Study of Esterification Reactions in a Batch Reactor:
advertisement

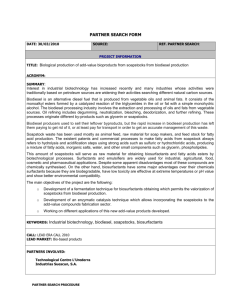
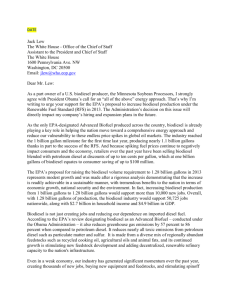
Study of Esterification Reactions in a Batch Reactor: Modeling the Industrial Synthesis of Benzoic Acid and Biodiesel Chida Balaji chidabalaji@gmail.com Brett Levine levine.brett@gmail.com Shirin Poustchi spoustchi@msn.com Abstract This experiment examines two esterification reactions: the de-esterification of ethyl benzoate into benzoic acid and the transesterification of palm oil into biodiesel. Through the de-esterification of ethyl benzoate, we mimicked the processes and experimental designs that are involved in the production of API’s (active pharmaceutical ingredients). The transesterification of palm oil allowed us to observe the production of biodiesel on a small scale. In a 1L batch reactor at 40oC and 0.25 ethanol mole fraction, the rate constant was experimentally found to be 0.47 M-1s-1. This value is important in that it tells us the rate (speed) of the reaction under the given conditions and compares favorably with the literature value of 0.51 M-1s-1 [2]. For the biodiesel reaction, we successfully produced biodiesel in a 1L batch reactor with a percent yield of 23% at 60oC. Introduction The demand for pharmaceuticals is increasing; consequently, the need for efficient production designs is vital to the success of the pharmaceutical industry. By studying the synthesis of APIs, chemical engineers are striving to discover new ways to optimize the efficiency of these valuable reactions. Although API synthesis covers a multitude of chemical reaction types, our research focused on one specific reaction type: esterification. As with pharmaceuticals, the petroleum industry is constantly searching for new ways to increase their productivity. Additionally, these companies are actively pursuing viable and renewable alternative energy sources as a result of the decreasing fossil fuel reserves, which include wind power, solar power, and the focus of our second experiment: biodiesel. Esterification reactions involve either adding (transesterification) or removing (de-esterification) an ester group to/from a molecule. Esters are a type of molecule formed from an organic acid and an alcohol and have the general structure of R-CO-OR’. Ester molecules exist in a variety of forms, ranging from naturally occurring esters such as vegetable oils to commercially prepared products such as biodiesel. Commercially, esters are very prevalent and a valuable resource to many industries, especially the pharmaceutical industry. Many APIs, or active pharmaceutical ingredients, are formed in esterification reactions (ex. Aspirin). Without these quintessential ingredients, the medical and pharmaceutical industry would not be where it is today. Furthermore, it is of great importance to continue to study and understand how these esterification reactions work so engineers and other professionals can continue to produce products that will further benefit mankind. Commercially, these reactions take place in very large batch reactors. These specially designed vessels are often tailored to the reaction taking place, and provide a closed system that can often easily be controlled by a computer. These reactors also have the ability to control temperature, reactant concentrations, and many other things such as pressure and pH depending on the specific reactor involved. [1] Carefully analyzing past experiments enables chemical engineers to make changes to the reactor conditions that would make the reactions more efficient and effective. Figure 1: The Batch Reactor Above is a picture of the 1L batch reactor used in both experiments. The outer layer of the reactor is a water jacket with a dedicated temperature probe that constantly monitors the reactor’s temperature. This paper analyzes two different esterification reactions. The first, the deesterification of ethyl benzoate into benzoic acid, serves as a model for the synthesis of APIs in batch reactors. The second, the transesterification of palm oil into biodiesel, offers a source of renewable and clean alternative energy. The purpose of both experiments is to simply study esterification reactions, both transesterification and deesterification, and how to conduct both experiments in a way that models their industrial production. There were two forms of objectives set to accomplish the goals of this project: the first being quantitative and the second being qualitative. The quantitative objectives of this research were: • Calculate the rate constant value, k, (ethyl benzoate reaction) • Calculate the % yield (biodiesel reaction) The qualitative objectives were: • Carry out a model deesterification reaction using ethyl benzoate • Carry out a model transesterification reaction using palm oil (to produce biodiesel) • Analyze the above small-scale reactions to serve as a model for industrial production The rate constant, k, describes how quickly the reaction proceeds (measured by the change in concentration of the reactants with respect to time). The percent yield is a measure of how much product was produced in relation to the predicted yield (from stoichiometry). Although both reactions were quantitatively analyzed, our study of these reactions was mostly qualitative. The quantitative measures simply serve to gauge our accuracy in comparison to others who have completed similar experiments. This paper does not strive to find ways to maximize the efficiency of these experiments; it simply strives to model the nature of esterification reactions. Background De-esterification of Ethyl Benzoate The first reaction involved the deesterification of ethyl benzoate to benzoic acid. De-esterification reactions typically involve hydrolysis, where water cleaves a molecule (ethyl benzoate) into its respective alcohol (ethanol) and acid (benzoic acid). Typically (and as with our experiment), these reactions take place with a basic catalyst (NaOH). amount of desired product in the smallest amount of time. The calculations for the biodiesel percent yield are relatively simple when compared to those for the ethyl benzoate reaction. The differential rate law for this reaction is: R = k[EB]2 Figure 2: Ethyl Benzoate Reaction [1] The product of this reaction, benzoic acid, has several important uses in consumer products. Benzoic acid is primarily used as a food/drink preservative and has been shown to inhibit the reproduction of mold and yeast molecules. As previously mentioned, this reaction serves as a model for the synthesis of APIs in a batch reactor similar to the one we used. In the chemical engineering world, measures such as yield (how much of the product is created compared to the theoretical yield) and speed are of great importance. Pharmaceutical companies want to be able to manufacture the APIs they need for their medicine; however, they also want to make the reactions as efficient as possible. The speed and yield are influenced by a variety of conditions, mainly mole fraction (the relative composition of the reactant mixture) and temperature for the two reactions studied in this experiment. Most esterification reactions are reversible, which means that often the reactions are not complete (the actual yield is less than the theoretical yield). This is where chemical engineers use their knowledge and experience to optimize the reactions such that they yield that maximum (Where EB represents Ethyl Benzoate) Equation 1: Differential Rate Law By taking the integral of both sides of this equation, we obtain the integrated rate law, which is what we used in the experiment: [EB] = [EB]0 1+[EB]0kt Equation 2: Integrated Rate Law We also know that [EB] at time t is equal to the concentration of EB at t=0 minus the concentration of the acid used to quench it: [BA] = [EB]0 – [EB] Equation 3 (where BA represents Benzoic Acid) By substitution, we get: [EB]0 – [HCl] = [EB]0 1+[EB]0kt Equation 4 Solving for k: k = [BA] [EB][EB]0t Equation 5 This equation can be further simplified by: k= [BA] ([EB]0 – [BA])[EB]0t Equation 6 The above equations, most importantly the integrated rate law, allow us to calculate a value of ‘k’. Note that the [EB] = [OH]c in the original mixture. Also note that this reaction is considered irreversible. Transesterification of Palm Oil While the de-esterification of ethyl benzoate isn’t especially practical, the second experiment certainly is. As the world’s reliance on fossil fuels increase and the supply of these energy sources deplete, there is an increasing necessity for an alternative and renewable energy source. Biodiesel, a blanket term for a combustible and energy rich hydrocarbon chain, is produced by the esterification of palm oil (from palm trees) in the presence of methanol and a catalyst. Figure 3: Biodiesel Reaction [6] The end result of the reaction is an immiscible mixture of biodiesel and other waste products including excess methanol and glycerin. These parts can be effectively separated to leave high purity biodiesel. Worldwide, biodiesel interest is increasing due to the looming oil crisis. The results of this study offer valuable insight into the production of biodiesel and introduce it as a valuable and renewable alternative energy source. Method Both reactions, the deesterification and transesterification, took place in a 1L glass batch reactor. The reactor was surrounded by a water jacket, which allowed us to carefully regulate the temperature throughout the progression of both reactions. The reactor also had a temperature probe that recorded the temperature inside the reactor (a separate probe existed for the jacket), down to a tenth of a centigrade. Additionally, the reactor contained an inert stirrer on the bottom side which spun at a rate ranging from 0-500 revolutions per minute (rpm). With any reaction, a well-stirred reactor is needed to properly evaluate the rate constant. For the ethyl benzoate reaction, we calculated the rate constant first by continuously extracting samples from the reactor. The composition of the samples was then analyzed using filtration. Based on previous experiments conducted by others on this same topic, it was determined that this reaction was second order with respect to ethyl benzoate [2]. To experimentally determine the rate constant, samplings of the reactor mixture (which contained a mixture of ethyl benzoate, sodium hydroxide, ethanol, and benzoic acid) were taken at certain intervals of time. At specified times, we took a small ~10 mL sample of the reactant mixture from the sampling tray. Immediately after, we measured exactly 5.00 mL using a micropipette and added that to 5.00 mL of cold Hydrochloric acid. This important step is referred to as quenching, which means we used the HCl to effectively stop the reaction in the sample that we took. As soon as the HCl was added, the time was recorded. After agitating the sample solution in a vortex, it was taken over to the titrator. The titrator used 0.10N sodium hydroxide to titrate the benzoic acid in the sample solution that was formed in the reaction. batch reactor such that they could be heated to the desired temperature before adding the final ingredient: palm oil. Note that NaOH was added in pellet form instead of solution form purposely to prevent any water from entering the reactor. When water is present, deesterification takes place via hydrolysis (and forms soap), which is exactly what we do not want to happen [1]. Once this temperature was reached, the palm oil was added and the reaction began. The following day, we returned (with the assumption that the reaction was finished), and turned off the stirrer. The hydrophilic and denser glycerol migrated to the bottom of the reactor while the less dense biodiesel rose to the top. Using a peristaltic pump, we slowly extracted the biodiesel layer into an Erlenmeyer flask. Figure 4: The Titrator Solver, an Excel application, compared the actual concentrations at each respective time to the theoretical concentrations as proposed by the second order rate law. Solver used the non-linear least squares regression test in order to minimize the sum of the squares of the errors to calculate ‘k’ [5]. The experiment with the biodiesel involved simply determining the percent yield, which compared the actual amount of biodiesel formed with respect to the amount dictated by stoichiometry [1]. Ideally, we would have liked to study the kinetics of the biodiesel reaction; however, by using palm oil it is extremely impractical and difficult. Palm oil is a conglomerate of about five different hydrocarbons, which makes it nearly impossible to write a rate law (which is needed to calculate ‘k’). First, methanol and dry sodium hydroxide (NaOH) were added to the Figure 5: Separation (Formation of Biodiesel) of Layers Next, we used a vacuum filtration system to filter out some of the glycerol waste products that collected in the interphase of the mixture and thus were extracted into our biodiesel mixture. The product of this filtration was then taken to the evaporator, which further purified the biodiesel by evaporating any methanol, glycerol, or other volatile products that were in the biodiesel solution. From here, the volume of the biodiesel was taken and converted to a mass using the density of biodiesel and thus the yield was calculated. The processes we used in our experiments are ones that are utilized in a much larger scale by industries. The batch reactors easily allowed us to Figure 6: Evaporator replicate the esterification reactions that are performed by large-scale industries. [1] One of our objectives was to analyze the reaction mechanisms for the deesterification of ethyl benzoate to benzoic acid. This was accomplished by evaluating the second-order rate constant, k, through analysis of the deesterification reaction. The rate constant, k, is affected by temperature, concentration of ethyl benzoate, and the ethanol mole fraction. Through the analysis of the reaction mechanisms of the formation of benzoic acid we gained information that we can apply to the production of different APIs. Results De-esterification of Ethyl Benzoate The concentrations of the ethyl benzoate experiment are shown below: Time(min) 0.00 5.38 16.23 31.97 44.90 60.18 81.15 100.57 [BA] 0 0.029 0.059 0.052 0.056 0.075 0.072 0.074 [EB] 0.1 0.071 0.041 0.048 0.044 0.025 0.028 0.026 Predicted 0.1 0.080 0.057 0.040 0.032 0.026 0.021 0.018 Figure 7: Ethyl Benzoate Data Solver minimized the difference of the squares between the actual and theoretical values to calculate a k value of 0.47 M-1s-1 . Again, ‘k’ describes how fast the concentration of the ethyl benzoate decreases with respect to time. Figure 8: EB concentration vs. time The above graph plots the concentration of the ethyl benzoate with respect to time. The solid line shows the expected concentration versus time according to the second order integrated rate law. Transesterification of Palm Oil For the biodiesel reaction, the main indicator was the percent yield. According to stoichiometry, 440 grams of biodiesel should have been produced given the initial concentrations and volumes. In reality, we produced 92.8 grams of biodiesel (115 mL) which yields a density of 0.81 g/mL. The actual density of biodiesel ranges from 0.86-0.90 g/mL. 92.8g biodiesel 1 mL =115 mL biodiesel 0.81 g %Yield=Experimental=92.8 g = 21.1% Predicted 440 g The above calculations show the determination of mass of the biodiesel produced and its percent yield. Note that the density of biodiesel depends on the exact composition of the triglycerides used, which can not be determined definitively (the composition of the palm oil is only given in percentage ranges of the triglycerides). Discussion/Conclusions For the de-esterification reaction, we obtained a rate constant of k=0.47 M-1s-1 at 40°C and 0.25 ethanol mole fraction. The rate constant was determined through analysis of the decreasing concentration of ethyl benzoate as the reaction progressed. The data that we gathered for the concentration of ethyl benzoate was slightly skewed from the predicted values because of problems with the experimental apparatus. Specifically, the micropipette, which is supposed to measure exact volumes, had a slight crack that was discovered upon completion of the experiment. This minor fault prevented the necessary precision that we needed and thus is certainly a source of error. The ‘k’ value that we calculated corroborates with the literature value (0.51 M-1s-1) at the same conditions and ethanol mole fraction [2]. This experiment provides a means for us to find ways by which to make the production of APIs more efficient. By calculating the rate constant at different temperatures and ethanol mole fractions we can obtain the fastest means to carry out the experiment. Faster processes & better experimental designs in the synthesis of APIs can help make the cost of essential drugs cheaper. Thus this research is applicable to pharmaceutical companies that strive to make cheaper drugs. The production of benzoic acid gave us an insight into the efficient synthesis of APIs as well as the mechanisms of a de-esterification reaction. This area of research and work is vital to the progress of pharmaceutical drugs and their effect on society. Biodiesel was the chief focus of the second stage of our research. Biodiesel can be produced through many ways but the method we researched was the transesterification of palm oil. Through this experiment we tried to see if biodiesel could be produced in a productive way using the transesterification of vegetable oils. We used 500 grams of palm oil and mixed it with 450 mL of methanol and added 8.5 grams of NaOH pellets. Although the reaction was inefficient, it is the most practical method of producing biodiesel for commercial use [3]. The ingredients for biodiesel production are relatively cheap, and thus biodiesel can become a viable alternative to more expensive gasoline. Biodiesel has a lot of potential to become the primary fuel source of not just the nation but also the world [3]. Additionally, biodiesel has a less of an environmental impact than conventional fuel sources. Biodiesel’s applications are growing from just vehicular use to domestic and industrial use. Research into cheap and efficient synthesis of biodiesel is pivotal to the resolution of the world’s energy crisis [3]. On the contrary, our research with the biodiesel helped us identify the flaws of biodiesel and biodiesel production. Primarily, biodiesel has a relatively short shelf life and poor cold flow properties. Although the majority of it is liquid, biodiesel forms small solid clumps at room temperatures, which diminishes its ability to flow. Currently, research is being performed by chemical engineers to optimize the flow rate of biodiesel by mixing it with different solvents [4]. Related Work Phillip Moseley and Mustafa Ohag published a paper in 1997 dealing directly with the thermodynamic functions of the alkaline hydrolysis of ethyl benzoate into benzoic acid. Moseley and Ohag performed the same experiment (the de-esterification of ethyl benzoate) we did over 70 times, with ethanol mole fractions ranging from 0.10.9 and temperatures from 5-45 centigrade at 5 degrees intervals. A chart of their results is included below: Figure 9: Rate constant values for Moseley’s experiment [2] This graph shows the rate constants, k, throughout different ethanol mole fractions (x-axis) and temperatures. As a general trend, the rate constant decreases with increasing ethanol mole fraction and increases with increasing temperature. Additionally, varying the ethanol mole fraction has a more pronounced effect at lower temperatures (it is almost negligible at relatively high temperatures). Due to time constraints, we only performed one experiment with the ethyl benzoate (0.25 mole fraction, 40oC). We gauged our accuracy by comparing our experimental rate constant to the one Moseley and Ohag calculated for the same temperature and mole fraction. For the biodiesel production experiment, we referred to a previous paper published by Invensys Foxboro, an engineering firm specializing in commercial automation in terms of production and manufacturing systems. The paper outlines the different ways that biodiesel is manufactured, providing the following useful chart which details a generic transesterification reaction to produce biodiesel: Chart 2: Biodiesel production flowchart [3] Note that biodiesel production is a relatively cyclic process in that many of the byproducts can be reprocessed/recycled back into the reaction. Consequently, this is one of the main reasons that biodiesel is a feasible alternative energy source. Future Work Being that our research project covered such a current issue (especially with the biodiesel reaction), there exists myriad possibilities for future work. The world’s oil reserves will only continue to deplete, thus exacerbating the already prevalent oil crisis. Additionally, the world’s reliance on oil products has severe environmental implications. We could implement Moseley’s design for his ethyl benzoate experiment into our biodiesel experiment by using different initial mole fractions and temperatures to measure the percent yield. This experiment would show under which conditions the production of biodiesel is most efficient. As with any experiment, repetition breeds more accuracy and precision. Because of time constraints, we were only able to run the ethyl benzoate and biodiesel reaction once each. In the future, it would be beneficial to run each experiment again at the same conditions and furthermore at different conditions. These experiments would add validity to the experiment and offer a wider scope of analysis on both reactions. Acknowledgements We would like to thank the following people without whom this experiment would not have been able to take place. First, the New Jersey Governor’s School Board of Overseers for allowing the Governor’s School of Engineering and Technology to take place. Second, we would like to thank Rutgers University and Dean Don Brown. Next, we would like to thank Blase Ur, Program Coordinator, for not only arranging this research project, but also for planning this entire program, which has truly been an invaluable experience. Additionally, we thank Dr. Henrik Pedersen, Chemical Engineering Department Chair, for his everyday guidance and breadth of knowledge as our primary project advisor. We also thank Patrick Nwaoko, our counselor advisor for his assistance throughout this entire experience. Most importantly, we’d like to thank the following program sponsors who sustained this Governor’s School program in a financially difficult year: Prudential, Morgan Stanley, Rutgers University, the John and Margaret Post Foundation, and John and Laura Overdeck. We finally thank the entire Governor’s School staff for their friendship and guidance regarding not only this research project but also the program as a whole. References [1] – Pedersen, Henrik. The Batch Reactor. [2] – Moseley, Phillip, and Mustafa Ohag. "Thermodynamic functions of activation of the alkaline hydrolysis of ethyl benzoate and of ethyl p-nitrobenzoate in ethanol–water mixtures of various compositions at different temperatures." (1997). [3] – "Guide to Instrumentation for Biodiesel Fuel Production." Invensys Foxboro [4] – Levine, Brett. "Batch Reactor." E-mail to Michael Boczon. 15 July 2008. [5] – Harris, Daniel C. "Nonlinear Least-Squares Curve Fitting with Microsoft Excel Solver." Computer Bulletin Board. 15 July 2008 <http://jchemed.chem.wisc.edu/Journal/issues/1998/jan/abs119.html>. [6] - http://en.wikipedia.org/wiki/Image:Generic_Biodiesel_Reaction1.gif