Surface Preparation
advertisement

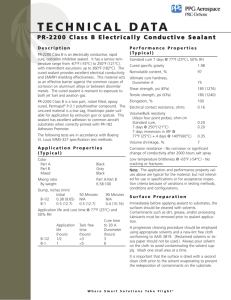
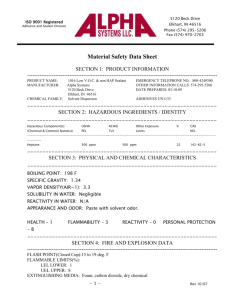
General Sealant Application Guide SIN #834-100 Description The purpose of this document is to provide a guideline for general sealant application techniques. This document is not meant to replace any governing Engineering documentation. In case of conflict, applicable governing Engineering documentation shall take precedence over this general guide. NOTE: Supporting documents referenced in this document can be found on the AC TECH website: www.actechaero.com. Introduction In beginning this introduction to aerospace sealants, it is important to first define the basic difference between sealants and adhesives: SEALANTS are polymeric materials used to provide environmental isolation. ADHESIVES are materials used to join two surfaces for the purpose of load transfer. Polysulfide sealants are elastomers consisting of an aliphatic (i.e., straight chain) binder that has been formulated into a finished product using fillers, additives, and adhesion promoters. Typically, these are two-part systems comprised of a base component and an accelerator component. AC TECH polysulfides typically use Manganese Dioxide accelerators. Mixing the two components in the correct ratio results in a cured material that has been carefully formulated to perform its intended function. These functions can vary widely in type. For example, some sealants are designed to provide corrosion protection (contain corrosion inhibitors). Some are designed for use on transparencies (windshields and canopies). Others are designed to have low adhesion for access panel gaskets. Still others are colored to match aluminum structure for moldline fairing applications. One of the most important uses for polysulfide is as an integral fuel tank sealant. Polysulfides are one of the few materials that can survive long-term in the severe environment of an integral fuel tank, which is why they are so widely used in the aerospace industry. Adhesion, hydrolytic stability, fluid resistance, tensile strength, elongation, flexibility, flow, dielectric constant, conductivity, and even color are just some of the properties that can play an important role in the ability of the sealant to perform its intended function. Typically, properties such as these are controlled for a given sealant formulation by a material specification. The material specification insures that the sealant consistently meets the requirements that are deemed important for a particular use. Specification requirements are chosen to insure the sealant performs its intended function over the expected range of environmental exposures and stresses associated with the dynamic flight envelope of interest. Both OEM and industry/military specifications are common in the aerospace community. Once a material has been qualified to a specification, any changes to the formula must be coordinated with the qualifying agency. Reference the AC TECH Qualified Products Listing for specifications to which AC TECH products are currently qualified. There are two main specification requirement subcategories: Uncured Property Requirements (related to application of the sealant) and Cured Property Requirements (related to end use performance). Some important uncured properties include appearance, nonvolatile content, viscosity, flow, application life, tack free time, and cure rate. Important cured properties can include hardness, specific gravity, adhesion, fluid resistance, environmental resistance, tensile strength, elongation, etc. Since this guide deals with application techniques, certain uncured properties will be of particular importance. UNCURED PROPERTIES Sealant Class One of the most important properties that can affect application is viscosity. Typically, viscosity is measured on the base component for specification purposes. The aerospace industry typically (but not always) uses "Class" to give an indication of the viscosity (or consistency) of mixed sealants. AC TECH sealants come in the following Classes: CLASS A - Denotes material with a brushable consistency. CLASS B - Denotes material with a trowelable consistency (non sag). CLASS C - Denotes material with a rollable consistency CLASS RV - Denotes material suitable for spray application NOTE: Depending on individual specifications, other Class definitions may be used. The above represents the common industry convention. In the product description, the Class is denoted with a letter following the product number. For example, AC 240 B2 is a Class B material. The number after the letter denotes the application life of the material in hours, as defined below. Application Life (Work Life) Application life indicates the amount of time the user has to apply the sealant after the base and accelerator components have been mixed together (i.e. after cure initiation). For Class A and RV sealants, this is typically controlled for specification purposes by measuring mixed viscosity. For Class B sealant, this is typically controlled by measuring extrusion rate (how much material can be extruded out of a known orifice at a known pressure over a given time). Class C materials are controlled by measuring extrusion rate and/or squeeze-out time (how long after mating surfaces can a known pressure cause material to squeeze out of a known gap). Application Life is measured at standard conditions (77 +/- 2 °F and 50 +/- 5% Relative Humidity). Since temperature and humidity affect the cure rate of manganese dioxide cured polysulfide sealants, the practical Application Life in the shop environment will most likely be different than the reported typical value. Application Life is inversely proportional to both temperature and humidity (higher temperature and humidity give a shorter Application Life; lower temperature and humidity give a longer Application Life). Temperature has the most affect on application life for material contained in tubes (humidity effects are diminished by tube). The application life is given in hours after the Class letter in the product description. For example, AC 240 B2 is a Class B (trowelable consistency) material with a 2 hour application life. Block Flow Block Flow is a test used to insure the sealant is suitable for overhead applications. The test involves applying a known volume of sealant to a vertical surface and measuring how far over time the sealant "plug" sags. Block Flow is measured at standard conditions (77 +/- 2 °F and 50 +/- 5% Relative Humidity). The flow must be within the given limits of the applicable specification. Often this test is used to insure batch to batch consistency. Refer to the Technical Data Sheet (TDS) of the sealant of interest for typical block flow value. Tack Free Time The tack free time is an indication of the degree of cure. It is defined as the time after cure initiation (i.e., after Time Zero) when the material will no longer transfer to a polyethylene strip after being held under a known weight for a known time. It is a defining property of the material and is used in specifications to insure consistency from batch to batch. The reported typical value is measured at standard conditions (77 +/- 2 °F and 50 +/- 5% Relative Humidity). In general, Tack Free Time is related to Application Life; longer Application Life indicates longer typical Tack Free Time. Since temperature and humidity affect the cure rate of manganese dioxide cured polysulfide sealants, the practical Tack Free Time in the shop environment will most likely be different than the reported typical value. Tack Free Time is inversely proportional to both temperature and humidity (higher temperature and humidity give a shorter tack free time; lower temperature and humidity give a longer tack free time). The reported typical value is designed to give a repeatable number that can be used as a general (but not definite) indication of when certain subsequent operations may ensue. Depending on the material used, local conditions, and the operations in question, the reported typical Tack Free Time may or may not represent a state of cure suitable for performing subsequent operations in a given shop environment. Tack Free Time is a characteristic property unique to the sealant formulation. Refer to the Technical Data Sheet (TDS) of the sealant of interest for typical Tack Free Time. Refer to AC TECH document entitled "Temperature and Humidity Effects on Sealant Cure" for estimated Tack Free Time at specific temperature/humidity conditions. Cure Time Cure Time is another indication of the state of cure. It is defined as the time required after cure initiation to meet a specified hardness. The specified hardness varies from specification to specification. Cure Time is a defining property of the material and is used in specifications to insure consistency from batch to batch. Like Tack Free Time, Cure Time is measured at standard conditions (77 +/- 2 °F and 50 +/- 5% Relative Humidity) and is designed to give a repeatable number that can be used as a general (but not definite) indication of when certain subsequent operations may ensue. In general, Cure Time is related to Application Life; longer Application Life indicates longer typical Cure Time. Since temperature and humidity affect the cure rate of manganese dioxide cured polysulfide sealants, the practical Cure Time in the shop environment will most likely be different than the reported typical value. Cure Time is inversely proportional to both temperature and humidity (higher temperature and humidity give a shorter Cure Time; lower temperature and humidity give a longer Cure Time). Depending on the material used, local temperature/humidity conditions, and the operations in question, the reported typical Cure Rate may or may not represent a state of cure suitable for performing subsequent operations in a given shop environment. Cure Time is a characteristic property unique to the sealant formulation. Refer to the Technical Data Sheet (TDS) of the sealant of interest for typical Cure Time. Refer to AC TECH document entitled "Temperature and Humidity Effects on Sealant Cure" for estimated Cure Time at specific temperature/humidity conditions. APPLICATION PREPARTION Sealant Selection If not already specified, determine the sealant to be used based on such things as service temperature, expected environmental exposures, adhesion requirements, intended function, etc. Refer to Technical Data Sheets (TDS) for typical sealant properties. After selecting the product to be used, determine the best Class and Application Life combination for the job at hand. Estimate the application life required to complete the task. Take into account the temperature/humidity conditions of the shop before making this selection. Refer to AC TECH document entitled "Temperature and Humidity Effects on Sealant Cure" to further help with this decision. Surface Preparation Refer to AC TECH document entitled "Surface Preparation Guide" for recommended surface preparation techniques. Sealant Preparation Refer to AC TECH document entitled "Sealant Mixing and Thawing Techniques" for recommended sealant preparation. Safety Refer to the applicable Technical Data Sheet (TDS) and Material Safety Data Sheet (MSDS) for safety and handling information. BASIC APPLICATION TECHNIQUES Brush Application Usually applicable to Class A sealant, but can also be used to apply Class B and Class C sealant depending on user discretion. Material can be applied from a cup/can or in conjunction with extrusion gun. Apply to a thickness of approximately 1/16" or less with a short, stiff brush. "Work sealant into surface" using small circular motions. If extrusion gun is used, strategically apply a bead of sealant, which can be subsequently brushed-out over entire surface to desired thickness. Extrusion Gun Application Extrusion guns can be used to apply Class A, B, and C sealants. This is the most common application technique for Class B sealant. Both pneumatic and manual guns are common. Pneumatic guns utilize shop pressure (approximately 95 psi) to extrude the sealant. Manual guns work on the same principle as domestic caulk guns. Extrusion guns are designed to be used with specific tube sizes. Typically, these sizes are either 2.5 oz. or 6 oz., although other sizes are available. Extrusion guns require a special sleeve designed for the size tube being used. The sleeve is used to attach the tube securely to the gun. Nozzles of various shapes and sizes are available to facilitate sealant application via extrusion gun. These nozzles screw into the end of the tube, and are designed to provide a specific profile of applied sealant bead (i.e. narrow, flat, ridged, etc.). Nozzles can be modified by user (cutting to desired shape) as required to achieve end results. To minimize air entrapment during application, hold gun nearly perpendicular to the surface (approximately 30 ° from normal) with nozzle tip pointing in direction of movement. For certain nozzle types, it may be necessary to point nozzle tip in opposite direction of movement. Roller Application Usually applicable to Class C sealant, but can also be used to apply Class A and Class B sealants depending on user discretion. Typically, this method is used in conjunction with an extrusion gun, although material can also be applied from a cup/can or other suitable container. When using an extrusion gun, a strategically located bead should be applied that will allow entire surface to be coated to desired thickness. Use a roller or wide blade to spread the sealant uniformly over the entire surface to desired thickness (typically 10 to 15 mils). Fillet Seals Typically Class B sealant is used for fillet seals, but Class A and Class C can also be used depending on user discretion. Sometimes, Class B is used in conjunction with Class A or Class C to form fillet seals. Paint Gun Application (Class RV Only) Mix the accelerator with the base and allow mixture to set approximately 20 to 30 minutes (this time may vary depending upon sealant being used and application life). Fillet seals are seals that are applied to edges of mating surfaces. Figure 1 depicts a common fillet seal. The size and shape of the required fillet seal depends upon the thickness of the "top" mating surface and upon the location of the joint (fuel-wetted or non-fuel wetted areas). Thin material using a solvent blend of 50/50 Mek/Toluene (or equivalent) until a viscosity of about 23 to 24 seconds on a Zahn #2 cup is achieved. For joints located in fuel-wetted areas where the "top" mating surface thickness is less than 150 mils, a "dome" shaped fillet that overlaps onto the top of the "top" mating surface is required. The required overlap onto the "top" mating surface is typically 60 to 125 mils. The fillet must also extend 250 mils onto the underlying structure ("bottom" mating surface). In addition, the height of the "dome" typically needs to be 60 mils above the thickness of the "top" mating surface. Figure 3 depicts this condition. Using Binks HVLP (High Volume, Low Pressure) or equivalent equipment, adjust pressure at gun to achieve desired spray characteristics. A fan width of approximately 4 inches is desired when sprayed from a distance of 8 to 10 inches. Make one light wet coat and then apply subsequent coats perpendicular to immediately previous coat. Three such coats should yield an approximate 3 to 5 mil thickness. Time between coats will have to be determined during initial spray trials and will depend upon local conditions, material, user tendencies, equipment, etc. The above is only meant as a starting point. Trial and error will be required to finalize a suitable spray technique. COMMON SEAL TYPES Fay Surface Seals Typically Class A or Class C material is used for fay sealing, but Class B can also be used depending on user discretion. A fay seal is defined as the seal within a joint comprised of overlapping surfaces. Figure 1 depicts a typical fay seal. After proper surface preparation, sealant is applied uniformly to one of the mating surfaces to an approximate 15 mil thickness using suitable application technique as described above. Typically the material is applied by brush or roller and/or by employing a specialized nozzle. It is imperative that the sealant is spread uniformly over the entire mating surface. The sealant should not be applied too thickly, as it will be difficult to achieve uniform final desired thickness (typically 1.5 mils). Figure 2 depicts typical fay seal squeeze-out requirement. Mate surfaces within the application life (or squeeze-out time, as applicable) of the sealant being used. Install sufficient temporary or permanent fasteners to achieve squeeze-out of sealant around entire periphery and to achieve required final uniform joint thickness. Exact number of temporary or permanent fasteners required at this stage will depend upon the thickness of the skins, the spacing of the fasteners, the viscosity of the sealant, and the expected state of cure of sealant when final permanent fasteners are to be installed. For large skins, the final fasteners are often not installed until after the sealant application life has expired - in this case, more initial fasteners are required to achieve final seal thickness prior to the end of sealant application life. When fay sealing a surface with numerous fastener rows, apply the fasteners in such a way as to force the sealant towards the edges of the joint (i.e., begin in center and work towards edges). Retorque fasteners as required to achieve stable final values. Allow approximate 5 minute dwell time between torquing operations for sealant squeeze-out. Retorque the fasteners in same sequence as initially installed. Insure sealant squeeze-out is achieved around entire periphery of joint. If the squeeze-out is not to be used to form subsequent fillet seal, remove squeeze-out using non-metallic scrapers, wipers, etc. For joints located in fuel-wetted areas where the "top" mating surface thickness is greater than 150 mils, a concave shaped fillet is required. The fillet must extend 250 mils onto each mating surface (i.e., onto the "bottom" mating surface and onto the edge of the "top" mating surface). If the "top" mating surface is between 150 and 250 mils thick, the fillet need only extend to top corner of the "top" mating surface edge, but overlapping onto to top surface is acceptable. Figures 4 and 5 depict these conditions. Figure 6 summarizes these conditions and also presents examples of poor fillet seals. For joints located in non-fuel wetted internal areas, the required thickness of the "top" mating surface is usually less than 150 mils before concave shaped fillets are allowed. Typically this thickness is 100 mils. "Top" mating surfaces less than 100 mils typically require dome shaped fillets with the same overlap requirements as for fuel-wetted areas. For "top" mating surfaces greater than 100 mils thick, a concave shaped fillet is allowed. The edges of the fillet shall extend from 100 to 200 mils onto each mating surface (i.e., onto the "bottom" mating surface and along the edge of the "top" mating surface). After proper surface preparation, use an extrusion gun outfitted with suitable nozzle to apply a continuous bead of sealant along the "corner" of the joint. Use spatula or other suitable filleting device to tool the sealant to desired shape as defined above. Certain nozzles are designed to provide specific profiles and may be of benefit for this operation. For long edges, it may be beneficial to break-up the work into approximate 3foot sections. Use sealant to encapsulate any fastener heads or locking devices that contact the fillet seal area. Tool sealant in such a way to minimize any entrapped air. Figure 7 shows a worker using a fillet tool to shape the sealant. Rework any areas where obvious voids or air bubbles are visible while sealant is still within application life. In some cases, the squeeze-out from the fay surface seal operation is used to form the required fillet. If there is insufficient squeeze-out to fulfill the required fillet dimensions, additional sealant is applied as per above. Allow the filleted squeeze-out to cure to the state where additional sealant can be applied without disturbing the original material. This will depend on the Class and work life of the squeeze-out material as well as on local shop conditions. Another common method is to apply a dual coat fillet system. The first coat consists of a brush coat of Class A (typically) followed by a final fillet seal consisting of Class B. This is often called "B over A" filleting. Allow the brushed on layer to cure to the state where additional sealant can be applied without disturbing the original material. This will depend on the Class and work life of the brushed-on material as well as on local shop conditions. (DJ are the above 2 paragraphs correct?) Moldline Mismatch Fillet sealing of joints on the moldline of the aircraft (i.e. moldline fairing of mismatches) is subject to aerodynamic smoothing requirements. Typically, these joints are fillet sealed from the top edge (no overlap) of the "top" mating surface and extended onto the "bottom" mating surface in as close to a straight line profile as possible. The "slope" of this straight line profile (i.e. how far the sealant has to extend onto the "bottom" mating surface) depends upon the desired flight characteristics of the aircraft in question and on the location of the mismatch. Primary aerodynamic zones, such as wings, have more stringent requirements and require a more gradual fairing. After proper surface preparation, masking tape should be used to demarcate the area to be sealed and to provide sharp edges to the finished seal. Sealant should be applied with extrusion gun using suitable nozzle for operation at hand. Class B sealant is typically used for moldline fairing operations. A non-metallic straight edged tool (plastic squeegee, plastic card, etc.) should be used to tool the sealant to desired shape. Figure 8 shows a graphic of a moldline fairing. Form-in-Place Seals (FIP Seals) FIP seals are typically used for access panel doors. Class B sealant is typically used, but Class A can also be used in some cases. Low adhesion sealants are available for this application. These materials are designed to have very low adhesion so the cured product can be removed from structure similar to a gasket. Standard adhesion sealant can also be used for FIP seals, but requires the use of a parting agent to allow removal of the door panel. Typically, masking tape is applied to moldline along the periphery of the access cutaway and also along the edges of the moldline surface of the door. Interior structure that may come into contact with uncured sealant (dripping, etc.) also needs to be protected. If standard adhesion sealant is used, a parting agent must be applied to the inside surface of the door that will contact the sealant. Parting agent should not be silicone based. Teflon based, wax based, and polyvinyl alcohol based parting agents work well with AC TECH sealants. After the sill area is properly surface prepped, sealant is applied to the sill area using an extrusion gun equipped with suitable nozzle. The sealant is applied similar to a fay surface application with the exception of thickness. The final sealant thickness will depend on the design of the access panel door. The final FIP seal thickness should be such that the door meets the moldline flushness requirement for aerodynamic smoothness. Sufficient sealant should be applied to insure squeezeout. Spacers are sometimes used to preset the door height to insure moldline flushness. In other cases, a straight edge is used to check flushness around the freshly sealed door periphery as the fasteners are being gradually installed. Once the flush condition is reached, the sealant is allowed to cure without further torquing of the fasteners. After achieving flushness, the uncured squeeze-out around the periphery of the door must be smoothed to the flush condition using a non-metal scraper. The resultant sealant in gap around door periphery should be flush to surrounding surfaces within aerodynamic smoothness requirements (typically 0 to 20 mils low condition). Carefully remove the masking tape while sealant is still wet. An alternative method is to allow the squeeze-out to cure before flushing off using a sharpened, non-metallic scraper. After sealant has cured, pop door and carefully cut away any sealant squeeze-out from inner edge of sill. Clean parting agent from inner surface of door, as applicable. An adhesion inhibitor may be required on the freshly formed seal if door is replaced immediately (talc or equal). Figure 9 illustrates a typical form in place seal. Butt Joint Seals The gap between two adjacent panels on the moldline of an aircraft is called a butt joint. Class B sealant is typically used for this application, although Class A and Class C sealants can also be used depending on user's discretion. Very narrow gaps may be filled easier with the lower viscosity Classes. After proper surface preparation, masking tape is used to isolate the gap area and to provide sharp edges to the finished seal. A continuous bead of sealant is applied to the butt joint area using an extrusion gun equipped with suitable nozzle. The sealant is worked into the gap using non-metallic scraper or other suitable filleting/smoothing device. Minimize the excess sealant in this operation. The resultant sealant in gap should be flush to surrounding surfaces within aerodynamic smoothness requirements (typically 0 to 20 mils low condition). Remove masking tape while sealant is still wet. Fastener Sealing Typically, any fastener that could represent a leak path will require sealing. Class A, B, and C sealant can be used for this application. Specialized nozzles exist for helping to form a "dome" shape over the fastener. Material also may be brush applied. The goal is to get a uniform, 250 mil radius seal around the fastener. The height of the sealant above the top of the fastener should be 60 mils minimum. Fasteners closer that 500 mils require strip sealing. As shown in Figure 10, fasteners with more than 500 mils clearance can be sealed individually. Daubers are sometimes used to help shape the fastener seal. There are various types of daubers, and they are often lightly dipped in solvent such as isopropyl alcohol to give a smooth finish. The amount of solvent that contacts the sealant should be minimized. For the case where a fastener is within 250 mils of a vertical surface, a fillet seal should be employed that covers the fastener completely and fills in the area between the fastener and the vertical surface to a height of 60 mils above the top of the fastener. The fillet should be faired to the vertical surface as discussed in the fillet seal section. Figure 11 depicts this situation. Sealcaps can be used to facilitate sealing of fasteners. These are domeshaped pieces of cured sealant that can be filled with freshly mixed sealant and applied directly to the fastener. Sealcaps come in various sizes to accommodate different fastener dimensions. The caps should be trial fitted to the fasteners to insure proper fit. After solvent cleaning the interior surface, fill the caps approximately 3/4 full with fresh sealant using extrusion gun fitted with suitable nozzle. Carefully apply the sealcap using a slight twisting motion. Hold the cap in place until squeeze-out is completed and the base remains in contact with the part surface. If squeeze-out is not seen around entire periphery, the sealcap must be reapplied using more sealant. Sealant Repair Uncured sealant that is still toolable can be reworked as required to achieve desired results. Fresh sealant can be added as required at this stage. Care must be taken to avoid air entrapment during this rework phase. Cured sealant that requires rework must removed from structure and replaced. Such rework is normally only applicable to non-fay seal applications. Repair of fay seals typically requires significant structural rework and is beyond the scope of this guide. An exception is the case where only the visible edges of the fay seal need repairing. Repair typically involves cutting away the sealant deemed bad using a non-metallic scraper. The exposed structure must then be properly surface prepped. The first 0.5" to 1.0" of the abutting edges of the remaining good sealant are lightly abraded with suitable nylon pad and solvent cleaned. Adhesion promoter may also be used depending on the age of the remaining sealant. Material older than six months and/or previously exposed to fuel would be a good candidate for adhesion promoter. Sometimes the abutting edges of this remaining sealant are chamfered to further facilitate adhesion to the freshly applied sealant. After surface preparation is completed, apply fresh sealant and tool as required to meet the shape of the existing material. Overlap the fresh sealant onto the prepared edges of the adjoining sealant. Figure 12 depicts a typical rework. INSPECTION General Inspection Considerations Fay seals must meet the required final thickness and must show squeeze-out around entire periphery. Fillet seals must meet the overlap requirements and shape requirements (no reentrant edges, folded edges, etc.). Fastener seals must meet the 250 mil radius requirement and 60 mil height requirement (above top of fastener). Moldline fairings, FIPS, and Butt Joint seals will be subject to the smoothness/flushness requirements of the governing aerodynamic smoothness document (requirement depends on aerodynamic zone). Integral Fuel Tank Inspections Any internal edge that may represent a leak path requires fay and fillet sealing as do any protruding fasteners that may provide leak paths. Applied sealant should be allowed to cure to a minimum hardness of 30 Shore A prior to performing leak testing described below. Integral fuel tanks (IFT's) are tested to determine if any leak paths are present. This process is complicated and is specific to the user's requirements. One general method involves closing off all but one of the openings to the fuel tank. This opening is used to introduce a positive pressure of 0.5 PSIG. The opening is closed off after the desired pressure is attained. A 5-minute dwell time with no loss of pressure is usually deemed acceptable. If the tank does not hold pressure, it must be re-pressurized and have a test fluid (mild detergent in water, etc.) externally applied to check for leaks. The visible leaks are marked for investigation and repair. The above process is repeated as necessary to achieve results.