Constraints - e
advertisement

ΠΑΝΕΠΙΣΤΗΜΙΟ ΘΕΣΣΑΛΙΑΣ
ΕΦΑΡΜΟΓΕΣ ΕΠΙΧΕΙΡΗΣΙΑΚΗΣ
ΕΡΕΥΝΑΣ
Ενότητα 2: Scheduling of Loading and Unloading of Crude oil in a Refinery
Γεώργιος Κ.Δ. Σαχαρίδης
Τμήμα Μηχανολόγων Μηχανικών
Refinery
• A refinery is a system composed of docks, pipelines, a series
of tanks to store the crude oil (and prepare the different
blends), CDUs, VDUs production units, blenders and tanks to
store the raw materials and the final products.
2
The Problem
• Once the quantities and the types of crude oil required are
known, schedulers must schedule the loading and unloading
of tanks. The problem that arises then is how to schedule the
transfer of crude oil from the docks to the tanks and from
the tanks to the CDUs/VDUs, minimizing the setup cost of
the system.
3
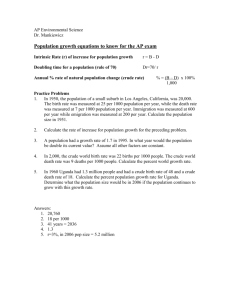
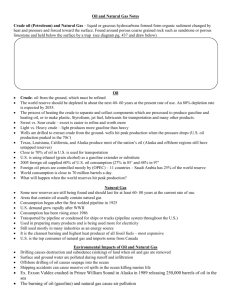
Refinery
Manifold
Vessels
Docks
Crude oil tanks
CDU/VDU
Στο σχήμα
βλέπουμε μια
τυπική διάταξη
από ένα Oil
Refinery.
Δεξαμενόπλοια
έρχονται στις
αποβάθρες,
ξεφορτώνουν το
πετρέλαιο στις
δεξαμενές, το
οποίο
πετρέλαιο στην
συνέχεια περνάει
από τις
εγκαταστάσεις
δυίλισης. 4
Typical Refinery
• A typical refinery is composed of 1 to 10 tanks for the
storage of the crude oil, 2 to 4 CDUs/VDUs and 1 or 2 docks,
which can accommodate 4 to 5 vessels per month.
• The storage capacity of each tank can range from 80000 m3
to 150000 m3. Crude oil flows from the docks to the tanks,
and its flow depends on the unloading capacity of the boats,
ranging from 1000 m3/hour to 5000 m3/hour. Duration of a
boat’s unloading is typically defined a priori by contract (ex.
36 hours).
• Each CDU/VDU has a distillation capacity that can range from
200 m3/hour to 2000 m3/hour.
5
Refinery
• A refinery is a system composed of docks, pipelines, a series
of tanks to store the crude oil (and prepare the different
blends), CDUs, VDUs production units, blenders and tanks to
store the raw materials and the final products.
6
The Problem
• Once the quantities and the types of crude oil required are
known, schedulers must schedule the loading and unloading
of tanks. The problem that arises then is how to schedule the
transfer of crude oil from the docks to the tanks and from
the tanks to the CDUs/VDUs, minimizing the setup cost of
the system.
7
Data of the system
• Dimensions of the refinery;
• Arrival dates of vessels based on medium-term planning,
• Demand of crude oil by the CDU/VDU;
• Initial conditions (quantity and composition in each tank)
and the system’s capabilities (operational times, tanks
capacity and flow limits);
8
Data of the system
• The number of tanks available for storage and their storage
capacity are known;
• The production rates;
• The recipe preparation alternative;
• The blending mode.
Modeling
• Continuous and binary decision variables:
• The continuous variables correspond to flows from docks to tanks,
flows from tanks to CDUs/VDUs, and quantities stored in the
tanks.
• Binary variables are used to specify connections between docks
and tanks, connections between tanks and CDUs
/VDUs, and
also the availability and setup for loading and unloading of the
tanks.
10
Modeling
• The constraints necessary to describe the system include:
a) satisfying operations rules;
b) satisfying material balances;
c) meeting storage capacity constraints;
d) satisfying blend properties;
e) establishing a connection between docks and tanks;
f) establishing connections between tanks and CDUs/VDUs; and
g) setup of tanks for loading or unloading.
11
Reference example
• The system under study is composed of two docks, six tanks
for the loading of crude oil, and two crude distillation units
(CDU) fed by these six tanks;
• The unloading time of a boat is equal to 36 hours and fixed
by contract with the suppliers of crude oil;
• The distillation flow for the two CDUs are 270-350 m3/hour
for CDU1 and 300-1660 m3/hour for CDU2;
• The blends are prepared using the pipelines just before the
CDUs.
12
Reference example
• The period of planning is equal to 30 days (720 hours);
• The arrival plan of three boats (when, which type, and what
quantity of the crude oil they carry) is known a priori;
• The demand of 12 different blends (composed of a
maximum of three different types of crude oil) by the two
CDUs (when, which type, and what quantities of blend) is
given;
• The initial state of each tank at the beginning of a scheduling
period and their storage capacity is given(100000 m3).
13
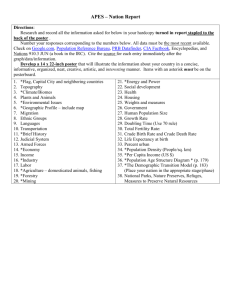
Reference example
Το σχήμα έχει 3 παράλληλες γραμμές που απεικονίζουν τον
χρονικό ορίζοντα:
• Αφίξεων των δεξαμενόπλοιων
• Ζήτηση σε πετρέλαιο ανεξαρτήτως τύπου για κάθε μονάδα
διύλισης
14
Reference example
The objective is to minimize the setup cost of six tanks for the
unloading of three boats, which arrive at precise hours, while
preparing the 12 blends requested and unloading them towards
the CDUs when appropriate.
Why setup cost is important?
• The setup of tanks, involving loading the quantities of crude
oil at the docks and unloading the quantities of blends or
crude oil toward the CDU/VDU, requires a series of
operations that are expensive for the refinery.
16
Why setup cost is important?
• The most critical and expensive operations associated with a
tank’s setup at each stage are:
• Before loading/unloading:
• Configuring the pipeline network (e.g. opening of valves, configuration of
pumps, etc.);
• Filling pipelines with crude oil which is a dangerous and lengthy
procedure;
• Sampling of crude oil for chemical analyses;
• Measuring of the crude oil stock in tank before loading/unloading;
• Starting the loading/unloading; and
• Stopping the loading/unloading.
17
Why setup cost is important?
• The most critical and expensive operations associated with a
tank’s setup at each stage are:
• After loading/unloading:
• Configuring the pipeline network which is a dangerous and lengthy
procedure (e.g. closing of valves, configuration and maintenance of
pumps, etc.);
• Emptying of pipelines; and
• Measuring the crude oil loaded/unloaded in the tanks.
18
Why setup cost is important?
• Costs associated with these operations require that the
loading and unloading of tanks be completed with the
minimum number of setups.
• The minimization of the number of setups is required also for
security reasons, as the above operations are complicated
and with each start of a new loading and unloading, the
system is strained.
19
Current practice – Heuristic approach
• Currently, the obtained schedule is generated based on
managerial experience and on manual calculations giving rise
to a unique optimal schedule for each period, separately
taking into account all the constraints and minimizing the
number of the tanks used.
• This type of optimization gives for the reference example a
sub-optimal solution (feasible solution), leading to twentyfive setups.
• These 25 setups of six tanks are required for the loading of
crude oil quantities transferred by the three boats and the
tank unloading, in order to satisfy the request of 12 different
blends by the two CDUs.
20
General context of scheduling of crude oil
• The objective is to present a general model which gives the
optimal solution for the scheduling of crude oil and can also
be used in any equivalent system
21
General context of scheduling of crude oil
• The potential financial and operational benefits associated
with the development of this model are enormous, as an
advanced optimization tool for scheduling could allow the
refinery to:
• a) minimize the flow problems and the loss of crude oil;
• b) obtain the optimal periodic plans of production;
• c) give direction for the future;
22
General context of scheduling of crude oil
• d) re-optimize the system in case of stochastic events (ex.
accidents, machine failures, new arrivals, changes to
distillation schedules); and
• e) compare the results obtained from various distinct
scenarios. Summarizing loading and unloading of crude oil is
one of the most critical activities in a refinery.
• Better analysis of this activity gives rise to better use of a
system’s resources, as well as improved total visibility and
control of production units and of the entire supply chain.
Main features of the system under study
• Blending preparation:
• The different blends could be produced using the pipelines just
before the CDU/VDU in a place called the manifold. In this case,
only one type of crude oil can be stored in each tank at a time
• The blends required by the CDU/VDU are prepared in the tanks
themselves. In this case, a quantity of a given type of crude oil is
already loaded in a tank then stored and kept on standby until a
quantity of another type of crude oil is unloaded into the same
tank, in order to produce the required blend.
24
Main features of the system under study
• Recipe preparation alternatives:
• The standard recipe preparation. The required blend must satisfy
an exact composition of crude before being distilled in a CDU,
regardless of blending mode. For example, the blend required by a
CDU must contain 20% of crude oil type A and 80% of crude oil
type B for an exact, a priori defined quantity.
• The flexible recipe (relaxation of the standard recipe preparation).
The components of the required blend must satisfy lower and
upper bounds. For example, a CDU requires a quantity of a blend,
where type A can constitute at least 20% of the total quantity and
not more than 50%.
25
Refinery Rules
• Rule 1: Physical limitations exist in the system (e.g. tank
capacity, flow and pumping rates);
• Rule 2: If a given tank is feeding a distillation unit, it cannot
be simultaneously loaded and vice versa;
• Rule 3: Meet the constraints imposed by the blending type;
and
• Rule 4: Meet the constraints imposed by the distillation
option.
26
Mathematical Modeling
Nomenclature
Index
NZ
NP
NCDU
NJ
NT
Data
Cap
the number of tanks;
the number of docks;
the number of crude distillation units;
the number of various types of crude oil;
the number of periods.
E i ,t
the storage capacity of tanks (the same for any tank);
the total quantity of the crude oil available, in dock i, for period t;
aei , j ,t
the percentage of the crude oil ( Ei ,t ) of type j, of the quantity available in
S k ,t
dock i, for period t;
the total quantity requested from CDUk, for the period t;
as k , j ,t
the percentage of the crude oil ( S k ,t ) of type j, required by CDUk, for period t;
a k , j ,t
equal to 1 if the CDUk requests crude oil of type j, for period t and equal to
zero if not;
acceptable minimal percentage, of type j, for the blend unloading towards
CDUk, for period t;
acceptable maximal percentage, of type j, for the blend unloading towards
CDUk, for period t;
equal to 1 if a boat is in dock i and brings crude oil of type j, for period t;
equal to zero otherwise;
equal to 1 if the CDUk requests crude oil of type j, for period t; equal to zero
otherwise;
the minimal number of tanks needed for crude oil unloading of boat arriving
at dock i, for period t;
number of different crude oil types requested by CDUs for period t;
amin k , j ,t
amaxk , j ,t
W 1i , j ,t
W 2k , j ,t
W 3i ,t
S2t
G2t
L j ,t
Decision Variables
number of different blends requested by CDUs for period t;
equal to 1 if the crude oil of type j is requested by CDUs for period t; equal to
zero otherwise.
27
Decision Variable
• We consider two types of decision variables (continuous and
binary):
• The continuous variables are associated with the flow between
docks and tanks, flow between tanks and CDUs/VDUs, and the
quantities of various types of crude oil in the tanks.
28
Decision Variable
• We consider two types of decision variables (continuous and
binary):
• The binary variables represent decisions regarding the loading,
unloading and setup of a tank (which is necessary either before the
loading of a quantity available at the dock or before unloading crude oil
or a blend of crude oil towards the CDU/VDU). The binary variables
represent decisions regarding the loading, unloading and setup of a
tank (which is necessary either before the loading of a quantity
available at the dock or before unloading crude oil or a blend of crude
oil towards the CDU/VDU). The binary variables represent decisions
regarding the loading, unloading and setup of a tank (which is
necessary either before the loading of a quantity available at the dock
or before unloading crude oil or a blend of crude oil towards the
CDU/VDU).
29
Mathematical Modeling
Decision Variables
X i , z , j ,t
Y z , k , j ,t
I z , j ,t
C i , z ,t
D z , k ,t
SCi , z ,t
SDi , z ,t
Fz , j ,t
z , k ,t
continuous variable which corresponds to the quantity of crude oil type j,
loaded by dock i, in tank z, for period t (flow dock tank);
continuous variable which corresponds to the quantity of crude oil type j,
unloaded by tank z, with CDUk , for period t (flow tank CDU);
continuous variable which corresponds to the quantity of crude oil type j,
stocked at the end of period t, in tank z. We specify that variables I z , j , 0 are
data corresponding to the quantities stored in the tanks at the beginning of
scheduling period;
binary variable (0-1) which is equal to 1 if connection is established between
the dock i and tank z, for period t and equal to zero if not;
binary variable (0-1) which is equal to 1 if connection is established between
the tank z and CDUk, for period t and equal to zero if not;
binary variable (0-1) which is equal to 1 if setup of tank z is established for
loading crude oil from the dock i, at the beginning of the period t and equal to
zero if not;
binary variable (0-1) which is equal to 1 if setup of tank z is established for
unloading crude oil towards CDUk, at the beginning of the period t and equal
to zero if not;
binary variable (0-1) which is equal to 1 if tank z contains type j, for the
period t and equal to zero if not;
integer variable that takes value in the interval [0,100] and defines the
percentage of the total quantity stored in the tank z unloaded towards the
CDUk in period t.
30
Constraints
• Four groups of constraints which guarantee certain
operational conditions:
• Constraints which guarantee that the quantities loaded in tanks
are equal to the quantities available to docks in each period
• Constraints expressing that the quantities unloaded towards
CDUs/VDUs are equal to the quantities required by them
• Constraints expressing the material balance
• Constraints guarantee that quantity stored in a tank is not greater
than its storage capacity.
31
Constraints applicable in any case
• Constraint (1) is a loading constraint and guarantees that the
sum of the quantities loaded in tanks, at dock i, for period t,
is equal to the quantity available at the dock.
• Constraint (2) is an unloading constraint and guarantees that
the sum of the quantities unloaded by all the tanks, towards
CDUk, for period t, is equal to the quantity required by the
CDUk.
32
Constraints applicable in any case
• Constraint (3) is the material balance constraint expressing
that the quantity of crude oil, type j, which is stored in tank
z, at period t, is equal to the quantity which was stored at
period t-1, plus the sum of quantities of the same type that
are loaded for this period by all docks i, less the sum of the
quantities unloaded by this tank towards all CDUs.
Constraints applicable in any case
• The capacity constraint is defined by constraint (4) where the
sum of different types of crude oil should be less than or
equal to the total storage capacity.
• Constraints (5-6) are associated with operation rules and
express the connection if a flow between a tank z and dock i
or CDUk is established for loading or unloading. (Notice that
the constant M used in the following equalities takes a value
equal to the storage capacity of the tanks.
34
Constraints applicable in any case
• Constraint (7) guarantees that loading and unloading does
not take place at the same time. We notice that the sum
over i in constraint (7) results from the fact that a maximum
of only one boat unloads crude oil to a tank z in the time
period t.
• Constraints (8-9) are the setup constraints. These constraints
guarantee that during the loading or unloading of a tank z, a
setup cost is charged at the beginning of the loading or
unloading period.
Objective Function
• The objective function for the developed model is to
minimize the total number of tank setups necessary for the
loading and unloading of the crude oil.
36
Blending in the manifold
• When the blend is prepared just before the CDU in the
manifold using pipelines, the following decision variables and
constraints should be added. The additional decision variable
(
) is a binary variable (0-1) which is equal to 1 if tank z
contains type j, for the period t and equal to zero if not.
37
Blending in the manifold
• Additional constraint should guarantee that only one type j
of the crude oil can be stored in a tank z, in the period t and
should ensures the coherence between decision variables I z , j ,t Fz, j,t
38
Blending modes – Standard recipe
preparation /OM11 - OM12 models
• Standard recipe preparation
• Flexible recipe preparation
39
Blending in tanks
• When blend is prepared in the tanks, It is necessary to
introduce a new term: the acceptable blend:
• Preparation of blend in tank – Standard recipe preparation
/OM21 model
• In order that a tank z is unloaded towards CDUk, at period t, the
quantity of the j type must be equal to the total quantity which
exists in the tank multiplied by the rate required by CDUk.
Preparation of blend in tank - Flexible recipe preparation /OM22
model
• In order that a tank z is unloaded towards CDUk, at period t, the
quantity of the j type must satisfy the upper and lower bounds of
the component j required by the CDUk.
40
Blending in the manifold and tanks
• When a percentage of the crude oil is unloaded from the
tank z, to the CDUk, in period t then all the types of crude oil
are unloaded simultaneously in a quantity which satisfies the
proportion of the mixture.
41
Blending in the manifold and tanks
• Standard recipe preparation / OM31 model
• The sum of the quantities unloaded by all the tanks, towards CDUk,
for period t, is equal to the quantity required by the CDUk
• Flexible recipe preparation / OM32 model
• With the flexible distillation, the additional constraints are that the
sum of quantities type j unloaded by all tanks, for period t,
towards CDUk satisfies the upper and lower percentage of the
quantity required by this CDUk
42
Heuristic Optimization vs. Exact
Optimization
Example
Ex.1
Ex.2
Ex.3
Ex.4
Ex.5
Ex.6
Ex.7
Ex.8
Ex.9
Ex.10
Ex.11
Ex.12
Ex.13
Ex.14
Ex.15
Ex.16
Ex.17
Ex.18
Ex.19
Ex.20
Model HM11
9 setups
8 setups
14 setups
22 setups
13 setups
Model HM12
16 setups
13 setups
20 setups
23 setups
16 setups
Model HM21
23 setups
18 setups
19 setups
35 setups
17 setups
Model HM22
33 setups
22 setups
19 setups
22 setups
32 setups
Model OM11
8 setups
7 setups
13 setups
19 setups
12 setups
Model OM12
13 setups
12 setups
15 setups
18 setups
13 setups
Model OM21
20 setups
15 setups
18 setups
30 setups
15 setups
Model OM22
26 setups
20 setups
16 setups
17 setups
27 setups
Relative difference
11.11%
12.5%
7.14%
13.63%
7.69%
CPU Resolution
10h
11h
13h
17h
13h
18.75%
7.69%
25%
21.73%
18.75%
16h
15h
17h
19h
16h
13.04%
16.66%
5.26%
14.28%
11.76%
16h
16h
19h
22h
19h
21.87%
9.09%
15.78%
22.72%
15.62%
19h
18h
18h
17h
18h
43
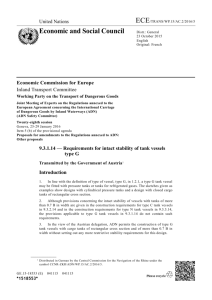
Time representation
Το σχήμα έχει 3 παράλληλες γραμμές που απεικονίζουν τον
χρονικό ορίζοντα:
• Αφίξεων των δεξαμενόπλοιων
• Ζήτηση σε πετρέλαιο ανεξαρτήτως τύπου για κάθε μονάδα
διύλισης
44
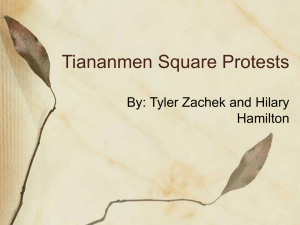
Time representation
200 hours = 200 periods
200 hours = 4 periods
Arrival A
Vessels Arrival
t=t4
CDU1 Demand
Το σχήμα έχει 3 παράλληλες γραμμές που
απεικονίζουν
τον χρονικό ορίζοντα:
Vessels
Arrival
• Αφίξεων των δεξαμενόπλοιων
• Ζήτηση σε πετρέλαιο ανεξαρτήτως τύπου για
CDU Demand
κάθε μονάδα διύλισης
Ο χρονικός ορίζοντας έχει διαιρεθεί σε χρονικές
ζώνες.
CDU Demand
Arrival A
t=t5
t=t4
t=t5
1
Mix type A
Mix type B
t=t3
CDU2 Demand
Mix type A Mix type A Mix type B Mix type B
t=t3
2
Mix type D
t=t1
Mix type E
t=t2
Mix type D Mix type E Mix type E Mix type E
t=t1
Period 1
t=t2
Period 2
Period 3
Period 4
45
Event-based time representation
200 hours = 200 periods
200 hours = 4 periods
Arrival A
Vessels Arrival
t=t4
CDU1 Demand
Arrival A
Vessels Arrival
t=t5
t=t4
t=t5
CDU1 Demand
Mix type A
Mix type B
Mix type A Mix type A Mix type B Mix type B
t=t3
t=t3
CDU2 Demand
CDU2 Demand
Mix type D
t=t1
Mix type E
t=t2
Mix type D Mix type E Mix type E Mix type E
t=t1
Period 1
Hourly representation
t=t2
Period 2
Period 3
Period 4
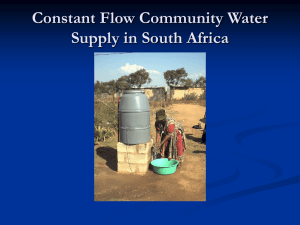
Event-based representation
Το σχήμα έχει 3 παράλληλες γραμμές που απεικονίζουν τον χρονικό ορίζοντα:
• Αφίξεων των δεξαμενόπλοιων
• Ζήτηση σε πετρέλαιο ανεξαρτήτως τύπου για κάθε μονάδα διύλισης
Εκτός της διακριτοποίησης του χρόνου, βλέπουμε και την διακριτοποίηση σε
περιόδους.
46
Reference example - Event based time
representation
0
2
102
204
240
342
378
480
516
618
720
0
1
2
3
4
5
6
7
8
9
0
0
0
Type 0
120000
0
Type 1
110000
0
Type 0
90000
0
0
0
Type 0
15000
Type 2
15000
Type 0
27750
Type 0
9750
Type 0
27750
Type 0
9750
Type 0
9800
Type 1
9800
Type 2
15400
Type 0
6000
Type 1
5250
Type 0
17000
Type 1
14875
Type 0
17000
Type 1
14875
0
Type 0
24600
Type 2
35400
Type 0
30000
Type 2
15600
Type 2
44400
Type 0
60000
Type 1
30000
Type 2
20000
Type 0
15000
Type 1
25000
Type 1
10000
Type 2
40000
Type 0
60000
10 periods
Vessels Arrival
CDU1 Demand
CDU2 Demand
Παράδειγμα βασιζόμενο στην προηγούμενη αναπαράσταση του χρόνου.
47
Size of the mathematical models
MO1,1
Number of periods
Number of decision variables
Number of constraints
CPU resolution time
Optimal solution
Partition based on hour Partition based on events
720
10
112320
1560
116640
1620
16 hours
1 hour
21 setups
21 setups
Table 3: Comparative results
48
Linearization of constraints
• Modeling with bilinear products of continuous and 0-1
decision variables
Considering the bilinear products of the form
is a continuous decision variable.
Wz ,k ,t I z , j ,t z,k,j,t
where
W z , k ,t
is a binary variable and
I z , j ,t
In order to linearize this bilinear product, the continuous decision variable should be bounded:
L I z , j ,t U
. For this purpose and based on the case study we define the L and U.
49
Linearization of constraints
The basic idea is to introduce new variables
Η z ,k , j ,t Wz ,k ,t I z , j ,t z,k,j,t
for each bilinear product.
Then introduce 4 additional constraints for each z,k,j,t :
I z , j ,t U (1 Wz ,k ,t ) H z ,k , j ,t I z , j ,t L(1 Wz ,k ,t )z,k,j,t
LWz ,k ,t H z ,k , j ,t UWz ,k ,t z,k,j,t
50
Linearization of constraints
• The above formulation corresponds to a nonlinear model where we
have a bilinear product of continuous and general integer variable. In
order to apply the above method we need a preprocessing step. The
general integer variable should be expressed as a function of auxiliary
binary variables leading to new bilinear product of binary and
continuous variables: W 2W 4W 8W 16W 32W 64W
z .k .t
0
z , k ,t
1
z ,k ,t
2
z , k ,t
3
z , k ,t
4
z , k ,t
5
z , k ,t
6
z , k ,t
W , q {0,...,6}
where z .k .t [0,100] , and z ,k ,t
are the auxiliary binary variables needed for the
discetization of the general integer decision variable.
q
Linearization of constraints
Replacing the decision variable
linear constraint [20]:
z , k ,t
with the above formulation we obtain the following modified non-
100Yz .k . j ,t W z0, k ,t I z , j ,t 2W z1, k ,t I z , j ,t 4W z2, k ,t I z , j ,t
8W z3, k ,t I z , j ,t 16W z4, k ,t I z , j ,t 32W z5, k ,t I z , j ,t 64W z6, k ,t I z , j ,t
52
Linearization of constraints
53