Document
advertisement

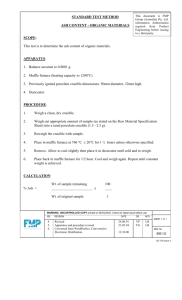
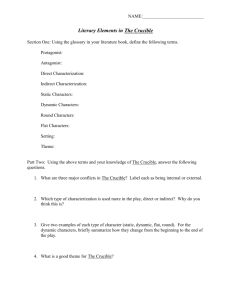
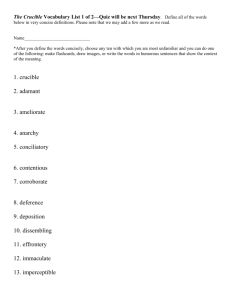
CRAFT & DESIGN click here CASTING for main menu The process of sand casting involves taking a wooden pattern of the thing you want to create in metal, placing it in a box of sand,splitting the box and removing the pattern, pouring molten metal into the space where the pattern used to be then removing the metal once it has cooled down and hardened. That is the basic idea although there is a lot more to it and great care has to be taken as the molten metal is extremely hot. Aluminium is often used as it has a pretty low melting point. The box is split into two parts – the top half is called the COPE and the bottom half is called the DRAG. While pouring, the molten metal enters through a hole that has been created in the sand called a RUNNER and as the space fills up, air escapes out of another hole called the RISER. COPE DRAG CRAFT & DESIGN click here CASTING for main menu PREHEATING - The crucible is first preheated. This removes any moisture from the furnace and crucible. Usually the gas is turned half on in order to avoid rapid heating. The aluminium ingots to be used are placed on top of the furnace so that they warm up. ADDING FLUX - As the aluminium begins to melt a small amount of ‘flux’ is sprinkled over the aluminium. A spoon can be used to sprinkle the flux powder. The flux prevents oxidisation (oxygen entering the molten aluminium). If oxygen enters the molten aluminium, when it is poured into the mould the final casting can have bubbles which can ruin the finish of the cast shape. CHARGING WITH ALUMINIUM once the crucible and furnace have been preheated the lid/top is pulled to one side with a steel hook. Aluminium ingots are then placed into the crucible with steel tongs. All steel tools such as tongs are pre-warmed. The gas pressure is turned up to full. ADDING A DEGASSING TABLET - When the aluminium has melted fully and is approximately 700 degrees centigrade the gas is turned off and a degassing tablet is added. This removes any impurities, in the form of gas. It is important that a good extraction system is used to remove the fumes caused by the tablet. CRAFT & DESIGN click here CASTING TEMPERATURE CONTROL - Judging the temperature of the molten aluminium is sometimes difficult. Using a pyrometer, the instrument used for testing temperature, allows accurate measurement. The pyrometer is first warmed over the furnace to evaporate any moisture and then it is placed into the molten metal The temperature can be read on the meter, near the handle. When the temperature reaches 650 degrees it is ready for pouring but first the ‘dross’ (waste that collects on the surface of the aluminium) must be removed with a special tool. CRUCIBLE LIFTED OUT OF FURNACE - The sliding lid/top of the furnace is pulled back using a steel hook. This allows special lifting tongs to be placed around the crucible which can then be lifted up and away from the furnace. The crucible is set to rest in a bed of sand which surrounds the furnace. The crucible should never be allowed to rest directly on a the cold concrete floor as this could cause an explosion. This process should never be carried out by a pupil. Great care is needed as the molten aluminium is at a very high temperature. for main menu CRAFT & DESIGN click here CASTING POURING THE ALUMINIUM - The two man ladle is then lifted which raises the crucible from the floor. The teacher must always control the pouring of the molten metal and so holds the two handles. The second person (possibly a pupil) holds the single handle allowing it to revolve when the ladle is turned for pouring by the teacher. A third person stands behind the crucible and uses a steel steady to prevent the crucible from falling out of the ladle. The aluminium is poured into the runner and when the cavity is full is rises up the riser. The flow of aluminium should be constant, if there is even a short break in pouring the cast aluminium it may cool and the cast may be imperfect. SAFETY CLOTHING MUST BE WORN !! The third person stands behind the crucible and uses a steel steady to prevent the crucible falling forward and out of the ladle. QUESTIONS: 1. Sketch the stages involved in the use of a furnace to prepare aluminium ingots for casting. 2. Explain the need for safety clothing / equipment when casting. for main menu CRAFT & DESIGN click here CASTING for main menu