Oxyfuel Capture Technology
International Training Programme on Clean Coal Technologies and
Carbon Capture and Storage: Learning from the European CCT/CCS
Experiences, Trichy, India, 31st October to 3rd November 2012
Saravanan Swaminathan, Gerry Hesselmann
Plant Group R&D
Our Vision
Enabling energy to realise opportunities for
our customers and the world we live in.
1
Heritage
1891
1979
2006
1859
1993
1928
Babcock
Škoda
Power
Lentjes
Babcock &
Wilcox
established
1998
2004
2009
2011
2009
2005
Babcock
Power Ltd
formed
Engineering
workshop
founded
Acquired
by Doosan
to become
Doosan
Babcock
Energy
Skoda
Skoda Company
daughter Energo becomes
companies formed Skoda Power
privatised
Ferdinand Lentjes
founds boiler
manufacturing
company
Lentjes
GmbH
formed
Doosan
Power Systems
is formed
bringing Skoda
and Babcock
together
Acquired by
Doosan
Acquired by
Doosan Power
Systems and
renamed
Doosan Lentjes
2
Products and Services
Doosan Heavy Industries
Doosan Power Systems
CEO JM Aubertin
Boiler & Air
Pollution Control
Doosan Babcock
Doosan Lentjes
Turbogenerators
Skoda Power
Turnover 2011: £800m
Employees:
5,800
Plant
Service
Doosan Babcock
3
3
Outline
Oxyfuel Technology Overview
Air Separation and CO2 Processing
Proof of Concept Testing
Demonstration of Oxyfuel Combustion System
Thermal Performance
Plant Demonstration
Safety Issues
4
Oxyfuel Technology
Overview
CO2 Capture – Oxyfuel Technology
Oxyfuel is based on the removal of nitrogen from the combustion process
N2 removed from air prior to combustion in an
Air Separation Unit (ASU)
Oxidant is nearly pure O2 (over 95%)
Recycle flue gas is used to
Moderate the high temperatures arising from
combustion with oxygen → replicate radiant heat
transfer in air-fired plant
Maintain volumetric flow through the boiler →
replicate convective heat transfer in air-fired plant
Flue gas contains a high level of CO2
CO2 typically over 75%v/v dry basis
Simple compression process for purification and
capture
6
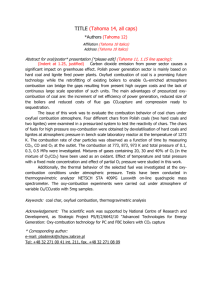
CO2 Capture – Oxyfuel Technology
The oxyfuel process comprises of three basic blocks – the Air Separation Unit (ASU),
the boiler and turbine island, and the CO2 compression & clean-up plant
7
Illustration courtesy of Vattenfall
CO2 Capture – Oxyfuel Technology
Power consumption in the ASU and CO2 compression plant dominate the operating
costs of an oxyfuel plant
Baseline
Generated Power (MWe)
625.2
Oxyfuel
634.4
Slight increase in gross power generated
due to recovery of compression heat into
feed water heaters
Slight reduction in boiler island auxiliary
power due to SCR being out of service for
oxyfuel firing; more than compensates for
FGR fan power
Auxiliary Power (MWe) for Boiler & Turbine
Island
48.4
45.8
ASU Power (MWe)
0.0
77.3
CO2 Compressor Power (MWe)
0.0
63.1
Power Dispatched to Grid (MWe)
576.8
448.2
Reduced power output from is equivalent to
a reduction in efficiency of ~10 %age
points; improvements in integration and
ASU / CO2 compression lead to an
estimated 6 %age point reduction for the nth
plant
8
CO2 Capture – Oxyfuel Technology
Oxyfuel is one of the most promising capture technologies
Relatively simple process
ASU, boiler island, gas clean-up & compression, FGR
No impact on steam cycle
Uses existing power plant technology (well proven components)
Can be retrofitted to existing plant or installed as new build
Minimal impact of oxyfuel firing on boiler thermal performance
Boiler designed for air-firing can operate under oxyfuel, without pressure part modifications
Potential to avoid requirement for FGD and/or SCR
Capture of NOx and SOx is integral to the CO2 compression process
Can be designed to fire a wide range of fuels
Robust to changes in fuel quality
Costs are comparable to the other CO2 capture technologies
Power consumption of ASU is significant, but penalty is similar in magnitude to steam consumption in PCC
Key to the success of oxyfuel technology is it’s demonstration
Combustion system, burners
Thermal performance
9
CO2 Capture – Oxyfuel Technology - Doosan Power Systems Activities
For 20 years, Doosan Power Systems has been a leading player in the
development of oxyfuel technology.
1992 to
1995
Proof of concept
testing at
0.55mmBtu/h
(160kWt) scale –
several “first’s”
(Renfrew, Scotland)
2005 to
2008
Numerous high
level feasibility
studies for retrofit
and new-build
oxyfuel
installations.
Development of
thermal
performance
prediction models.
2007 to
2009
Fundamentals and
underpinning
technology
development
2008 to
2010
Full scale
demonstration of an
OxyCoalTM burner
on bituminous coal
at 136mmBtu/h
(40MWt) (Renfrew,
Scotland)
2011 to
2012
Full scale demo of
OxyCoalTM burner
on lignite at
102mmBtu/h
(30MWt) (Schwarze
Pumpe, Germany)
FEED studies for
Young Dong and
Janschwalde
Collaborative R&D
projects.
10
Air Separation and CO2 Processing
A Quick Overview
(With thanks to Vince White, Air Products)
3rd APP OFWG Oxy-fuel Capacity Building Course, 11-12th September 2011, Queensland, Australia
http://www.newcastle.edu.au/project/oxy-fuel-working-group/capacity-building-courses/Australian-Course-2011.html
12
13
14
15
16
17
18
19
20
21
22
23
24
25
Proof of Concept Testing
160kWt Pilot Scale Tests
“Proof of Concept” Testing
Over the period 1992 to 1995, the project “Pulverised Coal Combustion System for
CO2 Capture” demonstrated the viability of the oxyfuel process
Retrofitted 160kWt test facility to
oxyfuel firing
Demonstrated oxyfuel firing concept
– CO2 typically 80 to 85%v/v dry; 95% max
– NOx reduces with flue gas recycle rate
– Early data on slagging and fouling effects
(world-first by “industry”)
– Early data on impact of oxyfuel on ash
pozzolanic activity (world-first)
– Smooth transition from air to oxyfuel
firing
– Many practical lessons learned
27
Emissions Reduction Test Facility
Test facility relocated and extensively upgraded
Oxygen Supply
FGR
Heater
SCR Unit
Coal Feeder
CO2 Supply
Combustion
Chamber
FGR Fan
ESP
28
NOx & SO2 Capture
Further testing was undertaken in the period 2007 to 2009 with Air Products. Almost all the
NOx and SO2 is captured in the first compression stage of the CO2 compression & clean-up
plant – the first time their process was demonstrated with “real” flue gas.
Inlet
Outlet
SO2
NOx
RIG
29
Demonstration of Oxyfuel Combustion System
Full Scale Component Tests - Renfrew
Demonstration of Combustion System – Importance
Real projects give us the essential experience to commercialise oxyfuel
It is only by undertaking “real” projects that we learn to make the hard decisions
It is too easy to put off decisions in paper studies
From Doosan Power System’s perspective, we have gained valuable practical experience
during the engineering of our test facility oxyfuel retrofit, even before we started testing
It is only by undertaking “real” projects that we can gain confidence in a process
The prospect of massive quantities of nearly pure O2 and CO2 in a utility environment is a
frightening one for the uninitiated
Experience of the process allows those fears to be rationalised and properly addressed
It is only by undertaking “real” projects that we can commercialise the technology
No matter how much information and experience we gain from reduced scale facilities,
there is always a degree of uncertainty in the performance of the “first-of-kind” full scale
plant
Until we are fully confident in our design process it is impossible to deliver a plant under
truly commercial conditions with performance guarantees
31
Demonstration of Combustion System – OxyCoal-2
The OxyCoal-2 collaborative project was led by Doosan Power Systems and supported by the
Department of Energy and Climate Change.
Lead Company
Prime Sponsor
University Participants
UK Government Support
Sponsors
32
Demonstration of Combustion System – Test Facility
Doosan’s 90MWt test facility in Renfrew, Scotland allows the testing of full-scale burners
firing pulverised coal, heavy fuel oil, or natural gas. The facility was upgraded for oxyfuel
firing in 2009.
33
Demonstration of Combustion System – “Virtual Tour”
34
Demonstration of Combustion System – OxyCoalTM Burner
The 40MWt OxyCoalTM burner design is based on our existing knowledge, experience
and expertise of low NOx air-fired burner technology.
Design based on our current Mk III low NOX axial
swirl burner
Proven design with over two decades of operational
experience in numerous coal-fired boilers worldwide
Applicable to new build and retrofit coal-fired boilers.
Volumetric flow of the primary gas for oxyfuel firing
maintained as per air firing
Coal transport considerations
Oxygen content of the primary gas controlled to
21%v/v dry
Safe operation of coal milling plant
Overall stoichiometric ratio controlled to ~1.2
Maintain combustion efficiency
Flue gas recycle rate chosen on consideration of the
adiabatic flame temperature and furnace heat
transfer characteristics
35
Demonstration of Combustion System – Test Overview
Full-scale testing of the Doosan Power Systems’ 40MWt OxyCoal™ combustion
system: Burner Proving (Q3 and Q4 2009) Parametric Testing (Q1 and Q2 2010)
Isothermal testing to characterise the
aerodynamics of the OxyCoalTM burner
Flow split vs. damper setting
CFD burner model validation
Burner proving tests to demonstrate
Flame stability
Operation and controlability
Air to oxyfuel transition
Start-up, load change, and shutdown
Parametric tests to investigate
Emissions
Combustion efficiency
36
Demonstration of Combustion System – Air to Oxyfuel Transition
Safe and smooth transitions between air and oxyfuel operation were demonstrated,
with realistic CO2 levels achieved (in excess of 75% v/v dry, and up to 85% v/v dry)
37
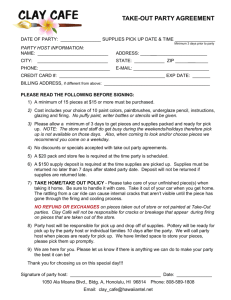
Demonstration of Combustion System – Turndown
40MWt OxyCoal™ burner turndown proven from 100% load to 40% load
40MWt
32MWt
24MWt
20MWt
16MWt
Stable rooted flame maintained for all loads
down to 40% with coal ignition within the
burner throat/quarl
Comparable turndown to Doosan Power
Systems’ commercially available air firing low
NOX axial swirl burners
38
Demonstration of Combustion System – NOx
NOx, expressed as mg/MJ, is significantly lower (approximately 50%) under oxyfuel
firing compared to air firing
39
Demonstration of Combustion System – SO2
SO2, expressed as mg/MJ, is significantly lower (approximately 25%) under oxyfuel
firing compared to air firing
40
Demonstration of Combustion System – Combustion Efficiency
Combustion efficiency, as expressed by Carbon in Ash (CIA) and CO, is comparable
for air and oxyfuel firing
41
Demonstration of Combustion System – Summary
The results from successful testing demonstrate Doosan Power Systems’ pioneering
expertise in the carbon capture field and mark a major step towards making full-scale carbon
capture a reality
A
full scale 40MWt OxyCoal™ burner was successfully
demonstrated on air and oxyfuel firing, achieving safe and
stable operation across a wide operational envelope
Air Firing
Oxyfuel
flame stability and flame shape was comparable to air
firing experience
Safe
and smooth transitions between air and oxyfuel
operation were demonstrated
Realistic
CO2 levels were achieved (in excess of 75% v/v dry,
and up to 85% v/v dry)
Oxyfuel Firing
OxyCoal™ burner turndown proven from 100% load to
40% load – a comparable turndown to Doosan Power Systems’
commercially available air firing low NOX axial swirl burners
40MWt
NOx
and SO2 is significantly lower under oxyfuel firing
compared to air firing
Combustion
efficiency under air and oxyfuel conditions, as
expressed by CIA and CO, is comparable
42
Demonstration of Oxyfuel Combustion System
Full Scale Component Tests – Schwarze Pumpe
Demonstration of Combustion System - Schwarze Pumpe
Project execution by Doosan Power Systems in close collaboration with Vattenfall Europe
Technology Research GmbH
Doosan Power Systems has joined the Technology
Partnership for the Oxyfuel Pilot Plant (OxPP) project
– Agreement signed between Vattenfall Europe Technology
Research GmbH and Doosan Power Systems in December 2010
Doosan Power Systems is responsible for providing a
30MWth OxyCoal™ burner for testing on the 30MWth pilot
plant in Schwarze Pumpe, Germany.
30MWth OxyCoal™ Burner Test Plan
– Start-Up
– Air Firing
– Air to Oxyfuel Transition
– Oxyfuel Firing
– Oxyfuel to Air Transition
– Shutdown
44
Demonstration of Combustion System - Schwarze Pumpe
Doosan Power Systems OxyCoal™ burner design is based on our existing knowledge,
experience and expertise of low NOX air-fired burner technology.
Doosan Power Systems 40 MWth
OxyCoal™ Burner for Clean Combustion
Test Facility (CCTF), Renfrew, Scotland
Doosan Power Systems 30MWth
OxyCoal™ Burner for Oxyfuel Pilot Plant
(OxPP), Schwarze Pumpe, Germany
– Multi-fuel Burner Test Facility
– Pilot Plant
– Intermittent operation
– Continuous operation
– Igniters Combustion Engineering pre-mixed
gas flame system
– DURAG high energy spark igniter
– Heavy fuel oil light-up burner
– Pulverised fuel
– Pulverised fuel
» Kellingley (UK bituminous coal)
» El Cerrejón (Columbian bituminous coal)
– Common windbox
– Gas light-up burner
» BKS (German lignite coal)
– Individual ducts
» Secondary oxidant
» Tertiary oxidant
» Secondary oxidant
– Automatic actuated swirlers
» Tertiary oxidant
– Siemens Power Plant Automation T3000
(SPPA-T3000) web-based instrumentation &
control (I&C) system
– Manual adjustment swirlers
– National Instruments Supervisory Control
and Data Analysis (SCADA) system
45
Demonstration of Combustion System - Schwarze Pumpe
Testing of the Doosan Power Systems’ 30MWth OxyCoal™ burner:
First Tranche: October to December 2011 – 9 weeks
Second Tranche: February to July 2012 – 18 weeks
Operational tests will determine the global
performance of 30MWth OxyCoal™ burner
and Oxyfuel Pilot Plant (OxPP).
Comparison and analysis of results over a
range of conditions will identify clear,
definitive trends of burner operating
behaviour.
Fundamental tests will allow detailed
mapping of the combustion conditions at
well defined operating points.
Evaluation will provide greater
understanding of the combustion
operation at discrete points and the
underlying mechanisms responsible.
46
Demonstration of Combustion System - Schwarze Pumpe
Doosan Power Systems’ burner operated in air firing mode, standard oxyfuel mode, and
expert oxyfuel mode
OxyCoal™ Burner Testing
– Air Firing Mode
– Standard Oxyfuel Firing Mode
– Expert Oxyfuel Firing Mode
47
Demonstration of Combustion System - Schwarze Pumpe
Parametric tests during 2011 and 2012 demonstrated oxyfuel firing over a wide
operating envelope
48
Demonstration of Combustion System - Schwarze Pumpe
Video and thermography of the flame captured during testing for oxyfuel firing with high
and low FGR, and air firing
Oxy Firing
Oxy Firing
(FGR O2 = 24%vol)
(FGR O2 = 30%vol)
Stable rooted flame at all conditions
Comparable flame shape for air & oxyfuel
Reducing FGR increases flame temperature
Air Firing
49
Demonstration of Combustion System - Schwarze Pumpe
Operation of the Doosan Power Systems’ OxyCoal™ burner in the Oxyfuel Pilot Plant for
~2800 hours during 2011 and 2012
Automatic control modified to demonstrate safe and smooth transitions between
air and oxy firing, and vice versa
300 hours operation of the OxyCoal™ burner on air firing
2500 hours operation of the OxyCoal™ burner on oxy firing
Steady oxy firing operation for extended periods - a requirement for parallel test
measurements
Combustion performance optimised to achieve set targets
– O2
< 3 vol% (wet)
– NOX <120ppm (air)
<380ppm (oxy)
– CO <40ppm (air)
<80ppm (oxy)
50
Thermal Performance
Impact of the Oxyfuel Process on the Boiler
Heat Transfer in Oxyfuel Boilers
Recycle flue gas flow rate can be used to vary radiant and convective heat transfer
Increased recycle flow
leads to:
Greater mass per unit
heat input → lower
adiabatic flame
temperature and less
radiant heat transfer
Greater mass flow
through boiler → higher
gas velocity and more
convective heat transfer
52
Source: IFRF Report F98/y/1
Thermal Performance - Issues
Radiant heat transfer in the furnace is the dominant factor in coal fired utility boiler
design
Key factors include
– Furnace geometry (beam length)
– Gas extinction coefficient (depends on particulate material & non-luminous gases)
– Heat release profile
Design tools include
– Simple “1-D” semi-empirical models (e.g. Doosan’s SteamGen code)
– Engineering performance models (e.g. Doosan’s HotGen code, uses Hottel’s zone method)
– Computational Fluid Dynamics (e.g. commercial codes, such as ANSYS-FLUENT)
– All these tools have been adapted to be capable of simulating oxyfuel plant
– …………but all these tools need good quality data for validation
53
Test Experience
Test experience with the DPS 40MWt
OxyCoalTM burner shows that flame
shape, length, and luminosity are broadly
similar for air and oxyfuel firing; FGR rate
has some impact
54
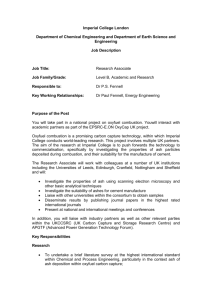
Test Experience
500
450
400
Heat Flux
350
300
250
200
Lower heat flux near
burner for oxyfuel firing
due to lower adiabatic
flame temperature arising
from FGR vs. air flowrate
150
100
50
Drop in heat flux occurs
at the same point,
suggesting comparable
flame length for air and
oxyfuel
Comparable heat flux
towards furnace exit
0
0
2
4
6
8
10
12
14
16
Axial Distance From Burner
Air
Oxy - FGR low
Oxy - FGR medium
Oxy - FGR high
55
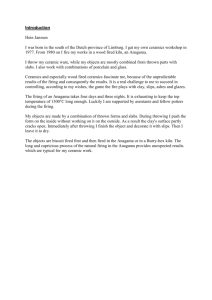
Limitations of Test Facilities
Plant scale demonstration is needed to verify thermal performance on oxyfuel fired boilers
Triatomic Gas Emissivity Comparison
0.9
Small-scale test furnaces cannot
adequately replicate the radiation
processes in utility plant
– Realistic mean beam lengths
– Estimation of extinction coefficient
– Pendant (radiant) superheaters
– Volumetric utilisation of the furnace
Large Test
Facilities
Oxyfuel Firing
0.7
0.6
Gas Emissivity (-)
Specific issues include
Utility Boiler Furnaces
0.8
0.5
Air Firing
0.4
0.3
0.2
0.1
0
0
5
10
15
20
25
30
Mean Beam Length (m)
56
Illustrations: DPS, Vattenfall, T Wall
Oxyfuel Plant Thermal Performance
Basis
– 600MWe supercritical coal fired boiler
– Opposed wall fired
– Overfire air
Assumptions (HotGen model)
– Same flow distribution between burners and overfire air ports
– Same heat release profile (based on test experience)
– Gas extinction coefficients calculated from gas composition and particle concentration &
size distribution (similar soot content in flame based on observed flame luminosity during
burner tests)
– Same deposition in furnace and convective pass (surface emissivity, thermal resistance)
57
Oxyfuel Plant Thermal Performance
Modelling shows a modest impact on thermal performance arising from oxyfuel at the
operating conditions simulated
Compared to air firing, the oxyfuel fired plant has: Higher arch level gas temperature
Higher heat absorption to the furnace walls
Higher heat absorption to the platen superheater
Similar furnace exit gas temperature, FEGT
Lower gas temperatures and heat absorption further downstream in the gas pass
Higher local gas temperatures throughout the lower furnace, with less variability in the burner belt
Higher incident heat fluxes to the furnace walls
The predicted impacts on thermal performance arise from the increased gas extinction coefficients
and the lower flue gas mass flow rate through the boiler under oxyfuel firing conditions
The predicted impacts are small compared to day-to-day variability due to ash deposition
A boiler designed for air firing can operate in oxyfuel firing mode without change to the boiler
Demonstration at plant scale required to verify this conclusion
58
Plant Demonstration
Doosan Power Systems Activities
Plant Demonstration – Young Dong Unit #1
KOSEP’s Young Dong PS has been selected to host a 100MWe oxyfuel demonstration
Unit #1
125MWe
Downshot boiler firing domestic
anthracite and heavy fuel oil
In-service 1973
OEM was Babcock Hitachi KK, boiler
was built under license from Doosan
and is on our reference list
Steam Conditions
Evaporation (tonne/h)
420
Main Steam Pressure (bar)
128.5
Main Steam Temperature (°C)
541
Reheat Steam Pressure (bar)
30.9
Reheat Steam Temperature (°C) 541
Cycle Efficiency
36%
60
Plant Demonstration – Young Dong Unit #1
The project objectives are to convert the boiler to bituminous coal firing, and to demonstrate
oxyfuel technology.
The project was arranged in 3 parts. Project 2 was led by DHI using DPS OxyCoalTM
combustion technology. DPS were responsible for the Front End Engineering Design.
Project 1 : KEPRI & Daesung
Power Generation
Project 2 : Doosan HI
Flue gas
treatment system
Project 3 : KIMM/Cottrell
Air
N2
Stack
ASU
Coal
H2O
Separation
Air
O2
Wet FGR
Dry FGR
No Stack
CO2
CO2 and/or H2O
61
Source : KEPRI
Plant Demonstration – Young Dong Unit #1
The feasibility stage of the project examined three options for the deployment of oxyfuel
firing to the plant. Retrofit Case 2 maximizes the use of existing components and was
selected.
Source : KEPRI
62
Plant Demonstration – Young Dong Unit #1
Proposed site layout
ASU & CPU
Coal Yard
Ash Pond
FGD
ESP
Boiler Island
TBN & Gen
Source: KEPRI
63
Plant Demonstration – Young Dong Unit #1
Detailed furnace thermal performance assessment of OxyCoalTM combustion system using
DPS in-house codes BWHOT (Furnace) and SteamGen (Convective Pass). Results show
that the heat exchange surfaces behave similarly in Air and Oxyfuel firing mode.
Thermal
Oxyfuel firing
performance analysis
was performed for Air and
Oxyfuel firing
Air firing
Models
calibrated to air
firing performance
(downshot configuration)
Predictions
undertaken for
air and oxyfuel firing (wall
firing configuration)
Design
performance
achieved across full load
range (final steam
conditions achieved)
Improved
heat flux
distribution (lower peaks)
for oxyfuel firing
As
Furnace
Super heater
Re-heater
Economizer
a result of applying
OxyCoalTM technology there is no
requirement to change or modify
plant convective pressure parts
64
Plant Demonstration – Janschwalde
Vattenfall had planned to build a 250MWe oxyfuel fired supercritical boiler at Janschwalde
PS in Eastern Germany – project recently cancelled
250MWe
Opposed wall boiler firing pre-dried
lignite
New build
Steam Conditions
Evaporation (tonne/h)
640
Main Steam Pressure (bar)
286
Main Steam Temperature (°C)
600
Reheat Steam Pressure (bar)
51
Reheat Steam Temperature (°C)
610
Photo montage - Vattenfall
65
Plant Demonstration – Janschwalde
European project
Boiler island bid on fully commercial terms
Pre-dried lignite with indirect firing system.
100% output with air firing or oxyfuel operation.
Client’s specification has conservative FEGT for
lignite (slagging concern) and precludes furnace
platen superheater surface.
12 DPS OxyCoalTM burners with individual
burner rating of 174mmBtu/h (51MWt)
Oxygen injection into secondary flue gas
recycle to burner windboxes.
Primary flue gas recycle used for fuel transport
only (no mills).
Overfire air system to achieve NOx emission
limit when air firing.
66
Safety Issues
CO2 & O2
Safety Issues - CO2
Can we be sure that we will never exceed safe levels of CO2?
Most of plant will operate under
suction
The Dangers of Carbon Dioxide
1000ppm
0.1%
Prolonged exposure can affect powers of concentration
5000 ppm
0.5%
10,000ppm
1%
The normal international Safety Limit (HSE, OSHA)
8 hours
Your rate of breathing increases very slightly but you
probably will not notice it.
15,000ppm
1.5%
The normal Short Term Exposure Limit (HSE,
OSHA)
15 minutes
20,000ppm
2%
You start to breathe at about 50% above your normal
rate. If you are exposed to this level over several hours
you may feel tired and get a headache.
CO2 is denser than air and will collect
in low level confined spaces
30,000ppm
3%
You will be breathing at twice your normal rate. You may
feel a bit dizzy at times, your heart rate and blood
pressure increase and headaches are more frequent. Even
your hearing can be impaired.
i.e. in the basement areas
40,000-50,000ppm
4-5%
Now the effects of CO2 really start to take over. Breathing
is much faster - about four times the normal rate and after
only 30 minutes exposure to this level you will show signs
of poisoning and feel a choking sensation.
50,000-100,000ppm
5-10%
You will start to smell carbon dioxide, a pungent but
stimulating smell like fresh, carbonated water. You will
become tired quickly with laboured breathing, headaches,
tinnitus as well as impaired vision. You are likely to
become confused in a few minutes, followed by
unconsciousness.
But from FGR fan through to the
windbox / burners the system is
under pressure, and may leak
Buoyancy helps dispersion
Good ventilation is essential
How do you ensure this?
Would you trust your life to a CFD
model?
100,000ppm-1,000,000ppm 10-100%
Unconsciousness occurs more quickly, the higher the
concentration. The longer the exposure and the higher the
level of carbon dioxide, the quicker suffocation occurs.
68
Safety Issues - O2
What is a safe working level of O2?
< 23.5% pure O2
Treat as air, no real concerns
23.5% to 40% pure O2
Enhanced flammability due to O2 enrichment
Established codes of practice, widespread industrial experience, but questions remain
– E.g. some organisations have imposed lower O2 limits in oxyfuel test facilities
40% to 80% pure O2
Discussion needed on case-by-case basis
At some point treat as “pure O2”, but when? (no clear consensus from industry)
– Practicality of specifying large FGR ducts, windbox, burners, etc. for “pure O 2”?
Need clear guidelines for oxyfuel, backed up by data
80% to 100% pure
Treat as pure O2
Established codes of practice, widespread industrial experience
Concerns arise from lack of familiarity in power generation industry
– First applications of oxyfuel to use “simulated air”
– Already pipe natural gas, hot oil to burners, so why not O2?
69
Concluding Remarks
The Way Forward
Concluding Remarks – The Way Forward
The time is right for the full scale demonstration of oxyfuel
Oxyfuel burners have been successfully demonstrated at full utility scale - up to
136mmBtu/lb (40MWt) - on a wide range of coals (lignite & bituminous)
Burner technology is ready and available for plant application
Thermal performance predicted for oxyfuel fired utility boilers is comparable to air
firing
Oxyfuel can be retrofitted to existing plant with minimal impact to the boiler
Large scale demonstration is needed to verify boiler operation with oxyfuel
Considerable progress has been made in the development of oxyfuel technology
The process is technically viable
The process is reasonably well understood
The process has been demonstrated at pilot scale
The process has been demonstrated at large scale
Most of the individual components are in commercial operation at the required scale
Oxyfuel combustion is economically competitive with alternative technologies
71
Contact Details
Dr. Saravanan Swaminathan
*Doosan Power Systems Limited
Senior Engineer, Plant Product Innovation
Porterfield Road
E saravanan.swaminathan@doosan.com
Renfrew
PA4 8DJ
United Kingdom
Mr. Gerry Hesselmann
Principal Engineer, Boiler Product Development
E gerry.hesselmann@doosan.com
T +44 (0)141 886 4141
Peter Holland-Lloyd
Business Development Manager
E peter.holland-lloyd@doosan.com
72
© Doosan Power Systems 2012
72
Thank you
Disclaimer:
The contents in this presentation are for information purposes only
and are not intended to be used or relied upon by the reader and are
provided on the condition that you 'use it at your own risk'. Doosan
Power Systems Limited does not accept any responsibility for any
consequences of the use of such information.
All rights are reserved and you may not disseminate, quote or copy
this presentation—written by Doosan Power Systems Limited—without
its written consent.