world class supplier development
advertisement

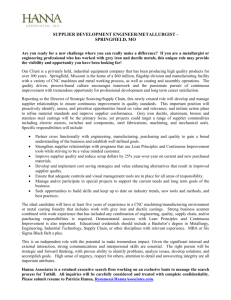
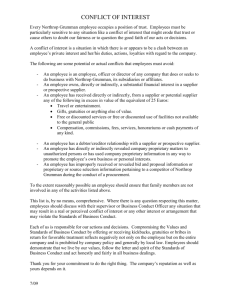
WORLD CLASS SUPPLIER DEVELOPMENT Stephen L. Starling - David N. Burt University of San Diego, San Diego, California, USA STRATEGIC IMPORTANCE OF SUPPLIER DEVELOPMENT As manufacturing firms outsource more materials, subassemblies, and even complete products and services to focus on their own core competencies, they increasingly expect their suppliers to deliver innovative and quality products on time and at a competitive cost. When a supplier is incapable of meeting these needs, a buyer has three alternatives: (1) bring the outsourced item inhouse and produce it internally, (2) re-source with a more capable supplier, or (3) help improve the existing supplier’s capabilities.1 The Development Decision The strategy of choice often depends on price, volume, or the strategic nature of the procured item. For low-value-added, non-strategic commodities the cost of changing to a new supplier is low and may be the best option. At the other extreme, when a poorly performing supplier provides an innovative product or process technology that may provide a sustainable long-term advantage to the buying firm, the supply manager may wish to protect this potential advantage and bring the work in-house or acquire the supplier. Today, however, most companies prefer to continue outsourcing in an effort to maintain flexibility in meeting changing market demands. Thus, even critical A items may be outsourced. This shift towards greater levels of outsourcing reinforces the need for strong supplier development capabilities. Supplier development increasingly is becoming the best choice for companies. Some scholars have concluded that the option of switching to another supplier should be sought only when it is “absolutely” necessary.2 Supplier Development Defined Supplier development can be defined as any activity that a buying firm undertakes to improve a supplier’s performance and capabilities to meet the buying firm’s supply needs. Buying firms use a variety of activities to improve supplier performance including: assessing suppliers’ operations, providing incentives to improve performance, instigating competition among suppliers, and working directly with suppliers, either through training or other activities.3 Supplier development may go beyond the first tier of suppliers to the second or third tier and ultimately to “mother earth” if necessary. Supplier development in world-class firms is proactive. Instead of working with suppliers for quick fixes to problems, supplier development should focus on helping suppliers retain the learning that occurs in the development process. Retained learning is critical for suppliers so that they may continuously improve their own systems. Further, a supplier who has retained its ability to improve then can work with its suppliers to help them improve. The net effect is a more capable, more competitive supply chain. 1 Handfield, Robert B., Daniel R. Krause, Thomas V. Scannell, and Robert M. Monczka. “Avoid the Pitfalls in Supplier Development,” Sloan Management Review, Cambridge, Winter, 2000, pg.2. 2 Cavinato, Joseph L., What to do When a Supplier is in Trouble NAPM InfoEdge, October, 1995, Vol. 1 No. 4 , pg. 9. 3 Ibid., Handfield, Robert B., Daniel R. Krause, Thomas V. Scannell, and Robert M. Monczka, pg.2. Supplier development requires that both firms commit financial, capital, and personnel resources to the work; share timely and sensitive information; and create an effective means of measuring performance and progress. Executives and employees at the buying firm must be convinced that investing company resources in a supplier is worthwhile. Executives at the supplier’s firm must be convinced that their best interest lies in accepting direction and assistance from their customer. The convincing may not be congenial at first, but eventually it should evolve into collaboration based on mutual goals. In a study of eight suppliers for the five largest American automobile manufacturers, Hartley and Choi identified customers (the automobile manufacturers) can use supplier development programs as catalysts of process change within their suppliers.4 Their study identified that not only does a customer provide a fresh perspective that may challenge the underlying assumptions in the supplier’s organization, but also that the customer legitimizes the need for change is generally able to overcome the supplier’s organizational inertia. As a colleague at Honda of America Manufacturing reported a few years ago, “If a supplier has a problem that adversely affects us, we’ll help it to death!” What our colleague implied was that Honda would help the supplier until it achieved and maintained world-class status. The Supplier Performance Gap Paraphrasing Dave Nelson and his co-authors, “There exists a “performance gap” between what suppliers are capable of achieving and what they currently demonstrate through their cost controls, quality performance, and customer responsiveness.”5 We believe that supply management is responsible for closing this supplier performance gap. Why has supply management not closed this gap at most suppliers? In the last two decades, many original equipment manufacturers (OEMs) such as Sony, Toyota, Solectron and IBM have closed their internal operations gap between what they thought they were capable of achieving and their current performance. Managers of internal operations were successful at convincing upper management of the benefits of investing in a variety of management approaches such as Total Quality Management, Six Sigma, and Just-in-time. In contrast, supply management was not very successful at convincing upper management of the benefits resulting from closing gaps between existing practices and world-class ones within its supply base. Support for developing a world-class supplier base remained a secondary priority or, at many companies, was not even a consideration. According to Nelson, Moody and Stenger, “Drivers for improvement have rippled out laterally to what may at the time have been considered the second targets for improvement – “collateral” groups like purchasing, logistics, and order administration. We think this priority for change is flawed.”6 Results of Supplier Development When suppliers become proficient at new technologies, improve their quality or delivery performance, or improve their own supply management systems, they create cost savings that benefit both themselves and the end customer. The improvements also create an example for other members in the supply chain that can stimulate improvement. The best examples of savings from supplier development in the early part of this century are coming out of Dave Nelson’s supply management operations at Deere and Company. Dave Nelson is a visionary in supply management; in much the way Deming was in quality 4 Hartley, J.L., & Choi, T.Y. (1996). Supplier Development: Customers As A Catalyst Of Process Change. Business Horizon, 39 (4), 37-44. Nelson, Dave, Patricia E. Moody, and Jonathan Stegner. The Purchasing Machine. New York: The Free Press, 2001. 6 Ibid., Nelson, Dave, Patricia E. Moody, and Jonathan Stegner, pg. 24. 5 1 2 management. Dave Nelson’s efforts and results in developing a world class supply management organization at Honda of America in the 1990s and, more recently, at Deere and Company are in a league of their own. Dave and his Deere supplier development team expect 500 to 1,000 percent return on the dollars they invest in supplier development. When this occurs, Deere knows that each supply manager involved in supplier development earns five to ten times his or her compensation. Dave has employed these numbers to obtain CEO support and expand Deere’s supplier support systems.7 As both Deere and Honda have demonstrated, rapid improvements in supply base performance do not come without an up-front investment. In the late 1990s, John Deere added 175 new strategic supply management professionals; 100 for supplier development, 50 for cost management and 25 for Best Practices. Similarly, at Honda, purchasing employs over 400 professionals, many of whom are dedicated to supplier development initiatives.8 WORLD CLASS SUPPLIER DEVELOPMENT Before progressing further, we will outline the common best practices and characteristics of world class supplier development programs. Figure 1, given on the next page, presents the progression to world class supplier development in a step chart format. We urge the reader to look at Figure 1 and rate their firm (or a firm that the reader is familiar with) using the scale from 1 to 10. Best Practices in Supplier Development • Create dedicated supply development teams (with no responsibilities or jobs other than supplier development) • Teach a supplier how to develop itself after initial guidance from the supplier development team • Focus on underlying causes of long cycle times • Focus on wasteful activities in all supplier efforts • Involve suppliers in new product and process development at the buying firm • Provide training programs and training time to suppliers • Provide education programs offline that go beyond training • Provide improvement focused seminars for suppliers • Provide tooling and technical assistance to suppliers • Provide supplier support centers • Loan executives, such as process engineers and quality managers • Drive fear out that a supplier’s workforce may have towards supplier development programs • Set “stretch goals” to encourage radical change as well as continuous improvement • Improve accounting systems to enable measurement of improvements • Share the savings from the development improvements • Encourage suppliers to contribute to improving processes at the buyer’s facilities • Provide a feedback loop for suppliers to help encourage supplier development efforts • Improve the supplier’s supply management system 7 8 Ibid., Nelson, Dave, Patricia E. Moody, and Jonathan Stegner, pg. 274. Ibid., Nelson, Dave, Patricia E. Moody, and Jonathan Stegner, pg. 41-42. 3 World Class Proactive Mechanical Clerical • Supplier development as an entity does not exist • Supplier development is actually focused on dealing with supplier problems • Fear drives supplier performance • No upper management commitment is provided from management • Only true development occurs with minority and women owned business enterprises • No dedicated or temporary teams exist for supplier development • No training programs/courses in place • Focus of supplier development is on the reducing the price from suppliers • Relationships with suppliers are transactional and lack trust • Suppliers hide problems to improve external assessment • Supplier performance gaps are not measured • “Time and motion” studies are required to gather accurate information about a supplier’s process • Data is not shared 1 • ” Kaizen events” are utilized to create short-term gains in supplier performance • Supplier development teams primarily address supplier failures • Supplier development is an entity within a department • Department head provides management support • Rationale for supplier development is to eliminate poorly performing suppliers • Supplier development creates short term gains in supplier performance • Supplier development teams’ core member compositions fluctuate • Supplier development teams consist only of buying firm members • Supplier development teams are area centric – such as all engineers • Training is provided internally only • Bottom line impact expected through price reductions for buying firm • Failure and appraisal costs of quality are the focus, prevention costs are not measured or understood in impact • Supplier performance gaps are measured to decide which suppliers to punish for poor performance • Performance “scorecards” minus accurate costs are utilized • Selected performance data is shared, but not cost data • Focus on customer in terms of value analysis/engineering • Evaluation process aids in selecting suppliers for development • Teams are narrowly focused on process mapping, cycle time and quality • Power is given to team to recruit internal experts as needed • Development is limited to first tier suppliers • Project management techniques and tools utilized • Management above the department head is tangibly supportive • Supplier relationship charters are utilized and maintained • Project champions are identified and engaged in process • Cost goal is to discover and develop suppliers to improve bottom line • Teams have core members from buying firm are on team for long-term • Teams consist of key buying and supplying firm members • Teams include relevant crossfunctional members • Training is focused on internal members with a few suppliers included • Bottom line impact for the both firms sought in the supply chain • Prevention investments are measured against failure costs • Focus is on improving existing processes (continuous improvement) • Measurement: Gaps still measured, but process focus using activity measurement is utilized (ABC) • Savings are shared with suppliers in a fair and reasonable way • Alliance and /or collaborative relationships are understood as a requirement • Development is bi-directional, supplier develops buyer where applicable • Supplier development projects encompass far more than process improvement, to include all areas of value added collaboration • Focus shifts from first tier to include second+ tier suppliers • Measurement excellence enables organizational sharing of executives, capital and equipment • Supplier support centers exist • Tangible commitment provided by the CEOs of participating firms • Focus shifts to improving the “chain versus chain” competitiveness • Buying firm involves supplier in design of processes and products • Some teams consist of more than two supply chain members • Training and education programs include chain members • Learning extends beyond training with courses focused on long-term returns and retained learning • Bottom line impact for supply chain becomes the focus, not just two members of the chain • Stretch goals encourage radical change (discontinuous improvement) • Single portal online enabling near real time dispersion of development data • Cost data is accurate whether from ABC point analyses or other methods • “Open books” exist between development collaborators enabling specific savings sharing, enhanced value, and fostering trust for long-term relations and future development projects 2 3 4 5 6 7 8 9 FIGURE 1: The Progression to World Class Supplier Development 10 Developing the Supplier’s Supply Management System Experience demonstrates that supply management at most suppliers for improving the supplier’s supply development capabilities provides an excellent opportunity to the buying firm. Improving the supplying firm’s supply management system will reduce the supplier’s cost and improve its quality, responsiveness, time to market, continuity and the inflow of technology from the supplier’s suppliers. In our minds, no other area offers more opportunity for impact on both firm’s bottom lines! Collaboration is the Key World-class supplier development requires a commitment to collaboration between customer and supplier. The commitment must be approached with mutual benefit in mind. Effective supplier development is more than getting cost reductions for a particular part; it means helping suppliers remove wasteful costs from their processes. The strategic intent is to create win-win opportunities wherein both the buyer and supplier gain. For collaboration in supplier development to be successful, the collaboration must have commitment, communication, measurement, and trust. • Collaboration Requires Commitment. A supplier development initiative may require supply managers to spend weeks or months in the supplier’s facility, working with the supplying firm’s management and operating personnel. Commitment may require the buying firm to provide financial assistance for needed equipment and/or training. Commitment requires that the savings from supplier development projects be shared in an equitable way. Effective supplier development looks at all of a supplier’s processes with the objective of eliminating waste and gaining improvements in quality, delivery, cycle time, and costs. Such 4 action requires: supplier involvement at the earliest stages of new product development; shared information, resources, and savings; and dedicated resources required to identify and close performance gaps. In other words, it requires the buying firm’s personnel to treat suppliers as if they were a department within the buying company.9 • Collaboration Requires Communication According to Forker, Ruch, and Hershauer, “It is one thing to have a well-designed supplier development program; it is another thing to assure that the program is well communicated and understood by the suppliers.” 10 Proactive collaboration in establishing the priorities, motives, and methods underlying the administration of the supplier development program requires the highest levels of communication. • Collaboration Requires Measurement World-class firms want all members of their supply chain to be strong and profitable. However, they must be sure that suppliers are charging the right fees for their purchasing, processing, and conversion work. This requires both parties to open their financial records to one another. To many supply professionals the sharing of financial records and cost data may seem like an insurmountable obstacle. If collaboration efforts are to succeed, sharing accurate costs is a policy and cultural change that must occur. • Collaboration Requires Trust When undertaking supplier development projects, a tremendous amount of information must pass through both companies to enable the necessary improvement efforts. In many cases, this information has never been revealed outside of the company. Trust between the two organizations and the involved personnel must be present before the necessary information sharing can or will take place. All too often, supply departments do not have accurate cost information to share. Cost management systems must allow appropriate personnel the ability to understand actual costs incurred at the supplier’s facility. For example, most accounting systems apply overhead in an inaccurate or distorted manner. This can be a problem in measuring the savings from supplier development initiatives. Despite problems in cost measurement accuracy, a simple quote form can provide the starting point for sharing cost information. A quote usually requires suppliers to provide detail describing every step and its associated cost in the processing of a part or material and/or provision of a service.11 The quote provides the starting point for a thorough discussion of costs and measurement. A solution to the trust problem, according to Handfield et al., is to delegate an ombudsman to overcome a suppliers’ reluctance to share information. Honda has supplier ombudsmen who deal with the “soft side of the business” – the human resource issues that are not associated with cost, quality, or delivery. Honda has discovered that often suppliers are more open with these ombudsmen who are not involved in the contract negotiations. 12 Twelve Generic Steps No two companies approach supplier development exactly the same way. However, according to Nelson, Moody and Stegner, most effective projects adhere to the following twelve steps.13 1. Identify and review performance gaps 2. Discuss specifics about how the project will be approached and implemented 9 3. Work to achieve mutual agreement on project focus 4. Identify processes that result in waste 5. Compare performance gaps with the desired state 6. Establish project metrics and metrics baselines 7. Gather and analyze data 8. Develop improvement strategies 9. Develop an implementation plan 10. Calculate the return on investment 11. Create and review a proposal with the supplier’s management 12. Execute the improvement plan Handfield et al. recommend that the initial supplier development project be one that is fairly simple and likely to succeed so that the “biggest quick fix” and the “greatest good” can occur.14 Supplier Development at John Deere The supplier development efforts led by Dave Nelson at John Deere provide the benchmark in this aspect of supply management. Unlike many companies, John Deere has a very open policy with respect to sharing information. This openness is consistent with Deere’s supplier development approach of sharing information. Deere believes that the sharing of information between all members of the supply chain is essential in order to spread best practices. Supplier Development History John Deere was incorporated under the name Deere & Company in 1868 in Moline, Illinois. As of April of 2001, Deere was the world’s leading producer of agricultural equipment and a leader in the production of equipment for construction, forestry, lawn and turf care. The company had manufacturing facilities in Europe, Asia, and in North and South America.15 Sales and revenue for 2000 totaled $11.4 billion dollars.16 Deere had an annual “spend” in 2000 of about $7 billion, which was approximately 62% of total sales and revenue. According to Nelson, “We are aggressively pursuing our objective to run lean.” In the movement towards lean production and supply management, “Deere is committed to delivering the world’s finest solutions and genuine value in equipment, service and support – on time, every time.”17 Supply Management Philosophy Bill Butterfield, Deere’s supplier development process owner, believes that in the world of supplier development, “Things don’t change unless you want them to. Part of the work of Deere’s new supplier development focus is to pick the right projects that will produce the best and quickest results.”18 According to Butterfield, Deere believes that its customers deserve to buy the best products made from the best component suppliers in the world. If Deere’s current suppliers are not the world’s best, Deere believes that it must help them become the best. “We must view our supply chain as our customers do. Whose parts are these? They are Deere Parts! John Deere is anywhere Deere parts are being made!” 14 Ibid., Nelson, Dave, Patricia E. Moody, and Jonathan Stegner, pg. 136-137. Forker, Laura B., William A. Ruch, and James C. Hershauer. “ Examining Supplier Improvement Efforts from Both Sides,” The Journal of Supply Chain Management, Summer 1999, pp. 45. 11 Ibid., Nelson, Dave, Patricia E. Moody, and Jonathan Stegner, pg. 122-123. 12 Ibid., Handfield, Robert B., Daniel R. Krause, Thomas V. Scannell, and Robert M. Monczka, pg. 8. 13 Ibid., Nelson, Dave, Patricia E. Moody, and Jonathan Stegner, pg. 138. Ibid., Handfield, Robert B., Daniel R. Krause, Thomas V. Scannell, and Robert M. Monczka. John Deere corporate website, http://www.johndeere.com, April, 2001. John Deere Factbook, 2000. 17 Ibid., John Deere corporate website. 18 Many of the quotes attributed to Mr. Butterfield are based on his presentation at The University of San Diego’s Supply Chain Management Forum, November 14-16, 2001. 10 15 16 5 6 Mr. Butterfield continues, “The biggest success factor is whether the supplier wants to change or not. We have to convince them that change is required. Even suppliers of the year can find opportunities to improve.” Six Sigma Deere knows that 70% of its improvement opportunities exist in its supply chains in areas such as cost, quality, responsiveness, and value. To take advantage of such opportunities, managers at Deere help a supplier achieve Six Sigma performance. To reach Six Sigma goals, Deere assigns some 80 qualified personnel, called supplier development engineers and specialists, from its own facilities to assist suppliers. A key focus in Six Sigma is the assessment of supplier processes and the identification of performance gaps. Selecting the Right Projects Deere engineers use a spreadsheet called Decision Focus as a policy deployment tool that helps establish project priorities. The spreadsheet biases the selection process toward suppliers that represent 80 percent or more of Deere’s total materials spend. Deere wants to make it clear that any improvements need to have a significant bottom line impact. “Choke point” suppliers (ones whose products are strategic regardless of dollar volume) are also candidates. The projects must also focus on creating proactive systematic solutions to problems and issues.19 Start with Mapping Process mapping is essentially sketching out the processes. The most common approach in manufacturing is to sketch out where materials flow through the enterprise and how they are moved and modified. Process mapping always results in a wealth of process detail, as well as providing insight into throughput. Terry Maruo, father of Honda’s kaizen methodology, told his acolytes, “Go to the floor. The answers won’t be found in the boardroom. Go to the spot.”20 Supplier Motivation Deere provides a “simple value proposition” of splitting the savings from improvement projects 50/50.21 If savings are realized, they go towards increasing supplier profit and reducing John Deere’s prices. If no savings are realized, no price reduction is expected as a result of the project. If implementation of the supplier development proposal requires capital investment, Deere will defer its portion of the savings until the investment is amortized through use in the production of Deere products. Through these policies, Deere reduces financial barriers and risks for suppliers. When Deere helps with the capital expenditures, suppliers may only be responsible for covering the time and effort of their own personnel during the project. These “no risk” incentives greatly improve supplier motivation to participate. Focus on Lead Time According to Bill Butterfield, lead-time is a key topic addressed in Deere’s supplier development projects. Suppose Deere must carry 60 days of safety stock inventory due to slow response times from a supplier. The development project team focuses on improving the supplier’s processes and reducing its response time. In turn, Deere can reduce its safety inventory to 10 days. This change gives 50 days of inventory disinvestments that Deere can apply to savings. The following success story identifies the benefits to Deere of a development project with a supplier of a hydraulic integrated circuit: reduced the supplier’s manufacturing lead-time from 155 days to 10 days, improved on time delivery from 68% to 98%, reduced quality defects from 14,400 to 300 parts per million, and reduced work-in-process from $9.5 million to $6 million. Deere wants to build to demand; however, the seasonal nature of the demand for products is a major challenge. Many suppliers have 40-80 days of lead-time, greatly lengthening Deere’s 19 response time. If supplier lead-times can be reduced to less than 10 days, then Deere can reduce its investments in materials and related inventory holding costs. The improvements enable Deere to better meet customer demands while simultaneously reducing inventories. The result? Deere’s costs go down while sales go up! Development Team Training Before sending a team into a supplier’s facility, Deere requires all team members to complete a rigorous Six Sigma training program. Team members must become certified as either a Process Pro or a Process Pro Master. The Process Pro level under Deere’s Six Sigma program requires three weeks of training and six months assisting on related projects. The highest level Six Sigma designation is Process Pro Master. This designation requires ASQ Six Sigma Blackbelt certification and a minimum of one year of experience working on relevant projects. Some suppliers participate in the supplier development training with John Deere’s supplier development teams, but most of the training for suppliers occurs during the actual supplier development projects. A goal of the training is to develop the supplier’s management so that they can train their own workforce in future improvement initiatives. SUPPLIER DEVELOPMENT PROCESS A generalized process for managing supplier development projects is presented in Figure 2. The process has six phases: initiate project, map and measure, process development, achieve results, control and team recognition.22 Initiate Project Map & Measure Develop Process Achieve Results Control Process Recognize Team FIGURE 2: Generalized Process for Supplier Development Projects Before starting the process, the following individuals should be committed to the development process: project champions, development team members, process owners and upper 22 Adapted from a presentation by Bill Butterfield of Deere and Company given at the Supply Chain Management Forum at The University of San Diego. According to Mr. Butterfield, the supplier development process at John Deere is modeled after similar approaches at Allied Signal and General Electric (GE). November, 2001. Ibid., Nelson, Dave, Patricia E. Moody, and Jonathan Stegner, pg. 51-52. Ibid., Nelson, Dave, Patricia E. Moody, and Jonathan Stegner, pg. 122. 21 According to Bill Butterfield, the 50/50 split is not true of all projects, but of most. 20 7 8 management. A project champion should be designated from both the supplying and buying firms. A project champion is the key liaison to upper management. He or she must have sufficient power to provide resources and compliance by non-team personnel as needed for the project to succeed. The development team members come from both the supplying and buying firms. The primary goal of including the supplier’s personnel on the development team is to create self-sufficiency in the supplier’s ability to develop its own processes in the future. The process owners are the individuals that actually interact and operate the processes that are under investigation for improvement. Finally, upper management from both the firms must be committed to the project or failure is inevitable. Initiating the Project In the first phase, the main activities are to: develop and confirm a preliminary supplier development charter, define the supplier’s processes, assess the customer’s needs and assess the business environment. The supplier development charter is described later in the section on supplier development enablers. The supplier development charter is a firm definition of project scope and expectations for both the buying firm and the supplier. It essentially serves as an agreement on the expected deliverables. The terminology of deliverable is used to define the outcomes of each phase of the project. After developing the charter, the next step is to define the supplier’s processes. The supplier development team narrows the project focus and further refines its understanding of related processes. In doing this, the team assesses customer needs, expectations and requirements for the areas of project focus and translates them into project metrics. Then the team assesses the business environment surrounding the processes, and analyzes how it affects the areas of project focus. Mapping and Measuring In this phase, the team maps the supplier’s process and determines the measurement required. Deliverables from this phase include: process maps, a final project charter and baseline of “before” process improvement status. • Map / Analyze Supplier Processes The team maps the current and ideal processes for areas of project focus. The process maps are usually time-based visual representations of bottlenecks and capacity constraints within a process. This provides the team with information used to target project activity. • Identify Process Metrics Metrics that will be used to gauge progress towards project goals are agreed upon. • Collect Baseline Data Data defining the current process status is gathered. This data helps establish baseline metrics and further verifies process map results. • Analyze Baseline Data Gaps in the current process are identified through study of the collected data. Opportunities for improvement of manufacturing cycle time, quality, delivery, etc. are prioritized. • Document the Baseline Baseline metrics are documented to establish the before project status. usually developed using project management software. The project implementation plan should include: activities required to complete the project, expected completion time of the activities, project milestones, resources assigned to activities, and the expected completion time of the project. The plan is used to track and manage project progress, define the project’s critical path(s) and detail the project’s activity interdependencies. The following critical activities occur in this phase: • Create Solutions The team brainstorms potential solutions and conducts benchmarking analyses where applicable. The output from this activity usually results in more focused process maps. • Select Solutions The solution(s) that provide the greatest potential for reducing manufacturing cycle times, improving quality and delivery, or reducing costs drives selection of solution(s). For example, a typical solution in manufacturing environments is to select reducing set-up times. Set-up times often result in large batch sizes and excess work-in-process. • Develop New Process Detail the new process further through study and brainstorming. The outcome of this activity is a new process. • Plan Implementation The team works with relevant personnel to develop and propose a detailed implementation plan. Achieving Results In this phase, the project team executes the implementation plan, conducting any necessary simulations, pilots, and releases. The deliverables from this phase are a new, lean process that has been implemented, documented and is actually demonstrating results. Relevant personnel, such as engineers or information technology specialists from the buying firm are made available to assist the implementation team keep the project on schedule. Direction and resources are provided as required by the project champions. Project progress is communicated to upper management, champions and process owners at designated milestones as defined by the supplier development team. The process is documented for clarity and consistency. This documentation may include procedures, maps, flowcharts and operational method sheets, as well as training plans, schedules and periodic audit points. A process plan that diagrams the footprint of the process areas affected is developed showing workstations, control points, and material movements. Controlling the Process In this phase, plans and documentation are created to ensure consistent implementation of the process with minimized variation. Ongoing metrics are defined to allow review of the process. A closed-loop corrective action procedure system is installed to review the process, address gaps in performance, and continuously improve performance. The deliverables from this phase are a process control plan and a corrective action plan. The control plan is used to ensure that activities in the process are executed correctly at all times, and that critical elements of the process are always addressed. The corrective action plan addresses what occurs in the event of a non-conformance in the process so that the nonconformance is eliminated and recurrence is prevented, with verification that proposed corrections are effective. Developing the Process Deliverables from this phase include a project implementation plan that addresses performance gaps in current processes and drives results. The project implementation plan is 9 10 Recognizing the Team The final phase provides team recognition. Activities are organized by the project team, project champions, and process owners to promote the success of the project. In this phase, the team shares the lessons learned and best practices with the supplier’s organization. At Deere and Co., project results are published on the Deere Supplier Development Homepage to share with the rest of Deere’s supply chain. If applicable, case studies are published describing the project’s highlights and lessons learned. Employees and suppliers can then use the case studies to foster future learning. The cases provide yet another way to disseminate information and maintain the project’s gains. Learning experiences from completed projects are shared within the suppliers’ organization and the Deere’s Supplier Management groups. Process owners use best practices to refine key processes, such as charters, process mapping, setup reduction, cost, strategy, training, and information systems. Formal events are organized to recognize implementation team accomplishments and share the team’s lessons learned. SUPPLIER DEVELOPMENT PROJECT CHARTER The supplier development project charter is a dynamic document that is continually updated during the planning, execution, and completion of a supplier development project. It generally consists of the following sections: business case, situation and goals, mission or vision, project scope, and signatures. • Business Case The business case is a financial assessment of the project. In the assessment, the supplier development team documents the estimated savings from the development project along with assumptions used to create the estimate. The initial draft of the estimate will never be completely accurate, which is why the estimate must be updated as better information becomes available. • Situation and Goals In this section, a qualitative and quantitative description of the current situation and the goals for improvement are documented. Baseline date should be accumulated on the quantifiable metrics that will be used to gauge progress towards project goals. A description should be included describing how the supplier can track the improvements after implementation. • Mission / Vision The project’s mission needs to be defined to be able to communicate quickly to others what the development team is trying to achieve. The mission statement should be short, concise and to the point. The mission provides a point of reference against which team members assess activities. “Does a particular activity help to achieve the project mission?” If it does not, then there is a good chance the activity is wasteful effort or the group has strayed from its original goals. • Project Scope In this section, the development team clearly defines the project’s scope. Clarifying the project scope helps to assure that the team has narrowed the project focus by refining its understanding of the activities required to complete the project. • Schedule and Deliverables A common approach in this section is to provide a printout of a PERT (Program Evaluation and Review Technique) or Gantt chart showing the relationships and deadlines of the activities required to complete the project. Completing this section of the charter reduces future misunderstandings and miscommunications. • Assignments and Roles This section simply documents who is responsible for what activities. The schedule created in the previous section provides a logical format for assigning team members responsibilities for specific activities. 11 • Signatures Signatures are required from the upper management of all participating companies as well as key participants when establishing the charter as an official document. BARRIERS TO SUPPLIER DEVELOPMENT Handfield et al. observe, “One of the biggest challenges in supplier development is cultivating mutual trust. Suppliers may be reluctant to share information on costs and processes; the need to release sensitive and confidential information may compound this hesitation. Ambiguous or intimidating legal issues and ineffective lines of communication also may inhibit the trust building necessary for a successful supplier-development effort.”23 There are many barriers to effective supplier development: 24 25 • Poor communication and feedback • Complacency • Misguided improvement objectives • Credibility of customers • Misconceptions regarding purchasing power • Lack of clarity and commitment • Lack of a unified approach • Misaligned sourcing and performance metrics • Concealment of problems • Initiative fatigue • Resource limitations • “Blame the supplier” culture • Lack of trust • Confidentiality issues • Legal issues • Imbalance of power in the relationship The leader for the supplier development team must clearly delineate potential rewards for the supplier’s organization during preliminary meetings with the supplier’s top management. Otherwise, the supplier’s personnel may not become fully committed to the effort and remain unconvinced that the development effort will benefit their organization. They may even agree to initial proposals but fail to implement them due to insufficient dedication. 26 23 Ibid., Handfield, Robert B., Daniel R. Krause, Thomas V. Scannell, and Robert M. Monczka, pg. 8. Lascelles, D. M. and Dale, B.G., The Buyer Supplier Relationship in Total Quality Management, Journal of Purchasing and Materials Management, 1989, pgs. 10-21. 25 Southey, Philip J. and David Williams. “Supplier Development: Linking Performance to Capabilities at Jaguar Cars,” Conference 2000, Richard Ivey School of Business, University of Western Ontario, London, May 24 – 27, 2000, pp 715-718. 26 Ibid., Handfield, Robert B., Daniel R. Krause, Thomas V. Scannell, and Robert M. Monczka, pg.6. 24 12