introduction

HOW VACUUM BAGS REALLY WORK:
THE MYTH OF VOLATILES AND BREATHERS
Michael P. Thompson
Boeing Airplane Company
Seattle, Washington 98124
ABSTRACT
Current aircraft process specifications require that every autoclave cured composite part be vacuum bagged using edge breathers or bleeders and surface breathers. Application of the bleeders and breathers typically requires 15-60 minutes per part. The research presented here demonstrates that the gas transfer capability of breathers is not important in the manufacture of composite parts (at least with the resin systems used here). The role of the vacuum bag is not to "allow bad things to get out", but rather to "keep bad things from getting in". This understanding allows the development of "breatherless" vacuum bagging systems which can be applied in less than five minutes. The first commercially useful version simply consists of standard fluorinated ethylene propylene (FEP) parting film and a reusable silicone rubber vacuum bag with a 0.75-mm (0.030-inch) thick layer of Dupont Viton fluoroelastomer laminated to the outside of the silicone diaphragm. The Viton layer is necessary to act as a gas barrier, preventing the auoclave atmosphere (nitrogen) from penetrating through the highly permeable silicone rubber and FEP and into the part.
KEY WORDS: Vacuum Bagging, Gas Barrier, Advanced Composites
1. INTRODUCTION
The primary purpose of this report is to state that for the net resin systems typically used in the aerospace industry, it is not necessary to use traditional edge and surface breathers in the vacuum bagging of autoclave cured composite parts as required by many current process specifications. This understanding allows the development of streamlined vacuum bagging systems without breathers which can be applied in less than five minutes.
The research in this program has demonstrated that the gas transfer capability of the conventional breather materials is not important in the manufacture of autoclave cured structural composite aircraft parts. As long as sufficient pressure is applied to the part and autoclave gases are prevented from entering the vacuum bag, it is possible to fabricate highquality composite parts without the use of surface breathers or edge bleeder/breathers. The
role of the vacuum bag in preventing porosity is not to "allow bad things to get out" of the part, but rather to "keep bad things from getting in".
These concepts have been demonstrated with fiberglass reinforcement using Hexcel F155 and
F161 epoxy resin systems, as well as Fiberite MXB7701 and Yokohama Rubber F6986S03.
The no-breather system has been used successfully on graphite reinforcement with Hexcel's
F155, F263, and F593 resin systems. The system has been shown to be effective on parts with and without bagside Tedlar, in honeycomb sandwich panels and laminates up to 70 plies thick, and in eleven modified production parts.
The new concepts, particularly as embodied in the reusable "Silicone-Viton" vacuum bag, create a labor savings of 15-60 minutes for potentially a high fraction of the composite parts which are used on aircraft. It is expected that future iterative improvements will make these concepts even more user-friendly to the factory and applicable to an even wider variety of composite parts, and possibly metal bond and interior composite parts.
2. BACKGROUND
Traditional vacuum bagging processes for autoclave cured composite parts require the operator to "custom-make" all the components of the vacuum bag (edge sealant, edge breather/bleeder, parting film, surface breather, nylon vacuum bag, and in some cases, string bleeder) for every part. These components must be pulled off a roll, cut by hand to fit the specific part being bagged, applied over the part, and thrown away after the part is cured. It is a bit like getting up in the morning, pulling a few yards of fabric off a roll, sewing your clothes, going to work, throwing your clothes away at the end of the day, and starting all over again the next morning. This is how vacuum bags for aircraft composite parts have been made for the last 25 years.
In the last several years, reusable silicone vacuum bags have generally been accepted in the composites field as a cost-saving replacement for disposable nylon bags and edge sealant on many parts. The silicone vacuum bags, however, do not eliminate the need for disposable edge and surface breathers and string bleeders.
This research program was initiated to determine if it would be possible to develop a vacuum bagging process which would eliminate the need for separate breather materials, reducing vacuum bagging to a 3-5 minute operation.
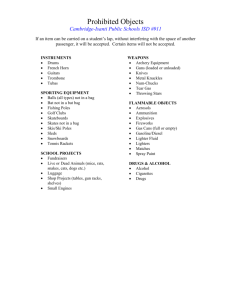
A diagram of a conventionally vacuum bagged part is shown in Figure 1. The traditionally held view, embodied in current aerospace process specifications, is that the edge and surface breathers perform the following functions:
1) While the bag is under vacuum, the breathers are needed to provide a gas path to allow air inside the bag to escape, or trapped air will prevent full autoclave pressure from being transferred to the part
2) The breathers must transport air back into the bag after the bag is vented at 0.14 MPa (20 psig) autoclave pressure, to eliminate the vacuum condition inside the part which would cause volatiles to boil at a lower temperature and increase part porosity
3) Once in cure, the epoxy resin is considered to be a "boiling cauldron" of volatiles and the breathers are necessary to remove the evolved volatiles from the part to prevent porosity
The remainder of this report documents the research conducted under this program which demonstrates that the above assumptions are not correct, describes the features of vacuum bags which do affect part quality, and shows that there are more economical ways to vacuum bag composite parts.
3. APPROACH/RESULTS
3.1 Concept for "Breatherless" Vacuum Bagging The original inspiration for the concepts developed in this program came from a close examination of the vacuum bagging diagrams in the current aircraft composite process specifications. The Boeing processing specifications for structural composite parts allow a "pressure plate or pressure pad" to be placed between the fluorinated ethylene propylene (FEP) parting film and the surface breather. When a pressure pad is used in a vacuum bag, the breather is separated from the part by the FEP and pressure pad layers. Looking at this configuration, it was hard to see how the surface breather, three layers above the part, could affect the cure process within the part. If the breather was necessary to remove air under the bag, how could it remove the air between the FEP and the pressure plate or pad? Furthermore, it was clear that it is not necessary to remove all air from under the vacuum bag, because it is a common industry practice to stage composite parts at reduced vacuum, which only removes a fraction of the air from under the bag. If the breather was needed to return air to the part to prevent volatiles boiling at lower temperatures, how did the air leave the breather and get through the pressure pad and FEP and into the part? If the breather was necessary to remove evolved volatiles, how did the volatiles leave the part, get through the FEP and pressure pad, and into the breather? It was also hard to believe the edge breather/bleeders were actually required to remove volatiles from parts, because for large parts
the center of the part could be several feet from the nearest edge bleeder. It seemed unlikely that a porosity-inducing volatile material would travel several feet through a compacted prepreg under high pressure to find the edge bleeder. From these questions came the notion that perhaps edge and surface breathers could be eliminated without affecting part quality.
3.2 "Part/FEP/Silicone Rubber Sheet/Nylon Bag" Configuration To test these ideas, a
1.22 meter by 1.22 meter (48 by 48 inch) initial test part was fabricated with the following bagging scheme:
- Nylon vacuum bag
- 3.2 mm (0.125 inch) thick silicone rubber sheet
- FEP
- Hexcel F161/fiberglass sandwich panel (3 plies each face)
Edge breathers were used with this part. A control part using conventional vacuum bagging with edge and surface breathers, was fabricated and cured at the same time.
Photomicrographs of both parts showed no porosity, and the "FEP/Silicone Sheet/Nylon Bag" part appeared to be of very high quality.
The success of the first part led to the initial conclusion that the silicone pressure pad could be replaced by a reusable silicone vacuum bag, and allow the elimination of the surface breather and the nylon bag, producing the following bagging scheme:
- Reusable Silicone Vacuum Bag
- FEP
- Part
With this bagging configuration, eliminating the breathers, it would be possible to vacuum bag parts in less than five minutes. Considering the very large number of composite parts on commercial aircraft, this would represent a very large savings in material procurement, shop labor, and material disposal costs.
Several test parts fabricated with the "Part/FEP/Silicone Bag" system, however, showed considerable bagside porosity, and some toolside porosity. The results were always the same for both F161/fiberglass and F155/fiberglass parts whether edge breathers were used or not, or whether parts were staged under partial or full vacuum.
Finally, thinking the first part had been a fluke, an identical part was fabricated with the
"Part/FEP/Silicone/Nylon Bag" bagging scheme. It also was a perfect part. It was apparent that the nylon vacuum bag was somehow playing a critical role in the quality of the parts.
After much discussion, it was suggested that nylon bagging film might have a much lower permeability to the autoclave atmosphere (nitrogen) than silicone rubber or FEP. To verify this, these materials were tested for nitrogen gas permeability per ASTM D-1434. The results are as follows:
MATERIAL
Nylon Bag Film, 0.050 mm (0.002") thick
FEP, 0.025 mm (0.001") thick
Silicone Rubber, 2.16 mm (0.085") thick
Permeability
@ 25
C (77
<5
1,900
8,100
F)
(cc/m2/24 hr@1atm)
Permeability
@ 52
C (125
F)
(cc/m2/24hr@1 atm)
16-40
10,200
12,000
The testing thus showed that the permeability of silicone rubber and FEP was 200-400 times higher than that of nylon vacuum bagging at 52
C (125
F), the highest temperature the test could be run. The bagside porosity in parts built with the "Part/FEP/Silicone Bag" configuration was caused by the autoclave nitrogen permeating through the silicone rubber and FEP and into the part. (This conclusion was confirmed repeatedly as the research program progressed through a large number of the test parts which duplicated the effect.)
The effect of the nitrogen permeation into the bagside skin could be seen especially in crosssections of the relatively low-flow F155/fiberglass parts. The bagside skin resin could be seen to have been blown down into the core cells from the bagside, almost looking like a foam.
Clearly, in the "Part/FEP/Silicone/Nylon Bag" scheme, the nylon vacuum bag acted as a gas barrier, preventing the autoclave gases from permeating into the part.
Further refinement and validation of the "Part/FEP/Silicone Sheet/Nylon Bag" configuration was carried out. Panels 1.22 meters (48 inches) on a side, made with fiberglass reinforcement using Hexcel F155 and F161, Fiberite MXB7701, and Yokohama Rubber F6986S03, and graphite reinforcement using Hexcel F155, F263, and F593 resin systems, were fabricated successfully, both with and without bagside Tedlar. Several panels were made without edge breather/bleeders, or string bleeders in the case of the F263 resin system, and it is the conclusion of this research effort that these items are generally unnecessary and should be made optional. It was shown that 1.3-mm (0.050") thick silicone rubber could be used instead of the 3.2-mm (0.125") sheet used in the first "FEP/Silicone Sheet/Nylon Bag" parts.
Up to this point, only thin laminates and thin-skinned sandwich panels had been fabricated.
To evaluate the applicability of the non-breather vacuum bag concept to the opposite end of the composite part spectrum, 70-ply laminates of F593/graphite and F263/graphite were fabricated, and were equivalent in quality to conventionally vacuum bagged parts with breathers. One test part, a 70-ply-thick laminate of F593/graphite, is of particular interest.
This laminate test part was 1.22 meters (48 inches) by 0.76 meters (30 inches), with only a layer of FEP, a 1.3-mm (0.050") thick layer of silicone rubber, and a nylon vacuum bag over it.
The vacuum probes and probe pads sat on the silicone rubber sheet a few inches beyond the part edge. No edge bleeder/breather was used. There was no "breather path" at all from the part to the vacuum probes. The part had no voids whatsoever. The fact that a part with this mass of prepreg could be fabricated successfully without breather materials clearly demonstrates the validity of the no-breather concept.
In introducing the breatherless vacuum bag concept to outside groups, the most frequent objection was that without breathers, the bag would seal off when vacuum was applied, trapping air and preventing ply consolidation. For the flat test parts or parts with a male contour made to this point in the program, a breatherless "FEP/Silicone/Nylon" vacuum bag
pulled down to match part contour very quickly after vacuum was applied. The breatherless bag did sometimes partially sealed around the part periphery, and it took longer (usually several minutes) to remove enough air to reach an equilibrium condition over the entire part surface, so that a vacuum gauge would show no leak. This, however, had no effect on part quality. It appears that whatever air removal is necessary can be accomplished through extremely small pathways.
To reach a firm conclusion on this issue, five fairing panels with a sharp female contour were fabricated with the "FEP/Silicone Rubber Sheet/Nylon Bag" configuration. For these modified production parts, the bagside Tedlar was omitted so both sides of the parts could be visually inspected. The appearance of these parts was excellent. One of the questions had been whether a breatherless vacuum bag would pull down into a female contour, and although it took a few minutes, the winglet fairings demonstrated that the bag would conform to contour. It may be that in very large or severely contoured parts, breathers or breather strips would be helpful in pulling the bag down, but for most parts this is not an issue.
It was concluded overall that the "Part/FEP/Silicone Rubber/Nylon Bag" configuration provided equal or better part appearance and porosity levels than conventional vacuum bags with breathers. Eliminating the breather also provided a much smoother bagside surface.
3.3 Silicone/Viton Reusable Vacuum Bag Although the "FEP/Silicone/Nylon Bag" scheme showed that breathers could be eliminated without adversely affecting part quality, this bagging system only had limited appeal for production, because basically the sheet of silicone rubber was just being substituted for the surface breather. While an improvement, especially taking into account the elimination of the edge bleeder/breathers, it was not the breakthrough desired. Based on these results, however, a theory was developed that the "Part/FEP/Silicone
Bag" bagging configuration could work if a gas barrier layer could be applied to the outside of the silicone vacuum bag, or if a modified silicone rubber could be developed which was inherently gas-impermeable. Such a vacuum bag would require less than five minutes to apply in most cases.
The only elastomeric material readily available which could withstand autoclave curing conditions was Viton fluoroelastomer from DuPont, which is commonly used as a caul pad material in vacuum bags. A test part was fabricated with an "FEP/Silicone Sheet/3.2 mm
(0.125") thick Viton Sheet/Silicone Bag" configuration. The appearance of this part was excellent. It appeared that the Viton layer was an effective gas barrier. Another
F161/fiberglass test part fabricated with a 1.5 mm (0.060") thick layer of Viton, also looked good.
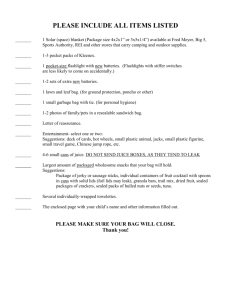
A reusable silicone vacuum bag was procured from Torr Technologies, Inc., with a 0.76 mm
(0.030") thick layer of Viton laminated to the backside of the 2.16 mm (0.085") thick silicone bladder. Figure 2 shows a diagram of the bagging configuration with a silicone/Viton vacuum bag without breathers.
Using this bag, with only a layer of FEP under it, an F161/fiberglass sandwich panel and an
F155/fiberglass sandwich panel were fabricated. No edge bleeders or breathers were used.
Both parts had equivalent porosity to panels made using conventional vacuum bags with breathers. The nitrogen gas permeability of 1.3 mm (0.030") thick Viton was tested per
ASTM D-1434, with results as follows:
MATERIAL
Permeability
@ 25
C (77
F)
Permeability
@ 52
C (125
F)
(cc/m2/24 hr@1atm) (cc/m2/24hr@1 atm)
Viton Fluoroelastomer, 1.3 mm (0.030") thick 15 151
The permeability of the Viton fluoroelastomer was therefore shown to be far less than that of silicone rubber or FEP (10,000-12,000 cc/m2/24 hr@1 atm at 52
C), but not quite as good as that of nylon bagging film (16-40 cc/m2/24 hr@1 atm at 52
C). A number of sandwich panels were fabricated using different resin systems, and fiberglass and graphite reinforcements, to show that the concept applied to prepregs in general. Five modified production fixed wing trailing edge panels, were fabricated using a silicone/Viton bag. For these parts, the bagside
Tedlar layer was omitted to allow visual inspection of both sides of the parts. Total bagging time, which consisted of applying the FEP and the silicone/Viton bag and connecting the thermocouples, was about four minutes. The appearance of the parts was excellent, and all were acceptable.
3.4 "FEP/Nylon" Surface Porosity and Use of Aluminum Foil in Place of Breather
There was a good deal of discussion concerning the function of the silicone rubber sheet in the
"Part/FEP/Silicone/Nylon Bag" system. Initially it was not known if the silicone was simply an inert presence under the bag, or whether it performed an active function in preventing porosity. To evaluate the effect of the silicone rubber layer, a few F161/fiberglass parts were fabricated with an "FEP/Nylon" or an "FEP/Nylon/Silicone Vacuum Bag" bagging system, so that the nylon bag material was in direct contact with the FEP. These bagging schemes are illustrated as follows:
"FEP/Nylon" Scheme "FEP/Nylon/Silicone" Scheme
- Nylon Vacuum Bag
- FEP Parting Film
- Silicone Vacuum Bag
- Nylon bagging film (loose)
- FEP Parting Film
- Part - Part
Note that in either case, the nylon bagging material was only separated from the part by a single layer of FEP parting film. These parts all had a faint but definite layer of surface porosity on the bagside surface of the part. Photomicrographs of cut cross-sections showed no porosity inside the bagside laminate, and confirmed that the porosity was strictly on the surface. It was originally concluded that there must be some volatile material which needed to escape from the part, and could be absorbed by a silicone sheet or a conventional breather material, but not by the nylon bagging film. Therefore, although it was agreed that high-airflow "breathers" were not required, it was still believed that some breathing-off of volatiles was occurring and was necessary. However, there were still some unanswered questions. If volatile materials inside the part had to get out, why would there be only surface porosity and not porosity throughout the bagside skin? Why did this effect not occur on the toolside surface?
So instead of focusing on the idea of volatiles leaving the part and escaping upward into a breather or sheet of silicone rubber, it was decided to investigate the possibility that in the
"FEP/Nylon Bag" or the "FEP/Nylon/Silicone Bag" configurations, without a layer of silicone rubber in between, contaminants from outside the part penetrated downward through the FEP and left a layer of visible porosity on the bagside surface.
To test this idea, an F161/fiberglass sandwich panel was fabricated with a 0.10 mm (0.004") thick layer of aluminum foil between the FEP and nylon vacuum bag. The resulting bagging scheme is illustrated as follows:
- Nylon vacuum bag
- 0.10 mm (0.004") thick aluminum foil
- FEP
- F161/fiberglass sandwich panel
The aluminum foil was chosen because it is truly inert at autoclave cure temperatures. It will not absorb or give off any byproducts, and certainly will not conduct any gas flow. Its only function in an "FEP/Aluminum Foil/Nylon Bag" scheme would be to act as a barrier to anything transferring from the part or from the nylon bag. Therefore, if the bag with the aluminum foil layer had the same surface porosity effect as the "FEP/Nylon" bag, it could be concluded that the silicone layer was indeed required to absorb some type of volatile material coming off the part.
If, however, the part did not exhibit the bagside surface porosity, it would be evident that the porosity was caused by contaminants coming from outside the part, not by anything coming from within the part itself. (Please note that it is not practical to use aluminum foil between
FEP and the nylon vacuum bag in production parts, because any wrinkles in the nylon bag will be transferred into the bagside of the part.)
The test part fabricated with the 0.10 mm (0.004") thick aluminum foil between the FEP and nylon bag did not have the surface porosity evident with the "FEP/Nylon" vacuum bags. This indicated that the surface porosity was caused by something coming from outside the part. A second part with the "FEP/Aluminum Foil/Nylon Bag" system was fabricated, this time using common household 0.025 mm (0.001") thick aluminum foil. This part also did not have surface porosity. The aluminum foil acted as a barrier, preventing the any outside contaminants from affecting the bagside surface of the part. The layer of silicone rubber in the
"FEP/Silicone/Nylon" bag performed the same function (as does conventional breather).
It may be that the contaminants which cause the surface porosity in the "FEP/Nylon" bagging configuration originate in the nylon bagging material itself. Future experiments will isolate the source of the contaminants and evaluate this possibility.
These test parts illustrate that the true function of "breather materials" in a vacuum bag is not to conduct gas flow into or out of the part, but to act to divert outside contaminants from entering the part. The role of the breather used in conjunction with a nylon bag is to prevent outside contaminants from reaching the part and causing surface porosity. The breathers also act as a pad, preventing nylon bag wrinkles from transferring into the bagside of the part.
Inasmuch as aluminum foil, silicone rubber, and conventional breather materials all successfully prevent the outside contamination of the part surface, there is probably a large variety of materials which could be used to replace breathers in vacuum bagging. Future research will evaluate candidate materials which are inexpensive and easy to use.
In the case of a silicone vacuum bag where conventional breathers are used, the autoclave gases permeate through the silicone bag, and then are breathed away to the vent ports and thus diverted from entering the part as they do in the "FEP/Silicone Bag" configuration without breathers discussed previously. This was proven by a test part using a silicone vacuum bag and conventional breathers, but sealing off the edge breathers short of the vent ports using standard vacuum bag edge sealant ("Tacky Tape"). The test part had considerable bagside porosity, showing that the autoclave gases, unable to flow to the vent ports, traveled through the breather and FEP and into the part.
Having shown that even a very thin layer of aluminum foil would eliminate the surface porosity associated with the "FEP/Nylon Bag" system, it was decided to fabricate a part with the 0.025 mm (0.001") aluminum foil placed between the FEP and a standard silicone vacuum bag. In all the previous test parts with a layer of silicone rubber and a gas barrier layer (either nylon bagging film or Viton fluoroelastomer), the gas barrier layer was placed outside the silicone layer. This was the first part where the gas barrier layer was placed under the silicone vacuum bag. The part showed no porosity. The aluminum foil successfully performed the function of gas barrier, and did not cause surface porosity either.
This concept opens up new avenues for further research, which will be done on a follow-on program. If the gas barrier layer can be located between the part and an ordinary silicone bag, it may be possible to find either a non-gas-permeable parting film to replace FEP, or to apply a gas-impermeable coating to one side of the FEP. Then vacuum bagging will simply consist of applying the modified parting film and a standard silicone rubber vacuum bag.
3.5 Supporting Test Data The following testing was conducted to verify the concepts discussed previously:
3.5.1 Nitrogen Gas Permeability As referenced at several points in the previous discussion, the gas permeabilities of the various materials used in the vacuum bagging concepts were evaluated per ASTM D-1434.
3.5.2 Mechanical Test Data As a first effort at developing mechanical test data for the breatherless bagging systems, mechanical tests for F155/fiberglass and F593/graphite parts were run using the "FEP/Silicone Sheet/Nylon Bag" and "Silicone/Viton" bagging systems.
Tests included laminate tensile, compression, and open hole compression strength, and sandwich panel flatwise tensile and long beam flexure. The mechanical properties and thicknesses for parts produced with the breatherless bagging system were equivalent to those for part produced with standard bagging systems.
3.5.3 Air Flow Through Breather In The Autoclave In order to determine how well the breather actually conducted air flow in the autoclave, tests were run using actual autoclave conditions. In these tests, a 1.52-meter by 0.61-meter (60-inch by 24-inch) piece of standard polyester felt breather material was placed on a flat caul plate under a nylon vacuum bag. Two vacuum probes were placed 150 millimeters (6 inches) from each end of the breather, or 1.22 meters (48 inches) apart. Vacuum was pulled on one probe, while the other was vented, so that air would be drawn through the breather. A flow meter then measured the gas flow through the breather in Standard Liters Per Minute (SLPM). The first tests were run using a cure temperature of 182
C (360
F) and a pressure of 1.03 MPa (150 psi). When the cure reached approximately 54
C (130
F) and 0.89 MPa (130 psi), the breather abruptly choked off, and flow went to zero. Another test was run to duplicate the less severe conditions of the typical 0.31 MPa (45 psi) cure used for honeycomb sandwich panels. With no autoclave pressure (vacuum only) at ambient temperature, air flow was 58 liters per minute. At 0.31
MPa (45 psi) pressure and ambient temperature, air flow dropped to 19 liters per minute. At
121
C (250
F) and 0.31 MPa (45 psi), flow was 7 liters per minute. At 177
C (350
F) and
0.31 MPa (45 psi), flow was less than one liter per minute, and after holding at this condition for 15 minutes, the airflow was unmeasurable. Thus it was shown that gas flow through breathers at cure conditions, while probably not truly zero, is very small.
3.5.4 Volatiles Released By Parts During Cure In order to quantify the amount of volatiles which come off composite parts during cure, a series of tests was conducted in conjunction with the University of Washington (1). Solvent impregnated prepregs typically have 1-2% solvents by weight. In testing prepregs for volatile content, a sample prepreg is exposed to air and heated until the solvents are driven off, and the weight difference is measured. Since the prior experiments had shown that breathers were not required to fabricate void-free parts, these tests were run to see what mass of volatiles escapes from the part under the vacuum bag during cure. Tests were run with and without breathers, in standard and varied cure cycles, using samples of all the prepreg systems discussed in this report.
The results were that no volatiles escaped from a part under a vacuum bag during cure, no matter what the bagging system or cure cycle. In the extreme case, a cure cycle was run for eight hours at 80
C (176
F) under vacuum only, with no autoclave pressure applied. This temperature, high enough to allow the resin to flow but not to cause immediate gelation, was selected to maximize the opportunity for volatiles to escape. In this cure cycle, even with breathers used, there was no mass loss during cure. The only test which provided any mass loss was when a degas cycle was used, in which the prepreg was exposed directly to the
atmosphere in a partial vacuum environment. Thus it was shown that when composite parts are cured under a vacuum bag, the volatiles remain in the part and do not escape. What happens under a vacuum bag is not the same as what happens in a volatiles test. This lent credibility to the conclusion that breathers were not required to fabricate high-quality composite parts.
4. FUTURE RESEARCH
There are still several options to study in trying to find the "perfect" vacuum bagging system.
It may be that a very thin layer of Viton on either side of a silicone bladder will provide excellent gas permeability resistance while not adversely affecting the elongation of the silicone rubber. There may be other materials which could be used to coat the silicone. The results from this program indicate that a great variety of materials could be used in place of current conventional surface breathers, and some may be found which are reusable and very easy to apply. For that matter, although it has not been tested, it seems highly likely that current breather materials could be used over and over, saving the tasks of hand-tailoring and disposing for every new part. Another possibility is that an impermeable coating could be added to FEP, or that FEP could be modified to be inherently gas-impermeable. This would allow standard silicone vacuum bags to be used.
5. CONCLUSIONS
The research in this program has demonstrated that the gas transfer capability of conventional breather materials is not important in the manufacture of composite aircraft parts, at least in the net resin systems studied. As long as sufficient pressure is applied to the part and autoclave gases are prevented from entering the part, bagging configurations as diverse as
"FEP/Silicone Rubber/Nylon Bag", "FEP/Aluminum Foil/Nylon Bag", "FEP/Aluminum
Foil/Silicone Vacuum Bag", and "FEP/Silicone-Viton Vacuum Bag" may be used to fabricate porosity-free composite parts. These concepts have been demonstrated with several prepreg systems, with and without Tedlar, in sandwich panels and laminates up to 70 plies thick, and in eleven modified production parts.
The new concepts as embodied in the "Silicone-Viton" reusable vacuum bag allow parts to be vacuum bagged in less than five minutes, providing a labor savings of 15-60 minutes per part for a high percentage of the hundreds of composite parts used on every aircraft. Significant savings in material procurement and disposal costs will also be realized.
It is expected that future iterative improvements will make these concepts even more userfriendly to the factory and applicable to an even wider variety of composite parts. In addition, these concepts should also be applicable to metal bond parts and some interior composite parts.
Edge bleeders, edge breathers, and string bleeders are generally unnecessary and should be made optional, no matter what bagging system is used.
Although high-gas-flow "breather materials" are not required, there must be some type of material used as a barrier between the FEP and a nylon vacuum bag, because otherwise surface porosity will result due to contaminants coming from outside the part, possibly from the nylon bagging material itself. Inasmuch as such varied materials as aluminum foil, silicone rubber, and conventional polyester breather materials successfully perform this
function, there are probably a large number of materials which could be used between the FEP and nylon bag.
Test data indicate that no matter the prepreg (at least the ones evaluated in this program), no matter the cure cycle used, and whether or not breathers are used, volatiles do not escape from composite parts during cure when under a vacuum bag. The only way volatiles can escape is if the prepreg is exposed directly to the atmosphere. What happens under a vacuum bag is not the same as what happens in a volatiles test.
While probably not truly zero, the amount of gas flow through breathers at cure conditions is extremely low.
6. REFERENCES
1. J. Shafizadeh, B. Hayes, J. Seferis, and M. Thompson, SAMPE J., 34 (2), pp. 44-49 (1998).