AbilityOne Network Design Challenge: DVD Case Disassembly Jigs

Southern Illinois University, Carbondale
Saluki Engineering Company: Design Report
AbilityOne Network Design
Challenge: DVD Case Disassembly Jigs
Prepared For: The H Group
Prepared by: SEC Team #53
Ref: SEC F10-Ability4
4/26/2011
College of Engineering – Mailcode 6603
Carbondale, IL 62901-6604
November 18, 2010
John Calcaterra
The H-Group
902 West Main St.
West Frankfort, IL 62896
Dear Mr. Calcaterra,
Team 53 of the Saluki Engineering Company would like to thank the H Group for allowing us to propose, design, and build new parts to their existing DVD recycling process. Team 53 would like to thank you for allowing us the opportunity and all its experiences in the pursuit to increase recycling efficiency. Enclosed is a detailed design report containing all engineering design drawings and deliverables.
The National Institute for the Severely Handicapped has offered a design challenge that guides teams such as us to aid not-for-profit groups in their quest to supply individuals with handicaps a place of employment. In cooperation with the H Group, a valid design and deliverable jigs were created to aid in the acceleration of DVD recycling. The jigs were designed and tested in cooperation with the employees at the H Group and their overall needs and limitations.
The cost to implement the working jigs and their process was $95.81. The cost was offset by members of Team 53 and will be ready to sell to the H Group upon final demonstration. The results of implementing the new parts of this process will increase overall worker satisfaction and reward.
We would again like to thank you for this amazing opportunity to positively affect the working lives of the many employees of the H Group.
Sincerely,
Phillip Deters
Southern Illinois University
Team 53: Project Manager
(217) 663-0686
Acknowledgements
SEC Ability 4 Team 53 would like to acknowledge the following people for their aid and guidance in the designing and building of our product. Our SEC Managers, Dr. Frances Harackiewicz, Mrs. Kay
Purcell and Dr. Alan Weston have been extremely helpful with the proposal and design procedure necessary to cleanly deliver and construct our project. Our faculty technical advisor, Dr. Jarlen Don was very helpful in aiding our team throughout the process providing valuable experience and suggestions through this process. We would also like to thank John Calcaterra and the employees of the H Group for being so gracious as to let us into the facility to gain project input and test our final product. Stevens
Industries in Teutopolis, IL allowed us to use the tools needed in the making of our jigs.
Phillip was in charge of writing outside introduction along with Jig 1 and Jig 2 subsections. Derek was assigned the ergonomics and material selection subsections along with helping Eric with the NISH competition paper. Brad was in charge of all engineering drawings along with rendering any images needed for the report. Erich was assigned the cutting mechanism subsection along with writing the NISH competition paper. Erich also composed the training aids subsection along with all material associated to that section. Baris wrote the safety subsection along with the calculations for finding the spring constant.
Table of Contents
List of Tables and Figures
Figure 3: Length Side Cuts Figure 4: Middle Edge Cut ......................................... 12
1 | P a g e
Executive Summary
The National Institute for the Severely Handicap (NISH) sponsors the AbiltiyOne Network Design
Challenge. The challenge requires cooperation with a not for profit organization (NPO) in order to engineer a solution to a problem that affects at least one employee with a disability. The goal of this project is to implement a new cutting process and with relocated cut placement to increase the efficiency at which the employees of the H Group can disassembly packaged DVD cases for recycling.
Currently a nondisabled worker is making the starting cuts to the packaging of a DVD case using a table saw. This method makes a total of 5 cuts to the packaging and can only be done by a worker with no disabilities due to safety precautions. The measured time to make the cuts to the packaging on one DVD was 7.7 seconds (s) and time to dismantle the DVD case from the resulting cuts was 28.6 s. The overall process from cutting to dismantling was 36.2 s.
Our method has the following advantages over the existing process. The new jigs that were constructed incorporated the needed amount of functionality and safety to be efficiently operated by 6 disabled employees. This will allow for multiple sets of jigs to be operated eliminating any shortage in prepared DVD cases for dismantling. The jigs also changed the placement of 2 cuts resulting in increased surface area to grab and decrease employee frustration. The time to dismantle a DVD case cut by the jigs was 12 s. This is a decrease in time of 16.6 s resulting in higher employee production and compensation. The overall process from cutting to dismantling was 19.8 s or a 43% decrease from the previous method.
Contained in this report are the following:
Project Description
Cost to Construct, Install or Market
Schedule to Construct
Conclusions and Recommendations
Subsystems o Safety o Ergonomics o Material Selection o Cutting Mechanism o Jig 1. Horizontal o Jig 2. Vertical
This system has a capital cost of $95.81.
2 | P a g e
Project Description
Introduction
Across America there are not for profit agencies (NPAs) that employ individuals with severe handicaps. NISH’s AbilityOne program is currently partnered with over 600 NPAs, helping to employ more than 45,000 individuals with disabilities. NISH empowers the AbilityOne program by annually holding the AbilityOne Network Design Challenge. The design challenge’s purpose is to develop innovative solutions to every day obstacles that individuals with disabilities face. The design or system needs to address and solve the obstacles that prevent or impair a person with a sever disability from entering or advancing in the workplace.
The H Group is a NPO that supports the Franklin and Williamson county area in Illinois. Their work service programs have been providing subcontracting services to the Southern Illinois area for over
35 years. The job of dismantling DVD cases from their packaging for recycling is their most implemented job creating jobs for the over 80 employees. Our modification of their current system has led to increased employee production as well as offering jobs relating to the cutting portion of this system.
By improving this system the employees of the H Group will be able to increase production. This increase will allow the workers to earn more money as well as make the H Group more competitive in sustaining these types of contracts. This implementation will create and improve jobs within the
H Group.
The cost to implement the working jigs and their related material was $95.81. This cost would rise quickly if the on-hand item would be included in the price. The price would then be $828.68.
As deemed necessary by the client and the SEC the new system was tested to determine the validity and precision of the design.
3 | P a g e
Overview
The project involves designing a two jig system to create specifically located cuts along the x- and y-axis of a regular DVD case. These cuts are needed to achieve total separation of the outer DVD packaging and the case. The DVDs to be disassembled have dimensions of width, height, and thickness, being; 135 mm, 190 mm, and 15 mm respectfully. The subsystems that were utilized in the overall design are as follows safety, ergonomics, material selection, cutting mechanism, Jig 1. Horizontal, Jig 2.
Vertical, and Training Aids. Figure 1 shows the relationship between these subsections.
Safety Ergonomics
Material
Selection
Cutting
Mechanism
Jig 1.
Horizontal
Jig 2.
Verticle
Training
Aids
Figure 1: Project Flow Chart
Safety, Ergonomics, and Material selection were the determining factors in the designing process. They limited the designs to follow guidelines in order to achieve the needed criteria for a safe and easily usable product. These limitations were then taken and implemented in to the design of the cutting mechanism and both of the jigs. The training aids along with the testing of the jigs followed the fabrication of all necessary parts.
4 | P a g e
The safety section is the most important because this jig will be implemented in an environment of ranging physical and mental capacities. These sections will overview the safety precautions taken in the design to eliminate the possibility of harm to the employees. The ergonomics subsection encompasses the testing done to find the most efficient placement of the cuts made to the DVD case.
This involved making several different combinations of cuts and finding the combination that had the highest overall surface area for grabbing and tearing off of outside wrapping. This section also designed a handle to push the DVD case through Jig 1. This is an important aspect of the project because the operator will be using Jig 1 for many hours every day. A material selection analysis was done to determine the material that should be used for the jigs. This material needed to be low cost and easily machined.
The cutting mechanism subsection is the moving part of both jigs. This mechanism utilizes the geometry of production blades in order to attach to a rotating disk and spring system. The system was design to make clean cuts to help the workers with the dismantling process. The jigs were then designed around the given parameters and specifications to create a horizontally operational Jig 1 and a vertically operational Jig 2. These jigs were assembled to provide the customer with the greatest ease of use and implementation. These jigs were then tested at the H Group facility to demonstrate ease of operation and to compare the old and new ways of accomplishing the job. The training aids subsection includes posted reminders and an instructional manual to keep the system running smoothly. Each subsystem works in cooperation with one another to produce a usable product with many benefits.
Cost
The overall cost to Team 53 to build the prototypes was $93.01. The parts used can be seen in Table 1.
The Appendix (i) section includes the contact information for all vendors used. All the parts that were on hand, or free to the team, are shaded in green. Table 1 lists the parts used in order of hardware, raw
5 | P a g e
materials, detailing, and machining cost. The total cost to Team 53 was $93.01 and this did not include the on hand items. With the on hand items included in the price the results would be $825.88.
Table 1: Master Part List
Subassemblies
Rotating Blade
Assembly
Fixed Blade
Assembly
Jig
Connections
Raw Materials
Detailing
Miscellaneous
Costs
Part Name
0.015" Carpet Blades
12-24 UNC Flat Head Machine Screws
10-32 Press in Wood Insert
10-32x1.5" Socket Head Cap Screws
10-32x2" Slotted Oval Head Machine Screws
3/8x1.25" O.D. Fender Washers
175-B Extension Spring
HK M6-1.0x25mm Flat Head Socket Cap Screw
0.5"x1.5"x12" General Carbon Steel
10-32x0.75" Socket Head Cap Screws
M6x1.0x40mm Socket Head Cap Screws
M6x1.80x80mm Socket Head Cap Screws
M6x1x100mm Socket Head Cap Screws
Jig 2 3"x 3/4" Corner Brace
Jig 1 Corner Brace
M6 Knock-In Tee Nut Threaded Insert
#6x3/4" Phillips Flat Head Wood Screws
2"x12"x8' Yellow Pine
2"x8"x4' Yellow Pine
1"x6"x8' White Oak
1.25" Diam x 1' Aluminum Rod
0.700"x2'x2' Steel Sheet Stock
3/4"x3/4" Angle Iron (90⁰)
.875" x .188" Aluminum Flat Stock
Gloss Black Spray Paint
Gloss Meadow Green Spray Paint
Machining/Fabrication Labor
Shipping
Part Number-Vendor
704744-True Value
29535-Fastenal
84395-Menards
SC-18F150SS-True Value
SOMXNF-True Value
33220-Fastenal
0166773-Fastenal
86283-Fastenal
8910K941-Mcmaster-Carr
2029395-Menards
42741-Fastenal
1139578-Fastenal
39580-Fastenal
315687-Lowes
315684-Lowes
98965A310-McMaster-
Carr
1130070-Fastenal
1022149-Menards
1021868-Menards
1031117-Menards
2EYF2-Grainger
0954704-Fastenal
8968K31-Mcmaster-Carr
957305-Fastenal
5574796-Menards
5574808-Menards
N/A
N/A
Shaded Regions assume "On Hand" Items
Price
$4.79/Pack of 5
$0.68
$0.68/Pack of 2
$0.55
$0.59
$0.62
$1.93
$0.46
$14.24
$0.46
$0.39
$0.31
$0.96
$3.48/Pack of 4
$2.47/Pack of 2
8
16
4
4
1
2
1
1
2
8
4
Quantity Total
6
2
1
8
$4.79
$5.44
$4.08
$1.10
$1.18
$4.96
$7.72
$0.46
$14.24
$3.68
$6.24
$1.24
$3.84
$3.48
$4.94
$8.39/Pack of 50 1 $8.39
$3.85/Pack of
100
$7.25
$3.39
$2.73
$12.93
$11.86
$9.16
$0.46
$2.98
$2.98
$27.50/Hour
$10.00
1
1
1
1
1
1
1
2
1
2
24.75
$3.85
$7.25
$3.39
$2.73
$12.93
$11.86
$9.16
$0.92
$2.98
$5.96
$680.63
$10.00
Total Cost w/o "On Hand" $828.68
Total Cost with "On Hand" $95.81
6 | P a g e
Schedule to Construct
Table 1 shows the time and steps taken to construct the jigs and all their necessary parts. These steps are in order of first performed to last. Please be aware that these times are estimated based on having all the necessary engineering drawings and tools needed. The time it took Team 53 would be greater due to the learning curve and inefficiencies in the fabrication room.
Fabrication Step
6
7
8
3
4
5
1
2
9
10
11
12
Table 2: Schedule to Construct
Description
Order/Pickup Parts from Vendors
Cut Raw Boards (Jig 1 & Jig 2)
Mill Base Boards and Sides (Jig 1)
Mill Base Board and Sides (Jig 2)
Fabricate/Weld Safety Guards (Jig 1 & Jig 2)
Drill Insert/Bolt Holes (Jig 1 & 2)
Press in Inserts and Other Hardware (Jig 1 & Jig 2)
Cut, Drill, and Tap Aluminum Disks
Cut, Drill, Tap, and Fabricate Fixed Blade Housing
Assemble Rotating Blade Assemblies
Mill Corner Braces (Jig 1 & Jig 2)
Finishing and Final Painting
Total Assembly Time
# of Hours
4
0.75
3.5
3.5
4.5
2.5
1.5
1.5
1
0.5
0.5
1
24.75
It should also be known that a grace period should be allowed for all items purchased from vendor websites. It was experienced that the piece of 1.25” x 12” piece of aluminum round stock took 5 days for shipping after the part was ordered. All required time for shipping is based on vendor specifications and should be found before ordering. The overall time to implement this system should take close to 25 hours once all shipped items have been received.
7 | P a g e
Conclusions and Recommendations
The overall implementation according to the testing was a success. The testing day consisted of four members doing the testing. All members included in the testing were told to go through the test assuming it was an average day and average pace. A nondisabled individual that was experienced in making the cuts on the table saw was timed when cutting 26 DVD cases. This was then compared to one of Team 53’s members running 26 DVD cases through the two jig system. This was done to adequately compare equivalent experience when using both systems. Once the cuts were made by the two systems two employees with handicaps were asked to dismantle 13 DVD cases from each cutting price. The dismantling runs were timed separately according to the different cut types. Table 1 shows the timed runs and the results.
Table 3: Testing Results
Process
Old System
Time (s)
26 DVD Cases through
Cutting Process
13 DVD Cases
Dismantled by Worker A
13 DVD Cases
Dismantled by Worker B
Total System Time
Total System Time per
DVD Case
199
382
361
942
36.23
Percent Reduction =
New System
Time (s)
205
161
171
537
20.65
43%
The method used to test the jig was done because of limited DVD cases. If there would have been more test subjects available, further testing would have been done. Before relying on the implementation or before more jigs are made the H Group needs to put the jigs through more testing.
The H Group should test the jigs for day long use to determine that the jigs can complete the day’s work with accuracy and repetition.
8 | P a g e
For future fabrication a metal should be considered for the raw material for both jigs. When machining the original jigs many holes that were drilled were difficult to keep straight due to the wood having defects and not being completely square. Even though the price of the jig material would increase, the overall dependability and resistance to wear of the jigs would improve. This would also decrease the amount of machining time because stock metal is square with minor defects. This means that the measurements would be more precise and take less time to manufacture. Using metal would also allow for the base to be tapped decreasing the hardware used to hold the pieces of the jigs together.
This system that is to be implemented will increase worker production and overall compensation for work. The cutting process of the new system allows for 6 employees to adequately operate the jig whereas before there was a contract worker used to run the table saw. The employees that are able to now participate in the cutting process will increase their overall value in the work place.
The benefits from this project and others like it increase the role that the average worker with disabilities has in the workplace.
9 | P a g e
Subsystems
Ergonomics
Introduction
The study of Ergonomics and its contributing factors is important in the design and implementation of any device used by humans. If a device or system does not include a proper fit between itself and the people interacting with it negative effects such as; injury, fatigue, and inadequate productivity can occur. When designing the DVD disassembly jigs, a proper study of ergonomics was done to ensure that the devices issued to the H Group would work effectively and efficiently with their employees. The main focus of the Ergonomics Subsection dealt with the H Group employees’ lack of dexterity, limited range of motor skills, and mental capacity. All of these factors were taken into account when designing the DVD Disassembly Jigs to ensure their safety and ability to incorporate the maximum number of employees at The H Group.
The biggest problem faced by the employees with the current process, was dealing with the limited surface area available to grab the outer plastic and security sticker. To improve this problem, a study was conducted to find optimal cut placement to the outer plastic of the DVD case. Gaining surface area for the employees to grab in the dismantling process was the key factor. Other ergonomic factors considered in the design were the strain caused by the repetitiveness of the process, and cognitive abilities of the employees at the H Group to successfully and accurately run the devices.
Cut Placement Study
When trying to overcome the problem of the limited surface area on the stickers/plastic it was obvious that the current process and placement of cuts needed to be changed. Sample DVDs supplied by the
H Group were taken and a series of different cut placements were done to find the optimal combination
10 | P a g e
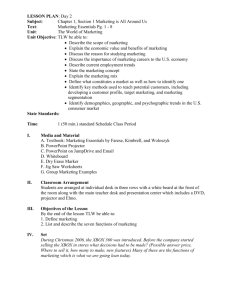
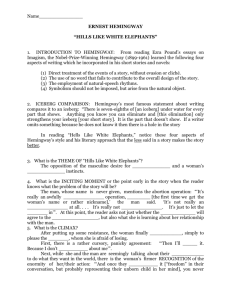
of effective grasp area and by making a cut with limited chipping. Figure 2 shows the original process’s cut placement and resulting sticker chipping that occurs when the cut is made with a multi-toothed, circular saw blade.
Figure 2: Original Process Cut
The old process cuts and their placement caused the employees with limited dexterity or motor skills to have problems completely removing the stickers and plastic from the DVD case. The current process also only allows for a limited surface area of approximately 20 mm 2 to be grabbed by the employees.
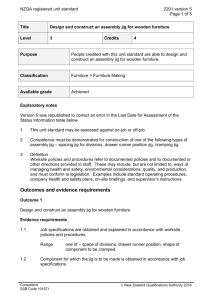
This causes the stickers to chip and the peeling process to take longer with extended amounts of repetition. The study found that by making two consecutive cuts along the length of the face of the DVD case and one cut down the center of the side of the DVD this problem could be avoided. The length cuts are made approximately 3.5mm from the side edge of the DVD, while the side cut is made in the middle of the side edge. This process allows the plastic and stickers to be left in one to two pieces that can be taken off with one fluid motion and no chipping would occur. These cut placements can be seen in
Figure 3 and Figure 4.
11 | P a g e
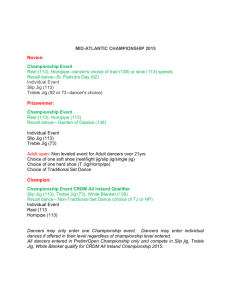
Figure 3: Length Side Cuts Figure 4: Middle Edge Cut
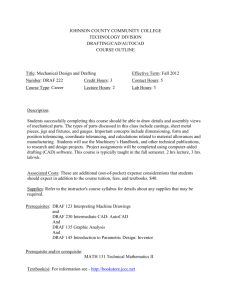
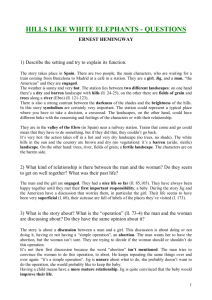
The study also concluded that in order for the employees to completely remove the stickers and plastic in one fluid motion, additional cuts had to be made. These two cuts are done along the front and back face of the DVD perpendicular to the previous cuts already made. These cuts are made by sliding the
DVD through Jig 2 after the DVD has been ran through Jig 1. Figure 5 is a visual representation of where these cuts are placed. Once these cuts were implemented into the disassembly process, it allowed for an increased surface area of approximately 1600 mm 2 for the employees to grasp onto. The improved process allows for a more efficient and accurate approach of tearing off the security stickers.
12 | P a g e
Figure 5: DVD Face Cuts (New Process)
Additional Design Factors
In addition to the repeated process of grabbing the security stickers to completely free the plastic case, the issue of the repetitiveness of running DVDs through the Jigs was also addressed. A solution to this was to design an ergonomically correct handle for the employees to push the DVDs through Jig 1. The handle was designed by taking into account common stress points on the human hand and the areas which could apply the most amount of force with the least resistance or fatigue occurring. The designers analyzed data of common hand sizes to help determine the appropriate size of the Jig Handle. The average measurements of 84.07mm of width across the palm and 188mm from the wrist to the longest digit were taken into account when designing the jig handle (National Council of Examiners for
Engineering and Surveying, 2008).
The designed handle has measurements of 127mm tall and 38mm of width to allow a human hand to fit securely and comfortably around it. Figure 6 shows a 3-D replication of the Jig Handle, the ergonomic factors of filleted corners and rounded edges can also be seen from the figure.
13 | P a g e
Figure 6: Jig Handle
One last ergonomic issue that had to be addressed was the employees’ cognitive abilities and the way it affects their ability to accurately complete the new process. Since a large percentage of the workers have a developmental or mental disability, the jigs and the process of sending DVD cases through them had to be designed in a way that accounted for this. The design needed to allow for little error and give the employees a good comprehension on how the process works. This was done by the use of the jig handle and groove tract system. This system allowed for the employees to only have one degree of freedom when sliding the DVD through Jig 1. It decreases the ability for the employees to pull up on the
DVD when in motion, which would cause harm to the jig or the workers themselves. Figure 6 shows a
3-D representation of how the Jig Handle moves through Jig 1, with a DVD being placed in the correct position. In addition to the Jig Handle tract and groove system, specialized training aids and service manuals were also issued to the H Group. These aids will allow the supervisors to properly introduce and train the employees on the correct way to uses the Jigs, and will also give the supervisors at The
H Group insight on how to fix problems that may arise.
14 | P a g e
Figure 7: Jig Handle and Tract System
Conclusion
The Jig devices must implemented with certain ergonomic factors in order to overcome present obstacles experienced with the current process. With the specific needs of the client, many design aspects were factored into the designing of the disassembly process and jigs. The obstacles that were addressed required unique solutions that have been provided accordingly. Among the solutions already presented, other safety and ergonomic factors were taken into consideration. An example of this would be the rounding of all sharp edges, and the apparent need for training aids which were constructed. The designers of the jigs must also work closely with different safety systems to incorporate a good overall ergonomic design.
When the design was tested at the H Group facility it was brought to the groups attention that the ergonomically designed handle may require some foam or rubber padding to provide extra support and comfort to the employees hand. This is a simple solution that will be completed by the H-Group supervisors.
15 | P a g e
Safety
Introduction
Designing a safe jig system requires following such standards as the well-recognized
OSHA (Occupational safety and health administration) rules for safe working. Since the project involved direct contact with hazardous equipment; safety becomes a major priority.
The two jig system was built to cut the outer surfaces of a DVD case and its security stickers. This was done to create an effective way of dismantling the DVD cases so that the case and inside media could be recycled. Since employees with mental and physical handicaps will be using the jig; they should be completely shielded from anything that could be used or misused to cause harm to their selves or others.
Safety Guards
The safety regulation of OSHA 1910.212 was applied for a safe design of both jigs
(United States Department of Labor). It is called Machinery and Machine guarding. According to the regulations, hazardous equipment such as blades need to be placed in or covered by safety shields in order to protect the employees from coming into direct contact with the blades. The safety shields are located on Jig 1 and on Jig 2 covering the cutting mechanism used in both. Figure 8 shows the safety shield on the right and what the shield covers on the left for
Jig 1.
16 | P a g e
Figure 8: Jig 1 Safety Shields
Jig 2 design had high brackets in order to keep the blades away from hands, which were located in the middle of the jig. Also, the jig two’s right and left accesses were closed with wood only the up part was open to the DVD boxes, which could be seen in Figure 9.
Figure 9: Jig 2 Safety Shields
Hands were the most important appendage to keep safe while sliding the DVD boxes through the jigs. According to the safety regulation, both jigs were designed to not physically allow for the worker to place their hands close to the blades. This was done be making the sides of the jigs long and tall with narrow openings to create distance between worker and the
17 | P a g e
blades. Next, corners of the brackets were rounded because sliding DVD boxes might be dangerous for hands if the target was missed; the workers have the possibility to hit their hands on the jigs, so round corners would decrease the effect of hurting their hands.
Conclusion
The workers are advised to wear gloves any time running the jigs, especially while changing the blades. A supervisor needs to carefully open the black box, unlock the spring and the blades, which a bolt was expected to be replaced and blades were expected to be changed without touching their sharp edges even though gloves were worn.
Material Selection
Introduction
Selecting the right material to construct the jig system out of was a very crucial step in the designing of the jigs. The material selected affects the overall outcome of the project, project implemented, and budget. When selecting a material to make the main portions of the jigs, material properties such as; weight, fracture toughness, price, manufacturability, and hardness were ranked against each other to find the most important desired qualities. Table 4 shows the ranking table that was constructed, with higher numbers equaling more importance.
Constraints
A-Weight
B-Fracture Toughness
C-Price
D-Manufacturability
E- Hardness
Table 4: Ranking Table
A
0
2
1
1
0
B
0
0
2
1
1
C
1
0
0
1
0
D
1
1
1
0
2
E
2
1
2
0
0
Sum
4
4
6
3
3
18 | P a g e
These material properties were weighted against each other to decide which properties were the most important to the design. It was found that in order to provide the best design to the client; the price was the most important factor to consider. If the devices could not be constructed with a reasonable price, the client would not choose to implement them as the new process. Along with price, the properties of weight and fracture toughness were also highly considered in the design. The weight was a big factor for the fact that the Jigs were going to be moved around to different work stations as the need for them became present. The fracture toughness was also chosen and ranked highly because the jigs would be going through much strain and stress through their repetitive use. The material property of manufacturability was selected for the simple reason that if the material could not be machined or produced in an accurate manner; the entire design of the device would be thrown off.
Hardness was chosen to ensure that the Jig material could stand up to wear it would receive from its use.
The next step in the material selection process involved finding five different materials to compare.
Specific materials of wood, hard dense plastics, and aluminum were compared. These materials were then constructed into a table with their material property characteristics listed in the ranking table.
Table 5 shows these materials with their property values normalized on a scale of 0-10 with 10 being the highest ranking.
Table 5: Normalized Property Table
Materials
A- Wood (American
Pine)
B- HDPE
C- Aluminum (2000
Series)
D-UHMW
E- ABS (Impact Grade)
A
10.00
7.97
2.78
7.97
7.32
B
2.28
0.75
10.00
0.60
0.96
C
10.00
0.10
0.02
0.13
0.04
D
8.75
7.50
10.00
6.25
7.50
E
7.95
9.91
6.16
10.00
9.06
19 | P a g e
The materials selected were chosen from a wide range of materials in their specific category.
The wood material (American Pine) was chosen for its good machinability, outstanding material to weight ratio, and exceptional price per pound. The HDPE (High Density Polyethylene) was well suited for this application because of its good hardness values and price range being in the middle of the other plastic polymers. When selecting a specific aluminum, the Aluminum 2000 series was tested in the tables because of its high fracture toughness. It was also chosen because it is alloyed with copper, giving it desired properties of mild steel for good machinability without the high weight ratio, but this also includes a higher price. The ABS was tested for its higher toughness then some of the other plastics, but as a result was the highest price of the three. Materials such as carbon steel, titanium, softer plastics, and ceramics were ruled out before the material matrix, due to each material having obvious undesirable properties that would hinder the project.
Once these materials had a normalized property value in each of the five material property categories, they could then be weighted and ranked in a final table to determine which material was best; this can be seen in Table 6.
Table 6: Material Matrix
Material A B C D E
Constraint
A-Weight
B-Wear Resistance
C-Price
D-Manufacturability
Weight Rank
4
4
6
3
E-Hardness
Total (Rank x Weight)
3
10.0
2.3
10.0 60.0
8.8
7.5
Weight Rank Weight Rank Weight
40.0
9.1
26.3
8.0
0.8
0.1
7.5
31.9
3.0
0.6
22.5
2.8
10.0
0.0
10.0
22.5 10.0 30.0 6.3
1,419.2 725.2
11.1
40.0
0.1
30.0
18.8
848.1
Rank
8.0
0.6
0.1
6.3
7.5
Weight Rank Weight
31.9
2.4
0.8
7.3
1.0
0.0
29.3
3.9
0.2
18.8 7.5 22.5
22.5 0.0
541.6
0.0
387.1
According to the matrix results, wood was the best material to use for the specific application with a score of 1419.2. The obvious reason it scored so highly was due to the fact that wood has a much
20 | P a g e
cheaper price than any other material, and all of the other material properties have average values. For this reason wood was chosen as the desired material to use for the Jig devices.
Conclusion
The material selection is a very important process in the designing of the device. In the future if the
H Group would choose to manufacture more or multiple replications, more material types may be researched. Due to the wood materials slight imperfections and ability to crack or split, the machining took longer than originally planned. The assembly of the jigs also had to incorporate wood inserts and specific drill types because of the inability to tap straight into wood or machine it accordingly. If a material was found that could be machined with better accuracy and had the ability to be tapped, The
H Group would save money on labor costs if the Jigs were outsourced.
Spring/Disk blade system
Introduction
The spring and blade system selected for both jigs have a significant impact on the mechanism.
The system affects the wear resistance, tolerances, toughness, and efficiency of the mechanism. The spring needed to have enough tension to cut the plastic film on the outside of the DVD case. The blade also needed to be tough enough to withstand the penetration it causes on the DVD case.
Springs
The springs used in the mechanism needed enough tension to enable the blades to penetrate the plastic film. Tests were conducted in a controls lab to correctly determine the accurate tension needed by the spring the procedure and results can be seen in appendices. After this correct tension or
“k” value of the spring was found, a research procedure was conducted to find a supplier to purchase
21 | P a g e
the springs from. An extension spring was the ideal one to use and was found at a local hardware store, the part number is located in the parts list of this design report.
Blades:
The blades needed to be tough enough to withstand the penetration needed to cut the plastic film of the DVD case. A reasonable wear resistance was also required for prolong usage. There were two different blades chosen to perform the cutting task. A carpet blade found at many hardware stores was used for the rotating cutting mechanism. The fixed blade was a utility knife blade that had a hole located in its center. For each blade only the tips would be used in cutting the plastic film. So when the tip would become dull after prolonged usage it could be flipped or reversed, whichever the case may be, to another tip located on the blade to increase its overall life. The carpet blade has four tips, which increases the usage dramatically, while the utility blade only contains two. Each type of blade was chosen on their amount of useful tips and overall geometry.
Blade/ Disk system:
The rotating cutting assembly located on each of the two jigs, aluminum round stock was drilled and then cut into two identical thin cylinders. The bottom side of the aluminum disk was tapped to allow the bolt coming from the top to be threaded into. Once the cylinders were made a carpet blade was then put between each cylinder. The cylinders could then be fastened together pinching the blade between them leaving the tips of the blades exposed for cutting. The spring used with each cutting assembly was fastened to the cylinders by utilizing the same bolts used to fasten the blade/disk system together. When the cylinders were drilled a center hole was made to fasten the blade/disk system to the bottom plate of Jig 1. Figure 10 shows the rotating blade assembly and how the disks look when they are assembled. The blades were set to a 45° angle to enable the cutting point on the blade to come
22 | P a g e
into contact with the plastic film faster to achieve a more uniform cut across the entirety of the DVD case.
Figure 10: Rotating Cutting Assembly
For Jig 1’s cut to the center of non-hinged end, the center hole of the chosen utility blade was utilized in the design. The bottom blade is located underneath the black track and is housed by rectangular solid stock metal. This metal was cut in half with a hole drilled and tapped through the center. This allowed for the utility blade to have the center bolt of the solid stock put through it. The bolt could then be tightened bringing both sides of the solid stock together pinching the blade at a 45° angle. Figure 11 shows the assembly Jig 1’s bottom fixed blade. Detailed drawings of these systems are located in the appendix and they contain the proper dimensioning for duplication.
Figure 11: Fixed Blade Assembly
23 | P a g e
Parts List
Table 7: Spring/Blade Part List
Subassemblies
Rotating
Blade
Assembly
Fixed Blade
Assembly
Conclusion:
Part Name Part Number-Vendor Quantity
0.015" Carpet Blades
12-24 UNC Flat Head Machine Screws
10-32 Press in Wood Insert
10-32x1.5" Socket Head Cap Screws
10-32x2" Slotted Oval Head Machine Screws
3/8x1.25" O.D. Fender Washers
175-B Extension Spring
HK M6-1.0x25mm Flat Head Socket Cap Screw
704744-True Value
29535-Fastenal
84395-Menards
SC-18F150SS-True Value
SOMXNF-True Value
33220-Fastenal
0166773-Fastenal
86283-Fastenal
0.5"x1.5"x12" General Carbon Steel 8910K941-Mcmaster-Carr
Shaded Regions assume "On Hand" Items
1
8
4
1
6
2
1
8
2
An important factor that was considered while creating the cutting mechanism of this jig was safety factors. To ensure safety a training manual and training of employees will need to be conducted.
Each blade will need a shield to hide any exposed edges or other harmful components, to in order safe usage. Fault analysis goes hand in hand with safety. As the blade wears it can lose its initial strength and brake off. If a user would insert the DVD case into the jig the wrong way, or pull the DVD up during usage this could also brake off the blades.
Jig 1. Horizontal
Introduction
Jig 1 is the first jig in a two jig process. The DVD case is entered into the jig on its opening end and is then pushed through the jig with a jig handle. Once pushed through,the jig will have completed three cuts. The first cut is made to the center of the bottom of the opening end and cuts the security sticker that holds the DVD case shut. The next two cuts are located at a distance of 4 mm up on the sides
24 | P a g e
closest to opening end. This cuts the heat set plastic packaging from the case. The cuts made are the first set of cuts in the two jig system.
This jig consists of five main parts that are needed in order to function adequately and safely.
These main parts are listed from the ground up, nonfunctioning base, functioning base, cutting system, safety guards, and sides. All parts of Jig 1 can be seen in greater detail with all necessary dimensions in their respective CAD drawings in appendices. Figure 12 shows the complete assembly Jig 1 and how the
DVD is entered into the jig.
Figure 12: Jig 1 Complete Assembly
Nonfunctioning Base
The nonfunctioning base was the last part implemented into the design so that it could be bolted or clamped to the working table as specified by the H Group. This allows for all other parts of the jig to be removed as necessary without detaching the nonfunctioning base from the work surface. This part is made from a 2 x 12 piece of yellow pine cut to length that had four t-nut inserts installed in the bottom for the bolts attaching the two bases to thread into.
25 | P a g e
Functioning Base
The functioning base is attached to the nonfunctioning base by a total of four bolts and is a
2 x 12 piece of yellow pine cut to length. This base houses the cutting mechanisms and the track. The track was milled out so that the DVD case would fit into it and be centered when coming into contact with the fixed bottom blade. A piece of flat stock metal with the center milled was then placed in the track with wood screws to make the transition over the bottom fixed blade smooth.
This base also houses the rotating cutting elements and their assemblies. Holes were milled and press in inserts added so the rotating assembly could be attached at the desired cutting level. A bolt runs through the center of the rotating disk functions to hold it in place because the spring is applying an axial force. Safety shields were then mounted on the base to cover the rotating cutting elements and can be seen in Figure 12. Figure 13 shows the cutting elements placement and when compared to Figure
12 shows what the safety shield and left side cover.
Sides
The final part of Jig 1 is the sides. Each side is fixed to the functioning base by two corner brackets.
These brackets can be seen in Figure 12. These brackets utilize the same bolts that hold the two bases together. The brackets are used to keep the sides in their designed upright position. The sides are set to width just bigger than the bottom track to function as another guide for the DVD. The sides also have tracks milled out in their inner face. This allows for the runners on the handle to fit inside. The runners on the handle were made to make the cutting process more accurate by limiting the up-down, left right, distances that the operator can run the DVD case through the jig.
26 | P a g e
Figure 13: Jig 1 with Left Side Removed
Parts List
Table 8: Jig 1 Part List
Subassemblies Part Name Part Number-Vendor Quantity
Rotating
Blade
Assembly
Fixed Blade
Assembly
Jig
Connections
Raw Materials
0.015" Carpet Blades
12-24 UNC Flat Head Machine Screws
10-32 Press in Wood Insert
10-32x1.5" Socket Head Cap Screws
3/8x1.25" O.D. Fender Washers
175-B Extension Spring
HK M6-1.0x25mm Flat Head Socket Cap Screw
0.5"x1.5"x12" General Carbon Steel
10-32x0.75" Socket Head Cap Screws
M6x1.0x40mm Socket Head Cap Screws
M6x1.80x80mm Socket Head Cap Screws
Jig 1 Corner Brace
M6 Knock-In Tee Nut Threaded Insert
#6x3/4" Phillips Flat Head Wood Screws
2"x12"x8' Yellow Pine
2"x8"x4' Yellow Pine
1"x6"x8' White Oak
1.25" Diam x 1' Aluminum Rod
0.700"x2'x2' Steel Sheet Stock
704744/True Value
29535/Fastenal
84395/Menards
SC-18F150SS/True Value
33220/Fastenal
0166773/Fastenal
86283/Fastenal
8910K941/McMaster-Carr
2029395/Menards
42741/Fastenal
1139578/Fastenal
315684/Lowes
98965A310/McMaster-
Carr
1130070/Fastenal
1022149/Menards
1021868/Menards
1031117/Menards
2EYF2/Grainger
0954704/Fastenal
3/4"x3/4" Angle Iron (90⁰) 8968K31/McMaster-Carr
Shaded Regions assume "On Hand" Items
8
4
1
4
2
2
1
2
4
1
4
3
1
1
1
1
1
1
1
1
27 | P a g e
Conclusion
The overall functionality of Jig1 proved to feasible when tested at the H Group facility. The jig functions as the first jig in a two jig cutting system. The jig makes three cuts to an inserted DVD Case.
The cuts are located at the center of the opening side of the case and on the sides just above the opening side. These cuts break the connections between the plastic film and the hard plastic of the case.
The weak spot in this design is the fact that it is made of wood and is subject to splitting. This could be averted in the future by considering and alternate material. When considering making multiple copies of this jig the H Group should consider making the jig out of aluminum. This would allow for the jig to be much more resistant to wear and relatively light. It would also eliminate the hardware used to attach the five parts to the jig bases because the metal can be tapped to allow for connection. The cutting mechanisms that are used will wear down as many DVD cases run through it. Once the performances of these blades are no longer satisfactory, they will need to be replaced. The springs will also wear with time and need to be replaced.
Jig 2. Vertical
Introduction
Jig 2 is the second and last part of the overall jig system. The purpose of this jig is to make two cuts in the middle of each side of the DVD case. The DVD case is entered into the jig spine down after it has been run through Jig 1. The case is inserted into Jig 2 until it is completely submerged. The case will then be completely pushed through the jig as another case it seeded into the jig. Since the case exits the jig through the bottom, a hole long and wide enough for the case to exit needs to be cut into the table.
The jig could also be mounted so that the case exits the jig with some of the jig hanging off the side. The cuts that are made to the case are located in the center on each side of the case. These cuts work in conjunction with the cuts of Jig 1 to increase the surface area of the outer packaging to which the
28 | P a g e
employees have to grab and tear off. This also permits for the security stickers on the top and bottom to be removed while they are still connected to the outer packaging.
Jig 2 is comprised of 5 main parts the base, sides, spacers, cutting mechanisms, and safety shields. These parts all work in conjunction with one another to produce the desired cuts to the DVD case. The assembly of the jig can be seen in Figure 14. All the necessary parts, dimensioning, and assemblies can be seen in appendices.
Figure 14: Jig 2 Complete Assembly
Base
The base of Jig 2 operates as the part to which the sides, safety shield, and brackets are attached. The base was drill at the appropriate locations and had threaded t-nut insert countersunk into the bottom of the board for the corner brackets to bolt down to. That safety shields were held down by
29 | P a g e
the use of threaded inserts pressed into the top of the board. This base also has its center milled out leaving enough room for the DVD case to fall through when cycled through the jig.
Sides
The sides were created to internally house the cutting components of Jig 2 and provide a safe distance away from the blades. Each side was created the same. The center of the board was milled out enough to fit the rotating disk along with a fender washer on each side. The fender washers allowed for the disk to rotate easily. Once the center was milled out a hole was drilled through one side of the upright so that a bolt could be threaded into an insert that was pressed into the opposite side. This made an x-axis for the disk to rotate about. A stop was then placed on the outside of the upright so as to create an angle when the DVD case comes into contact with the blade. This helps the cutting portion of the blade start working faster. Corner brackets were also attached to the uprights by placing countersunk, threaded t-nuts on the inside with bolts going through the board and threading into the t-nuts. Safety shields were also made to eliminate any contact with the cutting assembly. The shields can be seen in
Figure 14. The inner workings of a side can be seen in Figure 15. This figure shows the results of one of the sides faded out but with the other parts still visible.
30 | P a g e
Figure 15: Jig 2 with Side Faded Out
Spacers
The spacers in this design were created to leave enough room for the cutting assembly to be inserted into the sides and not have any part of the disk coming into contact with the DVD case. They also create the needed amount of space to allow the case to slide into the created slot above. There were holes drilled through these so that the connecting bolts could freely pass to the other side of the jig side.
31 | P a g e
Parts List
Table 9: Jig 2 Part List subassemblies
Rotating
Blade
Assembly
Jig
Connections
Raw Materials
Part Name Part Number-Vendor Quantity
0.015" Carpet Blades
12-24 UNC Flat Head Machine Screws
10-32 Press in Wood Insert
10-32x2" Slotted Oval Head Machine Screws
3/8x1.25" O.D. Fender Washers
175-B Extension Spring
10-32x0.75" Socket Head Cap Screws
M6x1.0x40mm Socket Head Cap Screws
M6x1x100mm Socket Head Cap Screws
Jig 2 Corner Brace
M6 Knock-In Tee Nut Threaded Insert
#6x3/4" Phillips Flat Head Wood Screws
2"x12"x8' Yellow Pine
2"x8"x4' Yellow Pine
1"x6"x8' White Oak
1.25" Diam x 1' Aluminum Rod
0.700"x2'x2' Steel Sheet Stock
3/4"x3/4" Angle Iron (90⁰)
704744/True Value
29535/Fastenal
84395/Menards
SOMXNF/True Value
33220/Fastenal
0166773/Fastenal
2029395/Menards
42741/Fastenal
39580/Fastenal
315687/Lowes
98965A310/McMaster-
Carr
1130070/Fastenal
1022149/Menards
1021868/Menards
1031117/Menards
2EYF2/Grainger
0954704/Fastenal
8968K31/McMaster-Carr
.875" x .188" Aluminum Flat Stock 957305/Fastenal
Shaded Regions assume "On Hand" Items
8
4
2
4
1
3
2
4
1
4
1
1
1
1
1
1
1
1
2
Conclusion
Jig 2 has proven to be the key difference between the H Group’s old process and the new system. This jig makes two cuts in the center of the sides of the DVD case when it is pushed through.
This previously had not been done by the H Group and these are the cuts that provide the improved surface area for the employees to grasp.
32 | P a g e
Jig 2 does not have wood sliding over wood like the handle and runners of Jig 1 This makes wood a good material in which to make it out of. The DVD cases create little friction as they are pushed through, making the jig very user friendly and is seen to be the easier of the two jigs to operate. The downfall of using wood for this jig is the fact that wood has many defects and when drilling the long holes into the sides of the uprights the precision needs to be at its max. Because wood is not always square the long drill bit only needs to be off a few degrees from center to cause the hole in the slot to become unusable.
The blades and spring will need to be replaced if the resulting cuts are not of good enough quality for all the employees to dismantle the cases. It should also be known that if the jig is used in the fashion of anchoring one side while letting the other side hang off a working surface it will increase the chances of the jigs base breaking. This is true because a force could be applied to the outer most hanging edge creating a moment about the edge closest to the working surface. This moment could become large enough to split the board. A solution for this setup would be to create a simple stand that would provide a support to the hanging edge.
Training Aids
Introduction:
To perform a task with the greatest precision it is necessary to create and use training and job aids.
When performing a new task it can be rather challenging to do it efficiently, without being taught the correct way to complete the task. This is true for the H Group clients who have very limited motor skills.
These training aids will give the clients more knowledge of the task being done, and remind them of important or key steps that needed to be carried out while the task is underway.
33 | P a g e
Training and Job Aids
Training Aids will help the clients do a particular task more effectively and efficiently. A user guide along with posted posters on how to perform the task correctly was created. This guide is a step by step manual that will show the user or employee how to do each part of the task in the correct order. The displayed posters will have pictures to illustrate the necessary tasks that need to be followed. This user guide can be found in the appendices.
The posters were created to be placed throughout the work area. They will serve as reminders to the workers to make sure the steps are followed correctly and effectively. The posters will remind the workers to make sure the DVD is pushed thru the correct end of both jigs. They will also remind the clients how to insert the DVD into each jig with the correct orientation of the DVD. Alignment will also be stressed on the poster so jamming of the jig does not occur. Illustrations of these posters are located in the appendices.
Conclusion
The user guides and posters were created and given to the H-Group to enable proper training of the new mechanism. With the clients having varying limited motor skills, important notes were taken down while testing was underway, identifying which steps are the hardest for them to comprehend. The job aid posters will serve as a quick reminder to the clients to make sure the job is being completed effectively and efficiently.
Bibliography
National Council of Examiners for Engineering and Surveying. (2008). Fundamentals of Engineering
Supplied-Reference Handbook. Clemson, SC: National Council of Examiners for Engineering and
Surveying.
United States Department of Labor. (n.d.). Machinery and Machine Guarding. Retrieved April 11, 2011, from Occupational Safety and Health Administration: http://osha.gov/pls/oshaweb/owadisp.show_document?p_table=STANDARDS&p_id=9836
34 | P a g e
Appendices
1) Recommended Vendors
a.
Fastenal
317 E. Main St.
Carbondale, IL 62901
(618) 457-0035 http://www.fastenal.com/web/home.ex b.
Grainger
2227 Clark Ave.
St. Louis, Mo 63103-2539
(314) 231-5031 http://www.grainger.com c.
Lowes
1170 E. Rendleman Rd.
Carbondale, IL 62901
(618) 529-8400 http://www.lowes.com d.
McMaster-Carr
P.O. Box 54960
Los Angeles, CA 90054-0960
(562) 692-5911 www.mcmaster.com e.
Menards
2500 Blue Heron Drive
Marion, Il 62901
(618) 993-0982 http://www.menards.com/main/home.html f.
Murdale True Value Hardware
1915 West Main Murdale Shopping Ctr.
Carbondale, Il 62901
(618) 529-3400 http://www.truevalue.com/ i | P a g e
2) User Manual
How to recycle a DVD
Needed: o Ability-one Jigs 1 & 2 o Recyclable DVD cases
To start off:
The H-group employee’s will bring a box of DVD’s to be recycled
Secured both jigs to a secure platform in a convenient work station to provide enough space for the workers to carry out their job.
Creating the placement cuts:
1.
The DVD will be run thru Jig 1 then next ran thru jig 2.
Jig 1 Jig 2
2.
The entrance of Jig 1 is illustrated below. A simple view of the black guards attached to the platform will let the user know if he or she is entering the DVD in the correct side. The arrows show the correct direction of use.
3.
Place the non-hinged side of the DVD down on the black track of Jig 1 with the handle flush with the edges of the DVD case (illustrated in the picture below)
4.
Like in the figure above place the provided handle on the top hinged edge of the DVD. This will enable the user to push the case completely thru jig 1. ii | P a g e
5.
Note that the DVD will be needed to be pressed firmly on the black track the entire way so the blades can make the proper placements cuts desired.
Jig 2
6.
After ran thru jig 1, the next step will be to run it thru jig 2.
7.
With the hinged side of the DVD case entering first, push it down into the slot of jig 2. The arrows in the picture below shown the correct path of the DVD
8.
Use an existing DVD to push the current DVD the rest of the way thru.
Removing Plastic Film:
9.
Once the DVD has been ran thru both jigs, the necessary placement cuts had been made to dissemble the plastic film.
10.
On either side of the DVD, there is a placement cut that was made by jig 2.
11.
This is the “handle” that the user can use to better grasp the plastic film
12.
Slowly pull the plastic film off and while doing so the security labels on the edges of the DVD case will pull off with the plastic film as well.
13.
Finally check DVD to make sure all plastic film and paper is removed completely and the disc is taken out of the case.
14.
If so then the DVD case has been recycled correctly.
Correct recycled DVD iii | P a g e
3) Calculations
A Rectilinear Dynamic System experiment was run 2 times and 4 sets of data was collected in order to compute spring constant of the project's spring, which was utilized to keep the blades in their initial position. Also, the spring constant was needed to be calculated to determine limit of spring's endurance against an applying force from a worker, so force could be controlled with a known spring constant and spring would not fail if an appropriate force was applied.
Some assumptions were made; displacement of a spring was linearly, mass of the spring was included in the total mass and computer model was accurate. The project's spring mass was neglected because it was very small.
Procedure for calculations
1 spring mass system’s K
1 value
4000
Cart 1 without mass
3000
2000
1000
0
0
-1000
-2000
1 2 3 4 5 6 7
-3000
Data collect from above graph to compute damping frequency of cart 1(W d1
) without mass.
N
1
=2
To
1
=0.655s Tn
1
=1.399s
Xo
1
=1912 counts xn
1
=1005counts
2𝜋𝑛 w d1
= 𝑡𝑛−𝑡𝑜
=
2𝜋(2)
1.399−0.655
=16.89 Hz iv | P a g e
2500
2000
1500
1000
500
0
-500
0
-1000
-1500
-2000
-2500
-3000
1 2
Cart 1 with mass
3 4 5 6 7
Data collected from above graph to compute damping frequency of cart 1 with mass W d2
.
N
2=
2
To
2
=.0.496 s Tn
2
=0.894 s
Xo
2
=2005 counts xn
2
=997 counts w d2
=
2𝜋𝑛 𝑡𝑛−𝑡𝑜
=
2𝜋(2)
0.894−.496
=31.5738
Next, damping ratios of cart 1 with mass,ζ
2
and without mass ζ
1 were calculated.
1
ζ
1
=
2𝜋𝑛 ln(
𝑋𝑜
𝑋𝑛
) =
1
2𝜋(2) ln(
1912
1005
) =0.051181
1
ζ
2
=
2𝜋𝑛 ln(
𝑋𝑜
𝑋𝑛
) =
1
2𝜋(2) ln(
2005
997
) =0.055597
The damping ratios and damping frequency were placed in below equations to estimate natural frequency of cart 1 without mass ,W n1
and with mass ,W n2
for determining mass of the cart 1 in further calculations. 𝜔𝑑1 w n1
=
√1−𝜁 2
1
16.89
=
√1−0.051181
2
=16.91245rad/s w n2
= 𝜔𝑑2
√1−𝜁
2
2
=
31.5738
√1−005597 2
=31.62271rad/s
Mass of the cart one M c
was computed with following equation. Cart 1 had extra 2kg of mass(M
W)
. As a results, cart 1's weight was determined, which was 0.801 Kg. v | P a g e
M c
=
𝑀 𝑤 𝜔𝑛22
𝜔𝑛12
−1
2
=
31.622712
16.912452
−1
=0.801 Kg
Spring constant of cart 1 had one spring constant value, which was the larger spring, K
1
. It was computed from below equation. 𝜔 2 𝑛2
=
𝐾
𝑀 𝑐
K= 31.62271
2 (0.801) K
1
=801.2432 N/m
2 spring mass system’s K2 value
4000
3000
2000
1000
0
-1000
0
-2000
-3000
-4000
1
Cart 2 without mass with 2 springs
2 3 4 5 6 7
-5000
Data collect from above graph to compute damping frequency of cart 2(W d1
) without mass
N
1
=3
To
1
=0.735s Tn
1
=1.797s
Xo
1
=4970 counts xn
1
=2805counts
2𝜋𝑛 w d1
= 𝑡𝑛−𝑡𝑜
=
2𝜋(3)
1.797−0.735
=17.749 Hz vi | P a g e
4000
3000
2000
1000
0
0
-1000
-2000
1
Cart 2 with mass with 2 spring
2 3 4 5 6 7
-3000
Data collected from above graph to compute damping frequency of cart 2 with mass W d2
.
N
2=
3
To
2
=.0.664 s Tn
2
=1.231 s
Xo
2
=3083 counts xn
2
=1294 counts
2𝜋𝑛 w d2
= 𝑡𝑛−𝑡𝑜
=
2𝜋(3)
1.231−.664
=33.244
Next, damping ratios of cart 2 with mass,ζ
2
and without mass ζ
1 were calculated.
ζ
1
=
1
2𝜋𝑛 ln(
𝑋𝑜
𝑋𝑛
) =
1
2𝜋(3) ln(
4970
2085
) =0.030346
1
ζ
2
=
2𝜋𝑛 ln(
𝑋𝑜
𝑋𝑛
1
) =
2𝜋(3) ln(
3083
1294
) =0.046058
The damping ratios and damping frequency were placed in below equations to estimate natural frequency of cart 2 without mass ,W n1
and with mass ,W n2
for determining mass of the cart 1 in further calculations. w n1
= 𝜔𝑑1
√1−𝜁
2
1
=
17.749
√1−0.030346
2
=17.75729rad/s 𝜔𝑑2 w n2
=
√1−𝜁 2
2
33.244
=
√1−0.046058
2
=33.279rad/s
M c
=
𝑀 𝑤 𝜔𝑛22
𝜔𝑛12
−1
=
2
33.2792
17.757292
−1
=0.801 Kg (Use Mc of 1 spring mass) vii | P a g e
K total
total spring constant value was computed from below equation. 𝜔
2 𝑛2
=
𝐾
𝑀 𝑐
K= 33.279
2
(0.801) K total
=887.41 N/m
Using K eq of linear spring system; the spring constant of the project was estimated.
K eq
=K
1
+K
2
K
2
=887.41-801.2432=86.1675 N/m viii | P a g e
5) Nish Competition Paper
DVD CASE DISASSEMBLY
Erich Schmidt, Bradley Wilson, Phillip Deters, Derek Koester, and Baris Sagsoy
Southern Illinois University Carbondale
ABSTRACT
The H Group out of West Frankfort, IL is a non-profit, NISH associated company that provides both contract and fulltime employment for individuals with disabilities. The main contract project involves the disassembly of DVD cases for recycling. The H Group has been courteous enough to allow us to propose a solution to the existing problems they are encountering during this process. The employees at The H Group are currently having problems tearing into the plastic packaging, and peeling the white security stickers off of the edge of the
DVD cases. These stickers and plastic will have to be removed completely to dismantle the plastic DVD so it can be recycled properly. The goal is to create a jig that will make clean cuts to the DVD packaging leaving the worker with a case prepared for efficient dismantling and recycling. This report explains the reasoning for the project, details of the design, and results of the built and tested prototype. The testing resulted in a 43% faster process and increased the number of disabled employees able to perform the cutting task from 0 to 6.
BACKGROUND
All over America there are not for profit agencies (NPAs) that employ individuals with severe handicaps. NISH partners with some of these NPAs helping to bring employment to those with disabilities. NISH’s AbilityOne program is currently partnered with over 600 NPAs helping to employ more than 45,000 individuals with disabilities. Looking at NISH’s vision statement,
“Employment for every person with a significant disability;” [3] brings light to the fact that no person should be overlooked for this design challenge.
The H Group is a NPO that supports the Williamson county area in Illinois. They provide a wide range of services in areas including; developmental disabilities, mental health, substance abuse, and youth and family support services. Their work services programs have been providing subcontracting services to the Southern Illinois area for over 35 years. It is part of the
Developmental Disability Rehabilitation Center that provides employment opportunities to individuals with a handicap. From the H Group’s work services description, “The individuals are paid commensurate wages based on their abilities compared to industry standards and compensation scales” [4]. One division of the work services program recycles out-of-date DVD cases. After a retailer is unable to sell a DVD for a certain time period, it is sent to be recycled.
A company boxes the DVD’s and runs the box through a saw, notching the DVD’s to make them unsellable. The H Group receives the unsellable DVD cases to disassemble for recycling. This is where the opportunity for improvement comes in. The company has approximately 80 employees with ranging disabilities and conditions working on recycling these DVDs. There is a wide verity of disabilities amongst the group as well as able-bodied individuals working to complete this task. Helping to design a product that can increase their productivity would help them in many ways. It would make the H Group more competitive in the business; allowing ix | P a g e
them to secure more contracts. It would also allow the individuals to make more money since their pay is based on output.
STATEMENT OF THE PROBLEM
The problem proposed to Saluki Engineering Company’s Team 53 is the slow process of removing the white security stickers and plastic packaging found on the outside edges of a DVD case. The stickers need to be removed to deliver a cleanly dismantled plastic case for recycling.
The current process uses a table saw to make starting cuts in the case’s outer packaging. These cuts create chipping in the security stickers increasing the difficulty of removing them. With the employees limited dexterity and range of motion is difficult for some workers to grab hold of such a little piece of plastic and peal it off. The chipping of the stickers, as shown in Figure 1, also causes the employees to have to repeat this process of peeling many times over to ensure that the DVD case is disassembled to the right specifications. Since the current process also required a table saw to cut the packaging on the DVD cases, none of the H Group employees were allowed to be involved in the cutting process.
Figure 1: Current DVD Cut
The goal of this project is to create a jig device that will make clean cuts to the DVD case packaging to provide a more efficient means of dismantling. The project would also allow the maximum number of individuals with disabilities to be involved in the entire process. All of these goals would have to be completed while making sure that all safety precautions were met.
RATIONALE
The start of this project began at the H Group workshop out of West Frankfort, IL. The shop foreman gave the team a tour of the facility and explained all of the work that was done there.
When he informed the team about the issue that was affecting the 80 workers recycling the DVD cases, the project was then decided upon. The fact that the H Group employees are paid based upon the amount of output they can produce, but were being hindered due to the current process, prompted for a solution. By manufacturing a device that increases the DVD recycling rate and the efficiently of production, workers would benefit enormously and receive more pay.
Accordingly, no employees with disabilities could operate present means of cutting the DVDs because of safety reasons This required a device that incorporated more workers would be a plus and would meet the H Group’s needs. x | P a g e
DESIGN
The purpose of the jig assembly will be to make strategically placed cuts on the DVD case’s outer plastic and security stickers, thereby allowing for more efficient and accurate disassembly of the DVD cases by the H Group employees. The DVDs to be disassembled have dimensions of width, height, and thickness, being; 135mm, 190 mm, and 15 mm respectfully.
The jig assembly will house a blade and spring system to complete this process. The precision cuts will be made in order for the DVD case to easily open, like a book, and leave ample surface area of the plastic and stickers for the employee to grasp for clean removal, as specified by The
H-Group. The design will allow many different employees to use the jig assembly, therefore securing jobs, and accelerating the disassembly process. Figures 2 and 3 show the DVDs before and after the disassembly process, with all discarded and recycled materials separated.
Figure 2: Original DVD Figure 3: Fully Processed DVD
The once the testing and design began it was apparent where the cuts needed to be made on the
DVD cases.
A study conducted found that by making two consecutive cuts along the length of the DVD case approximately 0.125” from the side edge and one cut with a fixed razor blade down the center of the side of the DVD, the plastic sticker would be left in one to two pieces that could be taken off with only one motion and no chipping would occur. Cuts also would have to be made on both front and back faces perpendicular to the previous cuts to provide a grasping point. The placement of these cuts is visually represented in Figure 4, Figure 5, and Figure 6.
Figure 4: Length Cut Figure 5: Edge Cut Figure 6: Face Cut xi | P a g e
To complete this process two separate jigs had to be produced. Jig 1 provides the two length cuts, and the edge cut, while Jig 2 provides the face cuts. Both jigs incorporate rotating blade assemblies housed inside a wooden base that perform the cuts on the DVDs. Theses rotating blades are comprised of a 0.015” thick carpet blade sandwiched between 1.25” diameter aluminum disks. The blades apply the precise amount of tension on the DVDs through the use of an expansion spring attached at a perpendicular 45 ⁰ degree angle. Figure 7 shows a 3D CAD representation of these assemblies. The jigs have been designed to be completely safe, with safety guards attached and proper dimensioning done to assure that hands or fingers cannot reach the blade assemblies. Figure 8 and Figure 9 show the completed jig devices.
Figure 7: Rotating Blade Assembly
Figure 8: Jig 1 (Length and Edge Cuts) Figure 9: Jig 2 (Face Cuts)
DEVELOPMENT
An inventor by the name Gregory Scott Carbonaro, from Florida has patented a device that aids in the unwrapping of packages products such as DVD and videogame cases. The device was designed but to the groups knowledge but a prototype never built. After doing some reassert the group then came up with ideas for a design. The different ideas were tested and first design prototypes were built. Once the best method was found, the rotating blade assembly system, a xii | P a g e
design for the final prototype began. The final devices involved much iteration in their design and building processes, resulting in an outcome of two fully functioning and safe jig devices.
DISCUSSION AND CONCLUSION
Once the devices were created and produced they were taken to the H Group facility. A series of tests were conducted to evaluate the performance and efficiency of the device. A timed test of the present way of recycling DVD’s was performed as well as a timed test for the new system, from start to finished product. The present way required a DVD to be run through a table saw, which could only be used by an H Group supervisor. The new device was hazardless and 6 workers could use the device. The present way took approximately 9 min. and 41 sec. to recycle a DVD from start to finish. The new device took only 5 min. and 56 sec. to recycle from start to finish which was a 43% reduction.
The device created was of a simple design to make it affordable for the H Group. Easy to maintain and fix parts, were also incorporated into the design. An instruction manual was created to help clients use the device properly and posters were assembled to yield a quick reminder of key steps in the recycling process. A parts list along with engineering drawings of the new device will be provide during implementation. The final cost to build and implement the device was around $95.81 with some of the parts and raw materials being donated.
Team 53 was able to create a device that increased production, efficiency, and pay received for the workers at the H Group. The ease of use and ability to maintain also made these devices effective to the workers.
REFERENCES
1.
Carbonaro, Gregory Scott, ”Shrink Wrap and Security Tape Opening Apparatus and
Method.” Patent 7,077,040 B1. July,2006
2.
Lenhart, Steven W.(2000) “Protecting Workers with Developmental Disabilities”,
Applied Occupational and Environmental Hygiene, 15: 2, 171 — 181
3.
NISH Mission.” www.nish.org, NISH, n.d. Web. 9 October 2010.
4.
“Work Services.” www.buildingbettertomorrow.org, The H Group, n.d. Web. 9 October
9, 2010
ACKNOWNLEGEMENTS
We would like to thank John Calcaterra and the rest of the H Group employees for their proposal of this project and their generous time and effort spent working with our group. We would also like to acknowledge our faculty advisor, Jarlen Don, for overlooking the entire design, and ou r senior design instructors, Mrs. Kay Purcell, Dr. Frances Harackiewicz, and Dr. Alan Weston.
xiii | P a g e
ALTERNATIVE TEXT FOR FIGURE DESCRIPTIONS
Figure 1: Figure 1 shows an example of the current process cuts into a DVD with a table saw. It can be seen from the figure how the chipping occurs in the plastic security stickers, reducing the area for the workers to grasp onto.
Figure 2: Figure 2 shows the DVD as the H Group receives them with all of the security stickers and plastic attached.
Figure 3: Figure 3 shows a DVD case ready for recycling; after all of the plastic casing and security stickers have been removed.
Figure 4: Figure 4 shows a DVD case with a red line orientated on top of it. The red line is an indicator of where the length cut on the face of the DVD will be made. These length cuts are made on both faces of the DVD.
Figure 5: Figure 5 is a DVD case showing the edge view. A red line is also produced on top of this picture with a red line pointing to it. This graphic shows the placement of the edge cut that is made on the DVD.
Figure 6: Figure 6 is a DVD case with a red line and arrow that shows the placement of the face cuts being made by Jig 2.
Figure 7: Figure 7 shows a 3d CAD representation of the rotating blade mechanism along with the bottom fixed blade assembly. It can be seen from the figure how the carpet blade is sandwiched between two aluminum disks that rotate on a pin. The springs attached for proper tensioning can also be seen.
Figure 8: Figure 8 shows the final built device of Jig 1 that creates the two length cuts and middle cut. The handle to help the employees run the DVDs through the jig that was provided can also be seen.
Figure 9: Figure 9 shows the final built device of Jig 2 that creates both face cuts.
All of the technical drawings needed to manufacture each part can be found in the attached documents. The attached documents also include additional pictures and 3D CAD representations.
INITIAL AUTHOR
Erich Schmidt
1900 New Era Road
Carbondale, IL 62901 xiv | P a g e
6) Traning Aid Posters
xv | P a g e
xvi | P a g e
xvii | P a g e
7) Technical Drawings
This appendix contains engineering drawings for Team 53’s DVD Case Disassembly Jig. The tolerances used to produce this jig was ± 1.5 mm for all wooden components, ± 0.25 mm for all cutting components and ± 2mm for all safety shields.
Drawing 1: Jig 1-Handle ......................................................................................................................................................................................................................... xix
Drawing 2: Jig 1-Metal Strip ................................................................................................................................................................................................................... xix
Drawing 3: Jig 1-Mounting Base ............................................................................................................................................................................................................ xix
Drawing 4: Jig 1-Side .............................................................................................................................................................................................................................. xix
Drawing 5: Jig 1-Side Shield Left ............................................................................................................................................................................................................ xix
Drawing 6: Jig 1: Side Shield Right ......................................................................................................................................................................................................... xix
Drawing 7: Jig 1-Working Base ............................................................................................................................................................................................................... xix
Drawing 8: Jig 1-Side Shield Bracket ...................................................................................................................................................................................................... xix
Drawing 9: Jig 1-Side Shield Left Assembly ............................................................................................................................................................................................ xix
Drawing 10: Jig 2-Base ........................................................................................................................................................................................................................... xix
Drawing 11: Jig 2-Blade Stop .................................................................................................................................................................................................................. xix
Drawing 12: Jig 2-Safty Sheild ................................................................................................................................................................................................................ xix
Drawing 13: Jig 2-Sides .......................................................................................................................................................................................................................... xix
Drawing 14: Jig 2: Spacer ....................................................................................................................................................................................................................... xix
Drawing 15: Jig 2: Side Shield Bracket ................................................................................................................................................................................................... xix
Drawing 16: Jig 1: Cutting Mech. Exploded View................................................................................................................................................................................... xix
Drawing 17: Jig 1-Side Exploded View ................................................................................................................................................................................................... xix
Drawing 18: Jig 1: Safety Shield Exploded View ..................................................................................................................................................................................... xix
Drawing 19: Jig 1: Working Base Exploded View ................................................................................................................................................................................... xix
Drawing 20: Jig 1: Base Platform Exploded View ................................................................................................................................................................................... xix
Drawing 21: Jig 1: Master Exploded View .............................................................................................................................................................................................. xix
Drawing 22: Jig 1: Center Cutting Block Exploded View ........................................................................................................................................................................ xix
Drawing 23: Cutting Mech. Top Disk ...................................................................................................................................................................................................... xix
Drawing 24: Cutting Mech. Bottom Disk ............................................................................................................................................................................................... xix
Drawing 25: Cutting Mech. Center Block Left ........................................................................................................................................................................................ xix
Drawing 26: Cutting Mech. Center Block Right ...................................................................................................................................................................................... xix xviii | P a g e
Drawing 1: Jig 1-Handle xix | P a g e
Drawing 2: Jig 1-Metal Strip xx | P a g e
Drawing 3: Jig 1-Mounting Base xxi | P a g e
Drawing 4: Jig 1-Side xxii | P a g e
Drawing 5: Jig 1-Side Shield Left xxiii | P a g e
Drawing 6: Jig 1: Side Shield Right xxiv | P a g e
Drawing 7: Jig 1-Working Base xxv | P a g e
Drawing 8: Jig 1-Side Shield Bracket xxvi | P a g e
Drawing 9: Jig 1-Side Shield Left Assembly xxvii | P a g e
Drawing 10: Jig 2-Base xxviii | P a g e
Drawing 11: Jig 2-Blade Stop xxix | P a g e
Drawing 12: Jig 2-Safty Sheild xxx | P a g e
Drawing 13: Jig 2-Sides xxxi | P a g e
Drawing 14: Jig 2: Spacer xxxii | P a g e
Drawing 15: Jig 2: Side Shield Bracket xxxiii | P a g e
Drawing 16: Jig 1: Cutting Mech. Exploded View xxxiv | P a g e
Drawing 17: Jig 1-Side Exploded View xxxv | P a g e
Drawing 18: Jig 1: Safety Shield Exploded View xxxvi | P a g e
Drawing 19: Jig 1: Working Base Exploded View xxxvii | P a g e
Drawing 20: Jig 1: Base Platform Exploded View xxxviii | P a g e
Drawing 21: Jig 1: Master Exploded View xxxix | P a g e
Drawing 22: Jig 1: Center Cutting Block Exploded View xl | P a g e
Drawing 23: Cutting Mech. Top Disk xli | P a g e
Drawing 24: Cutting Mech. Bottom Disk xlii | P a g e
Drawing 25: Cutting Mech. Center Block Left xliii | P a g e
Drawing 26: Cutting Mech. Center Block Right xliv | P a g e