L15 Microstructure and Toughness
advertisement

1
27-301
Microstructure-Properties
Fracture Toughness:
maximize via microstructure
Profs. A. D. Rollett, M. De Graef
Processing
Microstructure
Performance
Properties
Last modified: 3rd Dec. ‘15
Please acknowledge Carnegie Mellon if you make public use of these slides
2
Lab 2: points of interest
•
•
•
•
•
•
•
•
•
•
Consider the following items in the (second) Lab.
Relate the fracture morphology of wood to what we discussed in this lecture concerning laminated
composites.
For the wood experiments, see if you can identify a point group that applies to the symmetry of
the properties.
Compare wood to man-made composites: is it more or less complicated than, say, carbon
reinforced plastics?
For the steel Lab, try using the Thermocalc results to define which second phases (mainly carbides)
you expect to observe in your heat treated samples.
Can you detect changes in fracture morphology as a function of test temperature (steels)? Can
you relate the fracture surface features to the measured grain size? What about the spacing of the
pearlite colonies (depending on the microstructure)?
Can you detect changes in fracture morphology as a function of microstructural change? For
example, in the normalized (pearlitic) condition, can you detect the lamellae at the fracture
surface? Do you think that there is any interaction between the fracture process and the lamellar
structure?
For the quench+tempered condition, can you relate the particle (carbide) spacing to features on
the fracture surface?
For the martensitic condition, can you estimate the energy that should be absorbed if it goes only
towards creating crack surface? How does this number compare with a reasonable surface energy
for iron?
The fracture surfaces of the steel often show features that resemble delamination: what causes
this, and why would you not see them under brittle fracture conditions? Can you relate them to
the banding that you sometimes see in metallography?
Please acknowledge Carnegie Mellon if you make public use of these slides
3
Objective
• The objective of this lecture is to show you how to
exploit microstructure in order to maximize toughness,
especially in brittle materials.
• Part of the motivation for this lecture is to explain the
science that supports and informs the second Lab on the
sensitivity of mechanical properties to microstructure.
• Note that the equations used are not derived - rather
the emphasis is on basic principles and a broad range of
methods for toughening.
Please acknowledge Carnegie Mellon if you make public use of these slides
4
Questions & Answers
1.Describe 3 ways in which microstructure can be used to
maximize fracture toughness. Lamination, crack bridging
and transformation toughening.
2.Explain what is meant by the “weakest link principle” in
connection with brittle materials. In a brittle materials it
is the largest flaw (aka weakest link) that will open and
cause the material to fail.
3.Explain the terminology used to orient toughness tests.
See the notes. Which orientations will show high
toughness and which low values? For example, weak
planes oriented perpendicular to a crack will divert the
crack and give higher toughness. How does this relate to
laminated composites? See above.
4.Discuss the effect of impurities in steels, for example, on
the trade-off between strength and toughness.
Impurities (e.g. O, N, C, S) in any metal typically have low
solubility and are thus present as ceramic particles.
These particles act as nucleation points for cracks and
voids, which lower toughness (for a given strength).
5.Describe the various extrinsic toughening methods for
brittle materials and the pros and cons of each one. See
the notes for these details.
6.Describe how transformation toughening works. Briefly,
metastable particles transform only when a high tensile
stress near a crack tip is applied to them; the
transformation strain results in extra energy required to
advance a crack. What is the point of adding dopants to
ZrO2 in order to control transformation temperatures?
This controls the degree of metastability. Why is there a
critical size for the particles of ZrO2? Because the
particles only retain their high temperature, metastable
state by being containing in the matrix.
7.How is micro-cracking similar to transformation
toughening, and how does it differ? Similar in that work
is done to crack a particle which contributes to
toughness; obviously differs in the mechanism.
8.How can we estimate the contribution to (or increase in)
toughness from transformation toughening or
microcracking? See notes for an equation involving the
process zone height.
9.How do fibers toughen ceramic matrix composites? By
crack bridging, i.e. the fibers carry load across a crack.
Why is it helpful to toughness if the fibers are not
perfectly bonded to the matrix? Because work has to be
done to pull the fibers out of their matrix.
Please acknowledge Carnegie Mellon if you make public use of these slides
5
Examinable
Applications?
Why do we care about toughness?
•
•
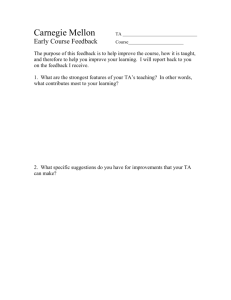
Steels are used to build pressure vessels for nuclear reactors. The
irradiation that these vessels experience, however, lowers the toughness
of the steels and raises the DBTT (see figures below for Charpy impact
energy versus test temperature). This must be allowed for in the design
and operation of the reactors.
This, and related issues, is discussed in the course on Materials for
Nuclear Energy Systems, 27-725.
Courtney
(Ch. 13)
http://ecow.engr.wisc.edu/cgi-bin/get/neep/541/allentodd/notes/
Please acknowledge Carnegie Mellon if you make public use of these slides
6
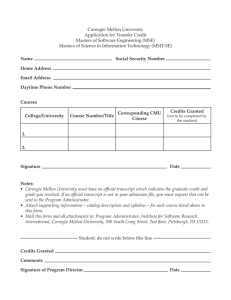
Applications: ceramic gas turbines
The thermal efficiency of a gas turbine engine is directly related to its operating temperature.
Conventional gas turbines use Ni-based alloys whose operating temperature is limited by their
melting point (although clever design of thermal barrier coatings and cooling has dramatically
raised their capabilities). Ceramic (oxide) components have much higher melting/softening
points but their intrinsic toughness is far too low. Therefore the toughening of structural
ceramics is essential if these systems are to succeed. The silicon nitride-based part shown (left)
has machined strengths of up to 960 MPa and as-processed strengths of up to 706 MPa.
www1.eere.energy.gov/vehiclesandfuels/pdfs/success/advanced_gas_turbine.pdf
www.p2pays.org/ref%5C08/07468.pdf Please acknowledge Carnegie Mellon if you make public use of these slides
Examinable
7
Key Points
• Maximizing fracture resistance requires maximizing work done in
breaking a material.
• Minimize defect content, especially voids, cracks in brittle materials.
• Increasing toughness generally requires adding additional structural
components to a material, either at the microscopic scale or by making a
composite.
• If appropriate (in relation to the way in which a material is loaded),
laminate the material i.e. put in crack deflecting planes.
• If appropriate (in relation to the way in which a material is loaded),
include stiff fibers in the material to give load transfer and fiber pull-out.
• Design the composite to have inclusions that deflect the crack path.
• Design the composite to include particles that transform (or crack) and
thus require work to be done for crack propagation to take place.
Please acknowledge Carnegie Mellon if you make public use of these slides
8
Strength versus toughness
• If you imagine testing the (tensile) strength of a material
that you could make arbitrarily tough or brittle, how
would its measured strength vary?
Breaking Strength
?
Toughness
Please acknowledge Carnegie Mellon if you make public use of these slides
9
Strategies for toughness and
microstructure
• Yield strength depends on the obstacles to
dislocation motion.
• Toughness is more complex: there is no direct
equivalent to obstacles to dislocation motion.
• Instead, we must look for ways to (a) eliminate
or minimize cracks; (b) ways to maximize the
energy cost of propagating a crack.
Please acknowledge Carnegie Mellon if you make public use of these slides
Examinable
10
(a) Minimize or eliminate cracks
•
•
How do we eliminate cracks?
First, consider the sources of cracks:
- in metals, voids from solidification are deleterious
(especially in fatigue), so minimizing gas content during
solidification helps (Metals Processing!).
- rough surfaces (e.g. from machining) can be made
smooth.
- also in metals, large, poorly bonded (to the matrix)
second phase particles are deleterious, e.g. oxide
particles. Therefore removal of interstitials (O, N, C, S)
from steel melts (or Fe & Si from Al) is important
because they tend to react with the base metal to form
brittle inclusions (as in, e.g. clean steel technology).
Please acknowledge Carnegie Mellon if you make public use of these slides
Examinable
11
(a) Minimize or eliminate cracks
• How do we minimize cracks, either number (density) or their
effect?
Grain Structure:
- there are various mechanisms that lead to cracks at grain
boundaries, or at triple junctions between boundaries. Therefore in some materials - making the grain size as small as possible is
important because it determines the maximum crack size. Crack
size matters because of stress concentration at the crack tip: longer
cracks mean higher stress concentrations.
- how to minimize grain size? Either by thermomechanical
processing (maximum strain + minimum recrystallization
temperature) or by starting with small powders and consolidating
to 100% density.
Please acknowledge Carnegie Mellon if you make public use of these slides
12
Distributions
• Remembering that it is the largest crack that limits breaking strength,
it is not the average crack length that matters but rather the
maximum crack size that we should care about.
• For materials in which the grain size determines the typical crack size,
experience shows that the grain size distribution is approximately
constant (and approximately log-normal). The maximum grain size
observed is a small multiple of the average - about 2.5 times.
• Also important in distributions is the spatial distribution of particles
(that can generate cracks); cracks at, or near the surface are more
deleterious than cracks in the interior.
• In brittle materials in particular, it is the largest flaw that determines
the (breaking) strength. Therefore we refer to the weakest link
principle. This in turn means that we must consider extremes values in
the distribution of flaws.
• A useful source of information on extreme values is the on-line NIST
Handbook:
http://www.itl.nist.gov/div898/handbook/prc/section1/prc16.htm.
Also search with key words “extreme values strength materials”.
Please acknowledge Carnegie Mellon if you make public use of these slides
13
Spatial Distributions
• Anisotropic spatial distributions are most commonly
encountered in thermomechanically processed metals.
They occur, for example, in silicon nitride processed
(tape casting + sintering) to promote directional growth
of beta-Si3N4 for high thermal conductivity heat sink
materials.
• The sensitivity of toughness to the direction in which the
testing is performed has led to a special jargon for
specimen orientation.
Please acknowledge Carnegie Mellon if you make public use of these slides
Examinable
14
Specimen Orientation Code
• The first letter denotes the loading direction; the second letter
denotes the direction in which crack propagation occurs. This is an
example of bi-axial alignment which just means that two directions
have some particular alignment, not just one.
[Hertzberg]
Please acknowledge Carnegie Mellon if you make public use of these slides
Examinable
15
Mechanical Fibering
•
•
•
Any second phase particles present from solidification tend to be elongated and
dispersed in sheets parallel to the rolling plane; called “stringers”. Such stringers are
commonly found in (older) aerospace aluminum alloys.
Toughness in the S-L or S-T orientations is typically much lower than for the L-T or LS orientations because the crack plane is parallel to the planes on which the particles
lie close to one another.
Charpy tests on steels (Lab 2, for example) often show delaminations for L-S or T-S
oriented tests.
Lowest
toughness
[Hertzberg]
Please acknowledge Carnegie Mellon if you make public use of these slides
Examinable
16
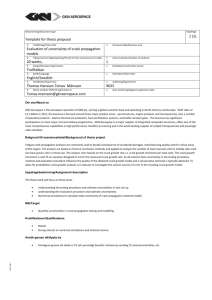
Inclusion effects
• Graph plots variation in
strength with (plane strain)
toughness with varying sulfur
contents in 0.45C-Ni-Cr-Mo
steels.
• Increasing levels of S lead to
lower toughness at the same
strength level.
• This occurs because the sulfur
is present as sulfide inclusions
in the steel.
• “Clean steel” technologies for
steel making have reduced
this problem in recent years.
[Dieter]
Please acknowledge Carnegie Mellon if you make public use of these slides
Examinable
17
Laminate Composites
•
•
•
The weakness of such layers of inclusions, which provide planes on which crack
nucleation is relatively easy, can however be exploited.
By providing planes of low crack resistance perpendicular to the anticipated crack
propagation direction, a crack can be deflected, thereby reducing the load at the
crack tip and increasing the work that must be done in order to advance the crack tip.
In designing a laminate composite, it is important to balance the fracture toughness
(brittleness) against the interfacial weakness. The more brittle the matrix (layers), the
weaker the interfaces between the layers need to be. Example: Wood, Mollusc shells
[Hertzberg]
SiC-fiber reinforced Cu.
Web: femas-ca.eu,
via images.google
Please acknowledge Carnegie Mellon if you make public use of these slides
18
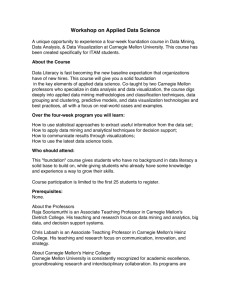
Effect of lamination on the DBTT
• The effect of orienting the laminations of a composite in
the crack arrestor configuration is to dramatically lower
the transition temperature.
• This is actually an example of crack deflection.
[Hertzberg, after Embury]
Please acknowledge Carnegie Mellon if you make public use of these slides
19
Explanation of Lamination
This crack propagation
direction follows the
inclusion+grain shape
(less toughness)
Examinable
This crack propagation
direction leads to
delamination and crack
blunting (more toughness)
[Hertzberg]
Please acknowledge Carnegie Mellon if you make public use of these slides
Examinable
20
Energy absorption: 1
• How do we increase the amount of energy consumed in
propagating a crack?
- One method, already discussed, is to maximize the amount of
plastic work. This requires the yield strength to be minimized so as
to maximize the size of the plastic zone.
- For very tough materials, however, it turns out that the same
parameters that control ductility also affect toughness. Lower
densities of second phase particle increase toughness. Second
phase particles well bonded to the matrix increase toughness.
Small differences in thermal expansion coefficient help (Why?).
• Read papers by Prof. Warren Garrison’s group.
Please acknowledge Carnegie Mellon if you make public use of these slides
Examinable
21
Energy absorption: 2
• Other methods of toughening materials are generally called
extrinsic. There are three general classes of approach:
1) Crack deflection (and meandering)
2) Zone shielding
3) Contact shielding
• The term “shielding” means that the crack tip is shielded from some
part of the applied stress.
• Up to this point, the discussion has been mostly about metal-based
materials which are intrinsically tough to being with (except at low
temperatures). Extrinsic toughening methods are mostly
concerned with ceramics in which the intrinsic toughness is low.
Please acknowledge Carnegie Mellon if you make public use of these slides
Examinable
22
Energy absorption: 3
• Sub-divisions of extrinsic toughening methods:
1) Crack deflection (and meandering)
2) Zone shielding
- 2A Transformation Toughening
- 2B Microcrack toughening
- 2C Void formation
3) Contact shielding
- 3A Wedging/ crack bridging
- 3B Ligament/fiber bridging
- 3C Crack sliding, interference
- 3D Plasticity induced crack closure
Please acknowledge Carnegie Mellon if you make public use of these slides
23
1 Crack deflection
• If particles of a second phase are present, large differences in
elastic modulus can either attract or repel the crack.
• Some authors (e.g. Green) distinguish between crack bowing and
crack deflection. Technically, the former is toughening from
deflection in the plane of the crack and the latter is deflection out
of the plane of the crack.
• In either case, the net result is that the crack tip no longer sees as
large a stress as it would if the crack were straight, and in the
plane.
• Crack deflection can be caused by particles that are more resistant
to cracking, or have different elastic stiffness (higher or lower
modulus).
• Laminate composites also achieve crack deflection, as previously
discussed.
Please acknowledge Carnegie Mellon if you make public use of these slides
24
1. Crack
deflection:
examples
[Green]
Please acknowledge Carnegie Mellon if you make public use of these slides
25
Examinable
Zone Shielding: 2A transformation
toughening
• Various mechanisms exist for shielding crack tips from some of
the applied (and concentrated) stress.
• The best known mechanism is transformation toughening.
• This applies to both metals (stainless steels, Hadfield steels) and
ceramics (zirconia additions).
• The principle on which the toughening is based is that of
including a phase that is metastable at the service temperature
and which will transform when loaded (but not otherwise).
• The transformation always has a volume change associated with
the change in crystal structure, which can be written as a strain.
The product of stress and strain is then the work done or
expended during the (stress-induced) transformation.
Please acknowledge Carnegie Mellon if you make public use of these slides
26
Examinable
2A Transformation toughening:
transformation strain
• The large volume change on transformation is equivalent
to a significant transformation strain which is the key to
the success of the method. Recall that our basic measure
of fracture resistance is the work done, ∫ d, in breaking
the material.
• The volume change (d) is ~ 4 %, accompanied by a shear
strain of ~ 7 %. Since the transformation has a particular
habit plane (i.e. a crystallographic plane in each phase in
common), two twin-related variants occur in each
particle so that the shear strains are (approximately)
canceled out. This leaves only the 4 % dilatational
(volume) strain that contributes to the work done.
Please acknowledge Carnegie Mellon if you make public use of these slides
27
Examinable
2A Transformation toughening:
phase change in zirconia
• The classic example of transformation toughening is the addition of a
few (volume) % of ZrO2 to oxides and other brittle ceramics.
• The highest temperature form of zirconia is cubic (c-ZrO2) with an
intermediate tetragonal form (t-ZrO2). Both of these have significantly
larger atomic volumes than the low temperature, monoclinic form (mZrO2), and the cubic has a larger volume than the tetragonal form.
• In order to reduce the driving force for the tetragonal monoclinic
transformation (i.e. lower the transformation temperature), some
“stabilizer” is added. Typical are ceria (Ce2O3) and yttria (Y2O3).
• The subtle point about this approach is that some “trick” is needed in
order to keep the zirconia from transforming once the material is cooled
to room temperature, i.e. to maintain it in a metastable, untransformed
state.
• The following slides show phase relationships for ZrO2 with CaO, and
ZrO2 with Y2O3.
Please acknowledge Carnegie Mellon if you make public use of these slides
28
ZrO2 and CaZrO2
•
•
In pure ZrO2 there is a large
volume change for the
tetragonal to monoclinic
transition upon cooling, starting
at about 1150 °C.
This leads to cracking
throughout a ZrO2 component
and thus total mechanical
failure.
• This is avoided by doping with Calcia
from 3-7 % to form cubic and
monoclinic (and no tetragonal about
1000 °C).
• Below this T diffusion is too slow to
form enough monoclinic to generate
the unwanted cracks.
• “Partially Stabilized Zirconia”
Slide courtesy Dr. Alpay, Univ. Connecticut: http://www.ims.uconn.edu/~alpay/Group_Page/Courses/MMAT%20244/Lecture%2005.ppt
Please acknowledge Carnegie Mellon if you make public use of these slides
29
Yttria Stabilized Zirconia
Examinable
• The monoclinic transition
can be suppressed even
further by stabilizing
zirconia with yttria from
3-8 %.
• Retains cubic and
tetragonal phases
(avoiding monoclinic)
down to roughly 700 °C.
• Yttria, partially, and cubic
stablized zirconia (CZ) are
commercially useful.
Slide courtesy Dr. Alpay, Univ. Connecticut: http://www.ims.uconn.edu/~alpay/Group_Page/Courses/MMAT%20244/Lecture%2005.ppt
Please acknowledge Carnegie Mellon if you make public use of these slides
30
•
•
•
•
Examinable
2A Transformation toughening:
critical size of zirconia particles
An important consequence of the volume change on transformation is that it leads to an elastic driving
force that opposes the transformation for particles embedded in a matrix of a different material.
The size effect is, however, quite subtle. If we were to consider only the elastic energy from the
volume change then this would be proportional to the (volumetric) driving force for the phase change.
In fact, however, there is a shear strain associated with the phase transformation that is larger than the
dilatational strain. This shear strain is accommodated by having multiple shear variants, whose
average shear strain is close to zero, leaving only the volume change. These variants have interfaces
(boundaries) between them, which requires the creation of surface area in the transformation.
Therefore there is, in fact, a balance between the release of volumetric driving force (offset by the
dilatational strain energy) and the creation of internal interfaces between martensite variants.
Therefore we take advantage of having the zirconia embedded as small particles in the matrix of the
ceramic to be toughened.
The particles must be small enough for the elastic energy term to be effective. The upper limit in
particle size for retention of the high temperature (tetragonal) phase is ~ 0.5 µm.
[Green]
Please acknowledge Carnegie Mellon if you make public use of these slides
31
Examinable
2A Transformation toughening:
transformation work
• Consider the effect of the tensile stress in the vicinity of the crack tip: the stress
removes the constraint on each particle, allowing it to transform. The
transformed particle was metastable, thermodynamically, and so remains in the
low T, monoclinic form after the crack has gone by.
• The stress acting to cause the transformation strain performs work and so
energy is consumed in the phase transformation. This energy (work done) adds
to the surface energy required to create crack length.
• Additional toughening arises from the particles causing crack deflection.
http://www.vertebr.ae/B
log/wpcontent/uploads/2010/0
2/zirconiatransformationtoughening-inceramics.gif
Please acknowledge Carnegie Mellon if you make public use of these slides
32
Examinable
2A Transformation toughening:
the process zone
• The region in which transformation occurs becomes the
crack wake as the crack propagates. The region around the
crack tip is known as the process zone because this is where
the toughening process is operative.
Process zone width
Crack propagation direction
Please acknowledge Carnegie Mellon if you make public use of these slides
[Green]
33
2A Transformation toughening:
microstructure
• Microstructural evidence for the
transformation is obtainable
through x-ray diffraction and
Raman spectroscopy (the two
different forms of zirconia have
quite different infra-red
spectra).
• (a) lenticular particles of MgOstabilized ZrO2 (untransformed)
in cubic ZrO2.
(b) transformed particles of ZrO2
around a crack (dashed line).
Please acknowledge Carnegie Mellon if you make public use of these slides
[Chiang]
2A Transformation
toughening: limits on toughening
Examinable
34
• As the particle size is increased,
so the particles become less and
less stable; the transformation
becomes easier and more
effective at toughening the
material. If the particles become
too large, however, the
toughening is lost because the
particles are no longer stabilized
in their high temperature form.
• Effect of test temperature?
• Effect of stabilizing additions to
the ZrO2?
[Green]
Please acknowledge Carnegie Mellon if you make public use of these slides
2A Transformation
toughening: quantitative approach
Examinable
35
• It is not possible to lay out the details of how to describe transformation
toughening in a fully quantitative fashion here.
• An equation that describes the toughening effect is as follows, where K
is the increment in toughness (units of stress intensity, MPa√m):
∆K = C E Vtrans trans h / (1-n)
C is a constant (of order 1), E = elastic modulus,
Vtrans = volume fraction transformed,
trans = transformation strain (dilatation, i.e. bulk expansion),
h is the width of the process zone, and
n is Poisson’s ratio.
• What controls the width of the process zone?
Please acknowledge Carnegie Mellon if you make public use of these slides
Examinable
36
2B Microcracking
• Less effective than transformation toughening is
microcracking in the process zone.
• Microstructural elements are included that crack over
limited distances and only at the elevated (tensile)
stresses present in the crack tip.
[Green]
Please acknowledge Carnegie Mellon if you make public use of these slides
37
•
•
•
2B Microcracking
The principle of Micro-cracking as a toughening mechanism is that one designs
the material so that additional (micro-)cracking occurs in the vicinity of the crack
tip as it advances, thereby increasing the crack area created (per unit advance of
crack), thereby increasing the toughness (resistance to crack propagation).
This is most effective in two-phase ceramics in which the 2 phases have different
CTEs. As the material cools after sintering (or other high temperature
processing), one phase is in tension (and the other in compression, to balance).
The phase under residual tensile stress will crack more easily than the other one
under additional tensile load, e.g. near a crack tip.
Now we have to consider what can happen in the material. If the residual stress
is too high, then the phase in tension will crack during cooling. If it is entirely
(micro-)cracked, then no further cracking can occur at a crack tip (to absorb
energy) and the toughening effect is lost. What controls this, however, is the
grain size: smaller grain sizes are more resistant to cracking. To find the critical
grain size, dc, we use the Griffith equation, with Kco as the fracture toughness and
R as the residual stress, substituting grain size for crack size:
dc = ( Kco / R )2
•
The process zone size, rc, then depends on the ratio of the actual grain size, d, to
the critical grain size:
•
The graph, from Courtney, shows how one needs to be within a certain rather
narrow range of grain size in order to have a finite process zone size and
therefore effective toughening. Grain sizes larger than the critical grain size
simply result in spontaneous cracking. Too small grain sizes (< 0.6 dc) mean no
micro-cracking at the crack tip.
[Courtney]
rc
0.232
»
2
d æ
dö
ç1÷
dc ø
è
Please acknowledge Carnegie Mellon if you make public use of these slides
38
•
•
•
•
2B Microcracking: particles
Examinable
Microcracking depends on second phase particles that can crack easily.
The cracking tendency depends on particle size (typically, 1µm): if they are too small, then the stress
intensity does not reach their critical Kc, based on the Griffith equation.
(Tensile) residual stresses aid cracking, so differences in thermal expansion (with the matrix) are
important. Recall that the thermal expansion, as a (stress-free) strain, is equal to the Coefficient of
Thermal Expansion (CTE or a) multiplied by the change in temperature (∆T), thermal = a ∆T. Where a
volumetric strain is important,
V0+∆V = (l0 + ∆l)3 = { l0 (1+thermal) }3 = l03 (1+3+32+3) V0 (1+3thermal) ; ∆V/V = 3thermal
An equation that describes the toughening effect is as follows, where ∆K is again the increment in
toughness (units of stress intensity):
∆K = C Vf E crack h / (1-n)
C is a constant (of order 1),
E = modulus,
crack = cracking strain (dilatation),
h is the width of the process zone, and
n is Poisson’s ratio. The cracking strain is approximately 3*strain associated with the difference in CTE:
crack 3∆a ∆T.
•
•
Note the strong similarity to the equation that describes transformation toughening! The only
difference is the physical meaning of the strain term. If the volume fraction, Vf, is not given, one can
assume =1, if there are nearly equal fractions of the two phases so that most grains crack.
See the next slide for an explanation of how the cracking strain is equivalent to an eigenstrain.
Please acknowledge Carnegie Mellon if you make public use of these slides
39
Thermoelastic Stress
expanding
region
non-expanding
matrix
Slide courtesy
of B. Anglin &
S. Donegan
expansion
isolate
region
eigenstrains
surface
traction
place back
into matrix
J. D. Eshelby, Proceedings of the Royal Society of
London A, vol. 252, pp. 561-569, 1959
eigenstresses
40
2C Void formation
• Void formation in a process zone can have a similar
effect to micro-cracking. In materials such as high
strength steels, e.g. 4340, the source of the voiding is
ductile tearing on a small scale as the crack opens.
• The spatial organization of the voids is important.
Random distributions are better than either clusters or
sheets. Carbide particles in steels, or dispersoid
particles in aluminum alloys (e.g. Al3Fe) are typical
nucleation sites for voids. Sheet-like sets of voids can
arise from carbide particles that have grown on
martensite or bainite laths during tempering of
martensitic microstructures.
Please acknowledge Carnegie Mellon if you make public use of these slides
41
3A Crack wedging/ bridging
• Wherever the crack results in interlocking grain shapes
exerting force across the crack, stress (intensity) at the
crack tip is reduced.
[Chiang]
Crack
opening
Please acknowledge Carnegie Mellon if you make public use of these slides
42
3B Fiber/ligament bridging (Composites)
•
•
•
Anything that results in a load bearing link across the crack (behind the tip)
decreases the stress (intensity) at the crack tip.
Either rigid (elastic) fibers (ceramic matrix composites) or plastic particles
(ductile metal particles in an elastic matrix) are effective.
In order to estimate the increase in toughness, one can calculate a work
associated with crack advance and then estimate with
∆K = (EG).
[Chiang]
Please acknowledge Carnegie Mellon if you make public use of these slides
43
3B Fiber/ligament bridging
• Scanning electron micrographs of a SiC whisker bridging
at various stages of crack opening. From left to right,
the stress intensity is increasing.
[Green]
Please acknowledge Carnegie Mellon if you make public use of these slides
44
3B Fiber/ligament bridging
strain dependence
• The balance between
fiber strength, matrix
strength and the
fiber/matrix interface
is critical.
• In general, a relatively
weak fiber/matrix
interface promotes
toughness.
• Why?
Please acknowledge Carnegie Mellon if you make public use of these slides
[Green]
45
3D Plasticity induced crack closure
• Plasticity induced crack closure is another
way of stating the effect of plastic
deformation around the crack tip.
• Very tough materials exhibit an interesting
behavior in Charpy impacts. For high
ductilities, the specimen can deform
without fully breaking, with consequent
enormous energies absorbed.
Please acknowledge Carnegie Mellon if you make public use of these slides
46
References
• D.J. Green (1998). An Introduction to the Mechanical Properties of
Ceramics, Cambridge Univ. Press, NY.
• Materials Principles & Practice, Butterworth Heinemann, Edited by C.
Newey & G. Weaver.
• G.E. Dieter (1986), Mechanical Metallurgy, McGrawHill, 3rd Ed.
• Courtney, T. H. (2000). Mechanical Behavior of Materials. Boston,
McGraw-Hill.
• R.W. Hertzberg (1976), Deformation and Fracture Mechanics of
Engineering Materials, Wiley.
• N.E. Dowling (1998), Mechanical Behavior of Materials, Prentice Hall.
• Y.-T. Chiang, D.P. Birnie III, W.D. Kingery, Physical Ceramics (1997), Wiley,
New York, ISBN 0-471-59873-9.
• A.H. Cottrell (1964), The Mechanical Properties of Matter, Wiley, NY.
• For gas turbine engines, ASME runs a yearly conference called ASME
Turbo Expo, which has sessions that discuss materials issues.
Please acknowledge Carnegie Mellon if you make public use of these slides