Text for Chapter 23 Reciprocating and other
advertisement

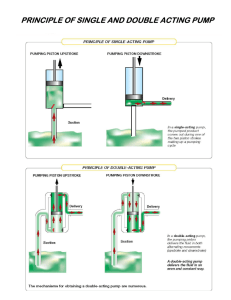
Return to table of contents Chapter 23 Reciprocating and other positive displacement pumps Scroll to read as one text or click on title. Use CTRL and HOME to return. Introduction The reciprocating pump The force pump The village pump The semi-rotary pump The powered reciprocating pump Dynamic effects Multi-throw pumps The air vessel Effect of pipe friction on the reciprocating pump Revisiting the pumps figures 23-1 and 23-2 The sliding vane pump The gear pump The hydraulic ram Worked examples on reciprocating pumps © Ivor Bittle 1 Chapter 23 Reciprocating and other positive displacement pumps Introduction I pondered on whether to include a chapter on these pumps in this book. Pumps are everywhere, both positive displacement pumps and centrifugal pumps and I intend to deal with centrifugal pumps in a later chapter. Reciprocating pumps have a long history that has seen the early, large, slow-moving pumps superseded by centrifugal pumps but also a re-emergence as small pumps for special applications. Figure 23-2 Figure 23-1 Figure 23-1 is a photograph of an all-plastic reciprocating pump used in a dental irrigator for cleaning teeth and in another guise for removing ear wax. Figure 23-2 shows some of the parts of the three-cylinder swash plate pump used in a domestic jet washer. These are just two of many applications and frequently these pumps are used for metering. In Victorian England (1837-1901) coal was the universal fuel and the universal engine was the steam engine. The confidence and sheer joie-de-vivre in that period was staggering and never likely to be repeated. Public buildings, railways, roads, shipping, manufacture and every other activity developed at an unprecedented rate. Pumping, especially of water, was necessary in all sorts of applications, not least in water supply and later in sewage handling and pumps developed along with everything else. High-pressure water was used to carry energy round factories to drive capstans, presses, cranes and so on and used in such iconic structures as the Tower Bridge to raise and lower the bascules and to lock the free ends of the bascules in the lowered position. Large steam engines are generally slow speed devices and reciprocating pumps were the norm. These two were well matched. Reciprocating pumps were still being made in 1920 and I suppose that for special applications like priming centrifugal pumps on fire engines still are, even if they are now operated by sophisticated control systems. The pump is a device that can be analysed with some confidence and some of the practical details are interesting. These pumps have influenced other positive displacement pumps that have followed so they are worth a few pages and it is necessary to understand reciprocating pumps in order to appreciate the reasons for designs for the pumps that are used very widely today. © Ivor Bittle 2 The force pump The force pump is the starting point. There are so many different ways that force pumps can be designed that I found it difficult to choose one to show diagrammatically. In the end I sought to show the principal features of the design. Figure 23-3 shows how the force pump works. A piston or plunger is essential, and it must work either in a cylinder or in a chamber of suitable shape with some means of making a durable and effective seal Figure 23-3 between the piston and the cylinder or between the plunger and the chamber. I will use a piston and cylinder for analysis but it could just as easily be a plunger and chamber. All sorts of configurations are used. Two valves are needed. Both are non-return valves and I have shown mushroom valves because they are easily drawn and easily understood but earlier pumps would have used leather-faced, flap valves and modern pumps might use flap valves in plastic. The pump is fitted in a pipe so that liquid flows into the cylinder through the lower valve and out of the cylinder through the upper valve. Movement of the piston to the right draws liquid into the cylinder through the lower valve and movement to the left pushes liquid upwards through the upper valve. At the change in direction from moving right to moving left the lower valve closes and the upper one opens and vice versa. It could not be more simple. Who knows when the first reciprocating pump was made or what materials were used to make it? We must look for reasons to want to lift water and four important applications come to mind. One is to lift water out of the ground for drinking, another is for irrigation where water is lifted from a stream on to the land and the third is the necessity to lift water out of ships hulls and the last is for mine drainage. There must be many others. Probably making manually operated pumps for the removal of bilge water was the most pressing because wooden hulls always leaked and water in a hull can move with the rolling of the ship and impair the stability. There was adequate skill on board most ships to maintain pumps and bilge pumps made from wood, iron and leather must have been reliable. In an autobiography of the life of a slave from Africa in the latter half of the 18th century it is recorded that he made many voyages as a seaman. Several times he records that the pumps were needed in emergency but there is no hint that the pumps were unreliable. Similarly village pumps for drinking water took on such permanence that they too must have worked for long periods without serious maintenance. In the heyday of transport of goods by barge and lighter it is recorded that a woman made a living pumping bilge water using a pump that she carried from boat to boat. Her pump could not have been made mainly from iron for her to be able to carry it so we must presume that it was mainly wooden. Our modern use of reciprocating pumps has a continuous © Ivor Bittle 3 line of development from these early pumps as manufacturing methods and new alloys and plastics have emerged. The village pump. It is worth looking at the village pump. It would have supplied drinking water from a well and it was hand operated. The valves were flap valves faced with leather.1 Two arrangements became the most common and they are shown in figure 23-4. In both cases the pump mechanism is above the free surface in the well and water can only be lifted out of the well if low pressure can be created in the cylinder during the upstroke of the pump. When the pump is started for the first time it will contain no water only air. Then the pump must act as an air pump. Air can leak past the piston much more easily than water and the pump will have to be operated, by hand, very vigorously, Figure 23-4 to get water into the lower part of the cylinder. The deeper that the well is the more trouble it will be to start the pump. Suppose that the pump is primed and functioning. It is clear that on the up-stroke water will flow up the suction pipe and into the cylinder passing through the open suction valve. When the piston reverses the suction valve closes and the water cannot return to the well. On the down-stroke the outlet valve opens and water passes to the spout.2 Water is not much use as a lubricant and sealing this pump could not have been very reliable especially as the flap valves were probably faced with leather. The second pump is a typical force pump but now with valves in the piston. It has the advantage that, if the piston seal is not very good, water can be introduced above the piston to improve the seal to get the pump primed. The semi-rotary pump Whilst many village pumps have been preserved in various states of order the only direct descendent that is still used widely is the handoperated semi-rotary pump. It is shown in figure 23-5. These pumps are typically used to bail open boats and to pump fuel from drums into boats, tractors, aeroplanes, and so on in remote sites. The handle is moved backwards and forwards and liquid is pumped during both strokes. It is Figure 23-5 We think of using rubber for seal but whilst rubber was known from about 1750 it was not until 1840 with the invention of vulcanising that rubber became sufficiently durable to be used in pumps. 2 One might expect that a foot valve would be fitted at the lower end of the suction pipe to keep the suction pipe full and the pump primed but this was not the case. Either the foot valve needed too much attention or it was best not to risk frost damage if the suction pipe and the pump were always full. 1 © Ivor Bittle 4 simple and ingenious. It is really two pumps in one body. Figure 23-6 shows the arrangement of the pump. The body of the pump is designed to create a cylindrical space in which a "wing" fitted to a spindle fits snugly between the opposite flat faces and the inner cylindrical surface of the pump body. This wing can be made to oscillate backwards and forwards by operating a handle on a spindle in a boss in one end plate. Flap valves are fitted to the two ports in the wing. Figure 23-6 A splitter, in black, having an inverted V shape, over the suction port is part of the body of the pump and it is machined to make a seal with the boss of the wing. This splitter has two ports with flap valves. This arrangement creates three chambers A, B and C separated by the flap valves. Chamber A is of constant volume wherever the wing may be but B and C can change in volume as the wing is rotated. If the pump as shown is full of liquid, movement of the handle to make the wing turn anti-clockwise will force liquid from chamber B into chamber A and this will force liquid out through the delivery port because the volume of chamber A is constant. At the same time the volume of C increases and liquid is sucked into C. Reversal of the motion of the wing will make the right hand side deliver liquid and suction to take place through the flap valve in B. The powered reciprocating pump The pump shown diagrammatically in figure 23-3 has the layout required for a mechanically driven pump. The new arrangement is shown in figure 23-7. It is the obvious design and very common. It would be installed in a pipe system that can be typified by figure 23-8. The pump draws water from the sump and makes a static lift h that comprises two other lifts, the suction lift hs from the sump to the pump and the delivery lift hd from Figure 23-7 the pump to the header. If the pump were to be run very slowly there would be virtually no losses to friction in the pipe-work and we could draw a pressure/volume diagram for the pump. It is shown in figure 23-9. Unlike pressure/volume diagrams for engines and compressors no scale is required for volume because the concept of a clearance volume has no Figure 23-8 © Ivor Bittle 5 meaning for pumps handling incompressible liquid. All we need is a length representing the volume of water displaced by one stroke of the pump and a vertical scale with heads shown relative to the atmospheric pressure as the datum. We can then track the cycle of events. Starting at a , where the pressure is atmospheric and the piston stationary at the end of its travel, motion of the piston will cause the suction valve to open as the pressure drops below atmospheric pressure at b by hs , the suction lift. As the pump is running slowly liquid will keep up with the piston at constant pressure head as it moves to the other end of its stroke at c . This is the suction stroke. The piston now reverses and suction valve closes and the pressure head rises by h hs hd when the Figure 23-9 delivery valve opens at d . Liquid now flows through the delivery pipe as the piston moves back to its starting point at e . This is the delivery stroke. During delivery the pressure head will be constant. At the next reversal the pressure will drop to the suction pressure and the cycle start again. During the 19th century large pumps driven by steam engines drained mines all over the world and drained polders in Holland to reclaim land and they operated on this cycle. In practice the delivery will be less than the swept volume because there will be a small loss as the valves close. It is unavoidable no matter what type of valve is used. This single cylinder pump will deliver intermittently and the delivery/time diagram is as shown in figure 23-10. The rate of delivery cannot be steady during the delivery stroke because the piston is driven by a crank. It rises from zero to a maximum near midstroke and then falls to zero and then there is no flow during the suction stroke. If this is the delivery diagram for the pump there must be a velocity/time diagram for the flow in the delivery pipe and, depending on the area ratio between the pipe and the piston, the velocity is always greater and perhaps much greater than that of the Figure 23-10 piston. This will mean that for any speed greater than the very slowest speed there will be losses to pipe friction during delivery and, if the delivery pipe is long there will be inertia forces to contend with and quite possibly water hammer effects as well. We need to know more about the dynamic effects of this intermittent flow. © Ivor Bittle 6 Dynamic effects Most pumps run at a high enough speed for dynamic effects to be important. However we cannot deal with all the dynamic effects at once so I will start with the inertia effects. We can deal with the suction pipe and the delivery pipe separately and I will start with the suction. This will necessitate some analysis that would be much simplified if we suppose that the piston moves with simple harmonic motion. One might argue that it is easy to compute the motion if the ratio between the length of the connecting rod and the crank throw are known but, in the event, other uncertainties dwarf that of simplifying the piston motion. Figure 23-11 Suppose that the pump in figure 23-7 has a crank radius of r , a piston diameter of d and that the crank turns at radians per second. For SHM and figure 23-11 the displacement of the piston from its mid-position is given by:displacement = r cos t and from this by differentiation :velocity = r sin t and :acceleration = 2 r cos t These expressions are for the piston and we want them for water moving in the suction pipe. If the water is continuous from the surface in the sump to the face of the piston we can apply the continuity equation to show that the ratio of the displacement of the water in the suction pipe to the displacement of the piston is equal to the ratio of areas, that is, the ratio of the square of the diameter of the piston to the square of that of the pipe. Let the diameter of the suction pipe be d s and then :velocity of water in suction pipe = acceleration of water in suction pipe = d2 r sin t and :d s2 d2 2 r cos t . d s2 From Chapter 17 of this book we have an expression for the head needed to give an l acceleration a to a column of liquid in a pipe of length l . It is :- inertia head = a . g From this and the expression for the displacement of the piston we get l d2 l d2 inertia head = 2 2 r cos t = 2 2 times displacement. g ds g ds The inertia head bears a linear relationship with displacement. When t = 0, cos t 1 and when t =180º, cos t 1 and we can add the inertia head in the suction pipe to our head/displacement diagram. © Ivor Bittle 7 We can modify the pressure/displacement diagram in figure 23-9 to take account of the inertia head to give figure 23-12. Then the pressure head at the start l d2 of suction will be hs 2 2 g ds below atmospheric and, at the end of the suction stroke will be l d2 hs 2 2 below atmospheric. g ds The head will vary linearly between these two values. The net result is that the pressure during the suction stroke varies as shown in red in the diagram and the suction stroke Figure 23-12 starts at b and finishes at c . I have also shown in blue the zero of pressure head. The vapour pressure of water is small, in the range of 0.01 of an atmosphere and it is near enough for this purpose to be l d2 regarded as zero. Clearly it is possible for the sum of hs and 2 2 to exceed one g ds atmosphere and then the pump will be in trouble because the absolute pressure in the pump will try to fall below zero and the water will separate from the piston face. Once separation has occurred the water in the suction pipe will flow with constant acceleration under a difference in pressure of one atmosphere. It will inevitably catch up with the piston and then there will be water hammer. This must be avoided. Now let us look at the delivery stroke. There will be inertia effects in the delivery pipe of exactly the same character as those in the suction pipe and we can add the resulting pressure changes to the pressure/displacement diagram. There will be a similar effect on the delivery stroke as a result of inertia of the water in the delivery pipe and the whole diagram can be drawn as in figure 23-13. It is likely that the length of the delivery pipe will be greater than that of the suction pipe so the inertia effects even for the same diameter delivery pipe will be greater. It is possible for the value of ld d 2 2 to be so large that the suction g d d2 valve opens and delivery takes place directly from the suction pipe. Figure 23-13 © Ivor Bittle 8 These effects and those in the suction pipe must be avoided. There are two ways to achieve this. One is to redesign the single piston pump so that there are odd numbers of pumps working in parallel with their cranks spaced at equal angles. This evens out the delivery. The other is to fit air vessels to both the suction and delivery pipes near to their connections to the pump. I will deal with these two separately. Multi-throw pumps Figure 23-14 shows what this is about. In the diagram I have shown the deliveries from a three-throw pump with three cylinders delivering to a common delivery pipe. The three delivery strokes are shown in colour and the sum of these deliveries is shown in black. Clearly, with this delivery, the flow in the delivery pipe will fluctuate by only a fraction of the fluctuation for a single pump having the same delivery and five or seven would reduce the fluctuation still more. Three-throw pumps were made throughout the 19th century and were Figure 23-14 driven by water wheels and steam engines. Currently they find application in oil hydraulics and as pressure washers where it is high pressure that is wanted and not a large through-put. One should not overlook the effects of using flexible hose with reciprocating pumps. We saw in chapter 17 that the magnitude of the pressure transients in water hammer depended on the initial velocity and on the speed of propagation of a pressure wave through the water in the pipe. That speed of propagation, in turn, depends on the modulus of elasticity ( E ) of the material used to make the pipe and on the wall thickness. Hoses can be made of rubber or plastic and these have a very low modulus of elasticity when compared with commonly used metals and then the speed of propagation of a wave is very low. Water hammer effects are much attenuated by flexible hoses and are very widely used with or without armouring. The air vessel An air vessel shown diagrammatically in figure 23-15 is shaped like any other pressure vessel being cylindrical with domed ends. It is fitted using a tee to the suction or delivery pipes at the points that are closest to the pump. The vessel has a valve at the top to allow air into the vessel and a glass sight gauge to allow the volume of air to be kept at what is deemed to be the best level. Such air vessels would be fitted to a single cylinder pump that rotates at a high enough speed for the pressure/displacement diagram, in the absence of air © Ivor Bittle 9 Figure 23-15 vessels, to be like that in figure 23-13 and to convert it to the diagram in figure 23-9. We need to see how the new arrangement works and it is probably most simple to start with an air vessel that is fitted to the delivery pipe. The pump delivers during the delivery stroke and has no delivery during the suction stroke. The intention is for the air vessel to absorb about half of the water delivered during the delivery stroke and to return it to the pipe during the suction stroke to give a more or less steady flow in the delivery pipe. A very large air vessel will indeed give virtually steady flow but a very small one would not alter the fluctuations in flow in the delivery pipe by very much. Somewhere there is a best practical ratio, between the size of the pump and the size of the air vessel or, to be more specific, between the volume of air in the air vessel and the volume of water delivered during one cycle. It is said that this ratio is between 1 and 3 but we can do better than that if we make a few simplifications. I have modified figure 23-8 by adding air vessels to the suction and delivery pipes to give figure 23-16. What we want is some basis from which to choose volumes for the air vessels. I will start with the delivery and let the volume of the empty air vessel be k times the displacement of the pump. Now what we are looking for is a value of k that gets rid of inertia heads Figure 23-16 and give us fairly steady flow in the delivery pipe. Suppose that we have steady flow and let us ignore friction in the delivery pipe. Let us start with the air vessel full of air at the pressure corresponding to the delivery head hd . If the flow in the delivery pipe is steady during delivery the water that flows from the pump to the tee will go half to the delivery pipe and half to the air vessel. When the delivery stroke is complete half of the water that has been delivered will be in the air vessel and the volume of the air will have been reduced by that amount. We can calculate the rise in pressure of the air using the isothermal relationship pV constant but, as we must use absolute pressure, I will use it in the form (ha h) V constant where ha h is the absolute head and is proportional to p . Let the displacement volume, that is the product of the piston area and the stroke, be Vd . At the start of the delivery stroke the head will be ha hd and the volume of the air V k Vd . At the end of delivery the volume of the air will be k Vd d . Then the new 2 k Vd k value of ha h will be :- (ha hd ) = (ha hd ) Vd k 0.5 k Vd 2 k We now need a graph of versus k . k 0.5 It is shown in figure 23-17 and we need to assess the implications. If we multiplied the ordinates by ha hd we would have a value for the absolute head in the air vessel at the © Ivor Bittle 10 end of delivery. No one can pretend that this is accurate because this system is in reality very complicated but the trend of the graph is so clear that no matter how accurate a new model may be it will not change in its essential features. Indeed the graph does not change much if the volume entering the air vessel is changed between 30% and 70% of the displacement. We see that, for an air vessel having a volume equal to the displacement, the absolute pressure would rise very rapidly by the same order as the delivery lift and impress an acceleration on the water in the Figure 23-17 delivery pipe. As the reason for fitting the air vessel is to get rid of the inertia effects of the water in the delivery pipe this will not do. The graph suggests that we must use a volume for the air vessel greater than 3 times the displacement volume and values of k between say 2 and 3 look to be suspect. The quoted practical figure given above is k lies between 1 and 3 but we now know that it would be unwise to use a figure lower than 3 especially as, in ordinary use, a significant part of the volume of the air vessel is occupied by water. Turning to the suction pipe and its air vessel we see that the presence of the air vessel close to the intake to the pump means that, during the suction stroke, water will be drawn from the air vessel as well as though the suction pipe and that during the delivery stroke water flows into the air vessel ready for the next suction stroke. In order to put a size to the air vessel we could model it in the same way as for the delivery vessel but now the air pressure will drop during suction. Suppose that at the start of the suction stroke the pressure of the air Figure 23-18 in the suction air vessel is ha hs where ha is the head corresponding to atmospheric pressure and the volume of air in the air vessel is k Vd where Vd is the displacement volume as before. If again, one half of the flow into the pump comes from the air vessel the volume at the end of the suction V stroke will be k Vd d . The pressure at the end of suction will then be given by :2 k Vd k (ha hs ) or (ha hs ) V k 0.5 k Vd d 2 © Ivor Bittle 11 I have added the graph for suction to that for delivery in figure 23-18. The blue line is the absolute pressure in the air vessel at the end of suction. Again we cannot pretend that it is accurate but the presence of the air vessel increases the absolute pressure at the end of suction as k increases. We know that we want to avoid separation as a result of inertia effects in the suction pipe and it seems that an air vessel having the same size as the one for the delivery pipe could be satisfactory. However we must recognise that whilst it would not matter if there were to be no water in the delivery air vessel it would matter for the suction air vessel. It is probably best to run both vessels with the water level visible in the sight gauges. Effect of pipe friction on the reciprocating pump At this point in the consideration of the reciprocating pump it becomes hard to decide exactly what components are legitimately part of the pump. If the pump is purchased without air vessels, the pressure/volume diagram and inertia effects will depend on the system in which the pump is used. The system in figure 23-8 leads to the pressure/volume diagram in figure 23-13 with its inertia effects and that diagram takes no account of friction losses in the two pipes. However, if air vessels that match the pump are fitted, the pump and its air vessels produce a steady flow at a pressure that maintains that flow in whatever pipe system is attached to it. It behaves like a unit and one might expect to buy it in this form. The effect of pipe friction is different for the pump with or without air vessels. Figure 23-19 f l V 3 d 5 For pipes the friction loss is given by loss = 2 in S I units where the symbols have their usual meanings. If the pump has air vessels and these produce steady flow the friction loss just adds steady pressure heads to the static heads in the suction and delivery to give the pressure/volume diagram in figure 23-19 and adds to the work needed to drive the pump. Revisiting the pumps figures 23-1 and 2 Now that we have an explanation of how pumps work we can revisit the two pumps in the opening of this chapter and see them with new eyes. © Ivor Bittle 12 I have repeated figure 23-1 as 23-20 for convenience. This pump takes in water through the hole on the top to the left. This intake forms part of an adjustable by-pass valve that sets the maximum pressure. The delivery is the small pipe protruding from the end of the cylinder. A hollow wand is attached to a this pipe by a metre or so of visco-elastic3, plastic tubing of 4 mm outside diameter that is flexible and can be pinched with the thumb nail. The pump has no air vessels and there must be the potential for inertia effects in the plastic pipe. They are prevented from occurring by the visco-elasticity of the plastic pipe. Figure 23-1 brought down as fig 23-20 I have also brought down figure 23-2 as 23-21. It is from a domestic pressure washer. It has three pistons that are driven by a swash plate that is shown on the right. The swash plate is no more than a circular, hardened steel plate that is set at an angle to the axis of the pump mechanism by a pressing. A piston is shown in the foreground complete with its spring. If it were to be placed into its cylinder and the swash plate and all the thrust races that support it were to be turned over, the hardened swash plate would rest on the three hardened pistons and when the whole lot is in its proper housing, rotation of the swash plate would Figure 23-2 brought down as fig 23-21 make the pistons go up and down under the actions of the springs. Flap valves are fitted in a separate die casting and then we have a very compact version of the three-throw reciprocating pump and it would have a delivery time diagram like that in figure 23-14. This still gives a pulsating flow but, once again, the pump delivers through a long rubberised hose that damps out the pulsation. The pump will not be able to run at the ordinary speed of alternating current motors and this pump is run through an epicyclic gear box. The sliding vane pump Oil hydraulics sounds like a contradiction but it is the term used to mean the systems where oil is used at high pressure to operate a whole range of machines that shift earth, power tractors and harvesters on farms, lift, carry and stack goods, operate cranes and an untold number of other machines. All this is possible because a relatively, very small pump driven by a diesel engine or electric motor can produce a flow of oil at high pressure that can operate equally small hydraulic motors to drive wheels or rams of all sizes to power scoops and diggers and pulley systems. All these can be manually Some pipes are flexible in that they can be squashed across a diameter. Rubber and some plastic pipes, when released after being squashed, regain their shape slowly. It is as if the forces in the material have to work against a friction force to recover their shape. I am not sure that visco-elastic is quite the right word for use with what appears to be a solid but that is what we have. 3 © Ivor Bittle 13 controlled with banks of lever-operated valves that give astonishingly versatile control to all these machines. Oil hydraulics is a study in its own right but the pump is an appropriate machine for this chapter on positive displacement pumps I have drawn the essential features of the sliding vane pump in figure 23-22. The rotor of the pump is simply a thick disc with an integral shaft and, in this case, ten, equally-spaced axial slots in it. Vanes or blades having the same axial length as the rotor fit snugly in these slots. I have shown an end view of the rotor with the blades in Figure 23-22 place. The diagram shows a section through the body of the pump. The body has a central bearing for the shaft of the rotor and an eccentric cylindrical hole to the depth of the rotor thickness is bored in it so that the rotor just touches at the top as in my diagram to create a seal. The eccentricity of the bore in the body creates a crescent-shaped space between the rotor and the body that I have cross-hatched in blue and in red as is appropriate. When the rotor rotates the blades are thrown out to keep in contact with the inner cylindrical surface of the body. The body incorporates two bosses to make pipe connections and these bosses are blended internally with two ports. These ports have a profile as I have shown and an axial width of about one third of the axial thickness of the rotor. I have drawn the diagram with the rotor with two blades aligned with the centre line through the bosses. Then the top two blades are symmetrically spaced about the vertical centre line and the ports terminate about half way across these blades. The two top blades seal the high pressure side from the low pressure. The only route from the low pressure side to the high pressure side is through the space between the rotor and the body at the bottom that forms a rectangular duct. The blades sweep through this space. The length of that duct is determined by the Figure 23-23 distance between the two lips of the ports. The pumping action takes place in this short duct. In figure 23-22 I have shown the rotor in a position where the blades A and B overlap the lips of the two ports and the space in the duct between the two blades A and B is filled with oil at low pressure and sealed. If the rotor now rotates by a few degrees the volume of oil between the blades A and B is suddenly exposed to high pressure oil and this is the start of delivery. Blade B now has high pressure on one side and low pressure on the other and as it sweeps through the space it will perform a suction stroke behind it and a delivery stroke ahead of it. These strokes will end when blade C reaches the inlet lip and low pressure oil again fills the space in the duct and is trapped. I have drawn a scrap of diagram 23-22 with the rotor at mid-stroke in figure 23-23. It is clear what is happening. The sliding vane pump acts like a reciprocating pump in making suction and delivery strokes but they are made simultaneously and, from the outside, the pump appears to © Ivor Bittle 14 produce a continuous flow with no inertia effects. It is very well suited to running at much higher speeds than a conventional reciprocating pump and, for closed, oilhydraulic systems, the oil that it pumps can be designed to have good lubrication properties even when hot and to operate at high pressure. The blades are only subjected to a large pressure difference as they go through the 36º of the duct and have no net pressure forces on them elsewhere. Pressures of 200 bar are not uncommon and if, say, the area of the blade exposed to this pressure is 3 square centimetres the force will be about 6,000 Newtons. This is a large force and, coupled with high speed, accounts for the small size of the pump required to produce high pressure flow. In oil hydraulics pumps may need to rotate but produce no flow. The pumps are fitted with pressure relief valves joining the two ports. The pump as shown in figure 23-22 could be used as a hydraulic motor and such motors drive the massive wheels of earth movers. The gear pump The essentials of the gear pump are shown in figure 23-24. The moving parts are two gear wheels. These gear wheels have teeth with an involute profile and, if they are well made and mounted properly, at all positions of the wheels there will be line contact between at least two pairs of teeth. There will be a force acting between the teeth at the line or lines of contact and this makes an effective seal between the wheels. The wheels are mounted in a body that is accurately machined so that the tips of the teeth fit snugly in the body and form seals at the tips. The side plates fit closely on the sides of the wheels to limit leakage. One wheel, on its shaft, is wholly enclosed in the body and the other has an extended shaft that is driven from the outside. So one wheel drives the other and the several seals ensure that the liquid passes through the pump as is intended with a minimum of leakage. Figure 23-24 Figure 23-24 shows the wheels at a typical position and that the suction and delivery sides of the pump are separated by the seals at the tips of two teeth and by the line contact between two teeth. As the pump rotates liquid is carried continuously from the suction side to the delivery side and the rise in pressure of the liquid takes place at the instant that the tip of a tooth separates from the circular arc at the point of tangency. At all times at least two of the teeth have high pressure on one side and low pressure on the other. The engagement between the teeth is more complex. As I have drawn the diagram the teeth are only in contact on one line and two teeth are exposed to high pressure over some part of their surfaces. As the wheels turn it is essential that there should always be one pair of teeth in contact to make a seal. I have checked carefully and the shape of the © Ivor Bittle 15 gears shown in figure 23-24 satisfy this requirement and during the change from one tooth to the next, two pairs come into contact for a very short time. The hydraulic ram The hydraulic ram has been available for use for a very long time and some of these pumps have run without attention for more than a century. A typical use is in animal farming. Frequently valleys have a stream in grassland with areas fenced off and used in rotation to make the best use of the grazing. Then the animals may not have access to the stream. Water for the animals can be provided in troughs that are fed by the mains water supply with a float valve to control the flow. Where mains water is not available a hydraulic ram can lift water from the stream to the level of the trough even if that is several metres above the stream. It makes use of the energy in the water in the stream. In order to do so a pipe of uniform bore is laid alongside a stream and the water from the stream allowed to flow into the pipe from a forebay constructed on the bed of the stream in such a way that plant debris and other debris cannot enter the pipe, clean water will flow through the pipe to be returned to the stream at the lower level of the down stream end. If this flow Fig 23-25 were to be stopped suddenly there would be water hammer effects such as those described in chapter 17 of this book but, if the pipe is fitted with an air vessel at its end, instead of the pressure transients due to water hammer, there would be inertia effects in the water in the pipe and the water would flow into the air vessel causing a rise in pressure in the air in the vessel and bring the flow to zero in a finite time and in an orderly way. It is this mechanism that is utilised in the design of a hydraulic ram. What is required is a delivery pipe, that would be connected to the bottom of the air vessel, and some arrangement of valves to stop and start the flow in the pipe. The device is called the hydraulic ram and it will run continuously pumping water at a low but steady rate for decades without attention. Figure 2322 shows a collection of old hydraulic rams. Figure 23-26 © Ivor Bittle 16 Figure 23-23 shows a common arrangement of the sort of hydraulic ram shown in figure 23-22 although I am sure that this layout has evolved over the years to be a bit more eyecatching. We see that two valves are needed to make the ram operate cyclically. In my diagram the pump is built on a chamber shaped like a cuboid. The pipe running beside the stream is called the driver pipe or just the driver and it is connected to one end of the chamber. I have drawn the arrangement of the whole installation diagrammatically in figure 23-24. The ram is installed at the surface level of the down stream end of the driver and the intake to the driver is at some suitable point upstream. Figure 23-27 The head hD that ultimately drives the ram depends on the length of the pipe and the slope of the surface of the stream. In operation water flows through the driver and through the gravity-operated valve to the stream until the gravity-operated valve closes. Then inertia effects cause the pressure in the chamber to rise and open the non-return valve to deliver water either directly to the upper reservoir or to the air vessel. When the inertia effect dies away the non-return valve closes and the gravity-operated valve opens for a new cycle to start. There is much more to this simple device than is suggested in this short description of its mode of operation. We can explore it. It is clear that the important parts of this mechanism are the driver, which is aptly named, and the gravity-operated valve and the only time that the delivery system has an effect is during the short period of delivery when it creates a virtually steady pressure above the non-return valve. We clearly need to know more about the orders of magnitude of the velocity of the water in the driver and the way that the inertia force in it changes with time. We need to examine the driver pipe in operation. It is just a pipe of uniform diameter that follows the gradient of the stream. We could use what we know about pipe friction to get an idea of the magnitudes of the velocity that are possible for different gradients, lengths and diameters Suppose that the gradient is expressed as a fall per unit length, say s . For typical gradients of natural streams s ranges from 0.01 to 0.04 that is from 1 metre in 100 metres to 4 metres in 100 metres. Whatever the gradient may be, when the flow is steady, the fall in a given length is equal to the loss of head to friction whether it is in a stream or in a pipe. © Ivor Bittle 17 The Darcy expression for steady flow in a pipe gives us loss 4 f l c2 = where l and d are the d 2g length and diameter of the pipe, c is the velocity of the water and f is the friction coefficient. If we rearrange this we can write :- fall 4 f c 2 s. l d 2g From this we can relate c and d for different values of s . I have done this in figure 23-25. In order to draw these graphs I put f 0.008 and re-arranged to give :- s c Figure 23-28 4 0.008 c 2 c2 and 0.00163 d 2g d sd . 0.00163 The graphs show that for the relatively large gradient of 0.1 the order of the maximum velocity of flow is say 1.7 metre/sec but for natural gradients it is about half a metre per second. Generally we can say that these velocities are low and that inertia heads will also be low but not so low that we cannot get a useful lift of water from the stream. These figures tell us that, for ordinary bed slopes, we need to look carefully at the way in which heads and pipe lengths are related to delivery. I am going to explore simple models of the system to find out how the variables are related. Figure 23-27 shows the hydraulic ram in a complete system. The driver is a long pipe with a total fall of hD . This fall will depend on the gradient of the stream and the length of the pipe. The delivery pipe could be any length but the static head between say the water level in the air vessel and the free surface of the top reservoir is hd . Let us start by supposing that the driver can actually generate sufficient head for the nonreturn valve to open and consider the instant when the non-return valve has just opened because the gravity-operated valve has just closed. We then have water flowing through the driver, through the non-return valve and to the junction between the air vessel and the delivery pipe. There some water goes through the delivery pipe and some into the air vessel. Now I want to make two simplifications and suppose that all the flow goes into the air vessel and that the pressure in the air vessel is equal to the pressure corresponding to the static had hD . Then, if we just ignore the small difference in level between the free surface in the air vessel and the datum for hd , we can say that the water in the driver is acted on be a head hd hD to reduce its velocity. Then we can write that, at the instant © Ivor Bittle 18 dc g (hd hD ) l dc . This expression tells us that the . Then dt l g dt retardation of the water flowing in the driver and into the air vessel is constant and this means that the flow will decay uniformly until the weight of the non-return valve causes it to close. This closure means that the water is flowing in the driver at the instant of closure and a small water-hammer wave is propagated towards the intake end of the driver only to be reflected and produce a pressure drop on its arrival in the chamber. This pressure drop will open the gravity-operated valve. So the delivery will take place at a steadily reducing rate until it is stopped by the closure of the non-return valve. of closure, hd hD We need some idea of numbers for the period of delivery. Suppose that the driver is 100 metres long, and hd hD is 10 metres. The deceleration is then 0.98 metres/sec/sec. For values of s less than 0.04 and noting the graphs in figure 23-25 this will mean that delivery takes less than 1 second. This tells us that the ram will operate at frequencies that are about 30 cycles/minute. The gravity-operated valve can be set to open at any desired velocity in the driver. If it is set low the delivery per cycle will be small but the frequency high and vice versa for a higher velocity. We need to get an idea of how the velocity in the driver increases with time so that we can make a better decision of how to set the valve. Let us look at the behaviour of the water in the driver. Once the gravity-operated valve is open the water will start to flow through the driver, into the chamber and out to the stream through the gravity-operated valve. It will accelerate under the head hD but the flow will be resisted by the fluid friction in the driver that will ultimately set a maximum to the velocity of the flow. At some lower velocity the drag on the mushroom of the valve will overcome the weight and the valve will close. We could learn more if we put values to the velocity/time relationship using typical figures. Suppose that the driver has a length l and a diameter d and that it is laid with a slope s . The head causing the increase in flow is clearly l s and this head produces the acceleration and overcomes friction in the pipe. We can write :4 f l c 2 l dc and this can be re-written in the form :ls d 2 g g dt 4 f c2 g t d 2g It is clear that the length can be cancelled in this expression because the head driving the flow and the resistance to motion both increase directly with the length of the driver. We have already seen that the slope determines the maximum velocity for any pipe diameter and it becomes clear that the slope is a dominant quantity for this device. c s So let me find a graph for velocity in the driver against elapsed time for some specified pipe. I will put d = 0.025 m, f = 0.008 and s =0.02 the expression above becomes :- c 0.02 0.0652 c 2 9.81 t and this can be used find data for a graph of c versus t . © Ivor Bittle 19 In figure 23-25 I have plotted the velocity of flow in a driver from zero velocity for a pipe of 25 mm diameter for slopes of 0.02 and 0.04 and for a pipe of 50 mm diameter at a slope of 0.04. The plots show the effect of a change in slope and the effect of a change in diameter. The delivery per cycle will increase with the magnitude of the velocity in the driver when the gravity-operated valve closes. For the three drivers in figure 23-25 it is clear that up to 1.5 seconds the increase in velocity is proportional to the elapsed time. This means that 1.5 seconds may be taken to be the shortest desirable interval between closure of the non-return valve and opening of the gravity-operated Figure 23-29 valve. For longer times the increase in velocity with time starts to fall away. There must be some optimum between about 1.5 seconds and say 2.5 seconds. This optimum can be found by testing. When I started this paragraph on the hydraulic ram I knew little beyond the mode of operation. I have used very simple models to get a much better idea of what I can expect should I try to make one. Any engineer can do the same. This hydraulic ram is essentially a workable device that can be made by anyone and work. Getting it to work for the best is about selecting the best length for the driver and setting the gravity-operated valve. Anyone with an actual site where a hydraulic ram could be installed might usefully consider the possibility of creating a fall in the stream by building a low weir or just placing blocks like stepping stones in the stream to cause an obstruction without preventing water life from moving upstream. Then the slope can be increased for a short driver and, whilst the frequency of operation will be much higher the compact arrangement might be seen to be acceptable even with a reduced flow. The hydraulic ram is a device that has found a niche in places where electricity is not available and for these applications manufactured designs are readily available and those will be probably be in metal. Many have been working unattended for over 100 years. However the device might make a comeback in developed countries but the rise in metal theft might lead to a desire to make everything in plastic with no scrap value. There are no significant water hammer effects and the maximum pressures are only those of delivery so the use of plastic is an option. The plastic must be chosen carefully for its ability to survive continuous fluctuation of stress. Plastic materials have not been around for 100 years yet. © Ivor Bittle 20 Worked examples on reciprocating pumps Q1 A single-acting reciprocating pump has a piston of 150 mm diameter and a stroke of 300 mm. The suction pipe is 10 metres long with a diameter of 75 mm and the suction lift is 3.5 metres. If the pump runs at 30 rpm calculate the pressure head in the cylinder at the start of the suction stroke. If the vapour pressure is 0.024 bar estimate the maximum speed of the pump before separation occurs. Q2 (i) A reciprocating pump has a bore of 150 mm and a stroke of 300 mm. It is to be used to raise water to a height of 20 metres when running at 40 rpm. Ignore losses and calculate the maximum flow and the power required to produce this flow. (ii) The pump is used without air vessels and discharges through a pipe of diameter 100 mm and of length 20 metres. Take the friction factor f for the pipes to be 0.008 and find a value for the maximum loss of head to friction in the delivery pipe. Take the motion of the piston to be simple harmonic motion. (iii) Calculate the inertia head impressed on the water at the start of delivery. (iv) If the suction lift is 3 metres and the suction pipe is also 100 mm in diameter with a length of 5 metres calculate the inertia head at the start of suction. (v) Draw a diagram showing the variation of pressure head in the cylinder during one cycle. Q3 The bore and stroke of a single acting reciprocating pump are 100 mm and 200 mm respectively. The suction pipe is 80 mm in diameter and 4.5 metres long and the pump is 4 metres above the water in the sump. If separation occurs when the absolute pressure falls below 0.25 bar estimate the speed at which separation will occur. Take the piston to have simple harmonic motion. Q4 A single acting reciprocating pump has a piston of 250 mm diameter and a stroke of 450 mm. The delivery pipe is 110 mm in diameter and 50 metres long. The speed of rotation is 60 rpm. Take the pump to have simple harmonic motion and estimate the difference in the power consumption attributable to the friction loss in the delivery pipe between running with or without an air vessel of substantial volume. Take f to be 0.01. © Ivor Bittle 21 Q1 The angular velocity, , of the crank at 30 rpm = 30 2 radians /sec. 60 2 l dp The inertia head at the start of the stroke = 2 r where d p is the diameter of g ds the piston, d s is the diameter of the suction pipe and r is the crank throw. 2 10 150 2 0.15 6.03 metres. 9.81 75 The pressure at the start of the suction stroke = 3.5 6.03 9.53 metres (ie below atmospheric pressure). Then inertia head If the atmospheric pressure is taken to be 1 bar the vapour pressure of 0.024 bar = 0.976 105 0.976 105 0.976 bar gauge. This = 9.95 metres. 9.81 1000 9.81 From this the maximum value of the inertia head at the start of the stroke = 9.95-3.5 = 6.45 metres. 2 10 150 2 r from which 3.25 rads/sec or 31 rpm 9.81 75 Q2 (1) The delivery per second will be equal to the swept volume times the number of 0.152 30 0.3 0.00265m3 / s . strokes per second. So delivery per second 4 60 For this delivery per second the minimum power consumption will be g (delivery / sec) lift 1000 9.81 0.00265 20 520 watts . At this value 6.45 (ii) The maximum speed of the piston is r 2 30 0.15 0.47 m/s . The 60 2 0.15 maximum velocity of the water in the delivery pipe = 0.47 1.06 m/s . The 0.1 4 f l c 2 4 0.008 20 1.06 2 0.36 m maximum loss to friction is the given by dp 2g 0.1 2 9.81 2 l dp 2 r where d p is the (iii) The inertia head at the start of the stroke = g dd diameter of the piston, d d is the diameter of the delivery pipe and r is the crank throw. 20 0.15 Inertia head = 9.81 0.1 2 30 2 0.15 6.75 metres. 60 2 (iv) By proportion to the pipe lengths the inertia head at the start of the suction stroke is 5 6.75 1.7 m . 20 (v) The diagram shows the required cycle to scale. © Ivor Bittle 22 2 l dp 2 r where d p is the Q3 The inertia head at the start of the stroke = g ds diameter of the piston, d s is the diameter of the suction pipe and r is the crank throw. 4.5 100 The inertia head is 9.81 80 rotation in rpm. 2 2 n 2 0.1 0.00078 n where n is the speed of 60 2 p 0.25 105 A pressure of 0.2 bar is equal to 2.5 m of water. Atmospheric g 1000 9.81 pressure is equal to 1 bar = 10metres. The maximum value that the inertia head may have is 10 4 2.5 3.5 m . Therefore 0.00078 n 2 3.5 , from which n 69 rpm . Q4 When an air vessel is fitted the best outcome is for the flow during delivery to be 0.252 0.45 0.022 m3 . There are steady. The delivery per revolution of the pump is 4 60 rpm so in 1 second the delivery is 0.022 m3. V 0.022 m3 / s . 0.022 2.3 m/s Then the steady velocity in the delivery pipe is 0.112 / 4 4 f l c 2 4 0.01 50 2.32 The loss to friction will be 4.9 m . d 2g 0.11 2 9.81 The power loss to friction will be g V loss 1000 9.81 0.022 2.3 496 W © Ivor Bittle 23 When there is no air vessel the flow through the delivery pipe will be intermittent with flow varying sinusoidally for one stroke followed by a stroke during which there is no flow. The graph shows one cycle that takes place in one second. Necessarily the power required to maintain this flow against pipe friction will also vary sinusoidally. Now power is energy transfer per second so in this case, where one cycle takes place in one second, the total energy transferred to the water by friction during one cycle is also the power and takes place during the delivery stroke. We can integrate to find that energy transfer. The basis of any calculation must be the graph of the velocity of the piston versus time. For the graph the maximum velocity of the piston is given by the tangential velocity of the crankpin = r which = 2 r 2 0.225 1.414m / s . Now we need the speed of the water in the delivery pipe c at some instant of time t . 2 250 c r sin t 5.165 2 0.225 sin 2 t 7.3sin 2 t . 110 The instantaneous value of V at time t = d p2 0.112 c 7.3 sin 2 t 0.0694 sin 2 t 4 4 4 f l c2 Energy loss/second at time t = g V = :dp 2g 4 0.01 50 7.3 sin 2 t 3 1000 9.81 0.0694 sin 2 t 33, 600 sin 2 t 0.11 2 9.81 3 This can be integrated energy lost per cycle as 33,600 sin 2 t dt = 7.13kJ . 0.5 3 0 As this energy is lost in one second the mean power is 7.13 kW. The saving is 6.63 kW. © Ivor Bittle 24