100 CHAPTER 4 WASTE HEAT RECOVERY THROUGH HEAT

CHAPTER 4 WASTE HEAT RECOVERY THROUGH HEAT EXCHANGERS
4.1 Sources of Waste Heat
Waste heat can be classified into three categories according to the temperature such as
1. High Temperature range- refers to temperature above 650 0
2. Medium temperature range- 230 0 C – 650 0
C
C
C
3. Low temperature range : below 230 0
High and medium temperature range waste heat is released by furnaces while low temperature range waste heat is released by devices like condenser, solar flat plate collector, etc.
4.2 Potential Applications of Waste Heat
1. Exhaust gas in the high temperature range can be used to preheat the combustion air for
Boilers using air preheater
Furnaces using recuperators
Ovens using recuperators
Gas turbine using recuperators
2. Medium temperature exhaust gases can be used to preheat boiling feed water using economizer.
3. Exhaust gases in the low temperature range and warm cooling water from condenser can be used to heat water or other feed stock (solid) in industrial processes.
4. High and medium temperature exhaust can be used to generate steam from waste heat boiler to produce process steam, heat and electricity.
5. Waste heat can be utilized to run absorption refrigeration systems for air conditioning etc.
4.3 Essential considerations in making optional choice of waste heat recovery device:
1. Temperature of waste heat. (Temperature is a measure of quality of waste heat)
2. Flow rate of the fluid
3. Chemical composition of waste fluid
, µ , ρ , κ ) 4. Properties of waste fluid (C p
5. allowable pressure drop
6. Minimum temperaure to which waste heat can be cooled
7. Corrosive elements in the exhaust fluid
8. Temperature to which the designed fluid is to be heated
100
4.4 Waste Heat Recovery Systems :
Waste heat is reclaimed in industrial plants by making use of heat exchangers.
Industrial heat exchangers have many pendonyms, recuperator, regenerator, waste heat boiler, condenser, heat pipe, heat wheel, heat and moisture exchanger etc. Major waste heat recovery equipment are classified as:
1. Gas-to-gas heat exchanger
2. Gas-to-liquid heat exchanger
3. Waste heat boiler
4. liquid-to-liquid heat exchanger
5. Heat pump system
6. Incinerator
4.5 Some concepts on heat exchangers
4.5.1 Material of construction
Table 4.1 Material of construction and maximum temperature for sensible heat transfer
Sl No Maximum Temperature (
1
2
3
4
5
6
200
300
370
400
540
1000
0 C) Material copper brass
Cupronickel (copper+nickel)
Carbon steel
Stainless steel
Alloysteel, increl
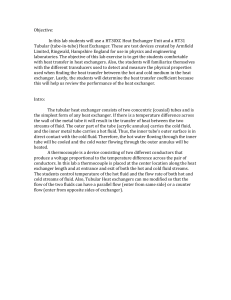
4.5.2 Determination of tube wall temperature
In some cases, gas or liquid carrying waste heat may be at very high temperture
(1000 0 C or above). Heat exchanger tubes can withstand such high temperature although the temperature may be near to the melting point of the tube material.
The wall temperature is given by
Q = h
1
A ( t
1
− t w
) (4.1)
Q = h
2
A ( t w
− t
2
) (4.2)
101
Fig 4.1: Heat transfer across a tube
Q = h
1
A t w
= h
1 t h
1
1
+
+ h
2 h
2 t
2
Overall heat transfer coefficient ( U )
Q
.
= m h c h
( t h 1
− t h 2
)
Q = U
0
.
= m c
A
0
∆ c t c l .
m
( t c 2
For clean surface,
For scaled surface,
Heat Transfer Rate
U
1
0
= h
0
1
U
A
1
0
0
=
+ k h
0 m
( t
1
− t
1 x
A w
A
0 l .
m w
+
+
) k m h
= x
i
A
1 w h
2 l .
m
A
+
Ai
+ h
( t h si w
− t
− t c 1
1
i
1
Ai
A i
2
)
+
)
+ h so
Q loss
1
A o
.
Q = U A ∆ t l .
m
102
(4.3)
(4.4)
(4.5)
(4.6)
(4.7)
(4.8)
(4.9)
4.5.3 Fouling factor
Mechanism of fouling is very complicated. No reliable technique is available to predict the fouling factor. Some recommended values are given in Table 2.
Table 2: Fouling factors
Sl. No. Fluid
Fouling Factor ( m 2
W
.
k
)
1
2
3
4
Sea water
Treated boiler water
Fuel oil
Diesel engine exhaust
4.5. 4 Category of Fouling
0.000088
0.000180
0.009000
0.001800
1. Scaling or precipitating fouling: due to the crystallization from solutions of dissolved substance on to the heat transfer surface.
2. Particulate Fouling: Accumulation of finely divided solids suspended in the process fluids on to the heat transfer surface.
3. Chemical reaction fouling: The deposit formation on to the heat transfer surface by chemical reaction.
4. Corrosion fouling : accumulation of corrosion products on to the heat transfer surface.
5. Biological fouling : attachment of micro-organisms to a heat transfer surface.
6. Solidification fouling : crystallization of a pure liquid or one
4.5.5 Methods of calculation of temperature difference of fluids component from the liquid phase on a subcooled heat transfer surface.
(a) LMTD
(b) ε -NTU method
# For heat transfer, parallel flow exchangers are not efficient
# Counter flow exchangers are good
103
4.5.6 Heat Transfer Augmentation
To promote the heat transfer coefficient h, 3(three) different methods are used:
1. Active method
2. Passive Method
3. Combined active and passive method
Active Method employs supplementary power supply. Passive method includes twisted tapes, ribbons, wire coils, indentation of heat transfer surface, etc to break the thermal boundary layer to promote the heat transfer coefficient. In some cases, both the active and passive methods may be combined to promote the heat transfer coefficient.
4.6 Classification of waste heat recovery exchangers
4.6.1 Recuperator: In most of the heat exchangers, the fluids are separated by a heat transfer surface and ideally they do not mix. Such heat exchangers are called direct transfer heat exchanger or recuperator.
4.6.2 Regenerator: Heat exchangers in which there is an intermittent flow of heat from hot to cold fluid via heat storage and heat rejection through the exchanger surface or matrix are referred to as indirect or storage type heat eaxchanger or regenerator. The regenerative type heat exchangers are either static or dynamic.
4.6.3 Compact Heat Exchanger: A heat exchanger having surface to volume
is known as compact heat exchanger. ratio more than 700 m 2 /m 3
4.6.4 Static Type regenerator
No moving parts
Consists of a porous medium (balls, pebbles, powders, etc) through which hot and cold fluid pass alternatively.
A flow switching device regulates the periodic flow of the two fluids
Compact for use in refrigeration and Stirling Engines.
Non compact in high temperature (900 – 1500 0 C) applications
Low cost and ruggedness are essential for the stationary type
4.6.5 Dynamic Type regenerator
Compact in nature, Very high surface to volume ratio (more than 6500 m 2 / m 3 )
Usually matrix rotates about an axis (i.e., Ljungstrom regenerative air preheater)
Operating temperature is upto 870 0 C
Usually used as gas-to-gas heat exchanger
104
4.6.6 Classification according to the type of fluids
Heat exchangers may be further classified according to the type of fluids, such as gas to gas, gas to liquid and liquid to liquid heat exchanger. Table 3 presents the same.
(a) Gas-to-gas WHR exchanger
Plate-fin Heat Pipe Rotary Convection liquid coupled
Prime surface regenerator recuperator heat exchanger
(b) Gas-to-liquid WHR exchanger
Waste heat boiler Economizer Fluidized bed Heat pipe
Heat exchanger heat exchanger
Fire tube Water tube
( c ) Liquid-to-liquid WHR exchanger
Shell and tube plate
Table 3 Types of heat exchangers
4.7 Gas –to –Gas waste heat recovery
These types of heat exchangers require special arrangement to have high heat transfer rate. Gases are having low heat transfer coefficient. Usually heat transfer coefficients on opposite sides of the heat transfer surface are usually within a factor of 3 to 4 of each other. The absolute values are generally lower than liquid to liquid heat exchangers. Hence heat transfer enhancement is essential in such heat exchangers. Application of fin, surface roughening, inserts are usually employed. But pressure drop is also high. Leakage of either fluid may be tolerated up to 4%. Constructions are lighter and less rugged. Various types of gas to gas heat exchangers are
1. Plate-fin
105
2. primary surface exchanger
3. rotary regenerator
4. run around coil
5. radiation and convective recuperator
6. heat pipe
4.7.1 Temperature limitations
1. The minimum temperature to which the waste gas are cooled is an important consideration in the design of gas-to-gas waste heat recovery devices, i.e., air preheater. It is considered good practice to design so that temperature of combustion gas (waste gas) leaving the heat exchanger does not drop below 300 0 F (148.88
0 C), because if this is not done, corrosion may result as a result of condensation of sulphurous or sulphuric acid. These substances are formed from the sulphur present in most fuels reacting with the water vapor from combustion.
2. Oxidation of carbon steel becomes a serious problem for gas temperature in excess of 1000 F ( 537.78
0 C). Hence ceramic material is to be used.
For example, the air preheater for steel and blast furnace are ordinarily made of ceramic.
4.7.2 Applications of gas to gas recovery units
1. Air preheater for steam power plant
2. Gas fired heater for industrial processes
3. Gas turbines- overall thermal efficiency may be doubled with gas-to-gas regenerative type heat exchanger. Used as intercooler between stages and compressor.
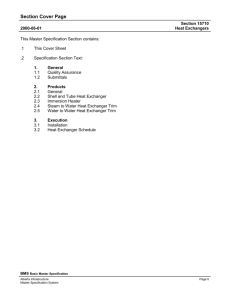
4.8 Spiral Plate Heat Exchanger
It is a form of plate heat exchanger usually made of stainless steel. It is often used in cellulose industries where heat exchanger is subjected to severe fouling and corrosion. The plates of this type of heat exchanger are very long and thickness of passage between the plates must be rather small so that after the sheets forming the upper and lower surfaces are welded together, the unit can be wrapped into spiral. The technical features of this type of heat exchanger are:
1. Flow rates are relatively low
2. Pure counterflow heat exchanger
3. Highly compact (more than 700 m 2 / m 3 )
106
4. can withstand pressure upto 10 bar only
Fig 4.2 Spiral Heat Exchanger
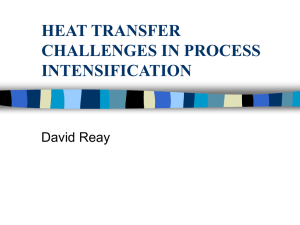
4.9 Heat Wheels /Rotary regenerator/Ljungstrom Air Preheater
4.9.1 Features
1. Annulus is divided into numbers of sectors
2. Matrix is filled up in these sectors
3. Out of these sectors, few are kept empty so that hot fluid/cold fluid can not flow through the empty region.
4. Matrix rotate at low RPM (3-4 RPM) driven by a motor through appropriate reduction gear in mesh.
5. Heat capacity of matrixes are more than that of the gases m c p
| matrix
> m c p
| gas
, hence it is useful for gas-to-gas recovery
6. For gas-to-liquid or liquid-to-liquid recovery, it is not useful as m c matrix m c liquid
107
Fig 4.3 Heat Wheel
4.9.2 Advantages
1. Cheap
2. Compact (~ 6500 m 2 / m
3. Can operate upto 870
4.9.3 Disadvantages
0
3 ), large surface area, hence high heat transfer rate.
C with metal matrix
1. Large pressure drop through the matrix
2. Fouling of surfaces with entrained solid particles causing reduction in flow passage area leading to increase in pressure drop.
3. Leakage of one fluid in the duct to the duct where other fluid is flowing- requires extra space to separate the the flow passages.
4. Energy required to rotate the wheel
4.9.4 Applications
Heat wheels are widely used in thermal power plants to pre-heat air by the exhaust gases.
4.9.5 Heat Transfer in a Heat Wheel
Let, h
H
= Heat transfer coefficient between the hot fluid and matrix
108
h c
= Heat transfer coefficient between the cold fluid and the matrix t w
= Matrix temperature
− t m t w
= Average matrix temperature
∆ = Temperature difference of matrix material
− t gH
= Average temperature of waste gas
− t wH
= Average temperature of matrix material in touch with the hot waste fluid
− t wc
= Average temperature of matrix material in touch with the cold working fluid
( say, air)
Amount of heat transferred from the hot fluid to the matrix
Q p
= h A t
− gH
− t
− wH
.
τ
H
(4.10)
Heat transferred from matrix to the cold fluid
Q ' p
= h A t
− wc
−
− t gc
.
τ c
(4.11)
Assuming that Q p
= Q ' p
Surface temperature ( ) to be eliminated from Eq. (4.10) and Eq. (4.11)
Now, t w t
− wH t
−
∆ = − wc
Temperature difference of matrix t
− wH
−
− t m
− t
− m
−
− t wc
(4.12)
(4.13) where
− t m
= Average temperature of matrix material.
Now, for transient heat transfer without heat generation, t
1 ∂ t
∂
= C
Hence, and, dt dx
=
α τ
1
+
2
=
1 x 2
2
+
2
+
3
(4.14)
(4.15)
(4.16)
109
Applying the boundary conditions
1. At x =
Hence
0
C
2
, dt dx
= 0
= 0
∴ =
1 x 2
2
+ C
3
2. At / 2 , = wc
∴ t wc
= C
1 b 2
8
+ C
3
Now,
− k dt dx x = b
2
= h t
− wc t
−
− gc
= or,
− =
− h t wc t
−
− gc
=
Q p
A τ
Q p
A τ c c or, c
1
=
2 h c kb
− t wc
−
− t gc
∴ dt dx
| w
= −
Q
τ p
A k
=
2 l b
2 kA τ c
Considering a parabolic temperature profile with height of parabola = l
2
∴
− t m
− t
− wc
=
2
.
l
= l
3
∴
− t m
−
− t wc
=
1
3 2 kA τ c
=
1
6
.
kA τ c
Similarly, by symmetry
(4.17)
(4.18)
(4.19)
(4.20)
(4.21)
(4.22)
(4.23)
(4.24)
(4.25)
110
− t wH t
− p
6 kA τ
H
∴
− t wH
−
− t wc
=
.
Q =
Q p
τ
H
+ τ c
=
− t wH
−
− t m
+
− t m
−
− t wc
( τ
H
+ τ c
) +
1 h τ
=
6 kA
Again,
− t gH
− t
− wH
=
Q p
τ
H
− t wc
−
− t gc
=
Q p
τ c
From Eqs (4.28) & (4.28),
− t gH
−
− t gc
+
− t wc
−
− t wH
=
Q p
τ
H
+
Q
P
τ c or,
− t gH
− t
− gc
=
=
Q p
τ
H
+
Q p
τ
H
+
Q p
τ c
Q p
τ c
+
6 kA
+
− t wH
−
− t wc
τ
1
+
1 c
τ
H
=
Q p
1
A h τ
+
1 h τ
+ b
6 k
A t
− gH
−
− t gc
τ
1
+
1 c
τ
H
∴ Q p
= h
1
τ
+ h
1
τ
+ b
6 k τ
1
+
1
H
τ c
Rate of heat transfer in a cycle
1 h τ
A t
− gH
−
− t gc
+ b
6 k τ
τ
1
+
1 c
τ
H
1
+
1
H
τ c
111
(4.26)
(4.27)
(4.28)
(4.29)
(4.30)
(4.31)
(4.32)
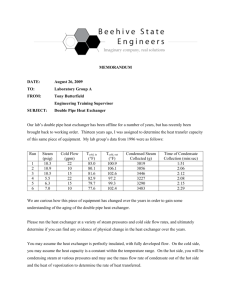
4.10 Storage Type or Regenerative Heat exchanger
In this heat exchanger energy is stored periodically. Medium is heated or cooled alternatively. Heating period and cooling period constitute 1(one) cycle.
4.10.1 Features
Periodic heat transfer-conduction
Heat transfer fluid can be a liquid, phase changing, non phase changing
Solid storage medium is called matrix
Matrix may be stationary or rotating
Fig 4.4 Storage Type/Regenerator Type Heat Exchanger
4.10.2 Classical Applications
1. Gas turbine regenerators: Heating the compressed air by the gas turbine exhaust before the air goes to the combustor.
2. Reversed Stirling engine for liquefaction of air- Philips refrigeration machine.
112
4.11 Rothemuhle Regenerator
This type of heat exchanger is extensively used in steel plants for heat recovery.
In this heat exchanger, the matrix is stationary and the hood rotates. One half of the hood is perforated. Air at ambient condition is passed through the central core of the heat exchanger. On one side of the central pipe also, perforation is provided to facilitate air movement to the matrix. Hot gas containing the waste heat enters from the top, passes through the perforated hood to the matrix thereby exchanges heat through the matrix and goes out at the bottom.
Simultaneously, air passes through the other half of the previously hot matrix and get heated. Two different positions of this heat exchanger has been shown in
Fig.
Fig 4.5 : Rothemuhle Heat Exchanger
4.11.1 Matrix Material etc.
Usually knitted aluminium or stainless steel is used
For moisture removal from air, hygroscopic material like asbestose fibre impregnated with LiCl can be used
4.11.2 Disadvantage
Pressure drop is large
Subjected to fouling
113
4.12 Pebble Bed Heat Exchanger
An interesting type of heat transfer matrix, and one specially
Fig4.6
: Pebble Bed Heat Exchanger
4.13 Plate Heat Exchanger
Extensively used in liquid-to-liquid heat exchange processes. Very popular in process industries where mixing, evaporation, reaction, distillation, separation processes are involved. It is one of the compact counterflow heat exchangers.
Effectiveness ε =
Q
Q act max
is as high as 0.95. Temperature and pressure are the main drawbacks in case of gasketed units. But with advance technology, better gaskets are available and can withstand high temperature and pressure.
114
Fig4.7
: Plate Heat Exchanger
4.14 Shell-and-Tube Heat Exchanger
Shell and tube heat exchangers are most widely used heat exchangers for liquid to liquid waste heat recovery. There are 3(three) types:
1. Fixed bed tube sheet
2. Floating head: When tubes are fixed, during heat transfer, the tubes gets expanded due to heat and as both ends are fixed, the tubes may be bend due to expansion. To prevent this, floating head is maintained.
3. U-tube bundle: used in feed water heater (very popular)
4.15 Metallic Radiative Recuperator
Features:
Height upto 50 m
Diameter 0.25-3 m
Natural draught, no need for a fan or blower
Heat transfer is chiefly by radiation
Examples: Metallic recuperators are used in
Steel plants
115
Glass Melting Furnaces
4.16 Run Around Coil
Fig 4.8
: Metallic Recuperator
A run around coil is a heat recovery system which connects two recuperative heat exchangers by a third fluid exchanging heat with each fluid in turn. A run around coil can be used where two fluids which are required to exchange heat are too far apart to use a direct recuperative heat exchanger. It can also be used where there is a risk of cross contamination between the two primary fluids such as flow of corrosive gases, biological contaminants in hospital, etc.
Fig 4.9
Run Around Coil
116
Intermediate fluid can be suitably chosen to meet the heat transfer duty.
Water can be used as intermediate fluid upto 180 be used upto 300 0
0 C. Oil and dowtherm can
C. For increasing the heat transfer rate, fin can be used.
4.16.1 Disadvantages
1. Pump is the moving part, requiring maintenance
2. Low effectiveness of the system
4.16.2 Heat recovery from a fluid at one stage in a process to the same fluid at different stage
Q = m
.
C h
(
T h 1
− T h 2
)
= m
.
C c
(
T c 1
− T c 2
)
= m
.
C s
(
T s 1
− T s 2
)
(4.33)
Assume m
.
C h
= m
.
C c
= m
.
C s
(4.34)
T h 1
− T h 2
= T c 1
− T c 2
= T s 1
− T s 2
(4.35)
T h 1
− T s 1
= T h 2
− T s 2
, T s 1
− T c 1
= T s 2
− T c 2
(4.36)
The three temperature lines are therefore straight lines and parallel
∆ T lm
= ∆ T i
= ∆ T e
(4.37)
( ) ( )
C
=
T h 1
Q
− T s1
=
T s 1
Q
− T c 1
(4.38)
The temperature line for the secondary fluid must be midway between the temperature lines for the hot and cold fluids.
T s 1
=
T h 1
+
2
T c 1
(4.39)
T s 2
=
T h 2
+ T c 2
2
(4.40) when the inlet temperature of hot and cold fluids are known, then total heat recovery is
Q =
( ) h
T h 1
−
2
T c 1
(4.41)
117
and since,
T c 1
= T c 2
+
Q m
.
C c
Then
Q =
2 +
T h 1
− T c 2
)
( ) h m
.
C c
When the thermal capacities of the hot and cold fluids are not the same.
(
LMTD
) (
LMTD
) h − s
+ (
LMTD
) s − c and therefore
1
=
1
+
1
( ) ( ) ( ) c
At any cross section
T s
T h
−
−
T c
T c
=
( )
( ) h c
= Y = cons tan t , say
Y =
T
T s 1 h 1
− T c 1
− T s 1
=
T s
T h 2
2
− T c 2
− T s 2
T s 1
=
(
(
T c 1
+ Y T h 1
T s 2
= T c 2
+ YT h 2
) (
) (
1 + Y
+ Y
)
)
T s 1
− T s 2
=
(
T c 1
− T c 2
) (
1
+
+
Y T
Y h 1
− T h 2
)
(4.42)
(4.43)
(4.44)
(4.45)
(4.46)
(4.47)
(4.48)
(4.49)
(4.50)
118
1
.
mc s
=
1
.
mc
+ c
1 + Y
Y
.
mc h
(4.51) m
.
s
=
.
mc
.
mc
( ) ( ) c h c c s
.
mc
( ) c h
+
.
mc c
( ) h
(4.52)
Mass flow rate of the secondary fluid is independent of the temperatures of the fluids and on the heat transfer characteristics of the two heat exchangers.
The effectiveness and NTU are given by
ε =
1
1
−
− e −
R
NTU ( )
− NTU
( ) where NTU is
NTU =
( ) ( )
C
.
mc min c
(4.53)
(4.54)
119