File
advertisement

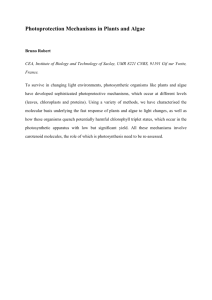
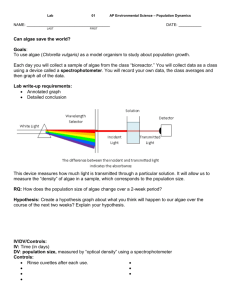
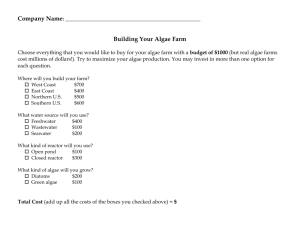
Team Christina Algaelera Algal Biodiesel Production Over the past 40 years, oil and gas prices have gone up drastically. Within the past 10 years diesel prices have skyrocketed from $1.20 per gallon of to $4.20 per gallon. These increasing prices have led researchers to explore other means of fuel production. One of the most promising fields is biodiesel. Biodiesel can provide a renewable means of fuel production, whereas diesel production currently uses nonrenewable fossil fuels. With the rising consumption of fuels, CO2 emissions are at an all time high. The use of biodiesel instead of diesel will lower these emissions considerably, since biodiesel releases cleaner emissions than regular diesel. The industrial production of biodiesel is also less stressful on the environment as it releases less gas emissions into the air. There are several methods of biodiesel production. We have chosen to use an algae based production for several reasons. Algae have a very fast growth rate with a typical doubling time of two to three hours. They also have a much higher photosynthetic efficiency rating than other high oil content plants, meaning that they will convert more sunlight to energy and require less energy to grow. Another benefit of using algae as our oil source instead of another plant is that our biodiesel production will not compete with the food source, which has been an issue lately with the production of ethanol from corn. The use of algae can also reduce the carbon footprint of other industrial plants since it is able to use the flue gas that they release as a source of nutrients. This will effectively filter the flue gas and make it less harmful to the environment. Diesel is currently produced industrially from nonrenewable crude oil. The crude oil arrives at the plant and is fed into a distillation column, which separates its various components in to different fractions. The diesel fraction is subjected to a cracking process, which breaks down large hydrocarbons into smaller ones. The cracking can be performed using a chemical catalyst on the diesel fraction. This catalyst speeds up the decomposition of the large hydrocarbons. The major catalysts used today include: zeolite, aluminum hydrosilicate, bauxite, and silica alumina. An algal biological system is much more advantageous from an environmental standpoint as it would both require less gas emissions in the process of production and absorb CO2 and other harmful gases in the growth process. The use of biodiesel as a main source of fuel would greatly benefit the environment as well as provide a means of renewable fuel indefinitely. The latter has become increasingly important as of late due to the crude oil supply being nonrenewable. Our proposed method of biodiesel production aims to cut down on the use of harmful chemicals in the biodiesel production as well as reduce the cost of current biodiesel production. The strands of algae we chose for our bioprocess are from two different families: Chlorella Vulgaris and Scenedesmus Obliquus. Chlorella will be used as our NonFlocculant in our bioprocess (Bioflocculation on page 7-8), and will be grown in the photo-bioreactor. This algae is a green, freshwater, single cell algae that is very small, 2-10 μm in diameter. Chlorella was chosen for several reasons: high lipid content, large photosynthetic efficiency, and also its ability to use glycerol as its carbon source for nutrients. Our other algae, Scenedesmus, will be used as our auto-flocculant in our bioprocess and will be grown in an open pond system. Scenedesmus, like Chlorella, is also a small, green, freshwater algae. Instead of having a circular shape, Scenedesmus has a cylindrical shape with a 5-30 μm length. We chose Scenedesmus for its incredibly large lipid concentration and for the type of lipids it typically yields. Chlorella and Scenedesmus have similar growth conditions for optimizing their lipid production. Both strands create more lipids when placed under salinity stress, where the optimum ratio for salt water to fresh water for both strands was determined to be approximately .25:1. Each strand also operates best under the same pH levels, which were determined to be slightly acidic at 6.5. The strands only differ in temperature. Chlorella prefers a climate of about 25 °C, and Scenedesmus prefers a little warmer climate of about 35 °C. However the temperature preference between the two is not an issue because bioflocculation can be done off site, so each strand can be grown in their own preferred conditions and then taken to a site for bioflocculation. The ability of each strand to create saturated lipids played a major role in determining what algae to use. Chlorella was matched up in an experiment against several other strains of algae and found to be very lipid-rich under good growing conditions. Chlorella was shown to have a very promising lipid content of approximately 23%, compared to the other lipids typically with percentages ranging around 7-8%. Even better, Scenedesmus was also tested in that very same experiment and was shown to have an even higher lipid content of approximately 27%. This was the highest of all the strands. With such high lipid yields, both algae show very promising futures in the biofuel industry. One of the major issues with creating bioprocesses today is the incredibly large cost associated with maintaining them, making them no longer viable on an industrial scale; one such cost is the feed. Algae need very rich carbon sources to grow and sugars tend to be the standard feed. However, using such high amounts of sugar increases the cost of the process to an unaffordable level. Our solution to this issue is to recycle glycerol, a rich carbon resource produced at the end of the biodiesel process, back into the feed. In a study, Chlorella was found to react very strongly to having glycerol as the sole carbon nutrient source. Table above shows how Chlorella responds to different carbon feeds. Glycerol was found to be very promising for Chlorella; however, no data was available for whether or not Scenedesmus could rely on glycerol for its resources. In order to make this process even more viable such testing would need to be done. Using glycerol as the sole carbon feed source results in cultivation costs being reduced considerably, and making biofuels on an industrial scale much more viable. Moving further into the process of production, the type of fatty acids produced by these algae determines whether they can be used for biofuel or not. Scenedesmus produces the highest quality fatty acid, oleic acid. Oleic acid is desirable due to its high degree of saturation. With the longer the chain of alkanes attached to the acid, oleic acid is easy to break apart and be used for fuel. Chlorella does not produce oleic acid, but instead produces linoleic acid, which has a lower degree of saturation due to the presence of a second pi bond in its structure. As a result of the higher saturation, linoleic acid is harder to break into pieces making it tougher to extract good fuel from; nonetheless, it is still a good candidate for biofuel production. There are a few options for the cultivation of our algae. These options are broken up into two main categories, open ponds and photobioreactors. Open ponds are as the name suggests outside and open to the environment. Photobioreactors (PBR’s) are bioreactor systems that use a light source. Since we are using two strains of algae, an auto-flocculating and non-flocculating, we will also be using both an open pond and PBR for each respectively. The open pond system contains some inherent disadvantages when compared to the PBR. Its open system makes it hard to control operations conditions like pH, temperature, and nutrient levels which reduce productivity. Also the risk of contamination is increased significantly. The most common types are raceway, circular, inclined, and unmixed. The biggest pro is the low initial and continual mainentence cost to operate an open pond compared to a PBR. In one study the cost of the initial Open pond layout was $11,299 compared to a PBR’s $127,762. The PBR on the other hard is very expensive but allows for higher productivity and control of the growth conditions. We have proposed to use a flat plate PBR to grow the nonflocculant so our scale up can have more predictable results and run more smoothly. The costs themselves are hard to project forward since demand and supply are constantly changing. The reason the autoflocculant has been put in the open pond system is that it would jam a PBR system by clumping together. Both open pond and PBR systems can be broken up into five components: the feed stream, the mixing mechanism, the algae, the growth chamber, and the exit stream. The feed stream for both contains all of our nutrients, water, flue gas containing carbon dioxide, and our recycled glycerol product. The exit stream is also very similar for both PBR’s and open pond, taking the algae, leftover nutrients, and other waste products to the extraction process. The open pond system shall be modeled after the raceway ponds being used today. In a raceway pond, a shallow oval pool is mixed by a motorized paddle wheel. The pools are at most .4 m deep in order to ensure the algae can absorb the sunlight and keep the surface area to volume ratio at a productive level. As we mentioned before, one of our algae species is our autoflocculant. The mixing process will therefore break up the algae clumps with the paddle wheel, something that would be difficult to achieve in a PBR system. The pond itself can be constructed from a variety of materials from plastics to concrete so to reduce costs we have elected to use concrete. A thermostat and pH monitor shall be in place to monitor the conditions but if something were to happen to the temperature, it would be difficult to quickly resolve the problem. It is simple to adjust the conditions on a PBR since each individual chamber is relatively small and self-contained. An experiment by Dr. Hu at Arizona State reported high productivity levels of 80 g/L in flat plate reactors, which is unheard of, compared to open ponds, and this is why we have chosen to grow the nonflocculant here. The chamber is a thin rectangular tank made of transparent plastic, thus allowing the light to pass through to the algae. At the bottom of the tank is a perforated air tube through which the flue gas bubbles up though the suspended algae. This bubbling will act as the mixing mechanism. At the top of the plate are the monitoring systems, and nutrient feed stream. Exit streams finish off the cultivation process taking the algae away to the extraction. Harvesting microalgae can been done by three major processes. The first is centrifugation, and while this is an efficient process, it only works well for small batches. The second process is filtration, which is not viable on large scale because it is very species dependent and it requires a decent amount of time for the water to drain. The third is flocculation and this was found to be the most effective method. Flocculation is the method in which the negatively charged cell wall of the algae is neutralized to aggregate the cells and form flocs, so that they may freely sediment to the bottom of the tank. There are two types of flocculation, chemical and biological. In chemical flocculation a chemical called a flocculant is added to the tank, which neutralizes the microalgae so that they will sediment. There are several items to consider when choosing a flocculants. The flocculant must be non-toxic, recyclable, inexpensive, and effective at low concentrations. Traditional flocculants, like hydrated aluminum potassium sulfate or alkalis, cannot be used in biodiesel harvesting because of their cost and toxicity. Further research must go into finding the proper flocculant for chemical flocculation. However, in bio-flocculation an organism is used as the flocculant. Traditionally bio-flocculation was used in wastewater treatment with bacteria to sediment algae. Using bacteria is not practical in harvesting microalgae because it contaminates the algae for further downstream processes and it requires additional substrate and energy to grow. The idea of using a biological flocculant has spurred research into using algae as a flocculant. In this process a non-flocculating algae, Chlorella Vulgaris, is combined with an auto-flocculating algae, Scenedesmus Obliquus, for the flocculation process. The auto-flocculating microalgae form flocs by creating membrane-like structures that enclose multiple cells. When the two algae’s are introduced to each other through a mixer the auto-flocculating microalgae will attach to itself and the non-flocculating microalgae to form flocs. Bridging and patching can describe the mechanics behind the flocculation. Bridging is the mechanism in which the auto-flocculants can bind with multiple non-flocculating microalgae, whereas patching is when the auto-flocculants binds to localized non-flocculating microalgae. The mechanism specific to our process involving Chlorella Vulgaris and Scenedesmus Obliquus is patching. The figure below shows the difference between the non-flocculant, auto-flocculant, and combined. A and B are Chlorella Vulgaris, D is the competing auto-flocculant, E is Scenedesmus Obliquus, and G and F are the combination of the auto-flocculant and non-flocculant. The mechanism for the competing auto-flocculating microalgae is bridging. Chlorella Vulgaris and Scenedesmus Obliquus were chosen over the competing bio-flocculating pair because it has increased recovery efficiency. The reason that this method was chosen over chemical flocculation is that using an auto-flocculating microalgae induces faster sedimentation of the nonflocculating microalgae and increases the harvesting efficiency. Also, the autoflocculating microalgae reduces the need to separate a chemical flocculant from the harvested biomass. Lastly, the auto-flocculating microalgae can have their oil extracted along with the non-flocculating microalgae. Though this process is known to work, the exact ratio of auto-flocculating to non-flocculating is not yet identified, and it has been shown that the relationship between the two microalgae concentrations are not linear relatable. After the algae are removed from the flocculation tank, they are sent to a vacuum filter to dry before being sent to the extraction process. The extraction of the algal oils from the algae is our next step. There are several methods of extraction to consider when addressing the issue. There are two main types of extraction, mechanical and chemical. Mechanical extraction can be performed via several different methods. One method is expeller pressing, which is the process of physically crushing the dry algae cells, breaking the cells up and releasing the oil. This is done using two interlocked helicoid shafts that spin, moving the dry algae through them, and crushing the algae as they move further along the press. This crushing will break down the cell walls and release the algal oil. A second method of mechanical extraction is ultrasonic extraction. This method involves sending ultrasonic waves through the algae solution. These waves create cavitation bubbles in the solvent, which collapse near the walls of the algae cells. This bubble collapse creates microjets and shock waves in the cell, which cause the cell wall to break apart. Breaking up the cell wall will release the oil into the solvent solution. The product solution must then be filtered, and the oil is separated from the solvent solution by means of distillation. Chemical extraction methods involve using chemical solvents such as hexane to remove the oil from the algae solution. All of the aforementioned methods are excellent means of extraction; however, the method that will give the highest oil recovery percentage is a combination of both expeller pressing and chemical extraction. A typical expeller press alone can remove approximately 75% of the oil from algae. The remaining 25% of the oil is contained in the algae cake. Our process will therefore first use an expeller press to remove the majority of the oil, and it will then use chemical extraction on the remaining cake in order to further remove the oil from it. The chemical solvent we will use is hexane. After the oil is dissolved by the hexane in a tank, the solution will be put through a process of vacuum filtration, and the oil will be separated from the solvent by a distillation column. The coupling of the mechanical and chemical extraction methods will increase our total oil recovery to 95%. After the oil is extracted, the final step is the conversion of the oil into biodiesel. The primary method of oil conversion is the process of transesterification. The transesterification process involves reacting the algal oil with alcohols to produce three large organic chain molecules and a glycerol molecule. The algal oil itself is a triglyceride molecule. This means that it has three large organic groups that are attached to a central glycerol chain. The mechanism of the reaction involves breaking the ester bond between the organic chain and the glycerol chain and reforming an ester bond between the organic chain and the alcohol. The reaction is illustrated below. The two most commonly used alcohols for this reaction are methanol and ethanol. We will be using ethanol because it will give a longer chain and a higher specific heat of combustion. This higher heat of combustion results in producing higher quality biodiesel. We will also use a sodium ethanolate catalyst to reduce the reaction time. After the reaction has completed. The product solution is blended with an ether/saltwater solution. The blending of the ether and salt-water will aid in the separation of the two layers of product that form from the transesterification process. The solution will then be allowed to separate into the two layers. The top layer will be the biodiesel product mixed with the ether solution. While the bottom layer will be the glycerol byproduct. This byproduct stream will be recycled back to the nutrient stream for the cultivation of the algae. The biodiesel layer will be sent to a vacuum vaporizer in order to remove the remaining ether. The ether will evaporate out first since it has a much lower boiling point than the biodiesel. Once the ether has been removed, the biodiesel product is fully purified and ready to be shipped to storage tanks before being sent out for distribution to various consumers. Overall, we suggest using a complex system for our bioprocess taking several parts from non-viable processes and putting them together to create one viable process. With our proposed system, extracting algal oils and converting them into biofuel is achievable with little maintenance costs. Using photobioreactors, open pond systems, bioflocculation, and glycerol recycling, our process proves to be very unique and feasible as an alternative fuel production process. Bibliography Guo, Sou-lian. "Characterization of flocculating agent from the self-flocculating microalga Scenedesmus obliquus AS-6-1 for efficient biomass harvest."Science Direct. (2013): n. page. Web. 27 Apr. 2013. <http://www.sciencedirect.com/science/article/pii/S0960852413001521>. Gustavo, Leite. "Algal biofuels: Challenges and opportunities." Science Direct. (2013): n. page. Web. 27 Apr. 2013. <http://www.sciencedirect.com/science/article/pii/S0960852413002216>. Liang, Yanna, Nicolas Sarkany, and Yi Cui. "Biomass and lipid productivities of Chlorella vulgaris under autotrophic, heterotrophic and mixotrophic growth conditions." (2009): 1043-1049. Web. 27 Apr. 2013. Makarevičienė, Violeta, Vaida Andrulevičiūtė, Virginija Skorupskaitė, and Jūratė Kasperovičienė. "Cultivation of Microalgae Chlorella sp. and Scenedesmus sp. as a Potentional Biofuel Feedstock." Environmental Research, Engineering and Management. (2011): 23-27. Web. 27 Apr. 2013. Prabakaran, Pandian, and David Ravindran. "Scenedesmus as a potential source of biodiesel among selected microalgae." RESEARCH COMMUNICATIONS. 102.4 (2012): 616-619. Web. 27 Apr. 2013. Salim, Sina. "Harvesting of microalgae by bio-flocculation."National Center for Biotechnology Information. (2013): n. page. Web. 27 Apr. 2013. <http://www.ncbi.nlm.nih.gov/pmc/articles/PMC3172406/>. Suali, Emma. "Conversion of microalgae to biofuel." Science Direct. (2013): n. page. Web. 27 Apr. 2013. <http://www.sciencedirect.com/science/article/pii/S1364032112002304>. http://science.howstuffworks.com/environmental/energy/oil-refining2.htm http://www.oilgae.com http://en.wikipedia.org/wiki/Expeller_pressing http://blog.transplace.com/archive/tags/Diesel%20fuel%20prices/default.aspx