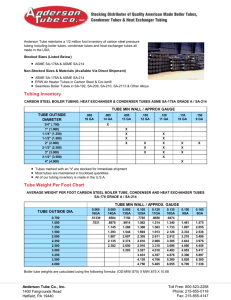
0-Overview-Presentation
advertisement

Fintube Technologies, Inc.
Date: October 22, 2009
Sanat Shetty
© United States Steel Corporation
Fintube Technologies, Inc.
“Vertically Integrated Manufacturing for Reliability and Quality”
ISO certified for more than 10 years
Steel Coil Services
• Coil slitting & processing
• Rod to fin strip
Kentube Engineered Products
•
•
•
•
Design
Engineering
Fabrication
Contract Fabrication
TEKtube
• ERW Tube Mill
• X-ID® Tubing
Finned Products Group
• Kentube Finned Products - OK
• Aletas y Birlos – Mexico
2
Kentube Engineered Products Group
•
•
Economizers
– Rectangular
– Cylindrical
Tubular Air Heaters
•
Stool Coolers
•
Feedwater Preheat Systems
•
Tank heaters
•
Accessories
– Safety Relief Valves
– Sootblowers
•
Steam Coil Air Heaters
•
(Indirect fired) Super-heaters
•
Waste Heat Recovery
– Hot Oil / Thermal fluids
– Glycol/Water
– Ductwork
3
Kentube Engineered Products
– Industries Served
Process industries
•
•
•
•
Chemical & petrochemical
Food & beverage
Paper
Pharmaceuticals / Fertilizer
Packaged Boilers
Utility boilers
Furnaces
Ovens
Kilns
Fired Heaters
Diesel Generators
Industrial applications
• Steel production
• Equipment manufacturers
• Textile industries
Other
•
•
•
•
Hospitals
Schools
Laundries
Offshore Platforms
4
Fundamentals of Heat Recovery
•
Recover energy that is other-wise being wasted.
•
This energy has already been “ paid for ”.
•
BENEFITS of HEAT RECOVERY
– Higher efficiency
– Lower Pollution (Thermal and emissions)
– $$ saved
•
Economics of heat recovery are dictated by capital and operating costs of the heat recovery
equipment.
•
SENSIBLE HEAT RECOVERY OR LATENT HEAT RECOVERY ALSO !
5
Rectangular Economizer
•
Vertical or horizontal gas flow
•
Size ranges to 1,000,000+ pph
•
Operating pressures from 50 psig to
supercritical
•
Horizontal or vertical tube designs
•
Can support large loads
•
ASME Section I or VIII, Division I
6
Rectangular Economizer
Finned tube bank
Inlet header
Return bends
Outlet header
7
Cylindrical Economizer
•
Built to Section I or VIII of the ASME code
•
Vertical or horizontal gas flow
•
From 400 hp to 100,000 pph designs
•
Solid or serrated finned tubes
•
Built-in soot-blowers
•
Minimal transitions – Adapter plate or Rolled
Angle Flanges
•
Access door for inspection and cleaning
8
Finning Configurations
Square tube pitch with
Solid Finning (fpi)
Staggered tube pitch with
Serrated Finning (fpi)
Sootblowers
Recommended
N/A
6
No
N/A
5
No
N/A
4
No
N/A
3
Yes
#2 or #4 Oil
4-5
N/A
Yes
#5 or #6 Oil
3
N/A
Yes
2.5
N/A
Yes
2
N/A
Yes
Fuels
Natural Gas Only
Natural Gas with #2 oil
backup (<2 wks/yr)
Natural Gas with #2 or #4
backup
Natural Gas with #5 or #6 Oil
backup
Heavy Residual (Bunker C or
Coal Tar)
Wood
9
Casing & Tubing
•
Inner Casing Choices
•
Tube Types
– Welded (Kentube Standard)
– Seamless
•
Tube Material
– Carbon steel (Kentube
Standard)
– Alloy
• High temperature
– Stainless Steel
• High temperature
• Resists oxygen pitting
– Carbon steel – Kentube Standard, Flue
gas temperatures up to 800°F
– Corten – up to 1050°F
– 1-1/4 Chrome – up to 1250°F
– Stainless steel – up to 1500°F
– Internally lined for higher temperatures
•
Outer Casing Choices
– Corrugated galvanized carbon steel
– Corrugated aluminum
– Flat outer casing
10
Corrosion Considerations
•
OXYGEN CORROSION FROM UN-DEAERATED WATER
•
Oxygen removed adequately?
– Chemical / Mechanical /Thermal de-aeration
– If not, we can use stainless steel tubes.
– Minimum 180 F feed-water temperature, assuming atmospheric pre-heat (and Chemical
treatment) before we use Carbon steel tubes.
•
ACID CORROSION FROM CONDENSATION OF SULFUR COMPOUNDS
•
Acid dew-point depends on sulfur content of fuel
Fuel
Lowest Econ Exit temperature
(◦F) (C)
Recommended minimum feed-water temp
(◦F) (C)
Natural gas
260 F (126 C)
180 F (82 C)
• ( < Stack
dictated
by acid-dew point.
# 2 Oil
0.5% S) temperature after
300economizer
– 325 F (149 C is
–163
C)
210 F (99 C)
#6 Oil
2% S )temperature
• ( ~Wall
350 Fby
(177
C)
is controlled
feed-water
temperature
240 F (116 C)
–Can deaerator pressure be increased?
–Feedwater preheat system?
11
Tubular Air Pre-Heaters
•
Unit consists of bundle of straight tubes that
are rolled into end tube-sheets.
•
Gas inside tubes or outside
•
Vertical units have multiple shell side
passes.
•
Horizontal units have multiple tube side
passes.
•
Vibration baffles if needed.
•
Completely seal welded casing.
•
An integral expansion joint between the tube
sheet and casing allows for differential
growth between the tubes and shell.
12
Custom Designed Units
•
Designs are based on Kentube's many
years of experience designing and
building air pre-heaters.
•
Custom designed to meet specific design
parameters by experienced engineers
•
Sizes from as low as 25,000 pph of gas
flow to hundreds of thousands of pph of
gas flow, such as those used on utility
boilers.
•
Modular Construction.
•
Installations with flue gas from
natural gas, wood-burning,
coal & pet coke burning boilers
13
Design Information Needed – Air Pre-heaters
ITEM
Required
CONFIGURATION:
Vertical, air or gas over
Horizontal, air or gas over
Needed
COMMENTS
X
Default design - horizontal, gas over.
CONTROLLING EXIT
TEMPERATURE GAS/AIR:
X
We have to know which exit temp. to
design for - gas or air.
SPACE LIMITATIONS,
X
Generally, longer tubes less expensive.
FOULING CHARACTERISTICS:
EXIT FLOW DIRECTIONS
GAS:
temperature in
pressure in
allowable pressure drop
Composition
AIR OR SECOND GAS:
temperature in
pressure in
allowable pressure drop
moisture content, if air
composition, if gas
X
X
Default gas resistance=.0200
If specified, dictates number of passes.
X
X
Default, (-10 in. gauge)
X
Minimum, require information on fuel
X
Default, (+25 in. gauge)
X
X
Default, 1.3% lb./lb.
Same as (GAS: composition) above
X
X
X
14
Air Pre-Heater Configurations
Gas in shell side
Vertical tubes with
mixing between passes
Gas in tube side
Horizontal Unit
Air out
Air in
shell side
Air in
tube side
Gas out
Vertical Unit
Gas in tube side
Air out
Air in
shell side
Gas out
15
Heat Recovery Units
•
Heat recovered other than packaged
boiler
•
Heat transferred to possible other
medium ( Thermal Oils / Glycol Water
Systems, etc)
•
May be high temperature
•
Special design considerations
•
We package duct-work, transitions,
L&P, stack.
16
FLAT COILS FOR LARGE FIELD
ASSEMBLED ECONOMIZERS
17
Stool Coolers
•
Annealing Furnaces in
sheet metal mills
•
Water Cooled
•
City Water Supply
18
Fintube Engineered Products- Fabrication
•
Quality Program
– Kentube ISO certified : Travelers remain with unit from initial construction (Structural Shop)
•
Fabrication Facilities ( NEW – OPENED IN JUNE 2008 )
– 84,000 ft2
– Three (3) – 70 ft x 400 ft bays
– Overhead cranes to lift
– Portable jacks - 225 ton
•
ASME Stamp Holder
– Do not rely on “remote” stamp
– Do not rely on a 3rd party fab shop’s stamp
•
Experience – By far, industry leader
19
Kentube Finned Products Group
Types of Finning
High Frequency Serrated
High Frequency Solid
Studs
Standard Frequency Serrated
AeroSeg
20
TEKtube Tubular Products Group
•
TEKtube, started in 1989, is one of the largest producers of ERW carbon steel boiler tubes in North
America, producing millions of feet each year.
•
TEKtube has been ISO Certified since 1994 and is committed to producing a quality product
“Tektube Product Range”
•
•
•
•
•
SA-178-A, C, & D Tubing
A-513 Air Heater Tubing
A-423 Grade 1 {Corten} Tubing
X-ID Tubing made to SA-178 A
SA-214 Condenser Tubing
“Tektube Size Range”
• Tube o.d. from 1.25”OD to 3.0” OD
• Tube wall thickness from 0.065” to .210”
• Lengths to 70’
21
What is X-ID® ?
• X-ID is an internally enhanced tube.
• Tube augmentation (passive or active) techniques
are used to increase the heat transfer rate.
• The augmentation in an X-ID tube is achieved by
helical ribs on the inside of the tube.
• Ribs modify the behavior of the fluid flow leading
to heat transfer augmentation.
22
TEKtube Tubular Products Group
X-ID® Tube Applications
Firetube Boilers
Shell-and-Tube HX
Tubular Air Heaters
•
Significantly higher heat transfer rates than plain tubes
•
Increased unit efficiency
•
Reduced unit size allows for significant cost savings on the overall heat exchanger
23
Quality
•
•
ISO 9001:2000
Code Construction – Kentube holds our own code stamps. Based on Customer
Specifications, Kentube Products can comply with the following codes:
–
–
–
–
–
–
–
–
–
–
–
ASME Section I, Power Boilers, “S” stamp holder ( also hold R stamp)
ASME Section VIII, Division I, Pressure Vessels, “U” stamp holder
ASME Section V, Nondestructive Examination
ASME Section IX, Welding and Brazing Qualifications
AWS D1.1, Structural Welding Code
American Institute of Steel Construction (AISC)
ASME B31.1, Power Piping
Uniform Building Code
International Building Code
ASCE 7-05, Minimum Design Loads for Building and Other Structures
P.E.D. (Pressure Equipment Directive) for the European Union
24
Summary
“Heat Recovery Product Solutions” through technical expertise and technological innovations.
•
High quality products
•
Control all aspects
– Tubes
– Finning
– Fabrication
•
Most accurate heat transfer correlations
•
Truly an “Engineering” company
•
Actively developing industry-leading technology
www.fintubetech.com
25