Chapter 2
advertisement

Product and Equipment
Analysis
Chapter 2
Data required for developing good
layouts
• Product Analysis
• Process Analysis
Input Data and Activities
• What data are critical to the facility plan?
• Muther categorizes the information as:
P – Product (what?)
Q – Quantity (how much?)
R – Routing (where?)
S – Support (with what?)
T – Timing (when?)
Product Analysis
•
•
•
•
•
Bill of Materials
Assembly Charts
Engineering Drawing
Operation Process Chart
Route Sheet
Input Data and Activities
• Tompkins, White, et. al., categorize it as:
Product Design – what is to be produced?
Process Design – how is it to be produced?
Schedule Design – when and how much?
Product
Facility
Process
Schedule
Product Design
• Based on
– Function
– Aesthetics
– Costs
– Materials
– Manufacturing Methods
Driven by market
demand
• Key point
– The product design MUST be finalized before
designing the facility. Otherwise a flexible
facility is needed.
Tools Used in Product Design
• Product/Part
Drawings
– 2-D, 3-D visualization
• Exploded Assembly Diagrams
Part drawing
Tools Used in Process Design
A partial list (dependent on product and service):
• Process Flowcharts and Process Maps
• Make vs. Buy
• Parts Lists
• Bill of Materials
• Route Sheets
• Assembly Charts
• Operations Process Charts
• Precedence Diagrams
Process Flowcharts
UPS
Active
Bins
Receiving
Reserve
Storage
Picking
Packing
Monogramming
Embroidering
Quality
Assurance
Back to
Vendor
Hemming
Gift
Boxing
Shipping
Parcel
Post
Next-Day
UPS
Process Maps
Customer
Waiter
Place order
Is order
complete?
Salad Chef
Dinner Chef
N
Y
Give soup or salad order to chef
Prepare soup or
salad order
Prepare dinner
order
Give dinner order to chef
Drink
Get drinks for customer
Eat salad or
soup
Deliver salad or soup order to customer
Eat dinner
Deliver dinner to customer
Receives check
Deliver check to customer
Gives payment
to waiter
Receive payment for meal
Cash or
Credit?
Credit
Cash
Collect change,
leave tip
Bring change to customer
Run credit card through
Fill in tip
amount
Return credit slip to customer
Collect tip
Give order
to waiter
Give order
to waiter
Make vs. Buy?
BUY
No
Can item be
purchased?
No
MAKE
Yes
Can we
make the
item?
No
BUY
Yes
Is it cheaper
for us to
make?
No
BUY
Yes
Is the capital
available?
Yes
MAKE
Parts List
• A listing of component parts.
PARTS LIST
Company: TW Inc.
Product: Air Flow Regulator
Part No.
1050
2200
3250
3251
3252
3253
3254
3255
4150
4250
Name
Pipe plug
Body
Seat Ring
O-Ring
Plunger
Spring
Plunger Housing
O-Ring
Plunger Retainer
Lock Nut
Prepared By: JSU
Date: 6/30/2003
Drwg. No.
4006
1003
1005
1007
1009
1011
4007
Qty/unit
1
1
1
1
1
1
1
1
1
1
Material
Steel
Aluminum
Stainless Steel
Rubber
Brass
Steel
Aluminum
Rubber
Aluminum
Aluminum
Size
0.5" x 1.00"
2.75" x 2.5" x 1.5"
2.97" x 0.87"
0.75" diam.
0.812" x 0.715"
1.4" x 0.225"
1.6" x 0.225"
0.925" diam.
0.42" x 1.2"
0.21" x 1.00"
Make/Buy
Buy
Make
Make
Buy
Make
Buy
Make
Buy
Make
Buy
Bill of Materials
• Many different types of “structured parts lists”
BILL OF MATERIALS
Company: TW Inc.
Product: Air Flow Regulator
Level
0
1
1
2
2
3
3
4
4
4
4
4
4
4
Part No.
0021
1050
6023
4250
6022
2200
6021
3250
3251
3252
3253
3254
3255
4150
Prepared By:
Date:
Name
Air Flow Regulator
Pipe plug
Main assembly
Lock Nut
Body Assembly
Body
Plunger Assembly
Seat ring
O-Ring
Plunger
Spring
Plunger Housing
O-ring
Plunger retainer
Drwg. No.
0999
4006
4007
1003
1005
1007
1009
1011
Qty/unit
1
1
1
1
1
1
1
1
1
1
1
1
1
1
JSU
6/30/2003
Make/Buy
Make
Buy
Make
Buy
Make
Make
Make
Make
Buy
Make
Buy
Make
Buy
Make
Bill of Materials
12
Computer Device
11
Keyboard Assembly (Purcha sed)
10
Color Video Display Device
8
Video Panel (Purch ased)
7
Circuit Board
9
Main CPU Unit
6
Power Supply Kit (Purc hased)
5
PC Board Assembly
3
Main PC Board (Purch ased)
4
Disk Drive Unit
2
Floppy Drive
1
Hard Drive
Company: ARC Inc.
Produce:
Air Flow Regulator
Oper.
No.
Operation
Description
0104
Shape, drill,
cut off
0204
Route Sheet
Part:
Plunger Housing
Prepared by:
JSU
Part No.
3254
Part No.
6/6/03
Machine
Type
Auto sc.
Machine
Tooling
Setup
(hr.)
Oper.
Time
(hr.)
Mtls.
Parts
Alum
1”x12’
.5 in dia coller, cir.
Form tool, .45”
diam center drill
5
0.0057
Machine Slot Chucker
and thread
0.045” slot saw,
turret slot
2.25
0.0067
0304
Drill 8 holes
Auto dr.
unit
0.078” diam twist
drill
1.25
0.0038
0404
Debur and
Blow out
Drill press
Deburring tool with 0.5
pilot
0.0031
SA 1
Enclose
Dennison
subassembly hydraulic
press
None
0.0100
0.25
Routing sheet
--PART NUMBER-- ---------DESCRIPTION---------DRAWING REVISION
H6709
HANDLE,DENSPLY PROBE
G
MASTER ROUTING LIST
ALT CODE
BUYER/PLANNER
DATE
6/25/92
B
239
--------STANDARD-------TIME
MOVE
OPER
WORK OPER SETUP
CREW
MACH --TOOLING REF-BASIS
TIME
-----EFFECTIVE---& ALT CENTER CODE CODE FACTOR GROUP
NUMBER
CDE/-QTY-DAYSFROM
TO
10
01226
1.0 01226 T9330
1000
.000
0/00/00 99/99/99
PARTIAL AHEAD QTY
----------ROUTING DESCRIPTIONS---------MAKE @ AUTO 804843P
C 804843P B
A A02247 A
15
02053
1.0 02053 T9712
1000
.000
0/00/00 99/99/99
PARTIAL AHEAD QTY
----------ROUTING DESCRIPTIONS---------DRILL & TAP 804843P1
B 804843P1 A
20
02053
1.0 02053 T9713
1000
.000
0/00/00 99/99/99
PARTIAL AHEAD QTY
----------ROUTING DESCRIPTIONS---------KNURL OD
30
03029
1.0
1000
.000
0/00/00 99/99/99
PARTIAL AHEAD QTY
----------ROUTING DESCRIPTIONS---------SCOTCHBRITE/BELT
40
03105
1.0 03105
1000
.000
0/00/00 99/99/99
PARTIAL AHEAD QTY
----------ROUTING DESCRIPTIONS---------PASSIVATE
50
03005
1.0
1000
.000
0/00/00 99/99/99
PARTIAL AHEAD QTY
----------ROUTING DESCRIPTIONS---------BUFF
60
03007
1.0 03007
1000
.000
0/00/00 99/99/99
PARTIAL AHEAD QTY
----------ROUTING DESCRIPTIONS---------GLASSBEAD KNURL/ SHIP
--SETUP-
-LABOR-
-MACHINE--
I/O
HOURS
HOURS
12.000
336.880
336.880
4
1.500
41.670
83.330
4
1.500
8.330
16.670
4
.000
33.330
33.330
4
.000
3.000
3.000
4
.000
54.170
54.170
4
.000
50.000
50.000
4
HOURS
2200
Assembly Chart
3254
Analog model of the assembly
3253
process.
3252
•
Circles denote components
SA-1
3251
•
Links denote
operations/subassemblies
•
•
A-1
Squares represent inspections
3250
3255
A-2
operation
4150
Begin with the original product
4250
and to trace the product
1050
disassembly back to its basic
components.
A-3
I-1
Pack
A-4
Assembly Charts
1
4
2
3
5
9
6
7
10
8
12
11
Symbols for 5 basic mfg activities
Symbol
Name
Operation
Inspection
Transportation
Storage
Delay
Operation process chart for 3.5 volt
halogen otoscope
TC
W
S
B
P
LHS
T
FB
LH
OL
LN
Dr
Mi
Dr
LR
PS
L
Th
Mi
Th
LA
Tu
Pl
LHA
LPA
BA
A1
A2
A3
HO
Found by superimposing
the route sheets and the
assembly chart, a chart
results that gives an
overview of the flow within
the facility.
Operations Process Chart
Volume Variety Charts
16000
120%
14000
100%
12000
80%
10000
60%
8000
6000
40%
4000
20%
2000
0
0%
C
F
G
J
K
A
Products
E
D
B
H
I
Percent
Percent
47%
67%
78%
88%
92%
95%
98%
99%
99%
100%
100%
Units/yr
Product Units/year
C
14000
F
6000
G
3250
J
3000
K
1120
A
1000
E
650
D
450
B
100
H
100
I
81
Volume Variety Chart
900
120%
800
100%
700
600
80%
500
60%
400
300
40%
200
20%
100
0
0%
P
F
C
J
G
O
K
A
Q
E
Products
D
B
H
N
I
L
M
Percent
Percent
13%
26%
36%
45%
53%
62%
69%
76%
83%
89%
93%
94%
96%
98%
99%
100%
100%
Units/Yr
Product Units/year
P
800
F
766
C
600
J
542
G
513
O
498
K
475
A
423
Q
418
E
322
D
234
B
100
H
100
N
100
I
81
L
52
M
16
Production Requirements –
Yield Loss
Pi
i
Oi
Pisi
Oi Pi Pi si
Oi Pi (1 si )
Pi – Production input to operation i
si – Fraction of Pi lost (scrap)
Oi – output of process i
Oi
Pi
(1 si )
Production Requirements –
Series Systems
P1
1
2
P1s1
P2s2
...
n
Pnsn
On
P1
(1 s1 )(1 s2 ) (1 sn )
On
Example
• 5 processes in series
• Need 2000 units out
Process
5
4
3
2
1
Loss
3%
2%
1%
2%
1%
Out
2000
2062
2104
2125
2169
In
2062
2104
2125
2169
2190
2000
P1
2190
(1 .01)(1 .02)(1 .01)(1 .02)(1 .03)
Production Requirements – Non Series
Part B
Part A
Work backward from
end of the line.
s1=1%
s2=2%
P5
O5
100,000
104,167 O4
1 s5
.96
P4
O4
104,167
105,219 O3 O2
1 s4
.99
P3
O3
105,219
107,366
1 s3
.98
P2
O2
105,219
107,366
1 s2
.98
P1
O1
107,366
108,451
1 s1
.99
1
2
M1
s3=2%
3
M2
s4=1%
4
M3
s5=4%
5
M4
M2
100,000 units
Simple equipment selection model
• P desired prod rate
• t time (in hours)
to process one part
•
m/c avail time
(in hours)
•
m/c efficiency
tP
NM
Simple equipment selection model
• Nol Number of good
units at output of
stage l
• Nil Number of units
reqd at input of stage
l
• Sl Scrap at stage l
Nol
Nil
1 Sl
Simple example
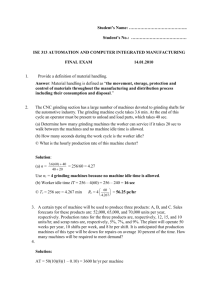
1. Consider a simple jobshop manufacturing system that makes three
major “Class A” products requiring five types of machines. The three
products include seven parts shown in Table 2.1. Table 2.1 also
shows the time standards in units per hour.
2. Assume we an hour has only 55 minutes of productive time and that
5 minutes are lost due to operator or machine unavailability and
machine downtime.
3. Dividing the value 55 by the values in Table 2.1, we get the as well
as time per unit.
4. Determine the quantities of machines of each type required to make
the standard time per unit.
5. Assuming 12000 “representative” parts are to be made and that only
440 minutes of productive time is available per shift, we can find that
we need 4.9 units of machine A, 5.85 units of machine B, and 4.3
units of machine C.
6. Rounding up these numbers gives us 5, 6, and 5 units of machine
types A, B, and C, respectively.
Table 2.1
Part
Machine
1
2
3
4
5
6
7
A
2000
-
1200
1500
-
2300
1200
B
1200
1800
1200
-
1600
2000
1000
C
-
-
1200
2000
1200
-
1400
Table 2.2
Part
Machine
1
2
3
4
5
A
0.0275
-
0.0459
0.0367
-
0.0239 0.0459
0.1799
B
0.0459 0.3056
0.0459
-
0.0344
0.0275 0.0550
0.2143
0.0459
0.0275
0.0459
C
-
-
6
-
7
0.0393
Total Time
0.1586
Calculating Equipment Requirements
How many pieces of equipment do we need?
Pi
Ti
Ci
Ei
Ri
Mj
xj
Production rate for operation i (pcs/period)
Time per piece for operation i (time/pc)
Time available to run operation i (time/period)
Efficiency of machine while running
Reliability of machine
Number of type j machines required
Set of operations run on machine j
pc time
period pc
PiTi
Mj
time
i X j Ci Ei Ri
period
Example
• Consider Machine 2
• x2={2,3}
Oper (i) Pi (pcs/yr) Ti (hr/pc) PiTi (hrs/yr) Ci (hrs/yr)
2
107,366
0.043
4616.7
2000
3
107,366
0.022
2362.1
2000
Ei
0.98
0.90
Ri
0.99
0.99
CiEiRi (hrs/yr)
1940.4
1782.0
M2=
• Do similar calculation for other machines
• Other factors to consider
– Number of shifts
– Setup times
– Customer lot sizes (smaller require more
setups)
– Layout type
– Maintenance activities
No. Mach.
2.38
1.33
3.70
Operator-Machine Charts
• Tool for showing activity of
both operator and machine
along a time line
• Also called “multiple activity
chart”
Example:
1 minute to load
1 minute to unload
6 minute run cycle
0.5 minute to inspect and pack
0.5 minute to travel to another
machine
ONE MACHINE
Time
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
5.5
6
6.5
7
7.5
8
Cycle Time
Oper Idle
Mach. Idle
Prod. Rate
Operator
M1
U1
UNLOAD
U1
UNLOAD
L1
LOAD
L1
LOAD
I&P
RUN
RUN
RUN
RUN
RUN
RUN
IDLE
RUN
RUN
RUN
RUN
RUN
RUN
8
5.5
0
0.125
min
min
min
pc/min
Operator Machine Charts
TWO MACHINES
Time
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
5.5
6
6.5
7
7.5
8
Cycle Time
Oper. Idle
Mach Idle
Prod Rate
Operator
M1
M2
U1
UNLOAD
RUN
U1
UNLOAD
RUN
L1
LOAD
RUN
L1
LOAD
RUN
I&P
RUN
RUN
T-2
RUN
RUN
U2
RUN
UNLOAD
U2
RUN
UNLOAD
L2
RUN
LOAD
L2
RUN
LOAD
I&P
RUN
RUN
T-1
RUN
RUN
RUN
RUN
RUN
RUN
IDLE
RUN
RUN
RUN
RUN
8
2
0
0.25
min
min
min
pc/min
THREE MACHINES
Time
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
5.5
6
6.5
7
7.5
8
8.5
9
Cycle Time
Oper. Idle
Mach Idle
Prod Rate
Operator
M1
M2
M2
U1
UNLOAD
RUN
RUN
U1
UNLOAD
RUN
RUN
L1
LOAD
RUN
RUN
L1
LOAD
RUN
RUN
I&P 1
RUN
IDLE
RUN
T-2
RUN
IDLE
RUN
U2
RUN
UNLOAD
RUN
U2
RUN
UNLOAD
RUN
L2
RUN
LOAD
RUN
L2
RUN
LOAD
RUN
I&P 2
RUN
RUN
IDLE
T-3
RUN
RUN
IDLE
U3
RUN
RUN
UNLOAD
U3
RUN
RUN
UNLOAD
L3
RUN
RUN
LOAD
L3
RUN
RUN
LOAD
I&P 3
IDLE
RUN
RUN
T-3
IDLE
RUN
RUN
9
0
1
0.333333
min
min
min
pc/min
Parameters for an LP equipment
selection model
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
Oi
Operation type i, i=1,2,...,o
Mi
Production equipment type i, i=1,2,...,m
Pi
Part type i, i=1,2,...,p
MHi Material handling system type i, i=1,2,...,n
cij
cost of performing operation Oi on production equipment type Mj
hij
cost of handling part type Pi using material handling system type MHj
tij
time required to perform operation Oi on production equipment type Mj
sij
time required to transport part type Pi using material handling carrier
type MHj
τj
time available on production equipment type Mj
σj
time available on material handling carrier type MHj
NOi number of operations Oi to be performed
NPi number of units of part type Pi to be manufactured
Cj
cost of production equipment type Mj
Hj
cost of material handling system MHj
B
total budget available
Decision Variables for LP
equipment selection model
• xij number of operations Oi to be performed on
production equipment type Mj
• yij number of units of part type Pi to be
transported on material handling system type
MHj
• NMj number of units of production equipment
type Mj selected
• NMHj number of units of material handling
system type MHj selected
LP equipment selection model
• Min
o
p
m
n
m
n
c x h y C NM H NMH
i 1 j 1
• Subject to
ij ij
i 1 j 1
m
x
j 1
o
ij
NOi
t x
i 1
ij ij
n
y
ij
j 1
p
s
i 1
ij
ij
ij
j 1
i
i 1
i =1,2,...,o
j NM j
NPi
i
j =1,2,...,m
i =1,2,...,p
yij j NMH j
j =1,2,...,m
i
i
LP equipment selection model
(cont)
m
n
C NM H NMH
i 1
i
i
i 1
i
i
B
xij 0 and integer
i 1, 2,..., o; j 1, 2,..., m
yij 0 and integer
i 1, 2,..., o; j 1, 2,..., m
NMH j 0 and integer
NM j 0 and integer
j 1, 2,..., m
j 1, 2,..., m
Example
An automobile engine cylinder manufacturing company
that supplies high precision engines to a multinational
car manufacturer plans to manufacture several models
of cylinder.
For planning purposes, it uses the following pseudo
products - a standard engine cylinder, a high-technology
model, an engine cylinder for sports cars and a luxury
car cylinder.
The marketing department has demand forecast figures
which have been aggregated for the four pseudo
models. It has been determined that 2000, 1500, 1800
and 1000 units of the basic, high-tech, sports and luxury
models will be demanded during the next six months.
Example
The models require one or more of three operations, referred to as
O1, O2, and O3.
Three machine types and two material handling systems available
for performing the three operations and transporting the models.
These are denoted as M1, M2, M3 and MH1, MH2, respectively.
Each machine and handling system may be assumed to be
available for 90 percent of the time.
The cost of machines M1, M2, and M3 are $230,000; $250,000;
$310,000
The cost of material handling carriers MH1, MH2 are $90,000 and
$130,000
The available budget is $10,000,000.
The following two matrices show the cij's and hij's - that is, the cost of
performing operation Oi on production equipment type Mj and cost of
handling part type Pi using material handling system type MHj,
respectively.
Data for example
[cij]=
6
12
8
4
20
4
12
10
5
[hij]=
10
5
12
6
18
9
6
3
LP Model for example
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
MIN 90000 NMH1 + 130000 NMH2 + 230000 NM1 + 250000 NM2
+ 310000 NM3 + 6 X11 + 12 X12 + 8 X13 + 4 X21 + 5 X22
+ 4 X23 + 12 X31 + 5 X32 + 5 X33 + 10 Y11 + 5 Y12 + 12 Y21
+ 6 Y22 + 18 Y31 + 9 Y32 + 6 Y41 + 3 Y42
SUBJECT TO
C1) X11 + X12 + X13 >= 200
C2) X21 + X22 + X23 >= 200
C3) X31 + X32 + X33 >= 150
C4) - 300 NM1 + 1.67 X11 + 2.5 X21 + 0.83 X31 <= 0
C5) - 300 NM2 + 0.833 X12 + 2 X22 + 2 X32 <= 0
C6) - 300 NM3 + 1.25 X13 + 2.5 X23 + 2 X33 <= 0
C7) Y11 + Y12 >= 2000
C8) Y21 + Y22 >= 1500
C9) Y31 + Y32 >= 1800
C10) Y41 + Y42 >= 1000
C11) - 300 NMH1 + 0.1 Y11 + 0.0833 Y21 + 0.056 Y31 + 0.167 Y41 <= 0
C12) - 300 NMH2 + 0.2 Y12 + 0.167 Y22 + 0.11 Y32 + 0.33 Y42 <= 0
C13) 90000 NMH1 + 130000 NMH2 + 230000 NM1 + 250000 NM2
+ 310000 NM3 <= 1000000
END
GIN
5
LP Model Solution
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
VARIABLE
NMH1
NMH2
NM1
NM2
NM3
X11
X12
X13
X21
X22
X23
X31
X32
X33
Y11
Y12
Y21
Y22
Y31
Y32
Y41
Y42
VALUE
2.000000
.000000
2.000000
1.000000
.000000
200.000000
.000000
.000000
59.880245
140.119751
.000000
140.119751
9.880246
.000000
2000.000000
.000000
1500.000000
.000000
1800.000000
.000000
1000.000000
.000000
REDUCED COST
90000.000000
105454.546875
228562.875000
248353.593750
308353.593750
.000000
2.571524
.860030
.000000
.000000
1.744012
.000000
.000000
.000000
.000000
11.363637
.000000
7.663636
.000000
.000000
.000000
24.000002
Parameters for LP equipment
selection model
• rik number of times operation Oi is to be
performed on part type Pk
• cijk cost of performing operation Oi using
production equipment type Mj on part type Pk
• tijk time required to perform operation Oi using
production equipment type Mj on part type Pk
• xijk number of units of operation Oi performed
using production equipment type Mj on part type
Pk
• Cj purchase cost of production equipment type
Mj prorated over the planning period
LP equipment selection model
o
• Min
• Subject to
p
m
c
i 1 j 1 k 1
m
x
ijk
j 1
o
p
t
i 1 k 1
m
x C j NM j
ijk ijk
rik NPk
j 1
i =1,2,...,o; k =1,2,...,p
x j NM j
ijk ijk
xijk 0 and integer
j =1,2,...,m
i 1, 2,..., o; j 1, 2,..., m; k 1, 2,..., p
NM j 0 and integer
j 1, 2,..., m
Queuing Model
Manufacturing engineers at the Widget Manufacturing
Company recently convinced their manger to purchase a
more expensive, but flexible machine that can do
multiple operations simultaneously.
The rate at which parts arrived at the machine that was
replaced by the flexible machines follows a Poisson
process with a mean of 10 parts per hour.
The service rate of the flexible machine is 15 units parts
per hour compared with the 11 units per hour service
rate of the machine it replaced. (All service times follow
an exponential distribution.)
Queuing Model
The engineers and manager were convinced that the company
would have sufficient capacity to meet higher levels of demand, but
just after a two months of purchasing the machines it turned out that
the input queue to the flexible machine was excessively long and
part flow times at this station were so long, that the flexible machine
became a severe bottleneck.
The engineers noticed that more parts were routed through this
machine, and that the parts arrival rate to the flexible machines had
increased from 10 per hour to about 20 per hour, but were puzzled
why the part flow time at this station doubled from 30 minutes to one
hour and the work-n-process (WIP) inventory increased nearly
threefold from 5 o 14 when the arrival rte only increased 40%.
Use a queuing model to justify the results observed at Widget
Manufacturing Company.
M/M/1 Model Solution
Parameters
Arrival rate
Service Rate
Machine Utilization
WIP
Flow Time
Replaced Machine
10
12
Flexible Machine
14
15
0.83
0.93
5
14
0.5
1
Personnel requirements analysis
• n number of types of
operations
• Oi aggregate number of
operation type i required
on all the pseudo (or real)
products manufactured
per day
• Ti standard time
required for an average
operation Oi
• H total production time
available per day
• η assumed production
efficiency of the plant
n
Ti Oi
N
i 1 H
Queuing Model
The American Automobile Drivers’ Association (AADA) is the only
office serving customers in New York’s greater capital district area.
Ahead of the busy summer season, the office manager wants to hire
additional staff members to help provide these services to members
effectively - summer travel planning, membership renewal,
disbursing traveler’s checks, airline, hotel, and cruise booking, and
other travel related services.
It is anticipated that each customer typically requires 10 minutes of
service time and customers arrive at the rate of one customer every
three minutes.
The arrival process is Poisson and the service times are
exponentially distributed.
Determine how many staff members are required if the average
wages and benefits per staff member are $20 per hour and the
“cost” to AADA for every hour that a customer waits to be served is
$40.
M/M/m Model Solution
Number of staff members (m)
Arrival rate
4
20
Service Rate
6
0.83
Machine Utilization
Time in queue
Hourly Cost
0.1447
$195.74
5
20
6
20
6
0.67
6
0.56
0.0261
$120.85
0.0075
$126.01
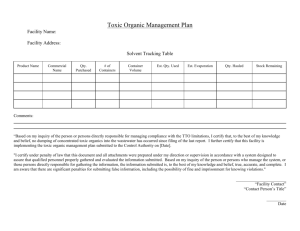
Production space requirement
sheet
Departme
nt Name
Work
Center
Name
Work
Center
Code
Lengt
h
(feet)
Width
(feet)
Area
(feet2 )
Auxiliar
y Area
(feet 2)
Operato
r Space
(feet2 )
Materia
l Space
(feet 2)
SubTotal
(feet2 )
Allowanc
e (feet2)
Total
space per
machine
(feet2 )
Number
of
Machine
s
Total
Space
Machine
Type
(feet2 )
General
Machining
Vertical
Milling
1202
15
15
225
70
30
50
375
150%
565
2
1130
Planer
2005L
25
5
125
40
20
40
225
125%
290
1
290
Punch
Press
3058
10
10
100
30
20
20
170
140%
240
2
480
Injection
Molding
6078
20
10
200
60
50
100
410
150%
615
3
1845
NCMachine
9087
20
8
160
50
30
30
270
125%
340
2
680
Lathe
1212
15
8
120
40
20
30
210
150%
315
1
315
AutoChucker
2056
5
5
25
10
5
5
45
125%
60
1
60
Otoscope
Cell