Addressing the Need of Increased Oxygen Demand from the Oxy

Development in the Air Separation Unit
Addressing the Need of Increased Oxygen
Demand from the Oxy
‐
Blast Furnace
Paul Higginbotham
Air Products PLC, Hersham Place, Molesey Road, Walton-on-Thames, Surrey, KT12 4RZ, UK
IEA GHG Steel Workshop, Dusseldorf, 9 th November 2011
Outline
•
Cryogenic ASU introduction
•
ASU developments
•
Application of developments to iron & steel with CCS
•
Conclusions
Outline
•
Cryogenic ASU introduction
–
–
Process and equipment
Design considerations
•
ASU developments
•
Application of developments to iron & steel with CCS
•
Conclusions
4
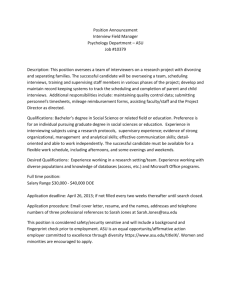
Cryogenic ASU Process and Equipment
Cryogenic
Separation
Main and Boost
Air Compression
Air Cooling and
Pretreatment Storage
Oxygen
Air
Heat
Heat
5
ASU design considerations
• Process selection and optimisation
– Power vs. capital costs (€ to save 1kW)
–
–
–
Purity requirements (high or low purity oxygen)
Co-products (nitrogen or argon, gas or liquid)
Compression optimisation and integration
•
Manufacturing strategy
– Transport of components to site (e.g. columns)
– Reducing construction / erection costs and risks
•
Operability
– Fit with customer’s use patterns
–
–
Turndown / ramping / storage
Advanced control capabilities (e.g. MPC)
•
Reliability
– Extra high reliability design?
– Liquid backup
Outline
•
Cryogenic ASU introduction
•
ASU developments
–
–
–
Train size development
Equipment
Cycle development and selection
•
Application of developments to iron & steel with CCS
•
Conclusions
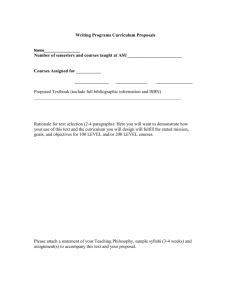
Air Products ASU train size development
Market drives ASU scale-up
Proven 70% scale-up
Quoting 5000+ metric t/d today
A5000 / A7000
5000
Escravos
Nigeria
Gas 8,
Saudi Arabia
4000
3000
2000
Plaquemine
LA,USA
Buggenum
Netherlands
Polk
FL,US A
Rozenburg
Netherlands
Doha
Qatar
1000
0
1987 1993 1996 1996 2006 2007 2011
8
ASU Equipment - machinery and drives
•
Significant part of ASU cost (capital and power)
–
–
Critical to optimise efficiency vs. capital cost
Improved efficiency when power value is high
•
Reach referenced machinery limits as train size increases
– Can use multiple trains for a single cold box
•
Centrifugal or axial air compressors
–
–
Centrifugal up to ~5000 tonnes/day O
2
Axial up to ~8000 tonnes/day O
–
2
Blast furnace blower technology
– GT derived units will be even larger
•
Electric Motor or Steam Turbine drive
–
–
Motors simplify operation but may have starting issues
Steam turbines more efficient for power generation than mechanical drives – balances extra electrical losses
ASU equipment - front-end development
•
Packing selection for DCAC and CWT
–
–
Reduced pressure drop
Minimise diameter
•
New adsorbent development
–
–
–
Increased capacity (smaller vessels)
To remove additional contaminants
(e.g. N
2
O)
Lower cost (cost/performance ratio)
•
Regeneration cycle development
–
–
Reduced energy input
Lower temperature regeneration
•
Reduced pressure drops when power value is high
ASU cold box equipment development
•
Main heat exchanger development and optimisation
–
–
Improved heat transfer
Lower pressure drop
–
–
Larger core sizes
Lower cost suppliers
•
Distillation column development
–
–
–
–
–
Cryogenic distillation test rig
High capacity structured packing
Cost-effective internals
Smaller column diameters
Reduced pressure drop
•
Reboiler development and safety
–
–
Safe downflow reboiler design
Efficient thermosyphon reboiler design
ASU cycle development and selection
•
Pumped Liquid Oxygen (PLOX) (Internal Compression (IC))
–
–
Replaces oxygen compressor with booster air compressor
Can also pump other products (argon, nitrogen)
•
Pure argon by distillation (<1ppm O
– Replaces deoxo, avoids H
2
2
)
consumption
•
Liquid swap cycles for variable oxygen demand
– Stored liquid oxygen swapped with liquid air or nitrogen
•
Advanced cycles for low purity oxygen (<~97.5%)
–
–
Save power with multiple columns and/or reboilers
Can make some high purity O
2
or Ar at low recovery
•
Integration with other processes
–
–
Pressurised nitrogen (e.g. GT) and heat integration
Nitrogen integration may allow elevated column pressures
12
Liquid swap for flexible oxygen supply
•
Liquid storage decouples column load and oxygen supply rate
•
Can deal with medium term oxygen flow variations
Liquid oxygen from columns is boiled by condensing air feed
Inject LOX, store liquid air
•
Increase GOX supply at same column load or
•
Maintain GOX supply with reduced power
Store LOX, inject liquid air
•
Reduce GOX supply at same column load or
•
Maintain GOX supply and increase power
13
ASU advanced cycle comparison
•
Five low purity cycles compared (in oxyfuel study)
1)
2)
3)
4)
5)
Three column cycle (IEA GHG report 2005/9)
Conventional double column cycle
Dual reboiler cycle
Elevated pressure three column cycle
Elevated pressure dual reboiler cycle
•
Cycles optimised for comparison (capital vs power)
•
Results given on same basis as Darde et al. (2009)
– Oxygen separation shaft power at ISO conditions
•
Intercooled compression and no heat integration
•
With and without pressurised nitrogen coproduct
•
More detail in our paper in IJGGC oxyfuel edition
ASU power calculation
•
Overall power can be expressed as sum of conceptual processes
– Independent of actual process
1) Separation
– Separate air to oxygen and nitrogen at atmospheric pressure
2) Product compression
– Compress products to required pressures
3) Product liquefaction
– Cool and liquefy products if required
•
Powers depend on ambient conditions, power/capital evaluation, operating conditions compared to design point
•
Powers can be quoted at different points – shaft power, electric power at motor terminals, at incomer, process users only etc.
•
This Comparison is Oxygen Separation Shaft Power only
– Excludes compression, liquefaction, electrical losses, cooling
Oxygen Specific Compression Power
160.0
140.0
120.0
100.0
80.0
60.0
40.0
20.0
0.0
1.0
10.0
Oxygen Pressure / bara
100.0
•
Typical values at ISO conditions, based on total flow of oxygen stream
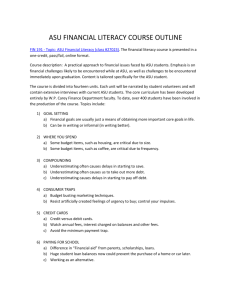
ASU Cycle Comparison Results
16
Without gaseous nitrogen (GAN), three column cycle is best
–
158 kWh/t (base)
With GAN, three column cycle has lowest gross power - increases dramatically for elevated pressure (EP) cycles as they make more GAN
If GAN can be used (crediting avoided compression power) EP cycles are best
–
3 Col (LP): 147 kWh/t (-7%)
–
2 Reb (EP): 128 kWh/t (-19%)
If GAN has no use and power is recovered with expander (no external heat), three column cycle is still best
–
157 kWh/t (-1%)
350
300
250
200
150
100
50
0 no gaseous nitrogen (GAN) with GAN (gross power)
GAN used (power credit)
GAN power recovered
1 -
Three column
158
178
147
157
2 - Dual column
187
208
158
175
3 - Dual column dual reboiler
167
197
151
166
4 - EP three column
255
138
177
5 - EP dual column dual reboiler
313
128
190
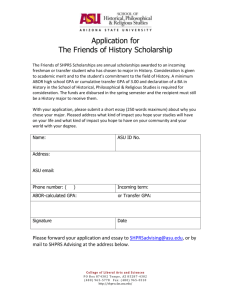
Three column, low purity cycle
• Air feeds at 3 and 5 bar(a), optional GAN at 2.5 bar(a), pumped LOX version
• High, medium and low pressure columns
Air cooling and purification
GOX GAN
LIN
WASTE
LOX
18
Low Purity “Reference ASU”
Designs developed for a scalable reference plant
Based on three column cycle
Column diameters within manufacturing capabilities
(referenced to 7000 TPD)
Up to ~25% of oxygen possible at high purity
Size TPD O
2
3,000 – 4,000
4,000 – 5,500
5,500 – 7,000
7,000 -10,000
Main Air Compressor options
Centrifugal 1 or 2 train or axial 1 train
Centrifugal 1 or 2 train or axial 1 train
Centrifugal 2 train or axial 1 train
Centrifugal or axial 2 train
Outline
•
Cryogenic ASU introduction
•
ASU developments
•
Application of ASU developments to iron & steel with CCS
–
–
–
Oxygen demands for iron & steel
ASU features for current and future requirements
Power comparison for different oxygen requirements
•
Conclusions
Typical O
2
demands for 4 million tonne per year hot rolled coil integrated steelworks
Technology
Steelmaking
Blast Furnace
(some enrichment)
BF Plus
Oxy Blast Furnace,
Top Gas Recycle
COREX/FINEX
Oxygen Flow / TPD Oxygen Pressure / bara
1000
Oxygen Purity / mol %
30 (for gas storage) ~99.5
750 3-8 >90
2500
3500
8000
3-8
3-8
3-8
>90
>90
>90
•
Some nitrogen, argon and liquid back-up are also needed
Typical Modern Steelworks ASU
•
1500-2500 TPD Oxygen
•
Moderate power evaluation
•
High purity oxygen (99.5%+) with argon (high recovery)
•
Pumped liquid oxygen supply at two pressures
–
–
~40-50% at medium pressure (MP) for blast furnace
Rest at high pressure (HP) for steelmaking
•
Small liquid production for backup
•
Some utility nitrogen (typically << oxygen demand)
•
Liquid swap scheme for peak shaving
Steelworks ASU – for all future O
2
demand
•
>3500 TPD Oxygen
•
High power evaluation (due to cost of CO
2
emissions)
•
Dual purity oxygen (99.5%+ and ~95%) with some argon production (low recovery) – advanced cycle
•
Pumped liquid oxygen supply at two pressures
–
–
~80-90% at medium pressure (MP) for blast furnace
Rest at high pressure (HP) for steelmaking
•
Small liquid production for backup
•
Some utility nitrogen production
•
Possible additional nitrogen demand for GT integration
•
Liquid swap scheme for peak shaving
Steelworks ASU – for additional O
2
only
•
>2000 TPD Oxygen
•
High power evaluation (due to cost of CO2 emissions)
•
Low purity oxygen (~95%), no argon production
– Ideally suited to advanced cycle
•
Pumped liquid oxygen supply at medium pressure only
•
Possible liquid production for backup
•
Some utility nitrogen production
•
Possibility of elevated pressure cycle with nitrogen for gas turbine integration
Oxygen specific power comparison
ASU type Press. bar
Purity
%
Specific sep. power kWh/t
Auxiliaries and losses kWh/t
Comp. power kWh/t
Total specific power kWh/t
Total specific power kWh/Nm 3
Old ASU 30 99.5 250
Modern ASU 30 99.5 230
5 99.5 230
Dual purity 30 99.5 165
5 95 160
Low purity 5 95 160
15
15
15
25
20
20
110
100
50
100
50
50
385
350
300
280
225
225
0.55
0.50
0.43
0.40
0.32
0.32
EP, N
2
Integrated
5 95 130 10 50 190 0.27
•
Total electrical power at HV incomer
•
At design point at ISO conditions with no coproducts
Power comparison of ASUs for iron & steel
•
Powers depend on multiple factors – powers given are
–
–
–
–
–
At ISO conditions
For steady operation at design point
With no coproducts
For all consumers including cooling & adsorber regeneration
At HV incomer
•
Coproduct powers must be added, e.g. LOX for backup, LAr and
30 bar N
2
at 5% of O
2
flow could add 28kWh/t (0.04kWh/Nm 3 ) O
2
•
High power value means lower power but increased capital cost
•
Low purity process can provide some high purity O
– At little more than low purity separation power
2
efficiently
•
Future ASU could halve oxygen power compared to old ASU!
–
–
–
–
–
High vs low power value (15%)
Medium pressure vs high pressure product (13%)
Low purity (or dual purity) vs high purity oxygen (13%)
Elevated pressure with GT N
2
integration vs low pressure (10%)
As low as190 vs 385 kWh/t (0.27 vs 0.55 kWh/Nm 3 )
Outline
•
Cryogenic ASU introduction
•
ASU developments
•
Application of developments to iron & steel with CCS
•
Conclusions
Conclusions
•
Oxygen demand increases in steelworks with CO
2
capture
•
Important to understand ASU possibilities in evaluation of CCS
•
Increased demand is at low purity and moderate pressure
•
ASU can provide oxygen at multiple pressures to save power
•
Low purity enables use of advanced low power cycles
–
–
Also work for dual purity and low argon recovery
Specific power for high purity little more than for low purity
•
Integration of ASU with power generation is beneficial
–
–
Nitrogen integration with gas turbine allows EP ASU cycle
Steam cycle condensate preheat in compressor coolers
•
ASU scale-up is possible to 10000 TPD in a single cold box
– At this size two machinery trains are needed
•
Power consumption comparisons need care
– Ambient conditions, operating modes, what’s included