UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
User Training Manual
Section 1 – System Components
Compressors –
In this section we will learn about the different types of compressors, the
characteristics of those types and their proper application. You may already be familiar
with some of these compressors since you may have them in your facility. In our
experience, having experience with a particular compressor does not always mean that
you have a good understanding of their characteristics and proper application. When
we finish this training, you will be able to determine whether the compressors in your
facility are the right compressors and whether they are applied in their most efficient
manner.
Compressors can be broken down into two basic types. Dynamic compressors
compress air by accelerating the air and then using the velocity of the air to create
pressure. The most common types used in industry are centrifugal and axial.
Displacement compressors trap a volume of air and then reduce that volume to create
pressure. This group can be further divided into rotary and reciprocal categories. The
most common types of these used in industry are the double rotor screw compressor
and the piston compressor.
Reciprocating Compressors:
Reciprocating compressors can be single-acting, double-acting, single-stage or
multi-stage. Single-acting means that the compression takes place on only one end of
the piston. On the down stroke, the piston draws air into the cylinder by generating a
slight vacuum allowing ambient air pressure to open the intake valve. On the up stroke,
the piston reduces the volume of air in the cylinder. This increases the internal pressure
which closes the intake valve. The pressure in the discharge line is holding the
discharge valve closed until the pressure in the cylinder exceeds the line pressure
holding the valve closed. At that point, the valve opens and the air is discharged from
the cylinder. If there is very little pressure holding the discharge valve closed, the piston
does not have to move much before the valve opens. If there is significant pressure
holding the valve closed, the piston may reach near to its top dead center position
before the valve opens.
Page 1 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
If the compressor cylinder has an ambient intake pressure and reaches the
compressor discharge pressure in one stroke, the compressor is a single-stage
compressor. If there are multiple cylinders AND the discharge from one cylinder is
directed into another, smaller cylinder where additional compression takes place to
reach the final discharge pressure, the compressor is a two-stage compressor. Single
and two-stage compressors are common in industry. In some high pressure
applications, there may be more than two stages, with air routed to increasingly smaller
cylinders to further compress the air.
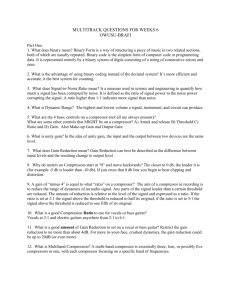
Double acting compressors act very similarly to singleacting compressors with the distinction being that they
compress on both sides of the cylinder. This provides
capacity on both the up stroke and the down stroke. Double
acting compressors were the main type of industrial
compressor prior to the 1960’s when rotary screw
compressors were introduced. They are the most efficient
type of compressor from an energy standpoint. However, the
maintenance requirements of these types of compressors put
them at a significant disadvantage when compared to rotary
screw compressors of dynamic compressors. It was the norm
for the cost of parts every five years to equal the initial
purchase price of the compressor.
A number of issues affect the overall efficiency of
reciprocating compressors. These include:
1) Upper Piston Clearance
2) Machining Tolerances
3) Clearances in the valves and valve recesses and,
construction peculiarities (which means how well the
compressor was assembled)
Care must be taken when sizing reciprocating compressors. There is a difference
between the displacement volume and the effective volume (or free air delivered).
Displacement volume is simply the volume displaced on each piston stroke times the
number of strokes per minute. It does not take into account any losses or inefficiencies.
Page 2 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
Literature is sometimes published with only the displacement volume, expecting that the
user will make corrections for his or her specific application. The first issue of concern is
the losses associated with the inlet filter and connections to the intake valve of the
compressor. If the inlet to the compressor is restricted, the pressure inside the cylinder
as it starts its up stroke will be lower than the ambient air pressure. This means that
fewer molecules of air are drawn into the cylinder. Fewer molecules in, results in fewer
out. Another consideration is leakage at the contact point between the piston rings and
the cylinder walls. This increases over time as the cylinder walls and the piston rings
wear. Heating of the inlet air is often overlooked or ignored. Hot air is less dense than
cold air. If the inlet piping becomes hot (maybe heat transfer from the compressor) it
heats the inlet air, reducing its density. Fewer molecules in, results in fewer out.
Detrimental clearances are the clearances some manufacturers build into the
compressor to allow for ease of assembly, ease of service and ease of manufacture.
To illustrate some of these clearances we start with what is commonly referred to
as clearance volume. As the piston travels upward, it reaches top dead center. This is
the point where the direction of travel changes and the piston begins to travel down. To
prevent the piston from hitting the cylinder head or valves, top dead center occurs below
the top of the cylinder. When the piston tops out, no more air can be expelled from the
cylinder. This leaves some compressed air inside the cylinder that will re-expand as the
piston drops. Because the air is compressed, the pressure inside the cylinder is above
ambient pressure. The inlet valve cannot reopen until the pressure inside the cylinder is
below ambient pressure. This robs the cylinder of inlet air and makes the effective
volume lower than the displaced volume. The intake valve remains closed until the
piston has traveled some distance down the cylinder and the air trapped in the
clearance volume has re-expanded. Now, instead of filling the entire volume of the
cylinder with air from the inlet, only a portion of the potential cylinder volume gets filled
before the piston reaches the bottom of its stroke and starts upward to compress the
gas.
Page 3 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
Another point of loss is the contact area where the piston rings touch the cylinder
walls. As the piston rises in the cylinder and the pressure increases, air will escape
where the piston rings seal against the cylinder wall. The pressure in the compression
chamber (above the top of the piston) is greater than the pressure in the crankcase
(below the piston) and gases always want to find a way to move from areas of higher
pressures to areas of lower pressures. The higher the pressure in the compression
chamber, the more the gas wants to escape and the higher the associated losses will
be.
Dirty inlet filters and poor inlet piping practices can also reduce the amount of air
getting to the cylinder. Keeping the filter clean, and maybe oversized, helps reduce this
potential loss on all types of compressors. If the filter is mounted remotely, care must
be taken to ensure that there are no restrictions in the pipe that might further reduce the
air flow to the compressor. One often overlooked aspect of inlet restriction is the
compressor room itself. There must be sufficient ventilation in the room to avoid
creating a negative pressure in the room itself. In some compressor stations without
adequate ventilation and outward opening doors, it can be difficult to open the doors
with the compressor running. If you find this type of situation, you can be assured that
the compressor’s inlet is being restricted and there is not enough fresh air to properly
cool the compressor, motor and other components.
The losses associated with compressing air are greater at higher compression
ratios. By splitting the compression into stages, losses can be reduced. A single-stage
compressor going from ambient pressure to 8 bar may have a 70% volumetric efficiency
(VE). By splitting that compression into two stages, the VE could increase to around
82%. Each different compressor has different characteristics and to determine the VE
at various pressures manufacturer’s data must be used. The VE improvement obtained
by multi-staging assumes perfect intercooling. That is, the inlet temperature to
subsequent stages must be the same as the inlet temperature to the first stage. While
most multi-stage compressors can achieve or get close to this, multi-stage, oil-flooded
rotary screw compressors cannot. Cooling to ambient temperature between stages
causes water vapor to condense into liquid water. There is no way to remove liquid
water between stages in a flooded screw compressor and liquid water moving into the
second stage would be detrimental to the compressor. Therefore, manufacturers of
two-stage, oil-flooded rotary screw compressor maintain an interstage temperature of at
least 70°C. This prevents the compressor from reaching the kind of benefit other types
of compressors have with multi-staging.
Rotary Screw Compressors:
Page 4 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
Screw compressors are a bit more complex than reciprocating compressors. Air
is drawn into the inlet filter and then to the inlet valve. From the inlet valve, the air goes
into the rotor housing at the suction end of the airend. In oil-flooded compressors, a
lubricant is injected into the compression chamber. From the airend, the air goes
through the separation process. The air then travels to an aftercooler where it is cooled
to near the temperature of the cooling media, in this case air but water-cooled machines
are also common. The water vapor in the compressed air condenses and is separated
from the air stream, with the air sent for further treatment or use.
Page 5 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
On the oil side of the circuit, oil is drawn from the separator tank and directed to a
thermostatic mixing valve. If the oil is cold, the valve will send it immediately to the
airend. The compression process will heat the oil and when it reaches the proper
operating temperature, the valve will direct some or all of the flow through an oil cooler
before it goes into the airend. Normally, there is a filter located in the line to filter the oil
just prior to it entering the airend.
It is important to understand that each compressor model is slightly different in
terms of its performance. This is true of compressors from a single manufacturer as
well as from different manufacturers. One manufacturer may state that his method of
separation, or oil injection or inlet valve design or… whatever…makes his particular
compressor more efficient than his competition. At the end of the day, the best way to
judge the efficiency differences between compressors is to look at their specific power.
Page 6 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
This is stated as kW/100 CFM in the United States and as kW/m3 most other places. It
is power in compared to air out at a given pressure. There is no single manufacturer
who has the most efficient compressor in every possible configuration. Additionally, the
efficiency difference between most manufacturers at a given set of conditions is
relatively small. How these compressors are orchestrated to run in a system makes a
much larger difference in efficiency than the efficiency differences of individual
compressors. Knowing the specific power of several different machines may show that
a particular compressor is a poor performer at the required conditions, so looking at the
specific power is always a good idea.
Some manufacturers refer to oil-flooded screw compressors as “contact-cooled”.
Some use the term “lubricant-injected”. Some simply say “flooded”. The liquid used
can be called lubricant, coolant, oil or whatever their marketing department comes up
with to try to differentiate their product form the rest. Unless it is a water-injected screw
compressor, and there are a few of those in the field, the liquid being injected is
primarily a lubricant. The lubricant has the following functions in a flooded rotary screw
compressor:
1) It absorbs some of the heat of compression. In a single-stage piston compressor
compressing to about 8.5 bar, the discharge temperature would be around 190°C
to 220°C. A single-stage rotary screw compressor would have a discharge air
temperature of between 75°C and 90°C, depending on the ambient conditions.
The fact that the liquid keeps the temperature from rising as much as it would if
the liquid were not there makes treating the air to remove vapors and particles
easier and less expensive.
2) The second task of the lubricant is to lubricate the rotor bearings. There are
ports and passageways built into the airend that direct the lubricant to the
bearings. Proper maintenance of the lubricant system is critical to the proper
service life of the bearings.
3) The third task is to form a seal between the rotors and between the rotor tips and
the rotor housing. This limits the amount of “slip” passed the tips of the rotors
that separate one pressure zone from another. This is similar to the loss on a
piston compressor between the piston rings and the cylinder wall.
4) The last task performed by the lubricant is one that is often overlooked. The
lubricant is injected into the incoming air stream and it absorbs some of the
contaminants that get passed to inlet filter. It is not uncommon for the
compressed air leaving an oil-flooded screw compressor to be cleaner than the
air that went in. Remember that the separator element is a large coalescing filter
that will trap particulate as well as oil aerosols and particulates that are trapped in
the liquid get removed by the filter in the lubricant circuit.
The air/oil mix travels from the airend to the separator where there are two or more
stages of separation. The first stage is simply centrifugal force as the mix is directed
around the inside of the tank. About 98%+ of the lubricant is separated this way. What
are left are air and oil aerosols. This mix then passes through a coalescing filter where
the aerosols collect on the filter media until they are heavy enough for gravity to pull
them down off the filter media. The final oil content of the air leaving the separator is in
Page 7 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
the range of 2-10 parts per million by weight. This carryover amount depends on the
separator design and the level of maintenance.
There are a variety of control schemes for rotary screw compressors. For oil-flooded
compressors, these include:
*Load-Unload
*Modulation
*Variable displacement (or variable geometry)
*Variable speed
For oil-free rotary compressors, the control methods are:
*Load-Unload
*Variable speed
These basic control methods control the output of the machine under various
demand conditions. In addition to controlling capacity, there are a variety of schemes to
limit the length of time that a compressor runs unloaded when demand decreases.
These include:
Run-on timer: This method starts a timer when a signal from a pressure switch
or controller unloads the compressor. The timer is normally set to run anywhere from 6
to 30 minutes, depending on the size of the motor and the number of permissible starts
per hour. At the end of the timed period, the compressor stops. When the pressure
falls, a signal is sent to restart the compressor.
Run-timer: this is similar to the Run-on timer except that the timer starts when
the compressor starts. If the motor is rated for three starts per hour, for example, the
run-timer would likely be set for 20 minutes. If the compressor ran loaded for 21
minutes, and then unloaded, the control would immediately stop the compressor. If the
compressor ran for 15 minutes loaded, the run-timer would continue to run the
compressor unloaded for another 5 minutes before stopping the compressor.
Temperature: Temperature sensors are installed in the motor and monitored by
the compressor controller. If the pressure rises to the point that the compressor
unloads, the controller looks at the temperature of the motor windings. If they are below
a certain temperature the controller knows that the motor will not overheat if it has to
quickly restart and the controller will send a signal to turn the compressor off.
Historical: Some controls will look at daily operating profiles and make some
choices based on what has happened historically at a particular time of day. The
controller may learn that at 9:00 AM there is a ten-minute break. It may choose to
continue to run a large compressor instead of stopping it and having to quickly restart
the compressor. It may choose to stop a smaller compressor immediately in the same
situation. It may also delay starting a compressor at 8:58 AM, knowing that the demand
should fall two minutes later.
Smart master control: Some master controllers have the ability to use all of the
above methods, plus one extra. If the controller knows that it is about to change the
sequence of compressors when the next opportunity arises, it may immediately stop a
compressor when the unload pressure is reached because it knows that this particular
compressor will not be used in the next sequence and is not in danger of overheating.
Load/Unload control simply opens and closes the inlet valve in response to
pressure changes. Sometimes called the cut-in and cut-out pressure, the controls will
open the inlet valve (cut-in or load) when the pressure drops to the selected point and
Page 8 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
close the valve (cut-out or unload) when the pressure rises to the maximum pressure
setting. At any pressure below the cut-in pressure, the inlet valve will be open.
Between the cut-in and cut-out pressure, the valve may be open or closed depending
on whether it is trying to reach the cut-out pressure or waiting to fall to the cut-in
pressure. Above the cut-out pressure, the valve will be closed.
When the compressor is loaded, it will consume the full rated power. This power
will rise as the pressure rises in the compressor. Motors are sized for full capacity at
the maximum pressure rating of the compressor.
Traditionally, published power consumption curves for rotary screw compressors
have simplified the actual operating conditions of this type of control, resulting in an
overly optimistic portrayal of energy requirements. Part-load power requirement
calculations were actually based on the operating characteristics of reciprocating
compressors. The traditional method of calculating power consumption at levels other
than full load is to factor the power consumed at full load and the power consumed at
unload as a function of time at each of these load levels. To find the power consumed at
80% of full load capacity one would multiply the full load kW requirement by .8, the
percent of time spent at full load, then multiply the unload kW requirement by .2, the
percent of time spent at unload, then add the two numbers together. Actual screw
compressor operation differs from this considerably.
Lubricant-flooded rotary screw compressors must also have controls designed to
limit the amount of lubricant carryover into the downstream air system. When a
compressor with load/no load control is operating at full load, several things are
happening. The system pressure is rising from the lower pressure set point to the upper
set point (usually 0.7 bar or 10 PSIG higher than the lower set point). As the upper set
point is reached, the inlet valve closes and the compressor stops producing air for the
system. At this point, the lubricant separator element is saturated, having been
subjected to the full flow of the compressed air and lubricant mix and the lubricant is
saturated with air bubbles. When the compressor control closes the inlet valve, it also
opens a blowdown valve to relieve some of the pressure in the air/lubricant reservoir. It
must retain some pressure in the reservoir, however, to provide scavenging capability
as the separator element drains and to prevent foaming as the air in the lubricant
expands. Without a pressure differential between the scavenge tube in the separator
element and the return point on the compressor, lubricant could not be removed and
this remaining lubricant would blow downstream when the compressor reloaded.
A small horsepower compressor may be able to relieve reservoir pressure in about 15
seconds. A 75 kW compressor requires around 30 seconds. The separator elements
used in 220 kW compressors require one to one and one half minutes to completely
drain. The reservoir does not maintain full pressure during this drain period, but uses an
orificed-blowdown valve to maintain at least some pressure near the end of the cycle.
Since reservoir pressure is not instantaneously relieved, horsepower does not
immediately fall to the unloaded level when the inlet valve closes. Tests show that kW
requirements typically fall to about 80% of the full load level when the inlet valve closes,
and then fall steadily to the unload power requirement while the compressor is reducing
the reservoir pressure. The actual average kW required for a load/no load compressor
operating at less than full capacity is a function of the following factors:
Page 9 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
1) Initial full load kW requirement
2) Final full load kW requirement
3) Initial unload kW requirement
4) Final unload kW requirement
5) Reservoir blowdown time requirement
6) Load/Unload cycle time
Oil-free rotary screw compressors have no separator from which pressure has to
be relieved and drop to their unloaded power immediately.
Load/No Load controls rely on a constant swing in discharge air pressure of
about 0.7 bar or10 PSIG. This constant fluctuation is undesirable in most applications
because air device efficiency changes between 1% and 1.4% for each pound or 0.07
bar of supply pressure change. In applications that have small storage capacities,
load/no load controls produce rapid pressure fluctuations and excessive inlet valve
wear. Modulation control addresses both of those issues by providing a constant system
pressure with minimal valve movement at any given system demand. Power
consumption does not, however, decline with increased air receiver capacity as it does
with load/no load controls. Because reduced demand produces higher pressure at a
reduced flow rate, modulating compressors usually have lower lubricant carryover than
comparable load/no load compressors.
Modulating controls usually use a 0.7 to 1.0 bar or 10 to 15 PSIG pressure range
to determine the compressor response to the system demand. Setting this type of
control for a full load operating pressure of 7.5 bar means that the inlet valve is
completely open at all pressures below 7.5 bar. A rise in system air pressure above this
setting indicates that the system is no longer using the full capacity of the compressor
and the excess capacity is causing the pressure rise. As soon as the pressure rises
above the full load setting, a signal is sent (pneumatically or electrically) to start closing
the inlet valve to reduce the compressor capacity. Airends for modulating machines, like
airends for load/no load machines, have a fixed displacement. The only way to
modulate the capacity of a fixed displacement compressor is to reduce the absolute
suction pressure between the inlet valve and the rotors by restricting the inlet flow. As
the gas laws dictate, reducing the pressure by 10% reduces the mass in a fixed volume
(the fixed displacement airend) by 10%. This process is seamless over the modulating
range of the compressor. By the time the system pressure has risen to the upper limit of
the control, the inlet valve is completely closed.
Load/no load controls require the lower pressure set point to be adjusted to the
minimum system pressure required. This type of control will operate the compressor at
full capacity until the pressure is, for example, 0.7 bar above this minimum point.
Operation at this upper point requires about 4-5% more horsepower than operation at
the lower (system design) pressure. Modulating compressors start at the same
minimum system pressure requirement and only exceed that pressure if demand is less
than the capacity of the compressor.
The power required to compress a gas is a function of the mass and
compression ratio. Increasing system pressure triggers the inlet valve to reduce the inlet
flow, resulting in reduced suction pressure. As the discharge pressure rises, suction
pressure drops and the number of compression ratios increases. Because the number
Page 10 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
of compression ratios increases as the mass flow drops, part load operation of
modulating compressors requires a significant percentage of their full load power
requirement. It is only slightly better than a load/no load compressor with a small
receiver. The shape of the power curve and the rate of decline is almost identical to the
load/no load curve using one gallon of storage per CFM of capacity. The advantage is in
where the curve starts. Modulating controls do not have to run at full capacity at
pressures higher than the system design pressure. Load/no load controls have a
starting point that is an average of the horsepower required at either end of their full
capacity range. Their lower control point is the system design pressure and their upper
point is typically 0.7 to 1.0 bar higher.
Modulating compressors running in multiple machine applications are subject to
the same limits on numbers of machines as load/no load compressors. All modulating
machines in a multiple machine application may be running at less than full load at the
same time. While this results in a very steady plant air pressure, it is not a very efficient
use of power.
There are three basic types of variable displacement compressors available in
today’s market.
The turn valve and the spiral valve are of essentially the same design. Each type
is based on a patent issued to Mike Herschler, John Shoop and Robert Anderson, who
were working for Gardner-Denver at the time. The companies that manufacture these
designs use different control methods, but the mechanics of controlling the effective
length of the compression area are the same with both valves. Both designs incorporate
a number of ports in the low pressure inlet end of the rotor housing, near where the two
rotor bores meet. These ports are as deep as the housing is thick. Below these ports is
a cylindrical shaped valve with a spiral cut groove that either seals the port or opens to
a cavity that connects to the inlet air passageway. Because these ports are located at
the start of the compression cycle and pressure is very low, opening the port, even a
small amount, prevents compression from beginning until the rotor tips pass the
partition in the rotor bore casting that separates the ports. This effectively reduces the
trapped volume of air to compress and reduces the horsepower required.
Closing the ports creates a clearance pocket in the rotor bore. As the tip of the
rotor passes over this pocket, some of the air being compressed slips around the tip of
the rotor and passes from an area of higher pressure to an area of lower pressure. This
hurts the efficiency at load levels above 50%, when compression is taking place in the
part of the rotor bore that contains these pockets. Typically, this efficiency loss is about
four percent, according to one of the co-inventers and verified by test results. A
compressor with a turn or spiral valve will either use more power to make the same air
as the identical compressor without pockets or it will produce less air at the same
horsepower. To deliver 100% of capacity, the compressor starts at a higher horsepower
level than the other control methods. Below 90% of full capacity, the turn/spiral valve
uses less horsepower per unit of volume than modulation or either of the load/no load
scenarios.
Quincy Compressor developed the curved lift valve method of effective rotor
length control to overcome the efficiency losses associated with what the turn valve
patent refers to as "...the unavoidable unswept volume formed by the auxiliary ports
which open into the compressor working chambers." Instead of operating a valve that
Page 11 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
required "auxiliary ports", Quincy designed a system of valves that are machined in
place while the rotor bores are being cut. The actual faces of the valves are
dimensionally identical to the rotor bore and have no "unswept volume" that would
reduce volumetric efficiency. This rotor length control design is the only one in use on
air compressors that maintains the full efficiency of solid rotor bores. The primary
difference is that the curved lift valve efficiency improvement allows it to make the same
volume as the turn/spiral valve at a lower initial power or more air at the same power.
Variable frequency drives work by converting 50 or 60 Hertz current to direct
current and then reconverting it to the proper frequency required to turn the drive motor
at the desired speed. This conversion uses an additional 2% to 6% more energy. If the
actual motor power (kW) is charted as a percent of flow to a percent of power, it
outperforms all other forms of capacity control. If, however, the power required to make
the conversion is added back to the motor power, VFD fails to outperform other control
methods in the upper part of the capacity range. VFD driven compressors work best in
applications that have a relatively steady demand. Applications with high intermittent
demand events are often better served using load/unload controls and large volumes of
storage.
Another issue that must be considered when evaluating the potential benefit of a
VFD is the operating speed of the airend. Rotary screw compressor efficiency changes
with changes in RPM. The efficiency of a given size and design of airend is governed, in
part, by the tip speed of the rotors. Tip speed is the speed, in meters per second that
the outside perimeter of a given rotor is traveling. Efficiency remains relatively constant
through a range of speeds, but falls off very dramatically if the airend is operating even
slightly out of the proper range of speeds. Manufacturers usually govern the speed
range, and therefore the capacity range, in order to stay within the efficient range of the
airend. It is important to look at the technical data (or CAGI data sheet) to make certain
that the particular compressor is running efficiently at the anticipated load level. In
some cases, one compressor may have the same full load efficiency as another but
dramatically different efficiencies at the anticipated demand level.
On some compressors, retrofitting a VFD will result in virtually no part load power
savings. It is very important to contact the compressor manufacturer before installing
VFD on existing compressors in order to determine airend efficiency at the proposed
operating speeds and the suitability of the drive motor and other electrical controls.
Page 12 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
Centrifugal Compressors:
A centrifugal compressor is one of two types of dynamic compressors. Dynamic
compressors accelerate air to produce pressure as opposed to trapping a volume and
reducing that volume to produce pressure. Centrifugal compressors can be built as a
single-stage compressor for high flow rates at low pressures or up to six stages for high
pressures. They can be found in heavy industries such as petrochemical, steel,
automotive and others. There is no lubricant in the compression area.
The shape of the blades on the impeller causes air to be drawn in along the
impeller’s axis. The blades accelerate the air due to centrifugal force and push it out to
the edge where it is decelerated, generating pressure. That air is then either fed to an
intercooler and to the next stage or to an aftercooler and on to further air treatment.
Being a dynamic compressor, the specific output is greatly affected by the
ambient air conditions. Manufacturers of centrifugal compressors will rate the flow of
the compressor based on a given ambient condition. As local conditions vary from
rated conditions, flow and power will change. Cold air, for example, is denser than hot
air, so ambient conditions that are colder than the rated conditions will result in higher
flow rates and higher power consumption. Because of this, most centrifugal
compressors have controls that limit the input power by partially closing the inlet valve,
opening a blow-off valve or shutting the machine down. The choice of control type is
influenced by the size of the drive motor and the number of starts per hour that it can
handle. Generally, once started, most centrifugal compressors do not stop as demand
drops. They are primarily used as base load compressors for this reason.
Centrifugal compressors are also affected by a condition known as “surge”.
Surge happens when the system pressure rises to the point where the impeller can no
longer force air into the volute where it decelerates. Compressed air will travel in a
reverse direction in the compressor, producing very loud booming noise. This causes
significant vibration and will damage the compressor if the condition persists.
Page 13 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
Axial Compressors:
Axial compressors are used to produce very large volumes of relatively low
pressures in air and gas service. They have a wide range of applications in power
generation, industrial processes and the most recognizable application, jet engines.
An axial compressor consists of a series of rotating impeller blades separated by
rings of fixed guide vanes. The rotating blades draw air or gas into the compressor and
accelerate it. It then hits the fixed guide vanes where it decelerates to the point where it
gets compressed. This happens through many rows of blades and vanes until it
reaches the required pressure for the particular application.
Air Treatment –
There are impurities in the air we breathe, even if they are not visible. When air
is compressed, these impurities are concentrated. These impurities include things like
dust, soot, mineral oil aerosols, various other hydrocarbons, sulfur dioxide, copper, lead,
iron, and many others. Each of these impurities needs to be examined to determine its
possible affects on the components of the compressed air system. For example, care
must be taken when contaminants like sulfur dioxide (SO2) are present. The primary
source of sulfur dioxide is the combustion of sulfur-containing fossil fuels such as coal
and some petroleum products. Sulfur dioxide (SO2) combines with water to form
sulfuric acid (H2SO4) in compressed air systems. Although the concentration is not
great, condensate lines and traps may need to be of special material to prevent
corrosion.
Condensate:
Water is the most common contaminant in compressed air systems (as well as
vacuum systems). Compressing air changes the temperature of the air and the dew
point of the water vapor in the compressed air. At an ambient condition of 20°C and
70% relative humidity, a compressor with a free air delivery of five cubic meters per
Page 14 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
minute will pump about 30 liters of water out of the compressor. Most of the
condensation (about two-thirds) of that water vapor occurs directly after compression in
the aftercooler. In most compressor designs, the aftercooler is integrated into the
compressor package. The temperature of the air exiting the compressor element can
be in a range of 80°C to 200°C, depending on whether the compression chamber is
flooded or dry. The aftercooler will cool the air to within a few degrees of the cooling
medium, air or water. Both water vapor and some oil will condense out during this
process. The remaining air will be saturated. That is, it will have been cooled to the
point where any further cooling will cause additional water vapor to condense into liquid
water. Since, in this example, there is enough water vapor to condense an additional
10 liters of liquid, further air treatment would be required if the pipe network will see
temperatures cooler than the compressed air.
Before further treatment, the liquid water needs to be removed from the
compressed air. This prevents overloading of dryers and/or an increase in power
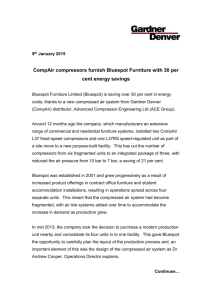
consumption. Various methods are available for this task. Generally, a cyclone
separator that forces the air flow into circular movement
is used to isolate the condensate from the compressed
air (turbulence). The heavy dirt particles and water
droplets combined in the condensate are thrown against
the wall of the separator by centrifugal force and run
down into a condensate drain. The separation efficiency
is approximately. 95 % at 6 bar, 20°C rated volume
flow, and the pressure drops by about 0.05 bar at rated
volume flow.
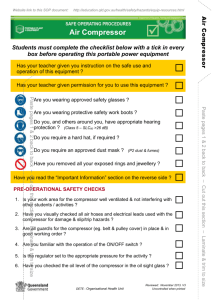
Air receivers are also used to separate liquid
water and further condense water vapor. The usual
connection practice is to bring the saturated air into a
port near the bottom of the receiver and exit through a
port near the top. Because of the low rate of flow of the
air in the air receiver, liquids and particles collect in the lower dished end under the
force of gravity and exit through a condensate drain. Care must be taken with this “wet”
receiver because the air stored in the receiver can overload the downstream air
treatment equipment should there be a sudden large demand event.
Piping should be sloped down and away from the compressors to prevent water
from flowing back into the aftercooler and possibly into the separator. Piping should be
sized for very low velocities in the compressor station. Velocities should be kept below
5 meters per second to ensure that the water remains on the bottom of the pipe and is
not picked up by turbulent air flow that higher velocities produce. Drains should be
placed at low points in the piping to remove any liquid that accumulates.
Dryers:
If the compressed air requires further treatment to reduce its moisture content,
compressed air drying is used. There are two basic categories of drying methods.
Condensation separates the water by reducing the air temperature to less than its dew
point. This can be done by over-pressurizing the compressed and then allowing it to re-
Page 15 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
expand to the desired pressure. This method has serious energy penalties and, though
theoretically possible, is not practical. The more common method is to cool the
compressed air by exposing it to a circulating refrigerant. This method is limited, due to
the possibility of freezing the condensed water, to pressure dew points of about 3°C.
Sorption removes water vapor by either adsorption or absorption. Adsorption is a
physical process that uses molecular forces to bond water vapor to a drying medium,
often activated alumina. Absorption is a chemical process where water vapor and liquid
water react with the drying medium, changing its structure. Salt is a common drying
agent in absorption dryers. There is a third category that has limited, but important
applications. This is diffusion drying. Water vapor diffuses through a permeable
membrane as a result of the higher water vapor pressure on one side of the membrane
than on the other.
Refrigerated Drying:
In practice, refrigeration dryers are usually used to dry compressed air. During
this process, the air is cooled down to a temperature close to freezing. This leads to
condensation of a large proportion of the humidity in the air, which is removed by a
condensate separator and drain. The cooling process consists of two steps: First, the
compressed air flowing into the dryer is cooled in an air/air heat exchanger by the cold
dry air leaving the dryer after the second cooling process. This also heats up the dry air
leaving the dryer. The cooling of the air in the second stage (refrigerant/air heat
exchanger) is comparable with the principle of a refrigerator. The condensate formed by
the cooling action is separated from the compressed air by the separating system and
removed by an automatic condensate drain. The dry air is heated again in the upper
section of the air/air heat exchanger. When the air reaches the outlet, its relative
humidity has been reduced to 10 – 25 percent.
Simple refrigeration dryers can be designed without an integrated air/air heat
exchanger, in which case, the compressed air travels directly from the inlet to the
refrigerant/air heat exchanger and from there to the outlet without a reheating step. The
outlet air is saturated to nearly 100%, but, because the ambient temperature is usually
higher, the air will warm and de-saturate in the further progress through the compressed
air system.
The advantage of this process lies in the fact that such dryers are highly reliable,
have a very good price/performance ratio and can be operated at reasonable cost. For
this reason, refrigeration dryers are mostly used when a pressure dew point above
freezing point suffices. Cooling below the freezing point could destroy the device, as the
condensate would freeze. A regulator preventing icing-up is always fitted in modern
refrigeration dryers just to prevent such an event.
The refrigerant compressor within the dryer is usually designed as piston or scroll
compressor. In special cases, refrigeration dryers are designed to suit the application,
for high temperature and high pressure refrigeration dryers, for example.
Page 16 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
Absorption Drying:
Absorption drying uses a medium such as salt to react with the moisture in the
compressed air. Wet air passes over the medium in a vessel. As the medium is
exposed to the moisture, it dissolves. This usually corrosive slurry drains out of the
bottom of the vessel and must be further treated before disposal. Additionally, this type
of drying is not capable of producing consistent pressure dew points. It is often called a
dew point suppression dryer because it will lower the existing pressure dew point by
about 10°C. This type of drying requires no power source and is suitable to some
remote locations that only require the removal of liquid water and minimal amounts of
vapor.
Heatless Desiccant Drying:
Drying – Compressed air, directly from the compressor or air receiver, passes
through an integrated micro-filter that removes and liquid or solid particles larger than
0.1 µm. The changeover valve directs the air to the vessel currently in the drying phase
where a stainless steel flow distributor ensures even distribution over the vessel crosssection. Most of the moisture in the air is taken up by the desiccant in the lower third of
the bed, known as the mass loading zone, with the second third taking up the
remainder, in order to attain the required dew point. The last third of the vessel acts as a
safety reserve. The air leaves the vessel through the outlet diffuser and a filter that
captures any fine desiccant particles (>1 µm) resulting from friction as the bed moves.
Regeneration – While the desiccant in one vessel is adsorbing moisture, the
other vessel is being regenerated (desorption) by the decompressed flow of a portion of
already dried air passing through the bed from top to bottom. The expanded volume of
this purge air enables it to carry much more moisture that it draws out from the
desiccant, thereby regenerating it. The volume of purge air required is determined by
physical laws and can be easily regulated by an adjustable nozzle. The purge air, now
laden with moisture, leaves the dryer through the exhaust silencer.
Design – The dryer must be designed to accommodate maximum air flow,
maximum inlet temperature and minimum inlet pressure conditions. During periods
when conditions at the dryer are not at maximum, the volume of purge air can be
reduced by the controller, thereby conserving energy. At 7 bar pressure and 35°C inlet
temperature, dryers with sufficient desiccant require about 14% of dried air for
regeneration. If the volume of desiccant is only about 60% of the ideal, the purge air
requirement rises to about 30%.
Internally Heated Desiccant Drying:
The basic process of drying is the same as with the heatless type of desiccant dryer.
The difference is in the regeneration phase. While vessel 1 is in the drying phase, the
desiccant in vessel 2 is being regenerated by the heat provided by an integrated electric
element. About 2-3% of the already dried air is decompressed and used to carry away
the moisture from the regenerating vessel and about a further 5% is needed to cool the
desiccant. When the desiccant in the drying vessel nears saturation, the changeover
Page 17 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
valves reverse the air flow so that vessel 1 is regenerated while vessel 2 performs the
drying. This changeover cycle is managed by the controller on a time basis or by
sensing the degree of saturation.
The dryer must be designed to accommodate maximum air flow, maximum inlet
temperature and minimum inlet pressure conditions. The electrical power consumed by
the dryer is determined by the energy of adsorption and the ambient temperature.
During periods when conditions at the dryer are not at maximum, the volume of purge
air can be reduced by the controller, thereby conserving energy.
Externally Heated Desiccant Drying:
As with the other types of desiccant dryers, the drying process for externally
heated desiccant dryers is the same. The regeneration process, however, is different.
An external blower draws in ambient air through a filter and over a heating element that
raises its temperature to 120 – 160°C and blows the heated air through the desiccant
bed to regenerate it. When regeneration is complete, i.e. the desiccant has given up its
moisture to the hot air, a temperature sensor switches the heater off and cold air
continues to blow through to cool the desiccant. Final cooling is done by dried
compressed air via the purge air nozzle to ensure that the desiccant is not subjected to
moisture from ambient air. Alternatively, the third step may be executed with suction
gas cooling and intermittent parallel operation of both vessels. Finally, the purge air
leaves the dryer through the pipe work system and is exhausted. The volume of purge
air required is about 0.7 % of the dryer capacity, allowing a constant low pressure dew
point to be held under all operating conditions.
Combining Refrigerated and Desiccant Drying:
The combination of a refrigeration dryer and an adsorption dryer offers an
economically interesting means of compressed air drying. Moist air enters the
refrigerant dryer at about 35°C and is cooled in the refrigerant/air heat exchanger to
about +3°C. Moisture is precipitated out and removed in the downstream separator. The
air leaves the dryer with a pressure dew point of +3°C and a temperature of +3°C, i.e., it
has a relative humidity of 100%. A micro-filter reduces the aerosol oil remaining in the
compressed air before it enters the heat regenerating, specifically adapted desiccant
dryer. Here, the compressed air is dried to a pressure dew point between -25 and 70°C. A particulate filter on the desiccant dryer outlet removes and desiccant dust
resulting from attrition and the compressed air finally passes through the air/air heat
exchanger integrated in the refrigerant dryer where its temperature is raised to about
+30°C. When compressed air flow rates exceed 12 cubic meters per minute, this type
of dryer offers significant power savings over other methods of drying if below freezing
dew points are required. Additionally, this type of dryer can be run as a refrigerated
dryer without operating the desiccant section when ambient conditions do not require
dew points below 3°C.
Membrane or Diffusion Drying:
Page 18 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
Diffusion is the equalization of concentration in two substances by the Brownian
motion of molecules from the higher to the lower concentration. The movement is
temperature-dependent and can take place freely or through a semi-permeable
membrane (osmosis). Compressed air enters the dryer through a pre-filter in which
solid particles, oil and aerosols are retained and eventually drained off. The precleaned air flows down the gap between the membrane insert and the dryer housing.
Baffles in the housing base deflect it upwards around the outer surface of the hollow
fiber membranes, any remaining solid particles being deposited at the housing base.
A portion of the dried air passes through the follow fiber membrane and flows downward
towards the outlet, decompressing to atmospheric on the way. The expanding volume of
this purge air increases its capacity to hold water vapor. The difference in concentration
of water molecules between the purge air and the compressed air flowing in opposite
directions encourages diffusion of the water molecules from the compressed air to the
purge air through the membrane fibers. The dried compressed air and moisture-laden
purge air leave the membrane dryer through separate outlets.
These types of dryers are most often used for point of use applications. No
power is required and no regular service other than maintaining the pre-filter.
Filtration:
For normal factory air, a compressed air system only needs a compressor, an air
receiver that also functions as a condensate separator, and a refrigeration dryer, and
does not require to be filled with filters. This reduces power consumption and system
maintenance expenses significantly. Oil-flooded rotary screw compressors have a
separator element that is rated for 1 micron. That means that no particle larger than
one micron will be in the discharge air when the separation system is well maintained.
In contrast, additional particulate filters, activated carbon filters and adsorbers
and sterile filters have to be used, depending on application, in the control air,
processing air or food industry applications to guarantee the air quality required. This is
only possible with the combination of filters and dryers and applies to all standard
compressed air systems.
Filters are available for every degree of cleanliness. When a specific air quality
is required, filter only to that level. Additional filtration, beyond the required air quality,
introduces additional pressure drop and maintenance expense. The added pressure
drop means that the compressors will have to generate a higher pressure to overcome
that resistance. Higher pressures require more energy and add additional load on the
equipment. If fine filtration is desired, consider using filters that are larger than the
anticipated flow rates. This will reduce pressure drop and lower costs.
In systems that have adequate drying, most of the contamination at the point of
use is due to poor selection of pipe material and installation.
Condensate Treatment:
Compressed air systems are designed to accumulate condensate at various
points such as the discharge of the aftercooler, refrigerated dryers, liquid separators
Page 19 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
and some types of filters. This condensate must be drained and treated prior to
disposal.
Drains:
There are several types of drains available to remove condensate from the
compressed air system. These include:
1) Float Drains – Float drains drain only when there is sufficient condensate present
to lift the float and open the drain valve. They require regular maintenance to
operate properly and avoid clogging. When operating properly, they have the
benefit of closing before any compressed air escapes from the system. They are
not normally powered and, therefore, seldom have fault alarms.
2) Timed Electric Traps – This is one of the, if not the, most common drain trap
found in industry today. They are the lowest initial cost trap available. However,
their operating expense can exceed their purchase price in one month or less.
These traps use a timer to set an opening interval between 1.5 minutes to 30
minutes. The timer also has an adjustable setting for the length of time the trap
will remain open. The trap does not sense the presence of liquid and will most
often either remain open too long (which dumps compressed air at line pressure
out of the system) or not long enough (which retains liquid in the system that
could be carried on to the point of use). It is not uncommon to find that timed
electric traps are the largest air consumer in a factory. As a point to remember,
when timed electric traps are found in many locations in a factory, it can be fairly
assumed that the air drying system was either poorly designed or poorly
maintained.
3) Electronic Level Sensing Traps – These types of traps utilize capacitance level
sensing to read the water level inside the drain without using moving parts. As
the water level increases, the drain opens to allow the liquid out, but closes
before all of the liquid is ejected so no compressed air is lost. Being electronic,
most of these drains also include failure-to-drain alarms that can be read
remotely. While these types of drains are initially more expensive than the other
two types, their savings in compressed air and maintenance provides a relatively
quick payback.
A final point about condensate drains, many are installed incorrectly with the
consequence that liquids are not drained at all. Care must be taken that all
manufacturer’s instruction are followed when installing drains.
Condensate Treatment:
Condensate drained from a compressed air system contains traces of all of the
contaminants that were drawn into the compressor and must be treated to separate the
water from the contaminants. The most common type of condensate treatment involves
some filtration and gravity to separate any oils from the water being treated. For this
type of treatment to work properly, the oils in the condensate need to by hydrophobic,
such as PAO synthetic compressor oils. The recovered oil can be recycled and the
Page 20 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
water disposed of in the sanitary drain. Hydrophilic oils, such as some motor oils, form
stable emulsions that do not separate be gravity. All of this condensate must be
disposed of in a manner dictated by local regulations. Lubricants that use a polyglycol
base cannot be separated as the polyglycol has the same specific gravity as water. A
common way to treat this condensate is to boil away the water and then dispose of the
residual liquid in a manner dictated by local regulations.
Piping:
As stated earlier, poor choices in piping and poor installation practices can result
in significant downstream contamination of the compressed air system. Additionally,
poor piping practices often result in increased pressure requirements for the supply side
of the system, increasing operating costs. Proper piping material and practice is a onetime expense. Improper piping increases costs for the life of the system. It makes little
sense to pay a premium for efficient compressors and state-of-the-art controls only to
lose that efficiency advantage through a poorly executed piping system. A well
designed piping system will have less than 0.15 bar pressure drop from the discharge of
the air treatment equipment to the farthest point in the system.
Some rules to follow concern the air velocity in the compressed air pipe network.
In the compressor station, velocities should be kept below 5 meter per second. This
ensures that if there are any liquids in the piping, they will remain on the bottom of the
pipe where they can be easily drained at designed low spots. The main air distribution
net should have velocities below 10 meters per second. At velocities higher than that,
the turbulent layer around the pipe wall will generate added pressure drop and will pick
up contaminants in the pipe and swirl them around the top, bottom and sides of the
pipe. Taking the drops from the top of the distribution piping will not prevent
contaminants and liquids from being pushed to the point of use. In the drops from the
distribution piping to the point of use, velocities should be kept below 15 meters per
second to avoid excessive friction loss and to allow any liquid to fall to a drip leg and not
be carried to the point of use.
Pipe material choices will influence the total system efficiency for the life of the
system. Black iron pipe, also known as mild steel and carbon steel, is generally has the
lowest initial material cost but has a rough interior and is subject to rust. As the interior
of the pipe rusts, it restricts the air flow and sloughs off debris that travels to the various
points of use in a system. It does not matter what kind of filtration is existing in the
compressor station, the pipe will contaminate the entire system. Galvanized pipe is
slightly better than black iron. It does not rust as quickly but it generally has a rough
interior that results in turbulent flow and added pressure drops. Both types of pipe are
heavy and commonly have threaded fittings, another source of leaks.
Better choices would be copper or aluminum. Material costs are higher but
installation is often less expensive, especially with aluminum. Both are resistant to
corrosion and have smooth interior surfaces.
Stainless steel is the premium piping material for compressed air system. It does
not corrode and has a moderately smooth to extremely smooth interior, depending on
the type of stainless pipe being used.
Page 21 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
Local regulations should be consulted before using any plastic pipe for
compressed air service. Plastics such as PVS are brittle and should be avoided. In
some locales, it is illegal to use PVC for compressed air. If hit, it shatters. Under
pressure, the debris can be deadly to anyone in the vicinity. Cross-linked polyester
pipe, commonly known as PEX, does not shatter; it stretches and ruptures, and has
been approved for compressed air in some areas. Because it stretches, long runs of
pipe will sag. This is unsightly but not dangerous.
Section 2 – System Design
Careful analysis of compressed air demand should be the basis of planning a
compressed air station. The starting point could be a detailed analysis of the
performance of the existing plant or, if starting from scratch, careful listing by a
competent specialist of all the demands to be placed on the new station. A plan of the
location where the station is to be installed is necessary and a general flow diagram so
that basic data can be established and the location of measuring points for subsequent
diagnosis determined. A general layout of the air pipelines and any relevant operating
conditions are also needed.
The required working pressure of each compressed air consumer can usually be
established from the manufacturer’s specification marked on the device. The minimum
working pressure required at the consumer is most significant and to this must be added
the various pressure losses expected in the system from the air distribution pipe work
and the air treatment devices such as dryers and filters. The specified maximum
pressures must be used in the calculation in order to ensure that, even under
unfavorable circumstances, a sufficient supply, resulting in the minimum pressure
present in the pressure vessel to ensure the pressure required for proper functioning of
the consumer. The maximum pressure of the compressor is then found by adding the
switching differential.
Calculating the delivery volume without comparable data from an existing
installation is difficult, as simply adding the requirements of individual compressed air
devices and components leads to an incorrect result. As machines and tools do not
necessarily work at 100%, their degree of utilization must be taken into account.
Furthermore, they will not all be used concurrently. The actual time in use of some
consumers, such as blow-off guns for work piece cleaning, cannot be determined
exactly and must be added to the calculation as a simple factor. Leakage losses must
not be ignored either, as they tend to occur even in new systems. They may account for
up to 10%. Also to be considered is a factor for consumer wear and tear and a reserve
for possible additional consumers in the future. The calculated volume flow must be
provided by the compressor system at any time with the required pressure, in order to
ensure a problem-free operation. The selection of compressors and their combination is
of foremost importance in this.
With an existing system, the first point of focus should be on the demand side.
Working back from the point where compressed air is released to atmosphere to the
drop line from the compressed air distribution system, all uses, connections and
pressure requirements should be examined. It is important to eliminate practices that
may be driving the entire system pressure higher than it actually needs to be.
Page 22 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
A baseline needs to be established before optimizing the demand side. This
baseline should consist of both flow and pressure measurements. After optimization,
another study of flow and pressure should be done to confirm the extent of the
improvement. From that point, the piping system should be examined for bottlenecks
that may be causing irrecoverable pressure drops that necessitate higher compressed
air generation pressures. Determine whether there is a looped pipe system or a branch
system. Branch systems often have difficulty delivering compressed air at the required
end use pressure. Often, just connecting the ends of the branches eliminates low
pressure issues.
When the end uses and piping have been optimized it is time to work in the
compressor station itself. Always start with a simple block diagram of the station. This
does not have to be an engineered P&ID, just some figures to represent the various
components and their position in the station relative to other components. If you cannot
draw the system, you will likely never really understand it. Using this block diagram,
determine information goals and a measurement plan to find that information. Remote
pressure signals from various points in the system will also be required to develop a
proper pressure profile and identify additional opportunities.
By generating a pressure profile and identifying the locations and magnitude of
pressure fluctuations, optimizing the supply side of the system to minimize energy
consumption can begin. A pressure profile will also identify the actual control settings
of the compressors, as opposed to the settings the factory thinks they are running on.
Typically, in applications with multiple compressors and without a master controller,
individual compressor settings often conflict with each other and cause excessive
energy consumption. Once a pressure profile identifies issues like this, corrections can
be made to improve both the operation and efficiency of the system.
YOU CANNOT MANAGE WHAT YOU DO NOT MEASURE. In addition to the
baseline and subsequent measurement, continuous monitoring of the compressed air
system is the only way to ensure sustainable improvements. The dynamics of
compressed air systems change with changes in production levels, ambient conditions
and new air consuming equipment.
The Function of Compressed Air Storage:
Compressed air storage receivers perform a variety of functions that can improve
the overall efficiency of the system; both demand side and supply side. On the demand
side, air stored at the same pressure that it is required by the end use has no value. Air
in storage is only useful if the pressure in storage is higher than the pressure required at
the point of use. On the supply side, storage can improve compressor control response
and prevent rapid cycling of compressor controls. To accomplish that, storage should
be sized to be at least one cubic meter of storage for each cubic meter per minute of
trim compressor. A 10m3/min compressor needs 10 cubic meters of storage to
effectively aid the control system and optimize energy consumption.
Large volume, short duration demands (such as bag house operations) can
benefit from dedicated storage with metered refill. This allows for immediate full flow for
these types of demands while maintaining a steady and smaller demand on the system.
Page 23 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
Compressor Installation Considerations:
Air-cooled compressors obviously require an adequate flow of cooling air. The
temperature of the compressor room should not exceed + 40°C. Natural ventilation may
be sufficient for compressors up to 22 kW. Larger systems or smaller rooms require
forced ventilation by installing a fan. The compressor must be located close to the
cooling air inlet aperture so that its fan draws cold air directly through this. Since hot air
rises, the exhaust aperture should be in the ceiling or in the wall immediately below the
ceiling and must be located such that the warm air from the compressor flows toward it.
An open door does not always increase the cooling for the compressor if the air flowing
in through the door takes the shortest route to the exhaust air aperture without flowing
around the compressor.
If there is more than one compressor installed in the room, it is essential to
ensure that they all are adequately ventilated. Add all of the motor kW ratings of the
compressors together and then proceed as if a single compressor of that size is
installed in the room. Take care that the airflow generated by the fan of the first
compressor does not blow across the next compressor, as the fan of the subsequent
compressor would draw heated air. Inadequate cooling of the other compressor would
be the consequence.
The best solution, if technically possible, is a cooling air inlet aperture for each
compressor. The size of the exhaust air aperture should be equal in area to the sum of
the individual inlet air apertures. To calculate the size of the individual inlet air
apertures, the drive powers of the individual compressors are added together to obtain
the flow of cooling air and the required inlet air aperture for the total rated power (equals
exhaust aperture too). The total is then apportioned to the individual compressor
according to their needs so that each has an inlet air aperture corresponding to its size.
Directional exhaust ducting is recommended for machines larger than 11 kW.
Such ducts are fitted directly to the compressor cooing air exhaust. In the event of
intake temperatures which do not fall below +3°C, the duct may be terminated to the
outside without any recirculating control.
In the event that intake temperatures fall below +3°C, the exhaust duct may be
fitted with a recirculation control. In winter operation, warm exhaust air may be mixed
with the cold intake air to prevent freezing. Auxiliary heating may also be required.
The cooling fan in air-cooled machines is only designed to overcome a certain air
resistance at the machine’s inlet and outlet. The maximum thrust specified by the
compressor's manufacturer must not be exceeded and applies to both, intake and
exhaust end. The introduction of anything into the airflow to alter its direction, such as
bends and T-pieces or filters or louvers increases air flow resistance. The dimension of
any cross-section through which air flows influences the flow velocity and resistance.
The permissible pressure drop for a machine with recommended ducting cross-section
is given in the documentation.
Section 3 – System Analysis
Analyzing compressed air systems involves many components. The ultimate
goal is to balance supply with an optimized demand; providing only the amount of
Page 24 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
compressed air at the minimum possible generation pressure that is sufficient for proper
plant operations. To accomplish this may require eliminating or reconfiguring inefficient
uses such as open blowing, aeration, mixing with air motors, vacuum generation with
compressed air and cooling, among a long list of other inappropriate uses. It may also
require changes to the compressed air generation and treatment equipment to meet the
true requirements of the demand in an efficient manner. Some of the changes will
require significant investment and some will have little or no investment required.
To understand why most compressed air systems are not run efficiently, it is
good to start with the philosophy by which they were originally designed. First, most
systems were initially designed with the thought that more is better. The design
engineers must make decisions based on what they think the new facility might use,
given the pneumatic equipment specified. These design engineers do not want a client
to call them on the first or second day of full production and complain that they do not
have enough compressed air for their production demands. If adding a few more
compressors will ensure that call never happens, they will add a few more compressors
to the specification. Second, their concern is rarely system efficiency, even if the client
so specified. If there is some thought given to system efficiency, it usually takes the
form of individual components and not a system as a whole. Third, there is usually no
plan for running the system efficiently when production levels change. If the facility was
originally designed to run three shifts and it drops to one or two, compressed air
efficiency can change dramatically. This is usually not given any thought in the initial
design phase. Lastly, the personnel charged with procuring the equipment are graded
on how they perform to the budget for the facility. They are focused on having the
lowest first cost with little, if any, concern about life cycle costs. All of these factors
conspire to produce systems that are not running at their optimal point.
Starting the Analysis:
Before going through the plant, sit down with the operating people and find out
what problems they have. Talk with production people about problems they may have
with the air supply. Ask about production levels. Does the plant run the same 24/7?
Does production change on different shifts? Does it change on different days of the
week? Does it change in different seasons? Are changes in production levels planned
in the future? Will the plant make more product in two years? Less? If production does
not change, you can log data at any time. If production levels are different on different
shifts or on weekends, then you have to be sure that you capture that data. Ask about
critical flow applications and critical pressure applications. This information will help
determine your measurement plan.
Walk around the facility. Look for obvious problems. ALSO, look for things done
well. Look for inappropriate uses of compressed air. Note the pipe sizes in the
distribution system. Note whether it is a loop system, a branch system no apparent
system at all. Why note things done well?? If the customer has 2 cubic meters of
storage for every m3/min of compressor capacity, and the compressors are still shortcycling, you will know to look for some other problem than lack of storage. Without both
the good and the bad, you cannot make the proper analysis. If you can, take pictures.
A picture is worth a thousand words.
Page 25 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
First, establish a few basic parameters. Ask about the amount of air (volume)
currently being produced. It is unlikely that anyone will know the actual volume being
produced, but they should know the sizes of their compressors and the number of
compressors that are running. From that, estimate the volume being produced. This is
usually much higher than the volume actually required by the pneumatic tools and
equipment. It is not uncommon for the amount being produced to exceed the amount
required by 50% or more. Remember the simple things, supply flow in excess of
demand causes pressure to rise and demand in excess of supply flow causes pressure
to fall.
Ask about the pressure at which the system is operating. Then ask why they
operate at that pressure. What are the critical operations that require the pressure to be
at that level. Note those operations so you can examine them when you walk through
the facility. Ask about the pressure at the discharge point of the compressors and at the
farthest point in the distribution system. You are going to be looking for the amount of
pressure drop from one end of the system to the other. With a constant demand and a
constant supply, the difference in pressure from one point in the system to another is
caused by a resistance to flow. At normal plant operating pressures, a change in
pressure of one bar will make about a 6% change in energy consumption.
You may run into situations where you are told that the plant must use desiccant
dryers with a -40 degree dew point. You look around and find that there is nothing in
the plant that requires air that dry and no piping is exposed to freezing temperatures so
you ask why? You are told that they previously had refrigerated dryers and had
constant water problems. 99% of the time this is a result of poor initial sizing of the
dryers, poor maintenance, poor installation or a combination of those factors. Then you
ask, “What level of filtration do you need?” I need one micron filters! You look and all of
the piping is black iron. There is no point in putting a one micron filter in a black iron
piping system unless the filter is directly at the point of use. If the pipe is copper,
stainless steel, aluminum or some other non-corroding material, you may be able to
keep the system that clean…but not with black iron. You ask about oil carryover and
are told that only oil-free compressors are allowed in the system. Oil-free compressors
do not guarantee oil-free air. If the compressed air must be oil-free, it must go through
the proper treatment equipment regardless of the type of compressor being used.
When walking through the facility, note anything you find unusual or do not
understand. Do not make any assumptions, ask. If you make assumptions, your
assumption may well be wrong and your analysis will be flawed. Although the facility
may have drawings of their compressed air system, do not assume that they are
correct. Experience shows that they are rarely correct. Use the drawings as a base
and note changes that have been made. Once you have completed your walk-through,
sit down and think. If you believe you have found a particular solution to a particular
problem, think some more. There are probably at least three other better solutions.
Develop information goals and a measurement plan so you can actually measure the
system performance and maybe confirm some of your assumptions.
Page 26 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
Pressure Profile:
Pressure profiles were discussed previously. It is important to understand where
pressure losses occur in the system. Breaking that information down into discrete
elements will help determine the course of action required to correct the pressure
losses, if correction is required. It also helps understand why the compressor controls
are behaving the way they are.
Demand Profile:
A demand profile is a record of the actual volume of air consumed by the end
uses in a facility. A demand profile is not exactly the same as a supply profile. A supply
profile is a record of how the compressor station responded to the demands in the
system. In many cases, you will only be able to record a supply profile and you will
have to adjust what you are seeing, based on what you know about the other
components in the system. For example, if there are large amounts of storage in the
system and an event draws down the pressure in the storage, rebuilding that storage
pressure becomes part of the demand on the supply side. The event that drew down
the pressure may not have been seen at the compressors, but their response will be
seen.
There are several methods for determining the flow into the system. The best
method is to use flow meters. Keep in mind that a flow meter does not know in which
direction the air is flowing. Make certain that the meter is installed in a location where
pressure is always higher on the upstream side than the downstream side. That usually
means that the meter must be installed at the end of the air treatment. There should be
no end uses upstream of the meter.
On modulating compressors it is possible to measure the vacuum level between
the inlet valve plate and the rotors to determine the mass flow going through the
compressor. This is a very accurate method of determining compressor output. It does
not produce an actual demand profile but it does accurately document how the
compressor responded to the changes in demand. Many manufacturers have a port
below the inlet valve plate to which a vacuum transducer can be attached. Scaling the
range so that atmospheric pressure indicates full capacity and about 10 Torr indicates
that the compressor inlet valve is closed and the compressor is running unloaded will
give very accurate flow data. Keep in mind that this will not work on variable
displacement or variable speed compressors because their inlet valves remain open to
atmosphere when they are within their control range. Also record a motor-running
signal. With the compressor off, the pressure will be the same as if the compressor
were at full load.
Compressors that are running on load/unload control can be measured by simply
obtaining a load signal and a motor-running signal. If the load signal is active and the
motor is running, the machine is at full capacity. If the motor is running and there is no
load signal, the compressor is running unloaded and not providing any air for the
system. Averaging the percent of time the machine was running loaded versus
unloaded will provide a good measure of the amount of air being consumed. A 10
Page 27 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
m3/min compressor that spent 70% of the time loaded and 30% of the time unloaded or
off would indicate that the system demand averaged 7m 3/min. The potential problem
with this is that it may not show very short-duration demand events. It only shows how
the compressor responded to those demands.
Measuring power to determine flow is the most problematic method. There are
so many things that could affect the power consumption, like incorrectly adjusted
valves, control settings…even wear on some styles of airends. It is possible to match
power measurements with flow meter measurements and can produce reasonable
results with kW numbers. Amp numbers are not nearly as good for calculating the load
status of partially loaded machines. Power numbers do provide significant, good data
for analyzing the health of compressors and systems. You must have pressure data as
well, in order for power numbers to mean anything. There is no way to estimate load
(flow) unless you can associate the power being used to the pressure being produced.
High Volume Intermittent Demand Events:
High volume intermittent demand events consume large amounts of air over a
relatively short period of time. This is followed by a longer period with no or low air
consumption. These events have high peak flow requirements, but relatively low
average demand. These periods of peak air flow often drag the entire pressure down.
This can cause a stand-by compressor to start, in response to the pressure drop. Given
the amount of time it takes to start a compressor and for the compressor to start adding
air to the system, it is not uncommon for the event to be over before the compressor
can contribute anything to the event. It is not uncommon to have a large compressor
running around the clock to satisfy a relatively small average demand.
One common solution used by customers to prevent this is to increase the
amount of storage in the entire system by increasing the pressure in the entire system.
Not really a good solution in most cases.
So, if you find that these types of events exist in the system you are about to
monitor, there are some things you need to add to your information goals. You will want
to determine the maximum flow rate of the event, how low the pressure drops during the
event, how long the event lasts, how much time there is between events and how the
compressors are responding. If the event draws the system pressure down more than 5
psig, and if that does not cause problems with the other uses, we may be able to
dedicate storage to the event and reduce the system pressure in the entire facility.
Perceived High Pressure Demands:
There are true high pressure demands in some systems. There are many more
“perceived” high pressure demands. More often than not, some piece of equipment in a
plant or some section of the plant requires a higher pressure than the rest of the facility.
Finding and correcting, if possible, these applications may substantially change the
recommendations.
It is quite common for poor connection practices to drive system pressure
requirements. Simply getting the required amount of air through a fitting that causes a 2
Page 28 of 29
© UNIDO 2012, All rights reserved
UNITED NATIONS INDUSTRIAL DEVELOPMENT ORGANIZATION
bar pressure drop may be costing the facility a 12% power penalty when a 2 Euro fitting
would solve the problem.
Power Consumption:
Power consumption can be used to determine all kinds of things in the system.
As we have already discussed, we can make assumptions about flow based on power
measurements. Depending on the variations in production, we can make estimates of
annual power consumption. From a systems point of view, power and pressure can tell
us a lot about compressor and system settings. Measuring power is essential to
determining the overall efficiency of the system. Comparing the power consumed to the
air produced provides a measure of the specific performance of the entire system.
Make certain that all of the safety rules are followed before connecting power
measurement devices. Measure kW and not amps. Amps are relative to voltage and
power factor. KW measurements account for those things.
Production Levels:
Note the production levels during the time of the measurements. The data does
no good if a particular production line was down during the measurement and it was not
noted. All of the data collected reflects the system response to the air demands, which
were a response to the production at the time the data was collected.
Page 29 of 29
© UNIDO 2012, All rights reserved