WINCPS description
advertisement

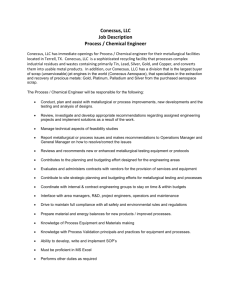
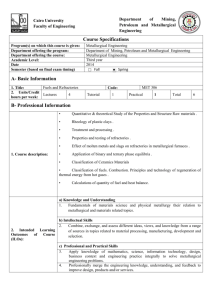
WINCPS technical description Rev. 1 September 2002 WINCPS System Casting Process Simulator for Windows Product position The Casting Process Simulator is a system, based on a sophisticated mathematical model, used for investigate the cooling process on billet and bloom continuous casting machines. It is applicable either on square product or on rectangular ones. Features and benefits The WINCPS simulate the cooling process of the product, at fixed casting speed, from the mould to the metallurgical length. It takes into account the effects of mould cooling, secondary cooling and free (air) cooling applied to the billet. The cooling calculation model is customised according to the caster geometry, mould tube type, length and lubrication applied, secondary (spray) cooling details and process main data. The WINCPS shall be run for all the steel grades, in facts the system is provided with data input fields for fine set-up of carbon contents, alloying and pouring temperature data. The WINCPS mathematical model gives the following theoretical results: K-factor data from mould to metallurgical length. Surface temperature data from mould to metallurgical length. Internal temperature data from mould to metallurgical length. Shell thickness from mould to metallurgical length. WINCPS is a helpful system for the process specialist, running the model he should do the following: Investigate the actual casting process parameters: metallurgical length, surface and internal temperature trends etc… Refine / optimise actual casting process parameters: check the results changing cooling intensity and other process parameters in order to get better product quality. Increase productivity on actual casting process parameters: check the results slowly increasing the casting speed and cooling intensity. Define new casting process parameters when a new steel grade or a new billet size is adopted. Data export to other platforms From the WINCPS is possible to export all the resulting data of the mathematical model to the Microsoft Excel software. Page 1 of 6 WINCPS technical description Rev. 1 September 2002 Overview Data input On the main window are available some input data fields in order to set up the main parameters of the caster, the type of steel grade, the pouring temperature, the mould type and length etc… A dedicated window is foreseen in order to set-up the secondary (spray) cooling zones. On the spray cooling data input window is possible to define the number of cooling zones, the geometry of each zone, the spray nozzle type and the working pressure of them. Load and save windows are available, in order to retrieve or save all the data inputs of a project already set. Page 2 of 6 WINCPS technical description Rev. 1 September 2002 Calculation model When all the input parameters has been set-up, is the time to start running the calculation model of the cooling simulator. The model subdivide the billet in small parts, according to the billet size and the casting speed. Data output – graphical simulation After the cooling calculation model has performed the complete calculation, from mould to metallurgical length, it is possible to call the data visualisation window. On the data visualisation window are shown the following data: Pouring temperature Solidification temperature Casting speed Solidification time Solidification length K-factor at metallurgical length Surface temperature factor at metallurgical length Billet cooling rating at metallurgical length A pushbutton on the screen permits to start the graphical simulation of the cooling process. The simulation proceeds step by step from mould to metallurgical length, showing the internal and surface temperature maps, the shell thickness and the place in the caster geometry of each step shown. The following step by step data are also mentioned: Calculation time Meniscus distance K-factor Shell thickness Page 3 of 6 WINCPS technical description Rev. 1 September 2002 Data output – graphs After the cooling calculation model has performed the complete calculation, from mould to metallurgical length, it is possible to call the graphs window from the data visualisation window. On the graphs window are shown the following graphs: K-factor from mould to metallurgical length Shell thickness from mould to metallurgical length Diagonal temperatures from mould to metallurgical length Surface temperatures (edge and centre face) from mould to metallurgical length K-factor Shell thickness Diagonal temperatures Surface temperatures Page 4 of 6 WINCPS technical description Rev. 1 September 2002 Data output – export data to Microsoft Excel After the cooling calculation model has performed the complete calculation, from mould to metallurgical length, it is possible to save all the results to excel file. In this way the excel file shall be customised in order to analyse in detail the results. Page 5 of 6 WINCPS technical description Rev. 1 September 2002 Specifications The Casting Process Simulator system is composed by the following parts: Personal computer, desktop type Monitor, keyboard, mouse and accessories Operating system Microsoft office WINCPS software The system is delivered ready for use, with all the software mentioned installed on the hard disk. The WINCPS cooling calculation model is previously customised according to the caster geometry, mould details and secondary (spray) cooling details of the customer. Page 6 of 6