Definitions for “SCHEDULING” :
advertisement

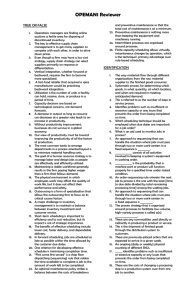
IE434 Lecture Notes SPRING 2011 SCHEDULING I. INTRODUCTION In one’s everyday life, although the word “scheduling” is not pronounced much, almost every action is taken by considering several important factors. These factors can be summarized as “which actions are to be taken”, “in which sequence they are going to be performed” and “how long each action will take”. 1.1. A Sample Daily Life Problem Inorder to clearly visualize what scheduling process is, one can simply think of the following case of an emergency situation. Lets assume that you live in Dikmen and it is a Saturday morning, 10:20 am. Suddenly you receive a call from one of your friends, who is living in İzmir, telling you that he is waiting at AnkaMall, Akköprü, reminding that you had to meet him for breakfast at Kocatepe Kahvecisi at 11:00 am and he has to leave at 11:30. Having the shock of realizing that you had completely forgotton about it, you remember that you had another promise for the day which is about taking your mother, who is living at Ayrancı, to a doctor at 12:00 am. Which means that you and your mother must be at Kızılay by that time. The alternative routings which you can take are as given Figure 1. You can not cancel your meeting with your friend, because he will be in Ankara for a very limited time and then leave for İstanbul for a business trip. Also, you can not postpone the visit to the doctor since it will take another week to have a new one. In such cases, usually the problems follow one another. Your credit card is out of date. You are free to spend 160 YTL cash which is in your pocket, and earliest time you can leave home is 10:22. Now, you have a real problem which is namely a “scheduling problem” having its own constraints in terms of time and cost. You have to find a satisfactory solution for it. T. Cengizhan PAMİR Page 1 / 23 IE434 Lecture Notes SPRING 2011 Figure 1 The simple sequential definition of the above problem can be itemized as following; a) Travel from home to Anka Mall (constraints: travel time<= 38min at min cost) b) Breakfast at Anka Mall (constraints: stay time=30min, cost=30 YTL) c) Travel from Anka Mall to mother’s home and from there to Dr (constraints : travel time<=30min, travel cost min, Dr’s fee =100 YTL with the assumptions that; a) on each single route (a) thru (g) as shown in Figure 1, one can utilize either one of the three transportation media, which are namely; Taxi, Public (Dolmuş or Bus) and Metro (where available). b) Appointment hours of 11:00 a.m and 12:00 a.m are sharp. Even +1min is not allowed. In this problem, 30 min of stay time at Anka Mall, 30 YTL of cost for breakfast and fee of 100 YTL for Dr are constants. For this reason, one can deal with the combinations of two phases of transportation (home-Anka Mall and Anka Mall-Mother-Dr) which include variables. Accordingly, let’s say that one comes up with 4 alternative ways of transportation from home to Anka Mall as follows; T. Cengizhan PAMİR Page 2 / 23 IE434 Lecture Notes SPRING 2011 Table 1 Table 2 Table 3 Table 4 T. Cengizhan PAMİR Page 3 / 23 IE434 Lecture Notes SPRING 2011 ..... and with 2 alternatives for the routing of Anka Mall-Mother’s Home-Dr; Table 5 Table 6 Thus, the evaluation results of the different combinations of routings can be given as in Table 7. Table 7 T. Cengizhan PAMİR Page 4 / 23 IE434 Lecture Notes SPRING 2011 Now, one can choose R1+R2 combination as the best one among the 8 lines of Table 7, according to our purpose. If alternative R1C+R2A is choosen, then the accompanying schedule will be as follows; 10:22 10:23 – 10:28 10:29 – 10:40 10:41 – 10:46 10:47 – 10:59 11:30 11:31 – 11:33 11:34 – 11:48 11:49 – 11:51 11:42 – 11:48 Departure from home Waiting for bus or dolmuş (a1) Transportation to Kızılay (a1 + b1) Waiting for Metro (e1) Transport to Anka Mall (e1) Departure from Anka Mall Waiting for Taxi (d1) Transport to mother’s home (d1 + f1) Waiting for taxi (g1) Transport to Dr. (g1) 1.2. Surprising Resemblence Infact, the above given example is very much alike the ones that one can come across within the daily life of a production environment. It is easy to transform it into a shop floor scheduling problem by making the following analogy; Accomplishing the overall route (Home-Anka Mall-Mother-Dr) ≡ 1 piece of a sheet metal part, The environment where, Home-Anka Mall phase takes place ≡ sheet metal shop, The environment, where Anka Mall-Dr phase takes place ≡ chemical process shop, Each of the individual portion of the overall routing (a thru g)≡ a production operation, Each type of transpotation media ≡ a different machine / work center having specific capabilities, Waiting time ≡ queue time, Transport time ≡ setup+operation time for a specific machine / work center, Total span ≡ cycle time (to complete 1 piece of the specified product). Thus, the alternate flows of the subject sheet metal part towards its completion can be shown as in Figure 2. Also, the associated cycle times and costs for different alternatives can be seen in tables 8a and 8b respectively. T. Cengizhan PAMİR Page 5 / 23 IE434 Lecture Notes SPRING 2011 Figure 2 For the above mentioned single product, the problem was to minimize both the time and cost of production flow. “What happens when there are 50 unique parts with different production lot sizes ranging from 4 to 12 and all utilize the same resources?” is a different question for which an answer must be found. Table 8a T. Cengizhan PAMİR Page 6 / 23 IE434 Lecture Notes SPRING 2011 Table 8b 1.3. Definitions for “Schedule” and “Scheduling” As an introduction to the subject of “Scheduling”, some of the definitions presented in various literature can be given as follows; “A “schedule” may be defined as a plan with reference to the sequence of and time allocated for each item or operation necessary to its completion.” “Scheduling can be thought of as a process; that is, someone prepares a schedule either for when an end item or an item will be completed or what series of activities or jobs are to be completed during a specified time by the work center of interest.” “Scheduling is ... a ‘Tabulated statement of detail, a timetable'. This clarifies the role of the schedule as a defined statement of work to be done, fully sequenced and prioritised for employment of management of the activities themselves.” “Scheduling concerns the allocation of limited resources to tasks over time. It is a decision making process that has as a goal of the optimization of one or more objectives”. With reference to the above definitions and the field applications; One can say that a schedule is the product of a scheduling activity within the boundaries of a defined scheduling process. Here, a schedule, is the timetable/plan showing the prioritized sequence of activities including the time allocated for each activity inorder to complete a specified quantity of a product or service. Thus, one can conclude that, a schedule has four basic elements in its self. These are; “the definition of end result/item and respective quantity” (the answer for what and howmany), “sequence of steps” (the routing for obtaining the end result/item), “definitions of each step” (along the routing) and “time allocated to each step”. Scheduling, as an activity, is the use of data and different tools or techniques in consideration with the constraints to come up with a reasonable schedule (plan) among several alternatives. While performing this activity, a schedular will need specific pieces of data and information related with each step for ontaining the defined end result in terms of resource utilization (Figure 3). T. Cengizhan PAMİR Page 7 / 23 IE434 Lecture Notes SPRING 2011 Figure 3 Scheduling process, can be defined as the way of doing the business/environment of scheduling activities within a company. It defines the associations of different functional groups and computerized system modules with respect to flow of required data, establishment of accepted rules and policies to be used for scheduling activities including the maintenance of data and availability of the required tools and techniques. As a result of this dicussion, one can observe that, in field applications there are three basic elements within the definition of “scheduling” which need to be clearly understood (Figure 4). T. Cengizhan PAMİR Page 8 / 23 IE434 Lecture Notes SPRING 2011 Figure 4 Generally speaking, scheduling activity can also be considered as an intermediate step between planning and execution steps. It is also worth mentioning that, capability of a company’s scheduling process directly effects its scheduling performance in creating realistic schedules, and the scheduling performance has a significant impact on the company’s manufacturing systems performance. As a result of this argument one can say that; Schedule is the end product – which is “meal”. Scheduling activity is the preparation of schedule– which is “cooking”. Scheduling process is the environment where the scheduling activity is performed– which is “kitchen + required materials”. Execution of a schedule is the realization– which is “eating the served dish of meal”. Whether the “served dish of meal” is “eatable or not” is the main problem in many production companies. 1.4. Understanding Levels of Scheduling Tasks in a Manufacturing Company In any manufacturing company, there should be a series of scheduling actions for each specific contract signed with a specific customer. Usually such scheduling actions start with the development of a “schedule for production preparation” and continues with the preparation of “master production schedule”, “requirement and replenishment schedules” calculated by an MRP software or a similar tool, “Shop Floor Movement Schedules” calculated by a Shop Floor Control (SFC) software or a similar tool and reaches down to the level of “final T. Cengizhan PAMİR Page 9 / 23 IE434 Lecture Notes SPRING 2011 assembly build schedule” for assembly parts and “work center loading schedules” for detail part production respectively. It is important to realize that, each of the above mentioned schedules differ from one another by their purpose and also by their nature. Different tools and techniques are used for their construction. Also, they are continuously subject to change at any time since some of the factors effecting the life cycle of a schedule may be out of control (change in customer demands at end item level, energy shortage, supplier problems, breakdowns etc). Before going into specifics of “scheduling”, one should be able to clearly visualize that, what kind of scheduling approach will be appropriate to use when. At this point, it is not wrong to tell that, number of levels and kind of scheduling approaches/strategies are dependent on the type of current “Manufacturing/Production Planning and Control” (MPC) approach of the company. Also, the type of the MPC approach is dependent on the production characteristics of the product which is usually defined by the complexity of the product, nature of the required processes and amount of time required between successive units. Figure 5 explains this argument. Figure 5 In Figure 5, up-down axis points to the complexity of the products with reference to the number of component parts (sub-parts) in the respective BOM structure(s). For example, the body of an aircraft moving along the different work centers (scheduled work breakdown structures) of an assembly line may have 40-50 levels in its defined BOM structure, where as a detail part has only one level. On the other hand, left-right axis points to the amount of time required between successive units. In other words, it refers to the time span required to start the next unit. Forexample, in petroleum refineries or in food industry, there is almost no time between two successive units. Production flows in streams (the far left side of Figure T. Cengizhan PAMİR Page 10 / 23 IE434 Lecture Notes SPRING 2011 5). Production of detail parts such as a “bushing” or “pin” are of repetitive type, since the time between to successive units is measured in minutes. Just in time and MRP approaches cover a wider range of products and processes. MRP is still an key approach when the case involves management of complicated parts situation. Just in time approach has the specific goal of standardizing the processes, reducing the cycle times, reducing lead times, reducing inventory levels and hence moving the nature of “uniqueness” towards to “repetitiveness”. For this reason, these two approaches are tried to be integrated where possible. In any case, all of the above indicated approaches operate on the flow rate of the end items which is given by MPS. But, there are some differences between them with respect to the tools and techniques that are used. This relation between levels of scheduling and the MPC approach in use can be best explained by studying the behaviour of an imaginary manufacturing company starting from the contract award thru the serial production activities of a specific product as described in the following example case. 1.5. CASE STUDY [Manufacturing Planning and Control (MPC) process at Shiny Metal and Assembly Works A.B (SMAW)] 1.5.1. Getting to know our company (SMAW) Let’s assume that, “Shiny Metal and Assembly Works A.B.” (SMAW) is a “make to order” company (Figure 6) for which the business strategy is focused on overtaking business offers which are potentially worth $ 50 million and above in building structural assemblies for aerospace industry. It does not have a product of its own, but produces for large companies which have at least one. In the meantime, it also manufactures great majority of the detail parts which are going to be used in the above mentioned assembly /subassembly products. For this reason, in its long range plans, it studies for acquiring capability of new processes and potential capacity increase requirements by considering potential and high potential business offers. Hence, it has a large investment in sheet metal shop, nc machine shop, conventional machine shop, chemical processing shop and paint shop (Figure 7) all of which are job shops. Due to the nature of the business type in which it is involved, each business offer is considered to be a different project each having its own budget but sharing the same manufacturing resources at the level of detail parts production. Usually, the contract for a new project must be signed (become firm) 6 to 12 months prior to the serial production depending on its volume of work content. It is required for the revision / modification / adaptation of middle range plans to the new situation. This planning stage usually covers the allocation and operation of the resources inorder to gear up the plant for serial production requirements. It mainly covers the manufacturing of the required tools, the preparation of the master schedule, material requirements planning and procurement activities for the new project. Currently SMAW has nine projects for which the production is flowing through its shops. T. Cengizhan PAMİR Page 11 / 23 IE434 Lecture Notes SPRING 2011 Figure 6 Figure 7 Since, most of the projects undertaken by SMAW has complex product structures, its Manufacturing Planning and Control approach is MRP based T. Cengizhan PAMİR Page 12 / 23 IE434 Lecture Notes SPRING 2011 (Figure8) and it has a good software architecture for manufacturing planning and control activities (Figure 9). Figure 8 It has a computerized management information system Figure 9 T. Cengizhan PAMİR Page 13 / 23 IE434 Lecture Notes SPRING 2011 1.5.2. A multinational customer : FARSCAPE A.B. Again let’s assume that, “Farscape A.B” (FARSCAPE) is a company which designs and produces its own products (Figure 10). According to their new strategy, they want to offload some of their workload to a subcontractor company for a reasonable amount of price which they are willing to pay. SMAW draws their attention, because of its reputation both in assemly and detail parts manufacturing capabilities, and in achieving quality. So they offer a job opportunity to SMAW which will initially cover a period of two years starting from December 2008. The offer covers to build a total of 1700 assemblies for two different models (A and B) of an end product which is currently being sold at the market. Inorder to produce 1700 end item subassemblies, SMAW should also manufacture a total of 3350 items of detail parts, procure 2575 items of outside production parts and procure 528 items of raw material. FARSCAPE states that monthly production rates of Model A and Model B are 10 and 6 respectively (Table 9). Figure 10 Model A B Total FARSCAPE's BUSINESS OFFER Number of Number of Subassy Detail Parts Monthly Rate 1175 2200 10 525 1150 6 1700 3350 Table 9 T. Cengizhan PAMİR Page 14 / 23 IE434 Lecture Notes SPRING 2011 1.5.3.What happens at SMAW upon receipt of business offer? The receipt of the proposal, is the start of negotiations among SMAW and FARSCAPE, as well as the start of preliminary manufacturing planning activities at SMAW which will yield to the preparation of bid proposal. These initial activities are concentrated around the following topics; Request of additional technical information from FARSCAPE, which will enable SMAW to calculate some quantitative results (Table 10) and use in initial studies, The quality specifications which must be satisfied both for subassemblies and detail parts, Determination of types of parts. Rough analysis of required manufacturing processes and individual manufacturing routings of the parts to be produced, Determination of tooling requirements, Analysis of capacity requirements in order to fullfill the stated monthly rates of production. Determination of whether additional investment in terms of manpower and/or machine/equipment is required, Determination of raw and standard material requirements, Determination of parts which will be procured from outside suppliers, Calculation of estimated price of each individual end item which will be delivered to FARSCAPE. And the preparation of “Schedule for Production Preparation”. Proposal+Planning Information obtained by studying FARSCAPE's Tech Documents Model A B Total OP parts (items) 1850 725 2575 Raw Material (items) 528 528 Number of S/A Tools Number of Detail Tools 925 2680 480 1650 1405 4330 Tooling Material (items) 45 45 Table 10 After completing all the relevant studies, SMAW documents its proposal and submits to FARSCAPE. One of the most important attachments of this document is the “Schedule for Production Preparation”. It shows which actions will be taken, what resources will be utilized, and estimated start and completion times for each activity until the shipment of first serial production batch. Thus, it will be one of the most powerfull tools of proposal negotiations. In a way, it reflects SMAW’s tecnical capabilities, relations with subcontractors, limitations and willingness to overtake the business offer. An example of major portions of such a schedule can be seen in Figures 11.a, 11.b and 11.c. T. Cengizhan PAMİR Page 15 / 23 IE434 Lecture Notes SPRING 2011 Schedule for Production Preparation is infact a project management tool prepared by using CPM/PERT methods and usually presented in GANTT Chart format. Figure 11a Figure 11b Figure 11c T. Cengizhan PAMİR Page 16 / 23 IE434 Lecture Notes SPRING 2011 1.5.4. What happens at SMAW after the FARSCAPE contract is signed? After the contract award is accomplished, a second schedule is prepared by SMAW. It is called Master Production Schedule (MPS). Here, MPS is the “anticipated completion/delivery schedule” for 1700 end items (subassemblies) which are going to be delivered to FARSCAPE. Since the forwarder (transport) company is a subcontractor of FARSCAPE, SMAW uses “the shipment dates” as the “delivery dates” in this MPS (Figure 12). At this level, based on the information provided by MPS, the Assembly Area / Shop of SMAW (Figure 12) reorganizes the required portion of itself with respect to the rate of production which it must achieve. Also, a Final Assembly Build Schedule is prepared. But, for the other areas/shops, which will produce the detail parts, more clarification of part flow quantities are needed. Thus, it will be easier to answer the questions related with, whatwhen-where-how-by whom aspects of flow of parts through these shops. The same thing is also valid for other groups such as tooling, subcontracting and material procurement departments inorder to supply both fabrication and assembly areas. Figure 12 Fortunately, SMAW has an MRP II system in place. Upon the finalization of BOM structures of 1700 subassembly part numbers, FARSCAPE MPS is entered into the MRP subsystem enabling it to calculate the net requirements and to prepare “requirement” (Rq) and “replenishment” (Rp) schedules for a total of 8153 items/part numbers (Figures 13a and 13b). T. Cengizhan PAMİR Page 17 / 23 IE434 Lecture Notes SPRING 2011 Figure 13a Figure 13b T. Cengizhan PAMİR Page 18 / 23 IE434 Lecture Notes SPRING 2011 In the mean time, SMAW has some problems a) MRP software considers that there is an unlimited resource availability: This is the initial point where, SMAW has to solve its first “scheduling problem” if it can. The problem is related with the “replenishment schedules”. This is mainly because of the main characteristic of an MRP Module. It always considers that there is an unlimited resource availiblity. But when there is a flow of nine more projects through the detail part manufacturing shops, the situation usually ends up in a nightmare. This means that “calculation of net requirement quantities” are perfect, but “when they are really needed” is blurred. b) Conflict in the designed behaviour of two integrated modules : MRP and Shop Floor Control (SFC) modules: There is another important problem in Production Management System (MRP II) of SMAW which causes conflicts at the shop floor level and it is directly related with shop order release dates and work center loading. Main cause of this problem is inherent in the designed behaviour of MRP and SFC modules. Although both of them are using backward scheduling, their calculation methodology for shop order start dates are different. MRP uses the production lead time values as specified for the respective part number in BOM module, but, SFC uses average move & queue times and process times of the work centers along the routing of a part number. This situation results in mismatched manufacturing order release and start dates for the same shop order of a make part number within two integrated modules of MRP II (Figure 14). Figure 14 T. Cengizhan PAMİR Page 19 / 23 IE434 Lecture Notes SPRING 2011 c) Lacking capability of MRP Engine: It can not handle “fractional quantities”. The third kind of problem, which may directly hit the shop floor scheduling and increase the cost of operation at SMAW, is directly related with lack of a specific capability in MRP engine. It can not handle fractional quantities. During the normal explosion process, when creating planned replenishments, MRP associates an order bill to each of them. Then, if the respective order release date is within the “allocation window”, it allocates material for the items listed in this order bill by calculating the required quantities of each. Since it can not handle fractional quantities, for some type of raw materials (such as sheet metal or bar stock etc) allocation may result yielding one of three possible cases : a) Allocating more than required qty, b) Allocating less than required qty, and c) Rarely allocating the required qty. As a result of this fact, it is very much likely to face problems with respect to the quantities related with raw material. In such a case, although required raw material may be available at some place in the form of a portion of sheet metal (remnant case), the possibility of not loading a specific shop order to a work center is high due to imaginary shortage of raw material. Or on the contrary, excess material will be issued from the warehouse creating more remnants. An example of such a remnant case can be seen in Figure 15. Figure 15 The above indicated factors, will create a mess in material planning and work center loading impacting “the scheduling performance”. MRP planners of SMAW who release the shop orders are well aware of the above problems, but the fact is that they can not explain it to neither T. Cengizhan PAMİR Page 20 / 23 IE434 Lecture Notes SPRING 2011 management nor to production people. The daily life in a manufacturing company has its own unique rules and sometimes it is not so easy to remove or correct them... Anyway, having the FARSCAPE MPS input, MRP explodes through the product structures, and prepares the Rq and Rp schedules on the basis of net requirements, and signals the respective MRP planner for the release of first shop orders for the detail parts. This action initiates addition of shop orders to work center backlogs in sheet metal manufacturing, nc machining and conventional machining areas. The composition of the backlog of a respective work center may include shop orders of several projects at any given time. This means, these backlogs contain a product mix at that moment, content of which, is subject to change throught out time. Thus, there is a real problem of sequencing and completing the jobs of a product mix within allocated time limits. Somebody has to schedule and re-schedule the loading of respective machine(s) within the work center. This is the lowest level of scheduling at SMAW. 1.5.5. Summary of the “Levels of Scheduling” tasks at SMAW : As it was previously mentioned, scheduling activity is an intermediate step between planning and execution. In other words, it is a quantified and sequenced prescription of where, when and within which time frame to execute the planned activities. Going back to the subject case of SMAW, the summary of the schedules prepared at various sections of the legal MPC approach / system (Figure 16) in use can be given as follows; a) Schedule for Production Preparation is the first schedule and has been prepared by utilizing the CPM-PERT approach. Each activity in this schedule can be thought as a one time production of a complex product for which it takes several months to complete. b) Master Production Schedule is the second schedule and has been prepared by considering the negotiated delivery dates and delivery quantities of the respective end items after an in depth analysis of capacity requirements including all active projects. It is the anticipated build schedule where FARSCAPE project is included with monthly net delivery dates and quantities. c) MRP created Rq and Rp Scledules form the third level schedules for each one of the low level coded component parts. They are created by the use of product structures of the end items, on hand and on order quantities and various ordering codes and parameters defined by respective functional groups. At SMAW, these schedules are to be considered as raw schedules because of the previously mentioned reasons. The first main reason was that, MRP does not consider on capacity constraints. And the second main problem was the inconsistency of MRP and SFC calculated shop order start times. T. Cengizhan PAMİR Page 21 / 23 IE434 Lecture Notes SPRING 2011 d) SFC created Schedules for each released Shop Order are the fourth level of scheduling in SMAW’s MPC approach. It keeps the MRP calculated order completion date as it is, and performs back scheduling along the routing of the specified part number considering the order quantitiy together with avarage work center M/Q and processing times. e) Final Assembly Build Schedule is the fifth level schedule and has been prepared by considering MRP based need dates. The assigned assembly work centers will be used only for FARSCAPE project. It is batch production in nature. End products, are assigned to specific work centers and will be produced in batches. The time required to complete one piece ranges from 1,5 hrs to 32 hrs with respect to the complexity and size of the respective part number. Manual manipulation of MRP orders are in place to distribute the production of monthly delivery quantities to the days and weeks of the respective month. Work Center Scheduling at Detail Part Manufacturing Areas is also considered to be fifth level of scheduling. It already exists and is being done first by loading the work centers in the order of “critical ratio” calculated by SFC and then by giving manual priorities to shop orders which are told to be hot by general foremen of different assembly areas (Figure 17). That is, manufacturing control meetings are the key decision making points. Both the variety and volume of the parts are high. FARSCAPE is one of the projects out of 10. Figure 16 T. Cengizhan PAMİR Page 22 / 23 IE434 Lecture Notes SPRING 2011 Figure 17 T. Cengizhan PAMİR Page 23 / 23