Effects of Cold-drawing and Heat-setting on the Structure and
advertisement

Iranian Polymer Journal / Volume 9 Number 4 (2000)
1926-1260t2000
Effects of Cold-drawing and Heat-setting on the Structure and
Properties of Medium Speed Spun Polypropylene Filaments
Mohammad Haghighat Kish* , Seyed Ahmad Shoushtari and Sima Kazemi
Synthetic Fiber and Textile Research Center, Amir Kabir University of Technology, Tehran, I.R. Iran
Received 4 May 1999 accepted 15 July 2000
ABSTRACT
Effects of cold-drawing and heat-setting on some aspects of mechanical
properties and structural parameters of polypropylene filaments spun at 3500
mlmin are examined . Similar to the yam produced at low speeds, drawing
changes the structure and properties of the filaments . Heat-setting increases
the compactness and uniformity of micro-fibrilar structure of the filaments.
Crystalline fraction as determined by the change in density and molecular
orientation as measured by birefringence increase with the increase in draw
ratio . True strength does not change considerably, but nominal strength
increases and the breaking-extension decreases with draw ratio and heatsetting treatment . The temperature of the onset of melting as indicated by
DSC examination does not effect considerably by drawing and heat-setting.
The increase of crystalline fraction as measured by density is not in
accordance with the results of the crystalline fraction measurement by X-ray
diffraction . The trend in increase of crystallinity determined by DSC agrees
with the increase of crystalline fraction determined by density.
Key Words : polypropylene, filament, heat-setting, cold-drawing, structure, mechanical properties
INTRODUCTION
A considerable amount of research has been
carried out with the aim of improving fibre properties,
Polypropylene fibres, commercially produced at low
speeds, are now an important class of textile fibres . In
developing fibres for special applications and reducing
the production costs. Experimentally, the properties of
the production of polypropylene fibres, continuous
the fibres are related to both polymer characteristics
(molecular weight distributions), spinning and process-
filaments are first formed by melt spinning, and these
filaments are then drawn . The structure and properties
of the final production are determined by the details
of both production steps (spinning, drawing and heatsetting) and the properties of the resin used [1-3] .
ing conditions [3-9].
The fibres produced at high speed have a
structure different from those produced at low speeds
[3, 5, 7, 9] . Of particular importance the nominal
( .) To whom correspondence should be addressed.
239
Effects ofCo4d-drawing and Heat-seting on the Structure and Properties
strength, breaking elongation, elastic recovery and
modulus along with the structural parameters such as
crystalline fraction, crystalline morphology and orientation of the fibres change with the spinning speed [3,
9] . The change in the properties is a result of the
change of fibre structure that is brought about by the
excessive stress at solidification state of high speed
spinning process [3, 7, 9].
The effects of cold-drawing and heat-setting of
polypropylene fibres produced at low speed have been
the subject of different works [2, 8] . For the yarn
produced at take-up speed of 200 m/min, colddrawing causes the increase in molecular orientation
and it disturbs the monoclinic crystalline structure [8].
There is a considerable interaction between filament
spinning parameters and drawing conditions.
Improvement of filament strength by using
separate stage of drawing and zone drawing is reported [10—13] . Concerning the effects of drawing on the
properties of the filament yarns, produced at higher
speeds, little information is available . Extensive study
of drawing of polypropylene filaments by Nadella et
al . [8] indicates that there are various views of
structural changes in the filaments.
The present paper deals with polypropylene
filament yarns produced at a medium speed of
3500 m/min . At this speed the filaments undergo
considerable amount of stresses during solidification.
Effects of cold-drawing and heat-setting on the
properties of filament yarns are explained.
EXPERIMENTAL.
Melt Spinning and Drawing Condition
Polypropylene granules were supplied by Arak
Petrochemical Company, Arak, Iran, known as V30S
type with nominal melt flow index (MFI) =16 . The
polymer was converted to filaments by a FourneAutomatic melt spinning unit (pilot plant of Synthetic
Fibre and Textile Research Center) [14] . Yam spinning parameters are shown in Table I . The yarns have
36 filaments with circular cross-sections [15].
The filament yams were drawn by an Instron
tensile tester with the gauge lengths of 10 cm at the
240
Table 1 . Spinning parameters.
Parameters
Feed pump speed (RPM)
Take up speed (mlmin)
Linear density (texfflament)
Melt temperature (C)
Values
15
3500
9.9
150
cross-head speed of 5 Gm/min at room temperature.
The draw ratios l were defined as the ratio of final
length Lf to the original length Ls of the samples
(k,=Lf / Lo). The draw ratios used were 1 .5, 2, 2 .5, 3
and 3 .5 . The drawn fibres were heat set at 140 'C in
an air heated oven at constant length immediately
after drawing [15].
Characterization
A polarizing microscope (Carl Zeiss Jena, Germany)
equipped with a calibrated filar micrometer eyepiece,
was used for the measurement of filaments diameters
and birefringence . The average diameters of the
filaments were measured on more than 10 sections.
Birefringence was measured by Becke's line method
using Cargille standard liquids for the measurement
of refractive indices [15,16].
Load-elongation curves of the single filaments
were measured by a constant rate of elongation strength
tester, Fafegraph, Textechno, Germany . Strength was
calculated from load extension curves. The nominal
strength (NS) was calculated using equation : NS =
BIT1 , and the true strength (TS) was calculated by : TS=
B/T 2 or rS=BI(T t /(I+E/Ioo)), where B is the breaking
load, T l is the linear density of the filament at zero
extension, T 2 is the filament linear density at the time of
rupture and E is the percent breaking-extension [12].
The linear densities of the filaments were measured by
a single fibre linear density tester (Vibromat M, Textechno, Germany).
The bulk densities of the filaments were determined by a density gradient column using a mixture
of water and ethanol at 23 'C . The crystalline fraction
of the samples were then estimated using the
expression : %X=100xpex(p—p,,,,)!px(p .—paa,), where p
is sample density and p .=0.936 g/mL, and pas =
0 .858 g/mL are the densities of crystalline and
Iranian Polymer Journal / Volume 9 Number 4 (2000)
Haghiehat Kish M_ ct al
amorphous polypropylene, respectively [16].
The yarn shrinkages were measured after heating a freely hanged length of yarn in an oven at 120 'C
for 15 min. The yarn shrinkage was calculated by : %
Shrinkage–%S –((Ll–L2 )/L ) )x 100, where L, is the
length of yam before and L 2 is the length of yarn after
heating in the oven.
To obtain wide angle X-ray diffraction
spectrum an X-ray spectrometer, Jeol JDX-8030, was
used. The radiation used was Ni filtered CuKa with
the wavelength of 1 .54 A. Melting temperatures were
measured by a differential scanning calorimeter
(Polymer Laboratories PL-DSC, England) . The
samples were heated at the rate of 10 'C/min and the
heating range was 20–200 C . Crystalline fraction
index was calculated by : % X= OH//H• where is
the enthalpy of the sample and Al? is the enthalpy
of 100% crystalline sample of polypropylene, that is
165 Jig [17].
RESULTS AND DISCUSSION
As-spun Filaments Properties
The as-spun filaments properties are summarized in
Table 2 . Nominal strength, breaking elongation,
birefringence, and the density of filaments are
considerably different from polypropylene filaments
usually produced at low speeds . The results of the
previous works show that the nominal strength,
birefringence and densities vary monotonically with
the spinning speed [3, 5–7].
Depending on the polymer grade and spinning
speed (50–600 mlmin) used nominal strength of the
filaments produced by Nadella et al . [7] varied
between 4 to 18 cN/tex and breaking-extension varied
between 500 to 1500 % . The birefringence of the asspun filaments produced at 600 m/min were 0 .002,
that is less than the birefringence of the yam produced
at present work . This difference is due to the higher
take-up speed and resin properties . Studying the
possibility of the production of fine linear density
filaments, Fan et al . [5], produced yam at take-up
speeds 1000 to 6000 m/min . The nominal strength of
yams produced at 3000 m/min was 30 cNltex [5] . The
birefringence varied from 0 .007 to 0 .019.
In a study of the influence of resin characteristics on high-speed melt-spinning of isotactic polypropylene, Lu and Spruiell [3] produced yarn at the
take-up speed of 1000 to 6000 m/min . Depending on
the take-up speeds, the nominal strength varied
between 10 to 40 cNltex and the birefringence varied
between 0 .005 to 0 .025 . Misra et al . [6] studied the
influence of molecular weight distribution on the
structure and properties of polypropylene fibres at the
take-up velocities of 800–4000 m/min . Depending on
the velocities and the resin used the filament densities
varied between 0 .8995–0 .9032 g/mL and the birefringence varied from 0 .0179 to 0 .0215.
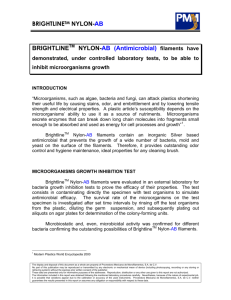
Figure 1 shows a representative load-elongation
curve of the as-spun filament yams. Force increases
linearly with elongation and then there is a reduction
of the slope . The data obtained from several load
elongation curves were analyzed by the least square
methods [18] . It was found that the shape of the
Table 2. As-spun filament properties.
Properties
Nominal strength (cNltex)
Breaking-extension (%)
Density {glrnL)
Birefringence (ANx1000)
Hot air shrinkage (%)
Values
17.4
304 .1
0 .913
Iranian Polymer Journal / Volume 9 Number 4 (2000)
20 . 9
3 .12
Elongation (%)
Figure 1 . Load-elongation curve of as-spun filament yam.
241
Effects of Cold awing and Heat .setting on the Stnw1ure and Properties
curves of load vs . percent elongation can be approximated by an equation in the forms of L=KxE02s
where L is the load, E is the % elongation and K is a
constant. The correlation coefficient was R 2=0 .9 . This
means that the elongation was proportional to the
fourth power of the force.
The load-elongation curves do not show necking of filaments in extension . The localized self
heating which is very significant during cold-drawing
of melt spun nylon and polyester does not soften the
polypropylene high-speed-spun filaments . The lack of
prominent necking during extension at room temperature in polypropylene filaments is also reported by
Nadella et al . [7, 8], and Fan et al [5], where the
filaments during solidification were under stress.
Only the filaments spun under low stress conditions
exhibited a yield drop and necking elongation [7].
The filaments spun at high stress exhibit neither yield
z
too
Elongation (%)
Figure 2 . Load-elongation curve of drawn filament yarn
A=3 .5.
242
drop nor any noticeable neck . Considering that the
glass transition temperature of polypropylene is well
bellow room temperature, in the absence of crystallinity the behaviour of the material should be rubbery.
Filaments produced under sufficient tension are
crystalline and probably with micro-fibrilar structure.
Then in the medium spun filaments, produced in this
work, the absence of neck is related to the crystalline
morphology of the polypropylene filaments.
Structural features of the as-spun filaments
along with the effects of drawing and heat-setting are
discussed in the following sections.
Effects of Drawing and Heat-Setting
Load-elongation Curves
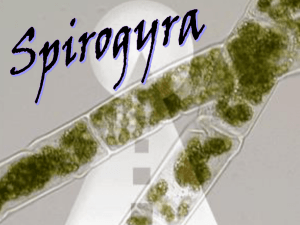
Drawing and heat-setting affect considerably the
general behaviour of the load-elongation of the
filaments. Figures 2 and 3 show the representative
load-elongation curves of a drawn and a drawn-heatset samples, both with the draw ratio of 7=3 .5.
Comparison of the Figures 2 and 3 indicates that heatsetting does not change the general shape of the
curves of the drawn samples . Comparing Figures 2
and 3 with Figure 1 it can be concluded that the
drawing operation only removed the portion of the
curve with the lower slope, leading to the lower
breaking-extension . Analyzing the data obtained from
several load elongation curves, it indicates that the
shape of the curves of load vs . percent elongation can
be approximated by an equation in forms of L=K' x E
where L is the load, E is the % elongation and K' is a
constant. The correlation coefficient was R2– 0 .95.
This means that, up to the point of rupture the
elongation becomes approximately proportional to the
force .
Drawing and heat-setting have considerable
effects on the average nominal strength . The increase
of nominal strength with draw ratio is shown in
Figure 4 . Regression analysis [18] shows that the
nominal strength vs. draw ratio follows a linear
equation in forms of: NS i = --4 .933+17 .78 x 7, (with
correlation coefficient of R2=0 .92) for drawn yarn and
NS2 -5 .84+21 .5 x 7, (with correlation coefficient of
R2=0 .996) for drawn heat-set yarn, where NS is the
nominal strength, subscripts 1 and 2 refer to drawn
Iranian Polymer Journal / Volume 9 Number 4 (2000)
Hcghigiut Kish M . n +~-
and heat set, respectively, and 7L is the draw ratio.
Figure 5 shows the effects of draw ratio on the
average of breaking-extensions of the filaments . The
breaking-extension decreases with the draw ratio,
which indicates that the true strength may not have
changed considerably by drawing.
The effects of draw ratio on the true strength are
shown in Figure 6 . Although there is a considerable
scatter in the data, it appears that the greater true stress
at break can be achieved by drawing with filaments
produced at the speed used in this work . Heat-setting
increases the nominal strength and decreases the
breaking-extension and the true strength. The increase
of the nominal and true strength with draw ratio is
possibly due to the increase of molecular orientation
which will be shown later.
1 .5
Figure 4 .
Effects
of
2 .5
2
3 .5
3
Draw ratio
draw ratio on the filaments nominal
strength.
Linear Density
Linear densities of the samples of filaments were
measured before drawing and a few hours after
drawing. These filaments are referred to as-spun and
as-drawn, respectively. Samples of filaments were
heat set immediately after drawing and their linear
densities were measured . These filaments were
referred as heat-set filaments . Also the linear density
of the filaments (LD) is calculated by : LD = Ld,,IX,
where LD p is the linear density of as-spun filaments
and X is the draw ratio.
350
•
2
0
150-
•
100
Elongation (%)
Figure 3. Load-elongation curve of drawn (1=3 .5) and heatset filament yam.
Iranian Polymer Journal / Volume 9 Number 4 (1000)
50
1 .5
2
2 .5
3
3.5
Draw ratio
Effects of draw ratio on the % breaking-extension
filaments.
Figure 5.
of the
243
Effects of Ce
wie ad Hart-setting on the Structure and Properties
Figure 7 shows the effect of the draw ratio on
the linear density of as-drawn and heat-set filaments.
In addition to the experimentally determined average
values of the linear densities of the drawn filaments
the results calculated from the above equation are also
indicated as calculated values . For as-drawn filaments
the calculated linear densities are less than the
measured linear density . This difference is due to the
filament contractions after drawing . Considering the
load-elongation curves of as-spun filaments (Figure 1)
and converting the draw ratio to percent elongation, it
seems that the retractive forces are in effects even at a
draw ratio close to the breaking elongation.
For the heat-set filaments the difference between
calculated linear densities and measured linear
densities are not significant . Heat-setting reduces the
recovery, and it stabilizes and sets the structure. As
shown in Figure 7 the amount of recovery of as-drawn
filaments after drawing decreases with draw ratio . This
means that there are more permanent mechanisms
available to the structural entities formed during the
drawing than the original structure . Heat-setting
removes the mechanisms responsible for recovery.
During drawing deformation, non-crystalline chains
become highly strained, heat-setting relieve the stressed
chains and set them in a new stable structure.
DeCandia et al . [19] studied the shrinkage and
105
A As-drawn
q Heat-set
95
a
U
c
C
a
85
2
75
65
1 .5
2
2.5
3
3 .5
Draw ratio
Figure 6 .
strength .
244
Effects of draw ratio on the filaments true
10
n As-drawn
q Calculated
Heat set
8
d
E6
a
4
2
2
2 .5
3
3.5
Draw ratio
Figure 7 . Effects of draw ratio on the linear density (tex) of
the filaments.
1
1 .5
refractive forces of drawn isotactic polypropylene
during heating . According to DeCandia et al . [19] the
shrinkage below 100 'C is a sign of the intrinsic
instability of drawn materials . At room temperature it
is a part of the aging process and crystallization that
could continue over months and years.
Birefringence and Shrinkage
Figure 8 shows the effects of draw ratio on the concurrent changes in birefringence and hot-air-shrinkage
of the filaments . Birefringence is related to the
molecular orientation through the Hermann orientation factor. The drawn samples are unstable, and by
increasing the temperature in shrinkage experiments,
the chain mobility increases, leading to the reduction
in sample length . Shrinkage along birefringence
increases with draw ratio, which indicates that the
molecular orientation produced by drawing may be
responsible for the shrinkage.
This behaviour is similar to the yarns produced
at low speeds. For filaments produced at low speed,
Nadella et al . [8] observed the increase of birefringence of cold and hot-drawn polypropylene filaments
with draw ratio . With increasing draw ratio the
birefringence first increased and then leveled off.
Crystalline Fraction
Figure 9 shows the effects of draw ratio on the density
Iranian Polymer Journal / Volume 9 Number 4 (2000)
Haghighat Kish M . a al.
and the calculated crystalline fraction from the
density measurements . Drawing and heat-setting, as
expected increase the bulk density of the filaments.
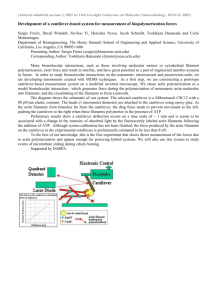
Figures l0a shows the X-ray spectrogram of asspun filaments, indicating a monoclinic crystalline
form . This form is common for the crystalline
morphology of drawn polypropylene fibres [20].
Comparing the spectrogram of as-spun filament with
those of Wang et al . [10,12] produced at low speed,
where only a broad peak was observed, it can be
concluded that spinning at this speed produced
filaments with crystalline structure.
Figures 10 6 and 10, show the spectrogram of
drawn A=1 .5 (Figure 106 ) and A.=3 .5 (Figure 10,)
filaments . The spectrogram of the heat-set drawn
filaments are shown in Figures 10d,. The area under
the peaks were measured and compared . Drawing and
heat-setting does not affect the area under the peaks
that represent crystalline fraction . Then the increase
of crystalline fraction as measured by density is not in
accordance with the results of the crystalline fraction
measurement by X-ray diffraction.
This sort of discrepancy between the results of
crystalline fraction determination from density
30
4.
25
20
a
a
15
C
m
10
20
2 .5
3
3 .5
Draw ratio
Figure 8. Effects of draw ratio on the shrinkage and
birefringence of the filaments.
1 .5
Iranian
2
Polymer Journal/ Volume 9 Number 4 (2000)
Figure 9 . Effects of draw ratio on the density and the
calculated crystalline fraction.
measurement and X-ray diffraction method is not
unusual . Stern and Segerman [21] reported the
increase of density upon drawing polypropylene
fibres where the crystalline fraction determined by Xray diffraction remained constant. This difference led
the authors [21] to propose the existence of
intermediate state of order in polypropylene fibres.
The results of the DSC tests on different samples
are summarized in Table 3 . Figures 11, and l l b show
representative thermograms of as-spun filaments and
drawn (A .=1 .5) filaments . Only filaments drawn with
the draw ratio of A.= 1 .5 (Figure 1 l b) show a single peak
with melting point at 163 .9 ' C while those drawn and
drawn-heat-set samples show multiple peaks (like
Figure 11 a) . The multiple peaks were also reported by
Andreassen et al ., [22] for propylene and it is related to
the rearrangement of structure during heat treatment in
DSC test.
The absence of any peak between 20 to 120 'C
in the DSC thermograms is an indication of the lack
or only a small amount of polypropylene in smectic
form [20].
The temperature of the onset of melting and the
2nd and 3 rd
temperature of the peaks, indicated as
in Table 3 does not affected considerably by drawing
and heat-setting. At constant heating rate Andreassen
et al . [22] observed the decrease of the temperature of
the onset of melting with draw ratio, which was 5 to
245
Effects ofColddrawing and Neal-setting on the Structure and Properties
R.
1002
802
10.00 20.00
402
302
202
102
2
N
'n P
50.00
Lambda : 1 .5418
Peak Lines in graph boundaries 500 to
80.00 deg,
No
Two theta
d
010
1
14 .12
8 .272
100
2
16 .96
5 .228
81
3
18 .52
4 .791
85
4
25_52
3 .490
15
5
27 .12
3 .288
8
8
28 .40
3 .143
10
2024
1024
24'
30 .00
40 .00
20
(a)
mm
it
3024
Lambda : 1 .5418
Peak Linea in graph boundaries 5 .00 to
60 .00 deg.
No
Two theta
d
810
1
13 .00
6.810
29
2
14.04
8.308
100
3
16.92
5.240
75
4
18.52
4 .791
43
5
25.48
3 .495
11
6
28 .24
3 .150
9
60.00
20.00
10 .00
3000
40 .00
20
50.00
60 .00
(b)
Lambda : 1 .5418
Peak Lines in graph boundaries 5 .00 to
60.00 deg.
No
Two theta
d
1110
1
14 .16
8.254
100
2
17 .04
5.263
57
3
18 .88
4.753
54
4
2536
3.512
18
5
28 .40
3.143
12
801
601
1
401
201
sy. .
Lambda : 1 .5418
Peak Lines in graph boundaries 5 .00 to
60 .00 deg.
No Two theta
d
1110
1
14.12
6.272
100
2
16.92
5.240
85
3
16.64
4.760
56
4
25.52
9.293
13
5
27,08
3.293
8
8
2852 3.130
10
1 j
Md
10 .00 20.00 30 .00 40 .00 50 .00
20
55.00
1 0 .00 20.00 30.00
20
(c)
40.00 50 .00 55 .00
(d)
Lambda: 1 .5418
Peak Lines in graph boundaries 5 .00 to
60 .00 deg.
No Two theta
d
Vt0
1
14.18
6 .254
100
2
1704
5203
82
3
18.64
4 .760
68
4
25.64
3 .474
19
5
28.32
3 .151
15
20
(e)
Figures 10 . Wide angle X-ray spectrogram of (a) as-spun, (b) as-drawn )L=1 .5, (c) as-drawn =3 .5, (d) drawn heat set )<=1 .5,
(e) drawn heat set X=3 .5.
8 'C . This decrease is not observed for the yarn
produced at medium speed .
As indicated in the last column of Table 3, the
246
calculated crystalline fraction from enthalpies
increases with drawing and heat-setting . The trend in
increase of crystalline fraction was determined by
Iranian Polymer Journal / Volume
9 Number 4 (2000)
Haghighat Kish M. a al.
Table 3 . Summary of information from thermograms.
Material
As-spun
Drawn A.=1 .5
Drawn X=3.5
Drawn X=1 .5
Heat-set
Drawn X=3.5
Heat-set
Peaks temperatures 'C
1`r
2"d
161 .6
163.3
158 .7
163.7
Onset of melting
151 .7
151 .0
-
168.5
-
50
_
157 .6
169.9
174 .0
-
Polypropylene filament yarns were produced by a
pilot plant at the speed of 3500 m/min and then the
0.0'15.53 mcaVmg
151 .74C
-0.6170 .% .0
S -1 .4L
20
60
180
100
140
Temperature (C)
(a)
4 -1 .0 –
0
filaments were drawn by an Instron tensile tester.
From the results of tests characterizing the samples, it
can be concluded that the properties and the structure
of the filaments are considerably different from those
produced at low speed . The structure of the filaments
was more compact with a considerable molecular
orientation, possibly with micro-fibrilar structure . The
recovery of the filaments after drawing was substantial and decreases with the increase of draw ratio.
For production of a stable yarn, immediately after
drawing, a heat-setting process is required . Drawing
brings the structure to an unstable state and heatsetting improves the uniformity and stability of the
structure. The nominal strength increases with draw
ratio . The ways to improve true strength of medium
speed spun filaments should be sought in the future.
let% 'C
R4)
is
E
39
45
-
162 .7
CONCLUSION
0
Crystalline
traction (%)
149 .8
DSC agrees with the increase of crystalline fraction
determined from density measurements, but the ratio
of crystalline fraction determined by the two methods
are not constant . This difference indicates that
different structural parameters are involved in the two
different methods of measurements.
u
3rd
170 .6
167
17 .75 encamp
Isles 'c
-0.7 183.28 'C
i-1 .3
20
601
100
140
Temperature (C)
The authors would like to express their appreciation
to Mr A . Khosrowshahi from Synthetic Fibers and
Textile Research Center (SFTRC) for filament yarn
production, Mrs Ameli from Science and Technology
University, Material Sc. Dept . for preparation of Xray diffractograms and Mrs Hazrati from Amir Kabir
University, Polymer Eng . Dept . for preparation of
DSC thermograms.
180
(b)
Figures 11 . Thermograms of (a) as-spun filaments, (b) asdrawn a.=1 .5.
Iranian Polymer-Journal / Volume 9 Number 4 (2000)
ACKNOWLEDGEMENTS
REFERENCES
1 . Ahmed M ., Polypropylene Fibres-Science and Technology,
Elsevier, Amsterdam, Netherlands, 1982.
247
811ms ofCekt-dnwin`and Head- ettugea the Sanction and Properties
•2.
Samuels R. J., Structured Polymer Properties, John Wiley,
New York, USA, 1974.
3. Lu F., Spruiell I.E., J. Appl. Polym. Set., 34, 1521—1539,
1987.
4.
Diacik Ir. I., Diacik I., and Jambrich M., Ada Polym ., 41,
500-504, 1990.
5. Fan O ., Xu D., Zhao D. and Qian R., J Polym. Eng., 5, 95123, 1985.
6. Misra S., Lu F.M ., Spmiell I.E. and Richeson G .C., J. Appl.
Palym. Sci., 56, 1761—1779, 1995.
7. Nadella H ., Hensen H.M., Spruiell J.E. and White J.L., J.
Appl. Polym. Scar., 21, 3003-3022, 1977.
8.
Nadella H ., Spntiell J .E . and White J.L., J. Appl. Polym. Sci„
22, 3121-3133, 1978.
9. Shimizu N., Okui N . and Kikutani T., in High-speed Fibre
Spinning, (Ed.). A. Ziabicki, John Wiley, New York, NY,
USA, 1985.
10. Wang LC., Dobb M.G . and Tomka J.G., J. Tex. Inst., 86, 383392, 1995.
I1 . Kunugi T., Ito T., Hashimoto M . and Ooshi M., J. Appl.
Polym. Sci., 28, 179-189, 1983.
12. Wang I .C ., Dobb M.G . and Tomka J .G., J. Tex. Inst., 87, 1-
13. Dc Candia E., Romano G., Baranov A.O . and Prut E.V ., J.
Appl. Polym . Set, 46, 1799-1806, 1992.
14. Haghighat Kish M ., Khosrowshahi A. and Mokhtari I ., "High
speed melt spun polyamide and polypropylene filaments", Int.
Sem . Polym. Set, and Technol., Tehran, Iran, 3—5 Nov., 1997.
15. Kazemi B .S ., Effects of cold-drawing and heat-setting on
physical properties of polypropylene filaments spun at
medium speed, M .Sc. Thesis, Amir Kabir University of
Technology, Textile Eng . Dept., Tehran, Iran, 1998
16. Samuels R . J ., J. Polym. Set. part A, 3, 1741-1763, 1965.
17. Wundcrlicit B., Macromolecular Physics, Vol . 3, Academic
Press, New York, NY, USA, 1980.
18. Ostle B., Statistics in Research, 2nd Ed, The Iowa State
University Press, USA, 1963.
19. DeCandia E., Romano G., Vittoria R . and Peterline A ., J.
Appl. Polym. Set., 30, 4159-4173, 1985.
20. Frost C . and Nunez G ., Makroinal. Chem. Macromol. Symp.,
23, 161—172, 1989
21. Stern P.G . and Segerman E ., Polymer, 9, 471—975, 1968.
22. Andreassen E ., Grosiad K, Myher O .I ., Braathen M.D .,
Henrichesen H .I ., Syre A.M.V. and Iovgren T .B., J. Appl.
Polym. Sci., 57, 1075-1084, 1995.
12, 1996.
248
Iranian Polymer Journal! Volume 9 Number 4 (2000)