drawings, a bill of material, and detailed reports, will be presented in June 2012. If successful, the project will help the VMS team to validate and improve their designs. Product Design Specifications Product design specifications (PDS) define the customer’s needs in terms of engineering metrics and criteria. The team has verified its progress throughout the design process using the PDS provided by VMS. As the design evolved, some targets and metrics were re-evaluated to provide the best representation of the customer’s needs. Appendix B includes a detailed list of these requirements. VMS highlighted the following criteria as the most significant: Performance: The device must be able to pull and push 10 to 160 cfm of air with a test pressure of 0 to 28 inH20. Repeatability: Experimental results must be repeatable within 95%. Geometry: The device must be compact enough to be stored in the capstone lab. The device’s footprint must be no larger than 6 ft x 4 ft. Safety: The noise made by the device must be less than 95 dB, and there must be no risk of electric shock. Maintenence: All parts must be easy to inspect and replace. Cost: The total cost of the device must be less than $1,500. Page | 2 Top-Level Design Alternatives To determine the best top-level design, the team brainstormed several top level concepts. These were quickly narrowed down to three reasonable alternatives, which are summarized in Appendix C. The first design, called the Basic design, focuses on meeting the most important design criteria as inexpensively as possible by using an analog measurement system and simple PVC pipe ductwork. The second design features large plenums instead of PVC in order to create more stable measurements. It also moves to a digital data acquisition (DAQ) system. The third design uses a hot wire manometer and an automatically controlled flow diverter to allow for fast measurements and quicker turnaround between experiments. The team used a weighted scoring matrix (Appendix D) to make an unbiased selection of the best option. The Balanced Design, shown in figure 2, was selected as the final, top level design concept. Figure 2. Balanced design, which was chosen by the weighted scoring matrix method as the best design. In addition, it was determined that a majority of the points for Design 3 came from the automated function. The team decided to include this function in their final design, since the flow diverter can cheaply and easily be converted to an automated system. In addition, the team decided to include the analog measurement devices from Design 1 to provide a check for the digital devices and allow use of the device even if the software is not functioning. Page | 3 Final Design Overview The Balanced Design was the design used for the production of the VMS flow bench. To the initial Balanced Design, the team added an automatic bleed valve to control the test pressure, as well as analog pressure and temperature meters to supplement the digital meters. The final design breaks the top level design into three modules: the main box, the air box, and the electrical system (which includes the DAQ devices) (Figure 3). All three systems fit on a single table structure, with the air box on the lower section and the main box on the upper section, as seen in figure 4. The air box and the main box are connected with ABS tubing and plastic coupling. Figure 3. Schematic of the final design Figure 4. Detail 3D model of final design Page | 4 1. Main Box The main box, shown in figure 5, consists of all the physical components necessary to test flow rate. The main box will be maintained at either a high or low pressure relative to the atmosphere. When the pressure difference is negative, air will flow through the DUT and DUT mount, through the metering element, and exit through the bottom of the main box. Fluid elements in the form of baffles and flow straighteners are used to ensure that the velocity upwind of the metering element is uniform and stable. When the pressure is high relative to the atmosphere, the direction of air flow will be reversed. Figure 5. Main box module 1.1. DUT Mount The mount for the DUT (Figure 6) was designed specifically for the engine head of the Honda CBR 600 F4i engine. The mount is manufactured from a solid block of aluminum, with a height of 1 in, so that the bore adapter is not inset into the main box. The mount has an aluminum engine bore adapter which is the same bore dimensions as the cylinder of the CBR 600. Adapters with different internal dimensions can be used, so any engine head with a maximum bore of up to 2.755 in (70mm) can be tested using the same mount, provided that the adapter’s external dimensions remain the same. The bolts that connect the mount to the main box screw into insert nuts, so the mount can be removed without damage to the main box. Page | 5 Figure 6. DUT mount and engine bore adapter 1.2. Metering Element The metering element is a typical, sharp edged orifice plate (Figure 7). The plate is machined aluminum with three orifices, each having a 41 degrees chamfer to a sharp edge. The two unused orifices are blocked by a plug. Two plates were manufactured, with orifices sized according to the analysis presented in Appendix E. The orifices are positioned so there will be little interaction between the flow of the open orifice and the neighboring plugs, and little interaction between the flow of the open orifice and the nearby ledge. The plug consists of layers of plastic foam sandwiched between acrylic plates. The plug is tightened by rotating the lower plate until an airtight seal is achieved. The plate is secured to the main box using eight bolts, with wing nuts for easy removal. Figure 7. Orifice plate with foam plugs Page | 6 1.3. Ductwork The main box ductwork in figure 8 is constructed from 1/2 in Birch plywood fastened together with 18GA crown staples, and sealed using wood glue and silicone. The team selected hardwood plywood because it has relative high bending stiffness, and allows for onsite manufacturing. The drawback of plywood is the tolerance in manufacturing can only be 1/4 in, although this tolerance is acceptable for the selected ductwork. The size of the material was proved to be strong enough to withstand the loads under maximum operating condition (Appendix F). Rubber gasket material or silicone sealant is used at all fastened locations to prevent leakage. Flow straighteners, are inserted upwind of the metering element to ensure a smooth and even flow profile entering the meter, and also serves to stabilize the pressure measurements. Taps are located 2.5 in on either side of the orifice plate, and 3 in below the main box inlet. The door on the front of the main box is made from clear acrylic, which is stiffened by two angle-iron pieces to prevent deflection in positive pressure mode, which would create leakage. The door is sealed by two toggle clamps, which provide the clamping force necessary to prevent leakage during positive displacement mode. Foam weather strip is used to seal the top of the main box, the metering element, and the door. Figure 8. Main box ductwork Page | 7 2. Air Box The air box is made up of three main modules: the pump, the flow control, and the ductwork as in figure 9. Figure 9. Air box assembly 2.1. Pump The pump used is an Ametek Lamb 119892-00 tangential vacuum pump (Figure 10). The minimum capacity for the pump is at least 160 cfm at a pressure of 34 inH2O as determined by the pump sizing analysis presented in Appendix G. This pump is rated for up to 210 cfm at this test pressure, so the pump is oversized by a factor of 1.3. Additionally, it is the most powerful pump option available to the team that stays under the power restrictions of the VMS team lab, which are set at 16 A. The pump housing is vented to prevent overheating. The pump is connected to the air box by aluminum flanges, which are sealed using rubber gasket material. Page | 8 Figure 10. Ametek Lamb 119892-00 vacuum pump. (Images courtesy of Ametek, http://ametekfsm.com) 2.2. Flow control The air box has two inlets and two outlets, so the box can be rotated to switch the direction of flow (Figure 11). The pipes connecting the air box to the main box are made from 4 in ABS tubing and connected together with flexible coupling, which allows for easy removal of the main box. The other inlet is connected to a swing-gate style bleed valve, which is controlled by a damper actuator (Figure 12). The actuator is mounted on a custom aluminum bracket and attached to the valve with steel spacers. A plastic sleeve connects the bleed valve shaft to the connecting shaft, which is rotated by the actuator. When the valve is opened in negative pressure mode, a portion of the air to the pump is atmospheric, rather than having come from the main box. While in positive pressure mode, the opened valve allows some of the flow to exhaust to atmospheric instead on into the main box. Either case will result in a lowered test pressure. Figure 11. Direction of air flow through the air box Page | 9 Figure 12. Bleed valve assembly 2.3. Ductwork The ductwork of the air box (Figure 13) is designed to fit within the size restrictions of the PDS, and is designed so that the exhaust will at no point face the user. The air box was fabricated under the same method and material as the main box. Figure 13. Air box ductwork Page | 10 3. Electrical system The three parts of the electrical subsystem are: the measurement system, the electrical circuit and control system, and the user interface. The physical components reside within a wood electrical box placed beside the main box as shown in figure 14. Figure 14. Physical electrical component in the electrical box. 3.1. Measurement system The DAQ system must measure the pressure differential between the atmosphere and the test plenum, the pressure differential across the metering element, and the temperature in the test plenum. The flow testing device utilizes both digital and analog methods for measuring these values. Specifications for the digital manometers used are outlined in Appendix H. The analog devices will ideally be used only as a reference for the digital readings. However, they also ensure that the device is functional without a computer. The analog pressure sensors are Magnehelic dial pressure gauges, which are compact and easy to read. Pressure measurements are made digitally from pressure transducers, which can measure positive and negative pressure differentials. The pressure meters that measure the differential from atmospheric to the Page | 11 test plenum have a range of +/- 30 inH2O and the differential meters across the orifice have a range of +/- 10 inH2O. Temperature is measured digitally by a thermistor attached as one leg in a voltage divider. Analog temperature measurements are made with a standard household thermometer. The output is read by a National Instruments (NI) USB 6008 DAQ device and converted into pressure and temperature values using NI’s software, Labview. The circuitry for the sensors, as well as the sensors themselves, are mounted atop through-style prototyping board, with wire wrap connecting the pins on the underside of board. This allows for easy maintenance without the possibility of a user accidentally interfering with the circuitry. The proto board and the NI USB 6008 are attached to the electrical box using acrylic mounts. The pressure meters are connected to the main box ductwork by 1/4 in flexible tubing using galvanized steel flanges with brass fitting barbs. 3.2. Electrical circuit and Controls system The flow testing device requires two low and two high voltage sources: a 16V DC source, a 24V AC source, and two 110V AC sources. The 16V DC source is used as excitation voltage for the two pressure transducers and the thermistor. A 12V DC voltage regulator is used to provide a steady voltage to the pressure sensors. Similarly, a 5V DC voltage regulator is needed to reduce voltage across the thermistor voltage divider. The 24V DC is used to power the bleed valve actuator. Transformers for both the 16V DC and 24V AC sources are connected to the same 110V AC plug via a standard wall outlet located in the electrical box. The 16V DC and the 24V AC circuits operate on individual, toggle style switches on the front of the electrical box. These switches have embedded LED lights to indicate when the circuit is plugged in and when it is switched on. A separate 110V AC supply is necessary to power the pump. The supply is operated by a separate switch located on the front of the electrical box. Figure 15 is the schematic of the electrical system. Page | 12 Figure 15. Schematic of the electrical system Figure 16. Test pressure controls schematic. The VI uses the difference between the measured pressure and the desired pressure to increase or decrease the NI USB 2008’s output voltage. Page | 13 The bleed valve attached to the air box is opened or closed automatically using the Dweyer DDC damper actuator described in Appendix I. The actuator takes a 0 to 5 V modulating floating point voltage signal and converts it to an open position, where 0 V relates to a fully closed valve and 5 V relates to a fully open valve. The voltage signal is provided by the NI USB 6008 and regulated by the Labview software as in the control schematic in figure 16. The desired test pressure and tolerance is input by the user via the user interface. 3.3. User Interface The operator interacts with the DAQ and controls system through the Labview User Interface shown in figure 17. The upper left box (1) contains the real time numerical outputs of most interest to the user: the volume flow rate, the test pressure, the meter pressure, and the temperature. To the right are dial gauges (2) that provide a quick indicator to the user that the digital readings match the analog readings. To the right of that are graphs (3) that indicate the raw voltage output of the sensors. The raw voltage output is used to determine whether the system has reached a steady state. The collect button (4) records a number of data points, specified by the user, to a text file. The collect button records all values mentioned before as well as the mass flow rate, air density, and atmospheric pressure. When the flow rate exceeds the specified range for a particular orifice meter, a warning indicator activates above the voltage graphs. 1 4 2 3 Figure 17. User interface with: 1) real time data output, 2) visual pressure indicators, 3) steady state indicators, and 4) controller pressure input. Page | 14 Final Product Evaluation During Final Product Evaluation, the team showed that the device meets the requirements set by the customer in the PDS document. The team used the specific verification methods listed in that document, as well as additional methods which would provide additional evidence that the device has met its targets. The PDS targets, the method used, and the result achieved for the most important PDS requirements, previously listed in the “Product Design Specifications” section, are presented as evidence that the device (Figure 18) performs as required by the customer. Figure 17. The prototype of the flow testing device, located in the VMS team lab Page | 15 1. Performance The performance of the device was evaluated on its volume flow rate capacity, pressure diffential capabilities, and automation by the performance of full scale tests on the final prototype, which involved running the device though the entire range of its capabilities. The following results were found. The prototype was set up to run both ways—to both pull and push the air—and it was able to perform from 0 to 145 cfm of flow at a test pressure of 5 to 40 inH20 with a max capacity of 140 cfm at 22.5 inH2O. This is less than the target of 160 cfm at 28 inH2O, perhaps because time constraints prohibited the device from having a comprehensive leak test. By eliminating leaks and performing additional fine tuning, the device should move air at a higher capacity. Further optimization of the air box would improve the capacity, because sacrifices in the efficiency of the airbox were made in order to improve the packaging and ease of maintinence. The bleed valve is able to fully open and close to adjust the range of volume flow rates from 0 to 145 cfm. The controller is able to adjust the test pressure specified by the user in the Labview UI from 5 to 40 inH2O within a minimum user defined tolerance of 0.3 inH2O. The pressure gauges and the pressure sensors give values within 1 inH2O of each other, for both the 10 inH2O and for the 30 inH2O range meters. This was confirmed by running the flow bench through a sweep that covered both the positive and negative ranges of all pressure meters. The thermistor is able to measure the temperature of the main plenum, and corelates within 2 °F of the thermometer. These values are easily read from both the user interface of the Labview software and the guage dials. 2. Repeatability The team performed an experiment as described in Appendix J, wherein a system curve was created for a 1.414 in diameter orifice plate DUT. The pressure was controlled automatically from 10 inH2O to 24 inH2O, with pressure and flow rate recordings taken by Labview. Results show a repeatability of measurements is within 95%. Representative results are shown in figure 19. Page | 16 Differential Pressure, inH2O 4 3.5 3 Trial 1 Trial 2 2.5 Trial 3 2 1.5 80 90 100 110 120 Volume Flow Rate, cfm 130 140 Figure 18. Results for three trials measuring the flow rate using the largest orifice meter. Results are repeatable to 95%. 3. Geometry and Size The device fits on a steel table structure, which was measured to have a footprint of 3 ft by 2 ft. This is within the maximum footprint specified in the PDS of 4 ft by 6 ft. The height of the device from the floor to the top of the main box is 46.5 in, which allows for people of average height of 5 ft 10 in to easily manipulate a DUT attached to the mount. The final device fits in the space provided by the VMS team. 4. Ease of Maintenance The PDS requires that users be able to inspect and replace the parts of the device with ease. This is achieved through three means: Because of the modular design of the three subsystems (main box, air box, and electrical), only one subsystem must be dissasembled to fix most problems. The main box and air box are accessible by opening the top, which takes a single person less than three minutes. All parts that could require maintinence are acessible from the top when the lid is open. Maintenance of the DAQ circuitry is simplified due to the use of wire wrap instead of solder. The verification method that these means are adequate to meet PDS requirements is based on the capstone team and customers’ analyses of the design, as well as how well the team adhered to the design. Page | 17 5. Safety The main safety concerns outlines in the PDS are the high volume of noise from the pump and the risk of electrical shock. The first was evaluated by a simple test and the second by the final design of the product, with the following results. Noise levels were tested at head level for a person of average height, both standing in front of the device and sitting at a computer next to the device. The highest noise level recorded is 92 dB, which is just below the 95 dB required by VMS. Electric shock is prevented by separating the high and low voltage wires and using a regulation switch for controling the pump. In addition, the three power supplies all are regulated with their own indepent switches. The user is not exposed to any open wires during operation. 6. Cost The total cost of all the parts and manufacturing of the device was $1,339, which is less than the requirement of $1,500 set by the Maseeh College of Engineering and Computer Science. The complete bill of materials can be found in Appendix K. Page | 18 Conclusion The FSAE Flow Testing Device capstone team set out to develop a prototype device that is capable of measuring the volume flow rate of air through components of the Viking Motorsports’ engine components at a test pressure of 28 inH2O. Through the design process, the team developed a final, top-level design that evolved into a final detailed design through the use of various engineering analysis techniques. The final working prototype of the device was manufactured by the capstone team according to the detailed design and has been evaluated with respect to the PDS set at the beginning of the process. Physical testing for performance of the device shows that the prototype meets all design specifications, except for the maximum capacity requirement. Future modifications to the air box and a comprehensive leak test will bring the maximum capacity up to the required value. Other tests and evaluations confirm that the device meets all other PDS requirements. The prototype device has been approved by the Powertrain Design Group component of Viking Motorsports, and resides in the VMS team lab, where it is currently available for engine component testing. Future modifications and testing to increase the capacity of the prototype will be performed by both the FSAE Flow Testing Device group members and by VMS team members. Page | 19 Appendix A: 2011 VMS Powertrain Components This section describes the components that VMS requires to test for mass flow rate or flow coefficient. The kind of information needed and the specific mounting requirements of each component are detailed. A1. Intake Manifold This is a device that disperses the air that comes through the restrictor to the individual cylinders. In order to determine if all four cylinders are receiving the same amount of air, the mass flow rate through each runner must be calculated. A custom test fixture needs to include a bracket with all four 25 mm openings, with three plugs. Flow only needs to be measured at a negative pressure differential. Figure A1. Intake manifold. A2. Throttle/Restrictor This piece contains the throttle butterfly valve; VMS needs flow coeficients for the valve and mass flow at wide open throttle. The custom test fixture would need a 25 mm adapter with properly placed holes for the bolts, as well as a mechanism for controlling the degree of opening in the throttle valve. Flow only needs to be measured at a negative pressure differential. Page | i Figure A2. Throttle body. A3. Exhaust After combustion, the air in the engine is expelled to the atmosphere through the exhaust. VMS needs to know the pressure loss in this ductwork. The exaust will be mounted in a similar fashion to the intake manafold. This part needs a positive pressure differential. Figure A3. Exhaust system. Page | ii A4. Cylinder Head The cylinder head contains the valves that regulate the intake and exhaust flow through each cylinder. Reliable flow confinements are needed for each valve for 1-D engine simulation software. The head needs a custom 67 mm bore adapter and a device for controlling the valve lift. The cylinder head needs to be measured under both negative and positive pressure differentials. Figure A4. Engine head (Honda CBR 600cc F4i). Page | iii Appendix B: Detailed Product Design Specifications This section contains the product design specifications in their full and updated forms. Most importantly, the capacity, size, and verification methods have been updated to better reflect the customer’s priorities. Table B1. Main requirements from the Product Design Specifications. Priority Requirement Customer Metric Target Target Verification Basis Performance Repeatability of VMS % error (+/-) 5 measure flow Capacity Test intake, throttle, Testing feedback VMS cfm at ≥160 at 28 inH2O Customer VMS Yes/No Group Testing decision Yes muffler, valves Customer Design feedback Safety Emergency stop VMS Yes/No Yes Customer Testing feedback Warning labels VMS Yes/No Yes Customer Design feedback Egonomics safety VMS Yes/No Yes Customer Testing feedback Environment Low noise VMS dBA 95 Customer Design feedback Page | iv Ergonomics Number of operators VMS people 1 Customer Testing feedback Training time VMS hours 5 Group Testing decision Size and Weight Footprint VMS feet 6x4 Customer Design feedback Maintenance Easy to inspect and VMS Yes/No Yes replace parts Frequency of required Customer Design feedback VMS months 6 maintenance Customer Design feedback Installation Time to set up VMS min 20 Customer Testing feedback Required specialized VMS Yes/No No power source Customer Design feedback Cost Total cost PSU USD 1,500 Customer Bill of feedback materials Documentation PDS PSU Deadline 01/30/2012 Course Receipt requirement Page | v Progress report PSU Deadline 03/05/2012 Course Receipt requirement Final report PSU Deadline 06/11/2012 Course Receipt requirement Instruction VMS Yes/No Yes Customer Hard copy feedback Applicable codes and standards Meets industry VMS Yes/No Yes standards Customer Study of feedback regulations Customer Bill of feedback material Customer Design Material Reasonable price Team Yes/No Yes Life in service Continued operation VMS years 5 with approriate feedback maintenace Manufacturing facility Design parts for manufacturability Team Yes/No Yes Group Design decision Page | vi Appendix C: Details on Alternative Designs Design 1: The basic design (figure C1) meets the PDS cost and functionality requirements as simply and inexpensively as possible. Single orifice plate meter Analog pressure and temperature measurement devices PVC ductwork Inexpensive shop vacuum and a manual restriction valve No flow alternator Figure C1. Schematic of Design 1 executing intake testing. Design 2: The balanced design (figure C2) meets the PDS cost and functionality requirements with the addition of fast measurement turnover. Multiple orifices plate meters Large settling chambers before/after flow meter with laminar grid Digital temperature and pressure measurement devices High pressure centrifugal air pump (single or multiple in parallel/series) Manually controlled flow diverter Flow alternator (not shown in figure C2). Figure C2. Schematic of Design 2 executing intake testing. Page | vii Design 3: The ideal design (Figure C3) meets the cost and functionality requirements with the addition of fast measurement turnover and high accuracy. Hot wire anemometer Digital temperature and pressure measurement devices High pressure centrifugal air pump (single or multiple in parallel/series) Fully automated flow control Flow alternator (not shown in figure C3) Figure C3. Schematic of Design 3 executing intake testing. Table C1. Advantages and disadvantages of the alternative design ideas Design Design 1 Advantages Disadvantages Inexpensive Low repeatability Simple set-up Slow measurement turnover time Easy to manufacture and maintain Narrow operating range Small footprint Manual data analysis High repeatability Medium operating range Design 2 Easy to maintain Large system losses Automatic data analysis Design 3 High repeatability Expensive Large operating range Longer set-up time between experiments Fast measurement turnover Hard to maintain Automatic data analysis Page | viii Appendix D: Concept Selection Methodology The goal of the concept evaluation is to determine the best possible design in an unbiased and technical way. The team achieved this by using a weighted concept scoring matrix. The team first took the key PDS requirements selected by VMS and assigned them importance scores from 1 to 3. These scores indicate the extent to which VMS desires the design to exceed the minimum requirements. The following list describes the importance scores of the requirements and the basis factors that impact them. Cost Importance: 1.5 A cost lower than PDS requirements would be beneficial to VMS, but is not essential. Therefore, cost is of medium low importance. Basis: Initial cost of the flow element, DAQ, flow system, and also maintenance costs. Repeatability Importance: 3 Because the flow testing device is a measurement device, repeatability is very important. Basis: Relative uncertainty of the metering element, resolution of the DAQ, and level of control over the air flow. Maintenance Importance: 1 VMS would like the least amount of required maintenance possible. However, this is not as important as the functionality of the device. Basis: Replacement frequency and accessibility of key components. Turnaround Time Importance: 3 Turnaround time is of high importance, because a higher turnaround time would allow for more experimental treatments, resulting in more accurate data. Page | ix Basis: Quickness of measurements during a single experiment, the time the device takes to reach a steady state value, and how long it takes to reverse the flow. Does not include time needed to set up the experiment. Ease of Use Importance: 1.5 It is important that the device is easy to use and take measurements, however it is more important that the device can make repeatable and fast measurements. Basis: Amount of training required, ease of taking measurements, digital or analog readout, the need to adjust the device between experiments, and the need for manual calculations are all taken into account in this section. The team used the SuperFlow 450 and the PDS cost requirement as baselines to compare the three designs. The team gave each design a value from 1 to 5. A value of 1 represents a design with significantly worse functionality than the baseline, and a value of 5 represents a design that meets or exceeds the baseline. Table D1 is the resultant concept scoring matrix. Table D1. Concept scoring matrix for Designs 1, 2, and 3. Designs are scored from 1 (worst) to 5 (best) compared to the baselines. Scores are multiplied by the requirement’s importance and summed to create their total points. Requirement Importance Design 1 Design 2 Design 3 1.5 5 3 1 Reliability 3 2 5 5 Maintenance 1 5 5 2 Turnaround Time 3 1 4 5 1.5 1 3 4 Weighted score 23* 41* 39.5* Cost Ease of Use *50 pts possible Page | x Appendix E: Orifice Size Analysis Summary The goal of this analysis is to determine the size and number of orifice plate flow meters to measure a volume flow rate from 20 to 200 cfm in the flow test bench with a design stage accuracy of 95%. The result should be a table that can be used to identify what the min and max volume flow rates for a plate are, given its size. Result Orifice Dia Max Q Min Q In cfm cfm 2.4 215.3 131.0 2.0 149.5 91.0 1.6 95.7 58.2 1.3 63.2 38.4 1.1 45.2 27.5 0.9 30.3 18.4 These values are reasonable when compared to orifice meter diameters of similar systems. The overlap in flow ranges will allow for repeatable measurements throughout the capacity range of the device. Given The (gauge) pressure inside the plenum directly below the DUT will be held at 28 inH2O with respect to atmospheric pressure. Due to pump size restrictions and the resolution of the pressure gauge, the differential pressure between the first and second plenum should be between 3 and 8 inH2O +/- 0.5 inH20. The total range measureable from the max flow rate of the largest orifice to the min flow rate through the smallest orifice should be between 20 cfm and 250 cfm. There must be at least a 5 % overlap between the Qmin of one orifice and the Qmax of the next smallest orifice. Find The total number of orifice plates required and the diameter of each orifice plate. Page | xi Schematic (1) (2) Assumptions Orifice size calculations use the assumption of NTP (normal temperature and pressure) for ambient conditions outside the test plenum. The values are Temperature, T0 = 20 °C Pressure, P0 = 101,325 pa Density, ρ0 = 1.204 kg/m3 A discharge coefficient of 0.60 is assumed for all orifices. Real values will be determined experimentally. Solution According to ISO5167, the volume flow of a gas through an orifice plate obstruction meter is calculated from 2𝑍𝑅𝑇1 ∆𝑃 𝑄 = 𝐶𝐴0 𝑌√ 𝑀𝑃1 (1 − 𝛽 4 ) where 𝑄 is the volume flow rate, 𝐴0 is the orifice bore area, 𝑇1 is the test temperature, ∆𝑃 is the 𝐷 differential pressure across the orifice meter (𝑃1 − 𝑃2 ), 𝛽 is the diameter ratio 𝐷 𝑜𝑟𝑖𝑓𝑖𝑐𝑒 and 𝑍, 𝑅, 𝑝𝑙𝑒𝑛𝑢𝑚 and 𝑀are fluid properties of air. The compressibility factor 𝑌 is 1 𝑃1 𝑘 𝑌 = 1 − (0.351 + 0.265𝛽 4 + 0.93𝛽 8 ) (1 − ( ) ) 𝑃2 where k is the gas specific heat ratio. Page | xii 𝐷𝑜𝑟𝑖𝑓𝑖𝑐𝑒 4 For the flow test bench with the largest orifice, 𝛽 4 = 𝐷 𝑝𝑙𝑒𝑛𝑢𝑚 = 2.5 𝑖𝑛4 12 𝑖𝑛 = .0016. Therefore the term (1 − 𝛽 4 ) ≅ 1 and can safely be neglected. The max pressure ratio across the orifice will be 0.78, and so the max compressibility factor 𝑌 will be 1 𝑌 = 1 − (0.351 + 0 + 0) (1 − (0.78)1.4 ) = 1 − .023868 = 0.98 For design applications, this too can be neglected. Result Orifice Dia Max Q Min Q in cfm cfm 2.4 215.3 131.0 2.0 149.5 91.0 1.6 95.7 58.2 1.3 63.2 38.4 1.1 45.2 27.5 0.9 30.3 18.4 References [1] International Organization of Standards - ISO 5167-1:2003 Measurement of fluid flow by means of pressure differential devices. Page | xiii Appendix F: Main Chamber Sizing Analysis Summary The object of this analysis is to test whether the thickness of the material used to construct the main box is sufficient against to all of the loads during the operation of the flow bench. The material was preliminary chosen as 0.5 in plywood, which is the thinnest standard size of good quality wood panel. Going to the thicker one will lead to more expensive and heavier to be picked up by one person. Therefore, the main chamber must be as inexpensive, light and strong as possible. The expected result of this analysis is the location and magnitude of the maximum displacement on the main chamber. Results Maximum displacement is 0.028 in, happens at the middle point of the top plate of the main box. Formulation Given: A 0.5” thick cabinet is made from plywood. The cabinet has two chambers, each chamber will support the pressure as in figure F1. A 20lb engine head is placed on top of the cabinet. Wengine head = 20 lbf P1 = 28 in H2O P2 = 35 in H2O Figure F1. Main box structure and the applied loads Find: The location and magnitude of the maximum displacement Page | xiv Assumptions: The modulus of elasticity of wood is 30MPa and the poison ratio is 0.33 All of the joins are perfectly rigid Solution: A finite element analysis was performed using ABAQUS. Since the structure is symmetry, only half of the model was used in the analysis with appropriate boundary conditions. Analysis type: static with linear geometry deformation A fixed boundary condition (Ux = Uy = Uz = 0) was applied to the bottom of the chamber and a symmetry boundary condition was applied to all of the edges on the symmetry plane as shown in figure F2 Figure F2. Boundary conditions Three loads were applied to the model. A pressure load equivalents to the load from a 20lb engine head was apply to a portion on the top surface of the box. A negative 28inH2O pressure load was applied to the upper chamber. A negative 35inH2O pressure load was applied to the lower chamber (Figure F3) Figure F3. Applied pressure for the structure Page | xv 4-node shell element type was used. The Von Mises stress study converges to a model of 4443 elements. Results: Figure F4. Total displacement of the structure with a displace scale factor of 100 (the unit in the legend is millimeter) The maximum displacement is 0.028 in (0.7226 mm), which is very small compared to the size of the main chamber (16 in x 19 in x 21.5 in). The location of the maximum displacement is at the middle point of the top plate of the main box. Page | xvi Appendix G: Pump Size Analysis Summary This analysis aims to determine the pump pressure in feet (head) required to maintain a negative or positive pressure (relative to atmospheric) of 28 inches water column at the test plenum with a flow rate capacity of 160 cfm. This result will be used as the maximum operating condition when selecting the blower. The result should be in the form of a pressure value in inH2O. Result= 34.13 inH2O The result is reasonable, and is low enough that the team will be able to select a pump with the required capabilities and is in budget. These conditions represent the maximum capacity requirements the pump will see. Losses in the system are approximate, so the final pump chosen should be oversized by at least 1.3. Evaluation Given The device shown below represents the ductwork of the flow testing device. Conditions at point 1 are test conditions, with a test pressure of 28inH2O. Point 2 is atmospheric. Schematic (1) (2) Page | xvii Assumptions Air properties are taken relative to normal temperature and pressure (NTP) which is 20 °C and 14.7 psia, respectively. (i.e., a differential pressure of 1 psi would mean an absolute pressure of 13.7 psia.) Air velocity inside the first and second plenum, and outside the flow bench, is assumed to be 0, due to the relatively small diameter of the orifices and pipes. Density change within the flow bench is assumed to be 0 (for example, no density change between plenum 1 and plenum 2). There is no leakage in the system, so the same volume air will flow through all components. Given Test pressure, 𝑃𝑇 = 28 𝑖𝑛𝐻2 0 Volume flow rate at max capacity, 𝑄 = 160𝑐𝑓𝑚 Pipe diameter, 𝐷 = 3.5 𝑖𝑛 Max orifice pressure drop, ∆𝑃𝑂𝑅𝐼𝐹𝐼𝐶𝐸 = 8 𝑖𝑛𝐻2 0 Required Suction pressure required by the pump to maintain a test pressure of 28 inH2O and a volume flow rate of 160 cfm. Solution The governing equation for this system is the standard fluid energy equation [𝑃 + ̅ ̅ 𝜌𝑈 𝜌𝑈 + 𝛾𝑧] = [𝑃 + + 𝛾𝑧] + 𝑃𝐿 − 𝑃𝑝 2 2 1 2 ̅ is the mean velocity, 𝛾 is the dynamic viscosity, and 𝑧 where 𝑃 is the pressure, 𝜌is the density, 𝑈 is the elevation above a reference height at a particular point (1, 2) in the system. 𝑃𝐿 and 𝑃𝑝 are the total system pressure losses and the required pump pressure. The pressure losses in the system come from the drop across the orifice plate meter (∆𝑃𝑂𝑅𝐼𝐹𝐼𝐶𝐸 ), as well as the sudden contraction, the 900 elbow, and the sudden expansion between (2) and (3). The pressure loss across each of these elements is 𝑃𝐿 = 𝐾𝐿 ̅2 𝜌𝑈 𝜌8𝑄 2 = 𝐾𝐿 2 4 2 𝜋 𝐷 where the individual 𝐾𝐿 values are taken from [1] as 𝐾𝐿,𝑆𝐶 = 0.45 Page | xviii 𝐾𝐿,𝑆𝐸 = 1 − 𝐴2 ≈1 𝐴1 𝐾𝐿,𝐸𝐿𝐵𝑂𝑊 = 0.3 𝐾𝐿,𝐴𝑖𝑟𝑏𝑜𝑥 = 4.0 (𝑐𝑜𝑛𝑠𝑒𝑟𝑣𝑎𝑡𝑖𝑣𝑒 𝑎𝑠𝑠𝑢𝑚𝑝𝑡𝑖𝑜𝑛 The pressure drop across the orifice is ∆𝑃𝑂𝑅𝐼𝐹𝐼𝐶𝐸 = 𝜌𝑄 2 (𝐶𝑑 𝐴𝑜 )2 The density inside the flow bench is assumed constant and is 248.72 𝑃𝑎 101,325 𝑃𝑎 − 28 𝑖𝑛𝐻2 0 ∙ 𝑃 𝑘𝑔 1 𝑖𝑛𝐻2 0 𝜌= = = 1.12 3 𝐽 𝑅𝑇 𝑚 (287.04 ) (293.15 𝐾) 𝑘𝑔 ∙ 𝐾 The max pressure drop across the orifice is 8 inH2O as per previous analysis. Taking 𝑈at both points and the pressure at (4) to be 0, and taking the reference height to be 𝑧4 , required pump pressure reduces to 𝑃𝑝 = 𝑃𝐿 − 𝑃𝑇 − 𝛾𝑧1 = 𝐾𝑄 2 − (𝑃𝑇 + 𝛾𝑧1 ) where 𝐾 = ∑ (𝐾𝐿 𝜌8 𝜌 𝜌8 𝜌 )+ = (𝐾1 + 𝐾2 + 𝐾3) 2 4 + 2 4 2 (𝐶𝑑 𝐴𝑜 ) (𝐶𝑑 𝐴𝑜 )2 𝜋 𝐷 𝜋 𝐷 = (0.45 + 1 + 0.3 + 4.0) 1.12 𝑘𝑔 ∙8 𝑚3 𝑚 4 𝜋 2 (3.5 𝑖𝑛 ∙ 0.0254 𝑖𝑛) 𝑘𝑔 = 266,500 7 𝑚 1.12 + 𝑘𝑔 ∙8 𝑚3 (0.6)2 ∙ 𝜋 2 (2.4 𝑖𝑛 ∙ 0.0254 𝑚 4 𝑖𝑛) These equations allow for a quadratic system curve 𝑃𝑠𝑦𝑠 = 𝑃𝑝 = 𝑓(𝑄 2 ), which shows the relationship between volume flow rate and pump pressure for any value of 𝑄. 𝑃𝑝 = 266,500 𝑄 2 − (−28 𝑖𝑛𝐻2 0 ∙ 248.72 𝑃𝑎 + ~0) = 266,500 𝑄 2 + 6964.16 𝑃𝑎 1 𝑖𝑛𝐻2 0 For the max flow rate conditions, the pump pressure is Page | xix 2 𝑚3 1 𝑠 𝑃𝑝 = 208,046 (160 𝑐𝑓𝑚 ) + 6964.16 𝑃𝑎 = 8464.24 𝑃𝑎 2118.8 𝑐𝑓𝑚 Result= 34.13 inH2O References [1] Okiishi, Wade W. Huebsch. Fundamentals of Fluid Mechanics, 6th Edition Page | xx Appendix H: Digital Manometer Specifications Page | xxi Appendix I: Actuator Specifications Page | xxii Appendix J: Experiments Repeatability evaluation experiment Background: The flow bench created by the team hasn’t got any specifications available relating to the reliability of the measurement. The reliability of the device is based on the variation in measurement taken by the device on the same item and under the same conditions, or, in other words, its repeatability. The device does not have a predetermined reliability and, because it is one of the top priorities of the device, it was necessary to determine the repeatability of measurements. Apparatus: The test for this experiment consisted of a calibrated orifice plate where the diameter of the orifice hole is 2.4 inches. The calibrated orifice plate was bolted into the mount of the device so that the holes were concentric. The gasket was wrapped around to avoid the leaking gas. The flow bench was set up for the biggest orifice inside the device. Theory: As the diverter was slowly opened to create different pressures, the computer connected to the flow bench determined the volume flow rate at a certain test pressure. The recorded data gave us the curve depending of the volume flow rate to the test pressure. After the first set of data was done, the orifice plate was disassembled and reassembled to avoid systematic error. The test was performed again, and three different sets of data were recorded. The curves were compared to determine the repeatability of the flow bench. Data: Figure J1 demonstrates three curves of the volume flow rates at different test pressures. These experiments were considered to have the same testing conditions, as the air temperature, ambient pressure, and tested item remained the same throughout. Page | xxiii Differential Pressure, inH2O 4 3.5 3 Trial 1 Trial 2 2.5 Trial 3 2 1.5 80 90 100 110 120 130 140 Volume Flow Rate, cfm Figure J1. The volume flow rate at different test pressures for three trials. Conclusion The table shows that, under the same testing conditions (temperature, ambient pressure, humidity, tested item), the results exactly matched with each other. The repeatability meets the PDS requirements as it reaches 95%. This information validates that the device is reliable. Page | xxiv Appendix K: Bill of Materials This section contains the bill of materials (BOM) including all expenditures for building the prototype flow testing device. The BOM is organized by subsystem (DAQ, Main Box, Air Box, and Other) and includes the item function, the manufacturer (Mfg), the product or pin number (P/N), the source the team acquired the part from, and the total cost of the part. The total subsystem cost is stated at the bottom of each table. Table K1. Bill of material Page | Table K1. Bill of material (cont.) Page | i Table K1. Bill of material (cont.) Page | ii Appendix L: Project Plan Table L.1 shows the project plan followed by the team. Major projects are labeled in bold. A summary of symbols is found at the bottom of the table. Table L.1. Project Gantt chart. Page | Appendix M: User Manual FSAE Flow Testing Device User Manual Contents Safety ...........................................................................................................................................xxx Warning: Risk of electric shock .............................................................................................xxx Warning: Wear ear protection ................................................................................................xxx Setting up an experiment ........................................................................................................... xxxi Setting up the Main box ....................................................................................................... xxxi Setting up the software......................................................................................................... xxxi Running the experiment ............................................................................................................ xxxii Running the Labview Program ........................................................................................... xxxii Taking measurements ........................................................................................................ xxxiii Controlling test pressure .................................................................................................... xxxiii Page | Safety Warning: Risk of electric Shock. Do not open the Electrical Box while the device is plugged in to a wall outlet. Ensure all switches are set to off in between experiments. Do not operate if there is any visible wear to wires Warning: Wear ear protection. Noise levels while the pump motor is running exceed 85 dB. Wear ear protection at all times when the device is in use. Page | i Setting up an Experiment Setting up the Main Box Begin each experiment by firmly attaching the DUT to the top plate using the provided bolts and sleeves. Select the orifice meter you will use, ensuring the other two orifices on the particular plate are firmly blocked using the supplied plugs as shown in figure 1. Figure M.1. Orifice plate meter Use the supplied wing nuts and bolts to secure the orifice plate meter into the Main Box divider. Ensure the chamfer is on the upwind side of the orifice plate. Close the door and secure with the toggle clamp latches. Setting up the Software Open the Labview file named “FSAE_Flow_Testing_Device” and select the “Experiment Setup” tab. Choose the file path you wish to save experimental data to using the Save Path control below by either typing the desired path or clicking on the icon and selecting the desired save path. Page | ii Next, fill in the field of Number of data points, which is the number of samples which will be collected each time the “Collect” button is pressed, Misc, which can be anything from the trial number to the number orifice plate you are using. Finally, adjust the atmospheric pressure if necessary. Next, select the orifice you are using by the number written on the orifice plate in the “Orifice #” control. If you are not using one of the supplied orifices, then select “0” and enter custom data for the orifice diameter, discharge coefficient, and max and min flow rates. Finally, click on the “User Interface” tab in the top left corner. Running the experiment Running the Labview Program Plug the two power cables into wall outlets. The black plug corresponds to the low voltage devices and can be plugged into any wall outlet. The white plug if for the pump, and must be plugged into an outlet that can supply up to 16 A. If possible, use different circuits for each plug. The LED’s on the toggle switches on the front of the Electrical Box should be red. Flip the left toggle switch up, so that the color changes to green. Open the Interface tab and press the “run program” button on the Labview toolbar. Page | iii Check to make sure there are voltage readings from the DAQ and all indicators show 0 +/-0.2V except the temperature, which should read room temperature. Taking Measurements Turn on the blower by flipping the bright red switch on the right side of the electrical box. Once the graphs on the right side of the Interface shows steady state, press the collect button. Repeat if necessary. Controlling Test Pressure If you would like to adjust the test pressure, first make sure the “Controller OFF” indicator is red. Then turn on the right toggle switch on the Electrical Box. Type the test pressure you desire into the “Desired Test Pressure,” control in the interface, and then enter the tolerance in the “tolerance” control. Press the “Controller OFF” button so it changes to “Controller ON.” Note: this can only decrease the test pressure, not increase it. Page | iv Appendix N: Part Drawings Pump dimensions (from www.ametekfsm.com) Page | Engine Bore Adaptor Page | i Engine Mount Page | ii Orifice plate Page | iii Pump outlet flange Page | iv Pump spacer Page | v Actuator mount Page | vi Connecting shaft Page | vii Main box woodwork Page | viii Main box woodwork (cont.) Page | ix Main box woodwork (cont.) Page | x Main box woodwork (cont.) Page | xi Main box woodwork (cont.) Page | xii Air box woodwork Page | xiii Air box woodwork (cont.) Page | xiv Air box woodwork (cont.) Page | xv