Production Rates and Coupling Stocks - Protectedpdf
advertisement

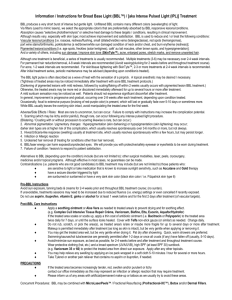
PN-260-E February 2001 Production Rates and Coupling Stocks Abstract for promotional use only. Full version available at www.iesep.com 1. Production Rates and Coupling Stocks This note contains an analysis of the production rates, coupling stocks and production capacities of a production system. In order to illustrate the situation, we use as reference a simplified version of the case National Cranberry Cooperative. NCC.- NCC is a Cooperative specialising in the harvesting and processing of cranberries for subsequent sale. Cranberries can be harvested by two methods: wet or dry. Using the dry harvesting method, the bushes are shaken and the fruit falls to the ground, from where it is collected manually. Using the wet harvesting method, the land is flooded with water, so that when the cranberries fall, they remain floating on the water. The water (with the cranberries) is then pumped to a truck, where it is separated from the cranberries by a filtration process. The unit of measure for cranberries is the barrel (bbl). The cranberries are loaded onto trucks belonging to the Cooperative and taken to the processing plant. In the processing plant, the trucks unload into temporary holding bins. In the bins, the wet cranberries are stored in a dedicated area with a storage capacity of 3,200 bbls. The dry berries are stored in another area with a storage capacity of 4,250 bbl’s. Trucks arrive from 7 o’clock in the morning to 7 o’clock in the evening, with an average arrival rate of 20 trucks per hour, each truck transporting a load of 75 bbl’s. The ratio of wet cranberries to total cranberries is 58% and dry cranberries account for the remaining 42%. The fruit is used in several types of final product. Cranberries can be sold bulk in tanks for freezing and subsequent consumption as fruit; they can be sold bulk to liqueur manufacturers; or they can be packaged fresh, which enables them to be consumed with their aromatic properties intact up to two months after harvesting. The cranberries harvested using the dry method are always sent to liqueur manufacturers. The wet cranberries, once dried, are shipped for consumption as fruit, either immediately (packaged) or later (frozen). The percentage of frozen and packaged cranberries is the same, 50% of the wet cranberries. This technical note was prepared by Professor Josep Riverola. February 1990. Copyright © 1990 IESE. To order copies contact IESE Publishing via www.iesep.com. Alternatively, write to iesep@iesep.com, send a fax to +34 932 534 343 or call +34 932 534 200. No part of this publication may be reproduced, stored in a retrieval system, used in a spreadsheet, or transmitted in any form or by any means – electronic, mechanical, photocopying, recording, or otherwise – without the permission of IESE. Last edited: 7/9/13 1 PN-260-E Production Rates and Coupling Stocks The production operations are shown in the flowchart in Figure 1. Operations are grouped according to the machine, or processor, that performs them (the processors are represented as shaded rectangles in the diagram). The number of processors is indicated at the bottom of each shaded rectangle. For example, the indication 3 x means that there are three processors that can perform any of the operations stated in the inserts. Abstract for promotional use only. Full version available at www.iesep.com Thus, the dryer can dry cranberries to be sent to packaging or freezing. The maximum operating speed in the relevant processor is indicated in the operation insert in bbl’s per hour. The processor, once started, operates at a speed somewhat lower than the indicated speed, until it is stopped. In most cases, the processor’s operating speed is the same for all the different types of cranberry (operations) that may be processed. The exception is the drying operation, which is performed at different speeds, depending on whether the cranberries are for packaging (150 bbl’s per hour and dryer) or for freezing (200 bbl’s per hour and dryer). The plant starts operating at 9.00 a.m. Figure 1 is a condensed and, to a certain extent, misleading representation of the true nature of the situation. In practice, and in the case of NCC as well, the company handles a collection of both finished (or final products) and intermediate products (or components). Finished products are those that are sold to outside clients. Intermediate products are those that are used as materials in the manufacture of other products. The company also handles a collection of processors able to carry out a certain type of more or less specialized operations. For example, in NCC there are the drying processors (dryers), the dechaffing processors, the separators, etc. The dryer, for example, can dry (operation) both berries to be bagged and those that will be packaged. In fact, the dryer is only able to remove moisture from a fruit. The amount of moisture, and therefore the application of the dryer, depends on the characteristics of the drying operation applicable to each type of product. The primary data in all this process are basically of a technical nature and concern the operations that comprise a product’s production process. These data are the result of the decisions taken during the SBA Process Engineering activity. In this activity, the technicians decide on the appropriate production process for obtaining the desired item. For this, they specify the so-called operations diagram, in which the individual operations the product must undergo are specified. The choice of individual operations is based on a compromise between ease of use, cost of the operations available and suitability of the operations for the purpose of the production. This is so because the company has a series of processors and their possible operations as part of its assets. Of course, other operations in other processors, purchased or subcontracted, are also possible, but the cost and ease of use may be very different. All these conditioning factors must be taken into account by the technician designing the production process. Once the process design has been completed, another department, often the Methods Department, evaluates the times required to perform each of the operations in the chart, considering each operation in isolation from the rest. This evaluation must be based on the existing processor’s technical features and gives an operation performance time and therefore a maximum instantaneous operation speed in a particular processor. For example, NCC’s Methods Department calculated that a dryer could operate at a speed of 200 bbl’s/hour when drying packaged cranberries or, in other words, that the processor time (quantity of work) required for 1 bbl was 0.005 hours. 2 IESE Business School-University of Navarra Production Rates and Coupling Stocks Figure 1 Process flow chart 1500 bbl/h POL Dumping IESE Business School-University of Navarra Holding Bins Destoning 1500 bbl/h Dry cranberries Wet cranberries for freeziing Wet cranberries for packaging Dechaffer Dechaffing 1200 bbl/h Dechaffing 1200 bbl/h 2x Abstract for promotional use only. Full version available at www.iesep.com PN-260-E 3 Separator Drying 200 bbl/h Selection 400 bbl/h Selection 400 bbl/h Selection 400 bbl/h Drying 150 bbl/h 3x Drier 3x PN-260-E Production Rates and Coupling Stocks Figure 2 Process diagrams and resources existing in NCC a) Process diagrams Holding Bins a) Trucks Abstract for promotional use only. Full version available at www.iesep.com b) Dry cranberries c) Wet cranberries for freezing d) Wet cranberries for packaging Dumping 7-10 m. Destoning 1500bbl/h Dechaffing 1500bbl/h Selection 400bbl/h Dechaffing 1500bbl/h Selection 400bbl/h Dechaffing 1500bbl/h Drying 150bbl/h Selection 400bbl/h b) Resources (processors) Dumpers 5 units Dechaffers 3 units Destoners 3 units Dryers 3 units Separators 3 units It is often possible to carry out the same operation in different processors, which may have the same or different technical characteristics, and therefore at different processing rates. In these cases, it is useful to determine the times for each possibility in order to be able to assign processors in the most suitable manner to overall production requirements when all the products are handled simultaneously. Figure 2 shows the operation charts for each of NCC’s products, both intermediate and finished. 4 IESE Business School-University of Navarra