OF GOLD
advertisement

INTERNATIONAL UNION OF
PURE AND APPLIED CHEMISTRY
DIVISION OF INORGANIC CHEMISTRY
COMMISSION ON HIGH TEMPERATURES
AND REFRACTORY MATERIALS
ANALYSIS OF
INTERLABORATORY
MEASUREMENTS
ON THE VAPOR PRESSURE
OF GOLD
Prepared for publication by
ROBERT C. PAULE and JOHN MANDEL
LONDON
BUTTER WORTHS
371
P.A.C. —3
DIVISION OF INORGANIC CHEMISTRY
COMMISSION ON HIGH TEMPERATURES
AND REFRACTORY MATERIALSt
ANALYSIS OF INTERLABORATORY
MEASUREMENTS
ON THE VAPOR PRESSURE OF GOLD
Prepared for publication by
ROBERT C. PAULE and JOHN MANDEL
ABSTRACT
A detailed statistical analysis has been made of results obtained from a series
of interlaboratory measurements on the vapor pressure of gold. The gold
Standard Reference Material 745 which was used for the measurements has been
certified over the pressure range 10—8 to 10
atm. The temperature range
corresponding to these pressures is 1 300—2 100 K. The gold heat of sublimation
at 298 K arid the associated standard error were found to be 87720 ± 210 cal/mol
(367 040 ± 900 J/mol). Estimates of uncertainty have been calculated for the
certified temperature/pressure values as well as for the uncertainties expected
from a typical single laboratory's measurements. The statistical analysis
has also been made for both the second arid third law methods, arid for the
within- and between-laboratory components of error. Several notable differences
in second arid third law errors are observed.
At the XXVIth Council Meeting of IUPAC in Washington, DC, on 21 and
23 July 1971, the use of metallic gold as a standard for testing apparatus arid
procedures for vapor pressure measurement, proposed by the Commission
on High Temperatures and Refractory Materials, was approved.
1. INTRODUCTION
As the result of a Gordon Research Conference on High Temperature
Chemistry held in 1966, an ad hoc committee on vapor pressure standards
was formed. The members were Dr D. L. Hildenbrand, Chairman, Dr C. C.
Herrick and Prof. H. Wiedemeier. Shortly thereafter the US National Bureau
of Standards offered to coordinate the work of obtaining and distributing
materials, receiving and evaluating the data, and issuing certified samples as
part of its Standard Reference Materials Program. Upon acceptance of this
offer, Dr R. C. Paule was appointed to the committee. At a 1967 meeting of the
¶ W. S. Horton, Chairman (USA); G. D. Rieck, Secretary (Netherlands); Members: C. B.
Alcock (Canada), R. Collongues (France); E. Fitzer (Germany), A. E. SheiIidlin (USSR).
Associate Members: F. Cabaiiiies (France), J. Hlavâë (Czechoslovakia), G. De Maria (Italy),
H. Mu (Japan), K. Motzfeldt (Norway), H. Nowotny (Austria). National Representatives:
E. R. McCartney (Australia), J. Drowart (Belgium), N. F. Bright (Canada), Atma Ram (India),
U. Colombo (italy), S. T. Mrowec (Poland), A. Magnéli (Sweden), B. C. H. Steele (UK),
D. 0. Cubiciotti (USA).
373
ROBERT C. PAULE AND JOHN MANDEL
I U PAC Commission on High Temperatures and Refractories* the Commission agreed to participate in the vapor pressure program in order to provide
a mechanism for international participation. Dr Paule was appointed TUPAC
coordinator of the Task Force on Vapor Pressures.
This report is part of a program to establish five standard reference
materials. The materials, cadmium, silver, gold, platinum and tungsten, are
being certified by the US National Bureau of Standards for their vapor
pressures as a function of temperature. Certification covers the 108 to iO
atm range. For the complete series of materials, the temperatures correspond-
ing to the above pressures will range from 600 to 3000 K. Gold, the first
material to be certified, covers a temperature range from 1 300 to 2 100 K.
The gold standard reference material is now available for sale to the pubiic.
Experience in high-temperature vapor-pressure measurements has shown
that large systematic errors in pressure of 30, 50 or even 100 per cent are not
uncommon, even among experienced investigators. The vapor pressure
standard reference materials will allow workers in the field to detect such
systematic errors and to evaluate the precision and accuracy of their measurements. The materials should be most useful for checking low vapor pressure
measurement methods such as the Knudsen, torque Knudsen, Langmuir,
and mass spectrometric methods.
This report will give estimates of the uncertainty of the certified temperature/pressure values as well as estimates of the uncertainties of a 'typical'
single laboratory's measurements. These uncertainties summarize results
obtained from interiaboratory tests made in 1968 (see list of cooperating
laboratories). The uncertainties represent current practice and should not
be considered fixed with respect to time and progress. We believe the uncertainties will be reduced in the future through the use of the vapor pressure
standard reference materials.
The results from the 1968 interiaboratory tests were used to obtain a
composite heat of sublimation for gold at 298 K. The certified temperature/
pressure values were then obtained by back-calculating through the third
law equation
T[A{ —(G. —
H98)/T}
—
R
in F] HSUh298
(1)
using the composite AHcUb298 of 87720 cal/moi (367040 J/mol) and the
* In July 1971 the name was changed to The Commission on High Temperatures and Re-
fractory Materials.
Standard reference material 745 may be ordered from the Office of Standard Reference
Materials, National Bureau of Standards, Washington, DC 20234. The material is in the form
of wire 1.4 mm in diameter and 152 mm long. The gold is homogeneous and 99.999 per cent pure.
The price for this material is S5 per unit; this includes a 'Certificate of Analysis' containing
specific recommendations for usage as well as several statistical tests by which a laboratory may
evaluate its results.
This AHUh29R value is in good agreement with the values 87 500 and 87 300 cal/mol quoted
by D. D. Wagman et a!.' and by R. Hultgren et al.2.
4.l84Ojoules. I atm
§ I caloric
101 325 newtons. meters 2
374
INTERLABORATORy MEASUREMENTS ON THE VAPOR PRESSURE OF GOLD
referenced free energy functions*. P is expressed in atmospheres. All temperatures for thi$ report have been converted to the 1968 International Practical
Temperature Scale (IPTS—68). The certified temperature/pressure values as
well as the corresponding 1/T and log P values are listed in Table 1.
Table I
(1/T) x 104(K')
P(atm)t
T(K)
9.92 x 10
1300
1338 (M.pt)
1400
1500
1600
1700
1800
1900
2000
2100
LogP(atm)t
7.692
7.474
7.143
6.667
6.250
5.882
5.556
5.263
5.000
4.762
2.56 x 10"
1.01 x i0'
7.36 x iO
4.14 x 10 6
1.90 x i0
7.25 x 10
2.42 x iO
7.07 x iO
1.87 x iO'
—8.003
—7.592
—6.993
—6.133
—5.383
—4.721
—4.139
—3.616
—3151
—2.727
A broad cross section of measurement techniques were used by the
cooperating laboratories in the interlaboratory tests; the techniques included
the Knudsen (weight loss and condensation methods), torque Knudsen, and
calibrated mass spectrometric methods. Summary information regarding the
experimental details for each laboratory is given in Table 3.
2. TREATMENT OF DATA
The detailed temperature/pressure data from the eleven laboratories which
measured the vapor pressure of gold are given in Table 4. Plots of the data are
Table 2
Condensed phasea
Temperature
—
T
K, (IPTS—68) cal mol ' degt
298.15
1200
1300
1338 (M.pt)
1400
1500
1600
1700
1800
1900
2000
2100
2200
11.319
15.352
15.751
15.896
16.236
16.749
17.233
17.674
18.117
18.515
18.913
19.275
19.636
—
T
Gas phas&'
298
—
(J mol' 'deg ')t
(47.359)
(64.233)
(65.902)
(66.509)
(67.931)
(70.078)
(72.103)
(73.948)
(75,802)
(77.467)
(79.132)
(80.647)
(82.157)
Converted to IPTS 68 from data of J. W. Tester st a!.3.
From data of R. Hultgren et al.2.
I atm = 101 325 newtons. meters 2
375
GT
cal ' mol' deg
43.120
46.304
46.607
46.718
46.894
47.165
47426
47.673
47.910
48.138
48.356
48.567
48.768
—
298
T
' (J 'mol
deg')t
(180.414)
(193.736)
(195.004)
(195.468)
(196.205)
(197.338)
(198.430)
(199.464)
(200.455)
(201.409)
(202.322)
(203.204)
(204.045)
Knudsen plus Knudsen cell
Knudsen
5
6
7
11
10
Knudsen cell in mass
Optical pyrometerlooking
at side of crucible
spectrometerwith absolute
weight calibration
Optical pyrometerwith
Triple Knudsen cell in TOE
blackbodv hole
mass spectrometerusing Ag
and 1-lultgren Ag vapor
pressure values and Mann's
cross sections for calibration
Double oven Knudsen
Optical pyrometersighting
cell used for absolute
into orifice
Au calibration of TOF
mass spectrometer
thermocouples
Pt—30°Rh.Pt—6,, Rh
9
and
Torque Knudsen
Pt—lU 0Rh. Pt
Pt 13 °)Rh Pt thermocouple
Pt—i 3 °Rh Pt thermocouple
blackbody hole
Optical pyrometer
thermocouple
Optical pyrometerwith
Pt—Rh Pt
hlackbody hole
Graphite
\V crucible
Insert cup
Ir crucible with Al,O3
Pyrolytic graphite
ZTA graphite
ZTA graphite
Carbon
Quartz; pyrolytic
graphite
Pyrolytic graphite
Mo cell
Optical pyrometerwith
blackbody hole
W crucible with graphite
or Al,O3 insert cups
Container material
methods
Optical pyrometerwith
technique
Temperature measurement
8
Torque Knudsen
in mass spectrometer
Knudsen
4
3
Knudsen using condensation
plates and x-ray
fluorescence detection
Knudsen
plates
Knudsen using condensation
Method
2
Laboratory
Toh!e 3. Summary of experimental
0.49
4.7
1.36, 9.40
62.4
8.5. 31.9, 55.7
1.53
3.21. 4.93
0.36. 2.60, 3.91
0.70. 2.15, 5.85
2.84, 11.59
Effective orifice
io, cm2
area x
measurements made
in one direction only
Each curve's temperature
measurementsmade
in one direction only
Au2 also measured
Each curve's temperature
First Knudsen results
used to calibrate mass
spectrometer
creep noted
In preliminaryexperiments
Au wet and crept
excessively on bare W cell
Au wet Mo and some
Remarks
>
z
C
rn
2
C
-4
-4
U)
*
1.760
6.040
2.790
5.880
3.560
9.150
1.130
T.K
1712.0
1776.1
P,atm
1.440 x
2.800 x
1.260 x
9.180 x 10-6
4.830 x 10-6
3.450 x 10—6
1690.0
1727.0
1675.9
1651.9
1614.8
1599.8
2
2.060 x
4.650 x
1O
iO
P,atm
5
io
l0
iO
10'
10
10
iO
3.330 x
8.170 x 10-6
2.410 x 10"
1.680 x
1.380 x 10-6
1.040 x
3.920 x 10-6
5.510 x
2.920 x
3.010 x
7.560 x
3.700 x 1O
P,atm
1. Run
Lab. 2, Run
1935.5
1820.2
1772.1
1584.8
1847.3
1613.8
1972.5
1556.7
1906.4
1694.0
1753.1
1653.9
T,K
Lab.
T,K
i0
i0
i0
i0
i0'
iO
1O
x
x
x
x 10-6
x
x 10-6
Lab. 2, Run 4
This point discarded.
1764.1
1677.0
1635.9
1705.0
1998.6
1924.4
1964.5
iO
iO
iO
x iO'
4.000 x iO
1796.2
1894.4
1727.0
1840.3
6.520 x
1.960 x
2.540 x
P,atm
T,K
Lab. 1, Run 1
1748.1
iO
1O
6.000 x
1621.8
x
1.370
i0
10-6
9.900 x 10-6
1655.9
1673.9
1707.0
1785.2
1798.2
1753.1
10
iO
iO
1.990 x iO
1.480
3.520 x
6.680 x
5.620 x
7.010 x
4.030 x
1684.0
i0
x 10
3.310 x
1794.2
iO
P,atm
1
1746.1
T,K
Lab. 3, Run
1703.0
l0
iO
i0'
1860.3
1793.2
1747.1
i0
10
1.110
1.960
x iO
x iO
4.890 x 10
7.310 x
1.410 x 10c
1.960 x
1.240 x
5.610 x
3.260 x
1.780 x
P,atm
1
1680.0
1724.0
1780.2
1821.2
1871.3
1900.4
T,K
Lab. 2, Run
1659.9
1591.8
1735.1
1803.2
1756.1
1631.9
1686.0
1720.0
1729.1
1686.0
T,K
1.350
2.450
6.600
1.360
2.230
3.500
6.500
2.780
1.020
3.300
10
10
i0
i0
i0
1O
10-6
iO
iO
x 10—6
x
x
x
x
x
x
x
x
x
P,atm
iO
1.490 x
3.470 x
7.790 x
1.840 x
2.470 x
3.530 x
1.420 x
3.870 x 10-5*
1.270 x 1O
7.420 x 10-6
i0
iO
to
P,atm
Lab. 3, Run 2
1673.9
1641.9
1774.1
1804.2
1865.3
19004
1927.5
1845.3
1739.1
1689.0
T,K
Lab. 2, Run 2
Table 4. List of experimental temperature/pressuredata
1604.8
1649.9
1591.8
1607.8
1659.9
1629.9
1681.0
1578.8
T,K
1.440 x
2.740 x
2.900 x
7.000 x
1.540 x
3.800 x
5.100 x
1.150 x
1.030 x
5.200 x
i0
10-6
10-6
10-6
10—6
10-6
P,atm
iO
iO
P,atm
Lab. 3, Run 3
1912.4
1855.3
T,K
Lab. 2, Run 3
C
0
C
0
'C
ru
C
C,)
C,)
.0
zru
H
LI)
2
0
ru
H
VI
ru
0
H
0
z
H
ru
00
1951.5
1879.4
1785.2
1774.1
2010.6
1904.4
1857.3
1758.1
2022.6
1698.0
T.K
1
6.039
4.645
6.486
2.058
1.637
i0
I0'
i0
10'
10'
10
10'
x 10
x
x
x
l0'
x 10'
8.209 x
1.592
3.237 x
1.329 x
4.793 x
Patm
Lab. 4, Run
4.074 x
3.625 x
1824.2
1912.4
1778.2
1957.5
6.801 x
x
1.568
2025.6
x
2.049
10'
iO'
1O
l0
10"
9.237 x i0
2.149 x 10'
P.atm
1719.0
1883.4
T.K
Lab. 4. Run 2
1768.1
1915.4
2009.6
1973.5
1719.0
1722.0
1866.3
1926.4
1820.2
T.K
5.934
7.816
x
x 10
io
10
iO
l0
lO
2.316 x
2.895 x
1.566 x 10
3.934 x
9.684 x
4.816 x 0)
3.408 x
0
P,atrn
Lab. 4. Run 3
7ah/ 4. -Contintied
1509.6
1563.7
1619.8
1667.9
1812.2
T,K
10
i0'
1O
10'
9.960 x
2.600 x
6.590 x 10_b
1.410 x
1.000 x
P.atm
Lab. 5. Run I
1633.9
1598.8
1548.7
1488.6
1523.6
1581.8
1630.9
1663.9
1707.0
1738.1
1773.1
1832.3
1815.2
1811.2
1786.2
1764.1
1712.0
1681.0
1453.5
1471.5
1719.0
1662.9
1635.9
1583.8
1536.7
1502.6
1784.2
1814.2
1772.1
1759.1
1736.1
T,K
2
10
10
1.949 x
6.791 x
1.042x
9.395 x
7.584 x
5.406 x
2.824 x
1.636 x
7.707 x
4.334 x
1.324 x
2.618 x
4.236 x
6.250 x
1.439x
7.725
10
10'
i0"
10'
10_b
3.740 x 10_b
1.811 x 10_b
9.439 x
3.597 x
5.139 x
1.270 x 10_b
3.732 x 10_b
7.429 x
x
2.903 x
1.230 x
3.749 x
6.236 x
9.504 x
5.780 x
4.841 x
P,atm
Lab. 5, Run
r
za
>
2
C
2
0
C
>
p
n.j
C
-a
1600.8
1448.5
1488.6
1527.7
1563.7
1582.8
T,K
2.717 x
6.068 x
1.261 x
2.421 x
3.238 x
4.249 x
1O_6
10-6
10-6
10-6
10
10
P,atm
Lab. 7, Run 5
io
1.442
1.534
2.199
2.799
3.844
4.117
5.306
6.430
1506.6
1541.7
1544.7
1564.7
1577.8
1599.8
1602.8
1617.8
1632.9
io
io-
1546.7
1505.6
1545.7
1564.7
1584.8
1604.8
1614.8
1604.8
1611.8
1591.8
1603.8
1506.6
1545.7
1564.7
1584.8
T,K
10-6
10-6
10-6
10-6
lo_6
10-6
10—6
10—6
3.564 x
4.195 x
8.250 x
1.608 x
2.239 x
3.076 x
4.206 x
4.920 x
4.275 x
4.898 x
1.628 x
7.955 x
1.595 x
2.222 x
3.024 x
10_6
10_6
10—6
io
10-6
10-6
10-6
10-6
10-6
10-6
10—6
i0
10_6
10-6
P,atm
Lab. 7, Run 6
x
x
x
x
x
x
x
x
10
7.365 x iO
7.024 x
1499.6
1.780 x 10_s
1.600 x
1.320 x
1.790 x
1323.2
1323.7
1325.2
1325.7
P,atm
T,K
Lab. 7, Run 1
P,atm
I
T,K
Lab. 6, Run
1655.9
1690.0
1606.8
1569.7
1643.9
1684.0
1710.0
T,K
3.063
4.279
5.852
6.797
1.354
10-6
x
1.129
1.758
x
x
2.404 x
4.892 x
1.659
iO
iO
10—6
i0
iO
2.578 x 10_6
8.478 x 10-6
P,atm
7
x 10-6
x 10—6
x 10-6
x 10-6
iO
x
8.129 x
Palm
Lab. 7, Run
1506.6
1535.7
1585.8
1605.8
1627.9
1636.9
T,K
Lab. 7, Run 2
Table 4.—Continued
1444.5
1478.6
1510.1
1544.7
1575.7
1605.8
1639.9
1673.9
1702.0
1725.5
1737.1
T,K
10-6
10—6
10-6
10-6
iO
10-6
i0
io
iO
iO
IO
iO
3.480 x
7.170 x
1.280 x l0_6
2.360 x 10-6
3.950 x 10—6
6.450 x 10-6
1.087 x
1.785 x
2.663 x
3.692 x
4.335 x
iO
P,atm
1
8.160 x
1.400 x
2.295 x
3.704 x
4.977 x
6.626 x
P,atm
Lab. 8, Run
1506.6
1536.7
1568.7
1597.8
1615.8
1632.9
T,K
Lab. 7, Run 3
1.386
2.309
3.210
4.383
5.867
6.795
6.961
1.460
2.418
3.336
4.548
6.205
1798.2
1825.2
1772.1
1555.7
1582.8
1610.8
1642.9
1665.9
1692.0
1719.0
1746.1
T,K
10—6
2.980
4.730
7.270
1.176
1.635
2.342
3.380
5.000
7.154
1.009
1.440
10'
l0
iO
iO
1O
x 10-6
x 10-6
x 10-6
x
x
x
x
x
x
x
x
P,atm
C
C
C
rn
C
Cp)
C
H
z
C
H
C,)
-<
i0
I0_6
C
H
10_6
10_6
C
r
rn
zH
10-6
10-6
10-6
10-6
10_6
x 10—6
x 10-6
x
x
x
x
x
x
x
x
x
x
Palm
Lab. 8, Run 2
1534.7
1564.7
1584.8
1603.8
1621.8
1630.9
1501.6
1540.7
1569.7
1589.8
1607.8
1626.8
T,K
Lab. 7, Run 4
0
00
10
1O
1.366
x
1.386 x
1.272
2.320
3.365
4.060 x 10_b
2.710 x 10"'
6.860 x 10"'
1.250
1.440
1.980
7.530
4.740 x
1.380 x
1561.7
1677.0
1738.1
1622.8
1508.6
1406.4
1597.8
1478.6
1718.0
1800.2
1502.6
1400.4
1592.8
1473.5
1708.0
1785.2
10"'
10"'
1733.1
1621.8
1677.0
1528.7
1437.5
1566.7
1744.1
1646.9
T.K
to
h
1795.2
1656.9
10"'
3.880 x
1.280 x
1.570 x
6.590 x
7.590 x
10"'
10"'
10"'
10_b
10"'
10'
h
3.470 x 10
3.500 x
2.500 x 10"'
4.930 x
9.080 x 10_h
1.040 x 10""
1764.1
1682.0
1708.0
1820.2
1744.1
10"'
10"'
T.K
10"'
5.120 x 10"'
4.020 x 10_8
P.atm
I
10"'
10
10
10"'
6.320 x 10
3.130
10"'
1.110 x 10"'
7.830 x 10"'
2.090 x 10"'
Au2
5587 x
7.915 x
1.030x
1.448x
10"
x 10"'
3.894 x
2.718
1.2
10 x 10"'
1.850 x 10"'
5.020 x 10-6
8.150 x 10_!
3.270 x
P,atm
Lab. 9, Run
1754.1
1780.2
1800.2
1827.2
1727.0
1644.9
1673.9
1701.0
1562.7
1589.8
1618.8
T,K
Lab. 8, Run S
10_b
2.150 x
6.610 x
1.690 x
P.atm
10
1.398 x 10
2.013 x
2.900 x 10"'
4.110 x 10"'
10"'
4.230 x 10
7.370 x
7.780 x i0"'
1.370 x 10_b
2.440 x 10_b
3.140 x
P,atm
4
Lab. 9. Run 4
1684.0
1709.5
1735.1
1654.4
1548.2
1579.8
1615.3
1483.6
1515.6
1439.5
T.K
Lab. 8. Run
x 10"'
x 10-b
x 10"'
x 10_b
8.460 x 10
10"'
10_b
2.410 x
3.930 x
1532.7
1442.5
i0
10"'
1.910 x
9.400 x
P.atm
10"'
10"'
1754.1
1657.9
T.K
x
x
x 10"'
x 10"'
x 10_b
5.350x 10-6
8.446 x 10-6
3.900
7,600
P,atm
3
Lab. 9, Run 3
1621.8
1654.9
1654.5
1592.7
1508.5
1542.2
1564.3
1448.4
1480.6
T.K
Lab. 8. Run
Table 4—Continued
1.060 x
4.990 x
5.930 x
7.430 x
1.310 x
3.470 x
1.050 x
1.830 x
1.660 x
5.200 x
1805.2
1728.1
1692.0
1646.9
1754.1
1677.0
1779.2
T,K
x
10
9.270
5.820
x 10-8
x 10"'
io
7.070 x 10_b
8
2.190 x 10
2.130 x
3.550 x 10-8
3.420
P,atm
10"'
10_b
10"'
10_b
1o
10"'
10"'
10"'
10"
10"'
1.140 x 10"'
2.850 x 10-6
2.180 x 10"'
P,atm
1
Au2
Lab. 9. Run 2
1604.8
1710.0
1572.7
1739.1
1483.6
1687.0
1764.1
1397.4
1504.6
1631.9
1437.5
1615.8
1528.7
T,K
Lab. 9, Run
1780.2
1826.2
1683.0
1661.9
1738.1
1805.2
1718.0
T,K
7.260 x
1.520 x
2.140 x
2.820 x
3.440 x
1.900 x
4.550 x
7.260 x
9.840 x
4.580 x
5.450x
2.640 x
9.490 x
10"'
10"'
x
2.980 x
7.360 x
4.410
10"'
io
10"'
10"'
2.840 x 10—8
1.570 x
5.220 x
1.150x
Palm
i0
10"'
10"'
10_b
10"'
10_b
10"'
10"'
10_b
10"'
10_b
iO"'
10"'
P,atm
2
Au2
Lab. 9, Run 3
1597.8
1468.5
1567.7
1442.5
1666.9
1754.1
1708.0
1547.7
1651.9
1411.4
1631.9
1518.6
1738.1
T,K
Lab. 9, Run
rn
C
2
2
C
C
>
2
rn
C
>
p
H
C
00
*
9.110
2.560
1.240
5.140
2.710
5.900
1536.7
1571.7
1584.8
1634.9
1662.9
1677.0
T,K
1514.6
1539.7
1554.7
1567.7
1622.8
1O
1O
x 10-6
x 10-6
x 10-6
x
x
10—6
x
1.150
2.160
2.950
7.190
1.170
1.440
8.130
1.040
1.950
2.420
6.030
x
x
x
x
x
10-6
10-6
10-6
i0
10-6
P,atm
Lab. 11, Run 2
T,K
1
iO
10-6
10-6
1.210 x
5.000 x
3.100 x
9.400 x
1631.9
1571.7
1546.7
1621.8
i0
10-6
iO
1651.9
2.800 x
1.470 x
1O
P,atm
1692.0
T,K
Lab. 10, Run 1
P,atm
Lab. 11, Run
x
iO
10'
x 10-8
x 10_s
x
x 10-8
x
i0
P,atm
4.050 x
This point discarded.
1713.0
1661.9
1739.1
1688.0
1774.1
1815.2
1785.2
T,K
Au2
Lab. 9, Run 4
1555.7
1594.8
1634.9
1637.9
1690.0
1714.0
T,K
Lab.
1792.2
1757.1
1697.0
1656.9
1646.9
1702.0
1641.9
1792.2
T,K
Lab.
x
10-6
10-6
10-6
1O
1O
iO
iO
10-5*
1.670
2.660
3.420
7.160
7.740
1.350
i0
i0
x 106
x 10—6
x 10-6
x 10—6
x
x
P,atm
ii, Run 3
x
1.000 x
5.400 x
4.200 x
8.200 x
1.980
4.800 x
4.200 x
1.470
P,atm
10, Run 2
Table 4 —Continued
1585.8
1616.8
1625.8
1639.9
1578.8
T,K
i0
10-6
iO
iO
iO
10—6
10-6
10-6
10-6
10-6
3.180 x
3.350 x
6.220 x
6.410 x
6.830 x
P,atrn
4
10-6
1O
10-6
10-6
x 10-6
6.500 x
3.700 x
2.300 x
7.300
2.700 x
2.100 x
3.700 x
3.700 x
2.100 x
1.250 x
P,atm
Lab. 11, Run
1651.9
1611.8
1576.7
1536.7
1511.6
1571.7
1671.9
1511.6
1717.0
1712.0
T,K
Lab. 10, Run 3
2.200
1.290
7.100
4.300
2.200
3.100
1.400
2.900
7.100
2.900
1.270
6.100
3.700
1.910
3.500
5.800
iO
i0
i0
iO
10—6
x 10—6*
x
io
iO
x
x
x 10-6
x 10-6
x 10-6
x 10-6
x
x
x
x
x
x 10—6
x 10—6
x 10-6
2.400 x
4.800 x
P,atm
1513.6
1586.8
1596.8
1632.9
1682.0
T,K
i0
7.880 x
4.030 x 10—6
4.610 x 10-6
6.820 x 10—6
1.320 x
P,atrn
Lab. 11, RunS
1571.7
1536.7
1486.6
1541.7
1586.8
1727.0
1656.9
1621.8
1646.9
1606.8
1571.7
1541.7
1501.6
1521.6
1606.8
1651.9
1656.9
1707.0
T,K
Lab. 10, Run
t
C
r
C)
C
rn
C
(I)
LtD
.t
C
rn
C
z
(I,
z
C
(ID
rn
C
>
-1
C
rn
ROBERT C. PAULE AND JOHN MANDEL
-2.4
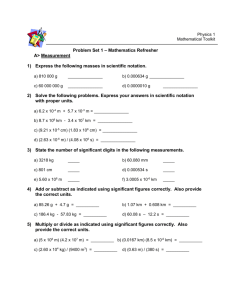
F,gure 1. Gold data from Laboratory No.1
28
'3.2
Run 1
aRun2
E -3.6
ci
acn
0
-J
Full line represents
pooted results from
accepted laboratories
-4.0
--4.8 -5.2
£
-5.6-S.C
4.8
.
I
5.0
5.6
5.4
5.2
5.8
I
6.0
6.2
6.4
6.6
l/t x 10 , K'
Figure 2 Gold data from Laboratory No.2
2.8
-3 2
a
F -3.6
ci
Lab. 2
o Run 1
'Run
RunJ
4.
Run 4
-4.0
Run5
D
acn - 6.4
o
Full line represents
pooled results from
accepted laboratories
0
-
- 4.8
fl ..-...
-52
-5.6
____________
-6,0
4.8
5.0
5.2
I
5.6
1/1 x
5.4
5.8
60
6.2
6.4
6.6
10 , K1
-2.8
Figure3.Golddotci from Laboratory No.3
-3.2
-3.6
Lab. 3
° Run 1
A Run 2
a
-4.0
£J
Run3
Full line represents
pooled results from
accepted laboratories
Ae.
a-
ci -4.8
0
-.-.''_j
.
-52
-,-..-,
a—.,
-56
-6.0
I
6.
5.0
5.2
5.4
I
5.6
I
5.8
6.0
1/1 x 10 6, c
382
6.2
6.4
6.6
6.8
INTERLABORATORY MEASUREMENTS ON THE VAPOR PRESSURE OF GOLD
-2.4
—2
Figure 4. Gold data from Laboratory No 4
Full line represents
pooled results from
accepted laboratories
.8
—3.2 -
Lab 4
O Run 1
-3.6
£ Run 2
+ Run 3
0
-J -4.8
-5.2
-5.6
—60
I
4.8
5.0
5.2
5.4
5.6
5.8
io4,
lIT
6.0
6.4
6.2
6.6
K
-3.2
Figure
5. Gold data from Laboratory No.5
Full line represents
pooled results from
-3 6
accepted laboratories
-4.0 -
Lab 5
ri Run 1
'S
-4.4 -
sRun 2
t-4.8
152
o
—i -5.6
-
-6.0
-
-6.4
-
_6.852
"lL
''A"-A
5.4
5.6
5.8
6.0
—4
8
6.2
6:4
6:8
6.6
7.0
io, IC1
i/i
-4.4
£
_______ Gold data from Laboratnries Na. 6 and 7
-
-5.2 -
Full line represents
paaled results from
accepled laboratories
Lab 6
Runl
Lab 7
Run 1
Run3
i
Run 4
Run5
-J
xRun7
Run 6
-6.8 -
-7.2
-7.6
I
5.8
6.0
6.2
6.4
I
6.8
6.6
liT
x
iO
383
IC1
7.0
7.2
7.4
7.6
ROBERT C. PAULE AND JOHN MANDEL
- 3.6
.40
E
-J
ID*4
Full line
-48 represents
pooled results from
-52 accepted laboratories
-56
0
Figure?. Gold data trom Laboratory No 8
Lab. 8
-6.0
a Run 1
-64 ARun 2
+ Run 3
0 Run 4
Run 5
- 7. 2. -6.8
5.7
5.3
5.9
6.3
5.1
6:5
6:7
6.9
7.1
1/Tx i0, K1
-3.6
+*
- 4.0
Figure 8. Gold data from Laboratory No 9
- 4.4
0
Full line
-4.8 represents
E
- 5.2
dresultsfrom°o
accepted laboratories
- 5.6
Lab. 9
01
o -6.0
-J
0 0÷A
o Run 1
A Run 2
- 6.4
+ Run 3
o Run 4
- 6.8
- 7.2
5.4
A
+00
5.6
5.8
6.0
6.2
6.6
6.6
6.8
7.0
7.2
1/Tx 10,K1
—3.2
boratory No.10
- 3.6
-4.0
rE -4.4
A
Full tine
represents
pooled results from
accepted laboratories
Lab. 10
o Run
A Run
6.852
54
2
ORun 4
60
1 /Tx 10 K
384
6.2
66
68
7.0
INTERLABORATORY MEASUREMENTS ON TITlE VAPOR PRESSURE OF GOLD
- 3.6
figure 10. Gold data from Laboratory No.11
+
Full Line
5 2 represents
+
pooled results from
—7.2
5.3
Run 5
5.5
+
I
5.7
I
I
5.9
6.1
6.3
6.5
6.7
6.9
7.1
1/Tx 10'K1
given in Figures 1 to 10 inclusive. The full line in these figures represents the
pooled curve for all accepted data from all laboratories. A total of 41 sets of
data (runs) with over 350 temperature/pressure points were available for
consideration. Each temperature/pressure run has been used to obtain both
the second and third law heats of sublimation at 298 K. Equation 1 was used
to calculate the individual third law AHSUb29S values corresponding to each
temperature/pressure point and the average L\HSUb29S value was calculated
for each run. The evaporation coefficient for gold has been assumed to be
unity. In agreement with this assumption, we observed no evidence of trend
in third law heats with changing orifice area.
The second law heat for each vapor pressure/temperature run was obtained
by least-squares fitting the A and B constants in the equation:
A{—(G. — H°298)/T}
—
R1nP = A + B/T
(2)
where P is expressed in atmospheres. This calculational procedure is similar
to the sigma method, and does not require the specification of a mean effective
temperature4' . The slope B is the second law heat of sublimation at 298 K.
The intercept A will be zero for the ideal case where the measured pressures
and the free energy functions are completely accurate. We have kept the
intercept A in the least-squares equation to allow for possible error. This
second law procedure is very convenient to use when the calculations,
including the interpolation of free energy functions, are made by computer.
The OMNITAB computer language6 was used in this work. A summary of
the second and third law results is given in Tables 5 and 6.
3. STATISTICAL ANALYSES
Two OMN1TAB programs were written to perform the statical analyses,
the ultimate purpose of which was to obtain overall weighted average values
of the second and third law heats of sublimation and estimates of the uncertainties. The first OMNITAB program performed least-squares fits for
each run to obtain the second law heats and the average third law heats. The
program also made a preliminary test to detect laboratories that exhibited
385
ROBERT C. PAULE AND JOHN MANDEL
Table 5. Summary of second law results
Lab.
No.
1
2
3
Run No. of
No. points
7
8
9
11
12
—0.744
—0.957
1
10
0.698
2
9
4
6
—2.003
—2.809
1
11
1.080
2
1.906
1
10
8
10
7
9
5
2
31
1
II
—1.640
—0.531
1.437
—1.238
—0.779
—0.329
—0.352
1
10
2
3
4
5
6
7
6
6
1,833
12
6
15
7
—1.081
—0.829
1
11
—1.648
—0.130
2
11
0.128
3
9
4
5
10
—0.302
—0.148
—0.236
—1.409
—1.493
—3.368
—3.098
1
2
3
4
10
cal'mol'deg
1
2
3
5
(see eq. 2)
2
3
4
Intercept A
11
13
14
14
1.392
0.868
1
14
6
2
3
4
7
—5.184
10
17
4.746
—6.594
4
6
5
6
5
5
5
—0.947
1
2
3
excessive
2.472
0.020
—7.390
10.508
6.400
Slope B, 2nd law
f1
2) (see eq. 7)
AHSUb29S (see eq.
cal'mol'
f2
S1
(see eq. 8) (see eq. 5)
4.73
8510
0.1904
3.77
6570
0.2209
7.95
0.1364
5.99
14190
10650
15.57
25820
01224
9.05
0.0771
9.07
15580
15390
7.27
28060
89133
5.65
85876
89815
88508
87758
88464
85015
85687
89500
7.20
10480
13420
6.11
11310
7.31
89664
90003
87176
91206
92638
85924
84868
90142
0.1039
0.0690
0.0993
11880
0.2288
0.1650
0.1835
0.0193
2.59
4300
0.1194
11.41
17870
21220
22740
0.0559
0.0196
0.0409
0.0499
0.0463
0.0304
0.0662
13.42
14.44
11.61
88911
11.57
86480
90212
86862
86300
87041
86927
11.52
18340
17730
18100
4.95
22130
7900
5.99
10090
0.0547
7.35
5.28
11450
86931
6.07
10260
87338
87702
91092
90977
3.91
81981
98741
77563
13.61
6170
5880
5710
5740
22010
0.0392
0.0562
0.0199
0.0706
0.1681
0.1275
0.1971
0.1190
0.3271
0.2544
0.2350
0.0538
0.3024
0.2270
0.1955
0.3695
84593
98536
99568
70700
77335
89209
13.41
3.69
3.58
3.62
11.64
6.92
8380
19990
11080
5.66
9020
12.96
20850
19.61
30560
20410
49260
20470
12.48
30.62
12.80
0.0426
scatter of points about the fitted curves (see Appendix). The authors
then examined the results and made tentative decisions regarding the data
to be excluded from the weighted averages and the estimated uncertainties*.
The second OMNITAB program was then run to determine (1) the weighted
*
Preliminary examination of the data and the associated uncertainties for laboratories 9, 10
and 11 indicated that these laboratories deviated significantly from the consensus. An examination of the reports from the laboratories also indicated possible experimental difficulties. The
results from these laboratories were, therefore, not included in further poolings. Subsequent
statistical examination of these laboratories' data and associated uncertainties further indicated
that these data should not he included in the pooled results.
386
INTERLABORATORY MEASUREMENTS ON THE VAPOR PRESSURE OF GOLD
Table 6. Summary of third law results
Lab.
Run
No.
No.
No. of
points
1
11
2
1
12
10
2
3
4
5
9
2
6
2
1
11
2
3
10
8
1
10
2
3
2
7
9
1
2
3
4
5
6
7
31
2
3
4
10
6
6
4
12
5
6
6
15
7
7
1
11
1
1
8
2
U
3
9
10
4
5
1
9
2
11
13
14
3
4
14
1
6
7
10
10
2
3
4
11
1
2
3
4
5
14
17
6
5
3rd law AHUb29s
cal'mol'
88316
88320
88425
87626
87747
87975
88120
87786
88108
87477
88142
88566
87514
87208
88068
87912
87917
87882
87791
87638
87845
87489
86653
86517
86570
86691
86531
85097
85304
85679
86016
85984
89821
85191
84624
87911
88041
6
87911
5
87635
87693
5
S
(see eq. 10)
(see eq. 9)
0.302
0.289
0.316
0.333
0.707
0.408
0,707
0.302
0.316
0.354
0.316
0.378
0.333
0.180
0.500
0.316
325.2
393.9
230.2
269.4
47.6
225.7
133.6
141,3
160.8
158.2
412.1
318.0
345.4
0.289
201.5
402.9
82.8
99.7
87.6
85.5
0.408
79.1
0.408
0.408
0.258
0.378
0.302
0.302
0.333
0.316
0.302
0.277
0.267
0.267
0.267
0.408
0.378
0.316
0.243
0.408
0.447
0.408
0.447
0.447
55.8
128.6
61.0
89.3
58.4
85.0
39.4
195.6
322.4
461.2
492.8
215.1
613.3
552.5
363.1
373.2
501.1
695.5
323.9
507.9
average values of the second and third law heats of sublimation, (2) the
uncertainties associated with the heats, and (3) the uncertainties expected for
a typical in-control laboratory's measurements (see Appendix). In the second
OMNITAB program the rejected data were not used for the calculation of
the weighted averages and standard deviations, but were used in all other
statistical tests. This procedure avoids distorting the overall results, but still
allows for further evaluation of all the data.
387
I'.AC.3 3 F
ROI3ERT C. PAULE AND JOHN MANDEL
The statistical analyses indicate that the weighted averages* and the
associated standard deviations (standard errors) are as follows:
A = —0.26 ± 0.25 cal• mol -' deg
-'
B
2nd law AHUb29s
88140 ± 500 cal mol
3rd law HUb2u8 = 87720 ± 210 calmo1
The A coefficient is essentially zero which indicates that the observed pressures
and the free energy functions are in reasonable agreement. In the analyses it
is tacitly assumed that the errors in the free energy functions are negligible.
The second and third law \HUb298 are observed to be in good agreement.
We believe the third law HLb2oa value of 87 720 ± 210 cal• moL 1(367040 ±
900 J mol i) is to be preferred since its standard error is smaller and since
the free energy functions for gold are believed to be reliable.
A laboratory measuring a single temperature/pressure curve may wish to
compare its values with the weighted averages from this study. The total
expected variance required for this comparison will be the sum of: (1) the
between-curve variance, (2) the between-laboratory variance, and (3) the
variance of the weighted average. Assembling the numerical values corresponding to these components of variance in the above order we obtain for
the single curve case:
+ 0.0
+ 0.063
V(2nd law)
0.020f
0.020f
V(3rd law)
0.070 x 106 + 0.340 x 106 + 0.046 x 106
V(A)
+ 0.59 x 106 + 0.24 x 106
where the f and 12 values may be calculated as indicated in the Appendix.
The constants in these equations are based on pooled estimates of the variance
components. By use of the variables f1 and f2, allowance is made for the
actual number of data points used and for the spread of 1/T values. The units
of variance of the values are the squares of the units of the values being
evaluated (A, B or third law heat). The numerical values in the variance
equations have been derived using energy units of calories. The above
formula giving the variance of the third law heat is based on the assumption
that a laboratory makes at least five temperature/pressure measurements.
For such a case, our analysis indicates the between-curve component of
variance is approximately a constant. 0.070 x 106.
To illustrate the above equations for a typical single curve case', assume
that a laboratory measures a single temperature/pressure curve taking
eleven points, one every 25 K, over the temperature range 1 600 to 1 850 K.
For this case the f and f values are calculated to be 43.2 and 1.28 x 108,
respectively, and
V(A)
V(2nd law)
0.864 + 0 + 0.063 = 0.927
2.56 x l0 + 0.59 x 106 + 0.24
11)6
3.39 x 106 (3)
-
* The results from eight cooperating laboratories with 27 curves and over 250 ternperaturc/
prcsure points were used to determine these weighted averages. The weighting procedure used,
IS l\Cfl in the Appendix.
388
INTERLABORATORY MEASUREMENTS ON THE VAPOR PRESSURE OF GOLD
V(3rd law) = 0.070 x 106 + 0.340 x 106 + 0.046 x 106 = 0.456
x 10 (4)
The following limits, which are equal to twice the square root of the above
variances, can be used for the estimation of maximum allowable differences
between the single curve results obtained by the typical laboratory and the
weighted averages. Approximately 95 per cent of the time, a result obtained
by the above described typical laboratory should fall within the following
limits:
A=
—0.26
± 1.93 cal mol ' deg'
2nd law = 87720 ±
3700ca1moI'
3rd law = 87720 ± 1 350 cal mol -.
Since the third law value is believed to be more accurate, we have replaced
the second law weighted average by the third law weighted average, 87720
cal mol
A laboratory wishing to evaluate its own results should calculate its own
specific f1 and f2 values for use in the above equations.
An examination of the values of the individual components of variance for
the typical single curve case yields considerable information. For the second
law case (eq. 3) one can note that the between-curve variance is relatively
large compared to the total variance (2.56/3.39). If a laboratory measures
(n — 1) additional temperature/pressure curves the between-curve variance
will be reduced to(2.56 x 106)/n. For the third law case(eq. 4) it can be observed
that additional curves will not be particularly helpful since a large fraction
of the total variance for the third law case is due to the between-laboratory
component of variance (0.340/0.456).
By back-calculating through the third law equation it i possible to deter-
mine approximate 95 per cent limits for which the pressure/temperature
•
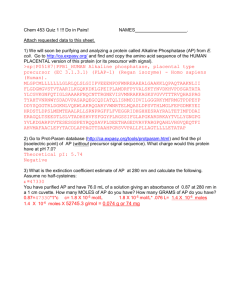
. Fure 11.Vupor pressure of gold
— — etrt for typical
-
-
\ •\
u2.SecodndlndthIrd law
— —— Third low limit for overoU
\\
'\\
weighted average
Central value for
\'k\
93
92
\ ..\\
p 2nd Law AH29
iD•
+
1850 1800
1700
1600K
56 58 6O 62 54
lIT xlO 4,K1
2345678
I
8Lo
1
Laborotory No.
389
I
ROBERT C. PAULE AND JOHN MANDEL
relationship is known. This has been done using both the uncertainty of the
weighted average third law value and the uncertainty of the typical single
curve third law value. The results are shown in Figure 11. From the weighted
average third law limits it is seen that for a fixed temperature, the uncertainty in the associated pressure is approximately ± 13 per cent, while for a
fixed pressure, the uncertainty in the associated temperature is approximately
±9 K. The corresponding limits for the typical single curve case are ±45
per cent and ± 30 K. The large uncertainty for the typical single curve case is
primarily due to the large between-laboratory uncertainty.
A single laboratory's evaluation of error may be greatly underestimated if
systematic between-laboratory errors are not considered. The diligent use of
vapor pressure standard reference materials should help in the detection and
elimination of such systematic errors.
4. COMPARiSON OF SECOND AND THIRD LAW RESULTS
From the statistical analyses we have observed two fundamentally different
situations for the accepted second and third law results. Regarding the second
law results, the between-curve but within-laboratory variation was found
to be no larger than that expected from the average scatter of temperature/
pressure points about the curves. Furthermore, the second law case showed
no (statistically) significant difference between the results from the different
laboratories. For the third law case, however, a significant difference was
found for both the between-curve and the between-laboratory results. It
should be noted that the significant differences for the third law tests are due
to the smaller third law uncertainties rather than to a wider spread of the
values. The third law uncertainties are significantly smaller than the second
law uncertainties. Figure 12 summarizes the accepted second and third law
results.
List of cooperating laboratories
Aerospace Corporation, P. C. Marx, E. T. Chang, and N. A. Gokcen
Air Force Materials Laboratory (MAMS), H. L. Gegel
Air Force Materials Laboratory (MAYT), G. L. Haury
Douglas Advanced Research Laboratories, D. L. Hildenbrand
Gulf General Atomic, Inc., H. G. Staley, P. Winchell, J. H. Norman and D. A.
Bafus
Michigan State University, J. M. Haschke and H. A. Eick
National Bureau of Standards, E. R. Plante and A. B. Sessoms
Philco-Ford Corporation, N. D. Potter
Space Sciences, Inc., M. Farber, M. A. Frisch and H. C. Ko
Universita degli Studi di Roma, V. Piacenta and G. De Maria
University of Pennsylvania, W. W. Worrell and A. Kulkarni
The authors are greatly indebted to the above listed cooperating laboratories
for their vapor pressure measurements. D. L. Hildenbrand of Douglas Ad-
vanced Research Laboratories should be given particular credit for the
original impetus in the establishment of the vapor pressure standard reference
materials program. The authors also wish to acknowledge aid received from
390
INTERLAHORATORY MEASUREMENTS ON THE VAPOR PRESSURE OF GOLD
the following NBS staff members. F. R. Plante has contributed freely to
discussions dealing with thermodynamic aspects of the analysis, and J. J.
Diamond has made an extensive vapor pressure literature survey from his
information 'Data Center on the Vaporization of Inorganic Materials'.
W. S. Horton contributed to discussions dealing with statistical procedures
and F. L. McCrackin aided in the use of his computerized GRAPH routine.
5. APPENDIX
This appendix gives additional details of the statistical analyses which were
necessary for the evaluation of the gold vapor pressure data. The two-part
statistical analysis has been made in terms of two large OMNITAB programs.
An outline of the two parts is as follows:
1. The temperature/pressure data for each run were given the least-squares
treatments described below to obtain the second and third law values and
the associated uncertainties. In all fits each data point was given unit weight.
(a) For the second law equation, the least-squares model was Y = A + BX,
where X = 1/T The standard deviations of the coefficients (5A and SB)
can be expressed in terms of the standard deviation of the fit (Sfit):
=
=
f
f
.5
(5)
.5
(6)
where
11 =
[+
12 =
(X
X)2]
[1/(x1 — X)2]4
(7)
(8)
and N denotes the number of data points. The 11 and f2 values provide a
convenient quantitative description of the number and spread of the
X( = 1/T) values and have been used throughout the analyses. Since the
OMNITAB least-squares fit program automatically gives the standard
deviations for both the coefficients and the fit, the f and f2 values were
conveniently calculated using equations (5) and (6).
(b) The third law equation was also treated by least-squares. Here one
obtains a single coefficient, C (the average of the individual AHb29s values),
the standard deviation of the coefficient (S) and the standard deviation
of the individual AHSUb298 values (5fjt)' For the third law case, it can be
shown that:
=
I
5fit
(9)
where
= 1//(NO. of points)
(10)
It can be noted that equation (9) has the same form as equations (5) and (6).
391
ROBERT C. PAULE AND JOHN MANDEL
The same general computational treatment was therefore used for both
the second and third law results.
(c) The results for the second and third law least-square fits are given in
2.
Tables 5 and 6.
The authors next examined all results in terms of criteria (i) to (vi) listed
below.
(i) The chi-square test. Comparisons were made of Sftt values from all curves.
(1) A pooled fjt was first calculated from the individual S it values from all
curves*.
(2) Each individuaL Sf11 was compared to the pooled f using the approximate test:
fitv
where i2 is the 0.025 or the 0.975 percentile of the chi-square distribution
with v degrees of freedom. A laboratory showing several curves for which
the values of S1t fell outside these two limits was noted for further evaluation.
(ii) The between-curve (within-laboratory) differences for both the second
and third law results.
(iii) The overall differences between the second and third law results.
(iv) The overall differences for results from the different laboratories.
(v) The possible drift of results with respect to time.
(vi) The laboratory's experimental procedures.
Based on the above considerations, the data from laboratories 9, 10 and
3.
11 were not used in further calculations of averages and pooled standard
deviations. The results of laboratories 9, 10 and II were, however, compared to those of the other laboratories in the second OMNITAB program. This subsequent analysis confirmed the rejection decision. The
variation of second law results for laboratories 10 and 11 was observed
to be especially large. The results of laboratory 9 were not included because
of combined minor difficulties in points (iii), (v) and (vi) above. The Sf11
values for laboratories 7 and 8 were not used in further poolings since these
laboratories did not randomly vary their temperature during the measure-
ment of the temperature/pressure curves. As expected the S values for
these laboratories were abnormally small. All other values from laboratories
7 and 8 were, however, used in the further calcjlations.
* A special pooling procedure for standard deviations was used throughout this study. An
example of the pooling procedure is as follows:
1S0/ fl1
pooled S
where the sum is over the I curves,
— 2v1 + l/(2 + 3v.)
fi2v-+2/(3+5v.)
and v denotes the number of degrees of freedom. For a normal distribution, this pooling procedure for standard deviations will give results Comparable to those obtained by the usual
procedure of pooling variances. This procedure, however, has the advantage of being less
sensitive to distortion by otlier values. The authors wish to thank B. L. Joiner of the National
Bureau of Standards for te derivation of this pooling formula.
392
INTERLABORATORY MEASUREMENTS ON THE VAPOR PRESSURE OF GOLD
5.2
1. In the second OMNITAB program, a comparison was made of runs
within each laboratory. This comparison was made in terms of both the
intercept A and the slope B for the curve fitted to each run, and in terms of
the average third law heat derived from each run. Using the F test, the
variance of the A values between curves within each laboratory was compared to the estimate of this variance derived from the pooled Sf1. The B
and the third law heat values were similarly treated.
2. A comparison was made of laboratories with each other. First, a pooled
value was obtained for the between curves (within laboratories) standard
deviation for each of the three parameters A, B, and third law heat; an
average value (for each of the three parameters) was also computed. Then
using Student's t test, the deviation of the average value of each laboratory
from the overall weighted average was compared to the pooled standard
deviation between curves (within laboratories). In this way, detailed
information was obtained on the variability between laboratories in terms
of the deviation of each individual laboratory from the consensus value.
3. An analysis of variance was made7 for each of the three parameters, A, B
and third law heat, using the estimated values of these parameters accepted
after application of the first OMNITAB program. The purpose of the
analysis was to estimate the components of the within- and betweenlaboratory variance.
4. Overall weighted average (A, B and third law heat) values and the associ-
ated variances were determined. Since the laboratories did not submit
the same number of runs, the overall weighted averages are dependent
on the specific weighting procedure used. Statistically, a proper weighting
procedure would be one that minimizes the variance of the weighted
average. The weighting factors obtained by this procedure are functions
of the ratio of the between- to within-laboratory components of variance.
Denoting the ratio for A by p, it can be shown that laboratory i with n1
curves has the weighting factor:
14' = n/(l + n1p)
The value of p can be estimated from the results of the analysis of variance7.
The weighted average A will be:
where A1 is the average A value for laboratory i.
Using this procedure, the variance of A will be smaller than for any other
weighting procedure, and its approximate value will be:
v(A) —
'A' component of within-lab. variance8
The values for the B and the third law heat were evaluated in an analogous
manner using the p and n1 values corresponding to these parameters.
Two extreme cases for the weighting factor deserve special attention.
For the situation where the ratio, p, of the between- to within-laboratory
393
ROBERT C. PAULE AND JOHN MANDEL
components of variance is large with respect to unity, essentially equal
weight is given to each laboratory. For the situation where the ratio p is
close to zero, each curve is given essentially equal weight. The p values for
A, B and the third law heat which we obtained from the analysis of variance
are 0.0, 0.169 and 4.835, respectively.
5. Finally, the components of variance were assembled from the analysis
of variance to estimate the uncertainties for the pooled and single curve
values.
6. REFERENCES
2
6
8
D. D. Wagman, W. H. Evans, V. 8. Parker. 1. Halow, S. M. Bailey and R. H. Schumn, 'Selected
values of chemical thermodynamic properties. Tech. Note US Nat. Bur. Stand. No. 27O-4(1969).
R. Hultgren. R. L. Orr, P. D. Anderson and K. K. Kelley. Selected Values of Thermodynamic
Properties of Metals and Alloys. pp 38—42 (June 1960). Wiley: New York (1963).
J. W. Tester. R. C. Feber and C. C. Herrick J. Cheni. Enqng Data, 13, 4l9-21 (July 1968).
W. S. Horton. J. Res. US Nat. Bur. Stand. 70a (Phys. and Chem.), No. 6,533 9(Nov.—Dec. 1966).
D. Cubicciotti. J. Phvs. Cheni. 70. 2410-3 (1966).
j, Hilsenrath. G. G. Ziegler, C. G. Messina. P. J. Walsh and R. J. Herbold, 'OMNITAB, a
computer program for statistical and numerical analysis. Handh. US Nat. Bur. Stand. No. 10!,
256 pages (March 1966).
0. L. Davies. Statistical Methods in Research and Productions. pp 97—99. Oliver and Boyd:
London (1947).
J Mandel. The Statistical Ana/i'sis of Experimental Data, pp 132—5. Interscience: New York
(1964).
394