Steingart, D. A., Evans, J. W., Redfern, A., Wright, P. K., Dando, N
advertisement

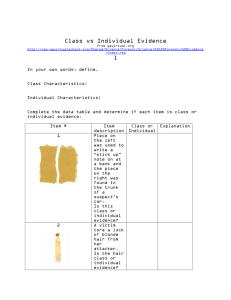
Light Metals 2008 WIRELESS MEASUREMENT OF DUCT TEMPERATURES ON ALUMINUM SMELTING POTS: CORRELATION TO ROOFLINE HF CONCENTRATION Daniel Steingart1,2, James W. Evans2,1, Andrew Redfern3, Paul K. Wright3,1, Neal Dando4, Weizong Xu4, Michael Gershenzon4, Henk Van der Meyden5 1 Wireless Industrial Technologies, 4096 Piedmont Ave #193, Oakland, CA 94611 2 Dept. of Materials Science and Engineering, Univ. CA, Berkeley, CA 94720 3 Dept. of Mechanical Engineering, Univ. CA, Berkeley, CA 94720 4 Alcoa Technical Center, 100 Technical Drive, Alcoa Center, PA 15069-0001 5 Alcoa Mount Holly, P.O. Box 1000, Goose Creek, SC 29445 Keywords: Hall-Héroult cells, Fluoride emissions, Temperature sensing, Wireless sensing Abstract Previous papers described wireless devices (motes) for measuring the temperature of the gas in ventilation ducts from smelting pots, and the heat flux through the pot shells. This paper describes more extensive, longer term measurements of duct temperature carried out on ten pots at a smelter in 2006. Measurements were carried out for 43 days and 1.3 million temperatures were recorded, along with simultaneous real-time measurements of roofline HF concentration. The duct motes were self-powered using thermoelectric generators operating off temperature differences between the duct gasses and the surrounding air. Temperatures measured by the motes reflected all pot-work such as removal of cover panels or opening of end doors. Even after elimination of temperatures during active pot work, significant variations in duct temperature were observed, both from pot-to-pot and from day-to-day on individual pots. The variations in pot duct temperature exhibited a good correlation with roofline HF concentrations. Introduction Previous papers1,2 have described preliminary work on the monitoring of duct gas temperatures and shell heat fluxes on operating pots at Eastalco. While the results were encouraging, for example in showing that motes were unaffected by the strong magnetic field, these tests were too short and on too few pots to establish the technical feasibility of wireless monitoring. This report presents an extended term in-plant demonstration of self-powered self-networking wireless process measurement technology in operating aluminum smelters. Wireless duct temperature measurements were carried out on ten pots at an Alcoa plant in the Fall of 2006 for a period of 43 days. Wireless Devices Used The principal wireless device used is illustrated in Fig. 1. It consists of a thermistor projecting from the end of a copper rod, both being positioned within the duct through a hole in the wall of the duct. The rest of the device remained outside the duct and consists of a thermoelectric generator (TEG), a heat sink and the wireless “mote” (plus other electronics contained within the black box towards the top of the photograph). The copper rod served to conduct heat to the TEG which was positioned between the aluminum plate at the base of the copper rod and the heat sink, the latter serving to establish a temperature differential across the TEG. The TEG provided enough power to run both the mote‟s transceiver and the sensor electronics converting the output from the thermistor to an input signal for the mote which then wirelessly relayed the thermistor reading to a laptop computer set to collect the data. The laptop then relayed the data to Wireless Industrial Technologies (WIT) in California via a Sprint cell „phone card. The devices were assembled by WIT using commercial and custom components. Additional wireless motes were placed in the proximity of the ten pots under study to provide a robust network that would not suffer interference from tapping ladles etc. Some of these “repeater” motes were also powered by TEGs (working off the hot surfaces of the cell end wall); others were powered by batteries. Fig. 2 illustrates the placement of the motes in the potroom and is a schematic overhead view showing the ten pots under study with ten devices mounted on their ducts for gas temperature sensing. Also shown are the locations of the repeater motes. The magenta square represents a “base station”, wired to the laptop in a shed adjacent to the potroom, that received the wireless data from the ten temperature sensing motes, either directly or via other motes. Results 344 pot-days of data were collected with each duct temperature reported approximately every 25 seconds for a total of 1.3 million temperature measurements. Additional data concerning mote connectivity and voltage were also transmitted to WIT. Minor difficulties were encountered (such as the laptop attempting an automatic upgrade and waiting for ten hours to be instructed by a human to go ahead) but no insuperable problems occurred. Fig. 3 shows the duct temperature trace for one pot for the whole of day 13. One objective of duct temperature measurements is detection of panel covers that are not in place.3 During this day one of the authors (HVM) deliberately removed three cover panels and the drop in the duct gas temperature, caused by an excess inflow of cold air, is clearly seen in the temperature trace. Similar drops in temperature due to opening an end door were also readily seen in the data (not shown here). Box containing TSquare board and Crossbow Mica2 Copper “proboscis” conducting heat from duct gasses to the aluminum plate Thermistor Sealing pad between duct exterior and the device Beneath this aluminum plate is the TEG with one side in contact with the hot plate Finned heat “sink” in contact with one side of TEG Adjustable mounting feet Penny Figure 1. Wireless mote for measurement of duct temperature Figure 2. Placement of motes on ten cells in potroom. Figure 3. Temperature trace for one pot on a day when three cover panels were removed to see the effect on duct temperature. Table I. Duct temperatures (0C) during “quiet” periods. Pot # 177 175 171 176 172 173 168 174 169 170 Mean 142 135 135 134 127 125 123 121 121 121 Furthermore it was possible to discern from the temperature trace the periods of abnormal duct temperature due to operators working the pot, e.g by upward excursions of temperature during an anode change as the gasses under the hood are exposed to hot bath. One difficulty in analyzing the temperature data to discern pot-to-pot variations was due to the stochastic nature of such pot working. An algorithm was written to process the data so as to tease out only the temperature data for “quiet” periods when the cell was undisturbed (47 to 68% of the time). The minimum, maximum and mean temperatures (over the 43 day period) for the ten pots during quiet periods are displayed in Table I. For each pot there were substantial variations in duct temperature with time, over a range of about 300C probably due to imperfect replacement of cover panels or variations in ore cover of the bath. Just as remarkable was the variation from pot to pot in the mean temperature; the hottest pot Max 157 149 152 147 142 137 135 137 134 135 Min 129 120 114 119 103 112 108 106 104 97.9 average gas temperature was 210C higher than the coolest. If it can be assumed that the duct gas flow rates are nearly the same then this would imply that the pots at the top of the table are loosing energy, and therefore consuming electrical energy, at a rate higher than the coolest pots. That difference amounts to a significant fraction of a kWh/kg aluminum. A more likely explanation is that this assumption is incorrect and the gas flow rates of the pots towards the top of the table are lower than those towards the bottom. The TEGs powered their motes reliably over the entire 43+ days of the test while the batteries showed the expected decline to 2V at which point the battery powered motes shut down. The mote network was sufficiently robust that the loss of the battery powered motes was insignificant. BOREAL HF MEASUREMENTS 6 5 4 3 2 1 0 10/3/2006 12:00 10/4/2006 0:00 10/4/2006 12:00 10/5/2006 0:00 10/5/2006 12:00 10/6/2006 0:00 10/6/2006 12:00 10/7/2006 0:00 10/7/2006 12:00 Figure 4. Comparison of roofline HF measurements (upper plot) with index of duct temperature drop for the same three day period in October, 2006. Correlation of Duct Temperature Measurements with Roofline HF Measurements Another significance of the duct temperature is that it can signal excess HF emissions.4 Gaps between, or removal of cover panels promotes the flow of moist air into the pots. This results in a characteristic drop in duct temperature. Moist air can react with bath to produce HF and the absence of cover panels (or presence of gaps) allows the escape of some of the HF into the potroom. The wireless duct temperature data were processed at WIT with another algorithm to detect abnormally low temperatures and a running index of such abnormalities calculated. Fig. 4 is a comparison between WIT‟s temperature abnormality index and the roofline HF measurements made above the ten pots by Alcoa personnel. Clearly duct temperature measurement could be a tool for signaling and minimizing fugitive HF. Concluding Remarks Wireless measurement of pot parameters can be a way of improving pot performance without the hazards/costs of stringing instrument wires around the potroom. The investigation described here has established the technical feasibility of such applications of wireless technology and may lead to a reduction of the environmental impact of aluminum smelters. Acknowledgements This project was funded by the Alcoa Technical Center. The authors would also like to thank Alcoa‟s Sustainable Production Technology and Primary Metals Environmental Management teams for encouraging the development and publication of environmental technology advances. 1 M. Schneider et al., Light Metals 2005, H. Kvande ed., TMS, Warrendale, PA, 2005, p 407 & Light Metals 2006, 2 M. Schneider et al., Light Metals 2006, T. J. Galloway ed., TMS, Warrendale, PA, 2006, p331 3 N. R. Dando and R. Tang, Light Metals 2006, T. J. Galloway ed., TMS, Warrendale, PA, 2006, p203 4 Neal Dando, Light Metals 2004, A. Taberaux ed., TMS, Warrandale, PA, 2004, p245.