Please Click Here
advertisement

Chapter 3
Chapter 4
Measu rements
Principles
and Practiceof
Image
Analysis
.
-- Automatic
8--'--"
i"
Microstructure and Materials
.
.
Historical Development
Automatic Image Analysis Overview
Common Applications
Microstructure and Materials
In the renaissance period of western history, philosophers and alchemists
began to speculate that differences in materials were related to their internal
structure. These speculations were encouraged by such evidence as facets
on the face of a coarse grained metal fracture or dendrites (tree-like
structures) found in the sink head of a casting. It wasn't until the mid-1800s
that Henry Sorby developed a successful method of revealing the
microstructure of rocks and metals.
The abilityto visually analyze the microstructure of materials was a powerful
tool that enabled materials scientists and manufacturers to understand the
behavior of the materials. All crystalline materials have a characteristic
microstructure. The processes used to alter their properties usually affect
the microstructure in some visible way. Therefore. the ability to analyze
these changes is helpful in controlling manufacturing processes and failure
analysis.
Historical Development
Image analysis is a technique for extracting quantitative data from images.
usually with the objective to analyze some property of the specimen. When
Henry Sorby visually examined his first successfully polished metal
specimen, he analyzed it and described one of the microstructures as a
"pearly structure". The name pearlite has since been applied to the
eutectoid structure of iron-carbon alloys. Since photography was in its
infancy and the microscope illumination was not adequate for the weak
sensitivity of photographic materials. early microscopists drew sketches of
the microstructures. In addition. visual estimates were made of how much
pearlite. ferrite, or carbide was present.
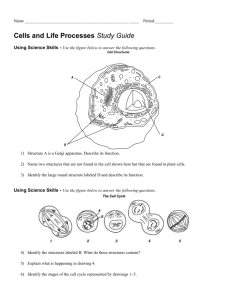
One of the earliest improvements in microstructural analysis was the
comparison chart (fig 1-1). This is a simple chart that displays various
percentages of black on white and white on black graphic. It is estimated
that this reduces error from +/-20% to +/-10% accuracy.
Chapter1
..
~
~"MUWUCIIT~
." :.41
t . ..
!-!J ~.
n
st
,.,.
10.
'.'..'.
'".' ,~"..%,~.,
..-. "".-;,.,.-.
"":.'.1.-."
,."
. ... .. ..'~.
_.;~~
~."..\
... . . -'..':-~',.,-,
...
...,..
- .w
. .. . .",,'."'.
.~.~,..':c,"
I
ffi
.",...:...",
~~!;~i~~~i!
II»jl:
~
~
MS
Figure 1-1 Area percent comparison chart
The development of an areal method of image analysis offered prospects of
an improvement in accuracy. With this method, a 10.000 square
transparent grid was secured to the face of an enlarged photomicrograph
and each square that contained any part of the constituent to be analyzed
was counted.
Another attempt at improving image analysis was the linear measuring
device. The commercial version was known as the Hurlbut Counter. This
semi-automatic instrument consisted of a large console containing a motor
that was connected to the microscope stage with a flexible shaft. The
console had six analog counters; each controlled by its own push button.
As the specimen was driven linearly across the microscope stage, the
various constituents passed the cross hair of the ocular lens (Figure 1-2).
To measure the percentage of any of up to six constituents, the operator
pressed the appropriate button for as long as that constituent was under the
cross hair of the ocular lens and the counter registered the linear distance
of that constituent. At the end of the series of linear scans, the numbers for
each constituent were recorded. This method was more rapid than the areal
technique and offered improved accuracy. However there was a
considerable demand for manual dexterity, and eye fatigue was a serious
problem. The linear method was particularly unsuited to microstructure
consisting of many constituents, particularly fine distributions. Although the
measurement time was less than half of that required to perform areal
analysis, the accuracy was the same or slightly less.
~Buehler Ltd. 1999
2
The Institute for Microstructural Analysis
The greatest improvement in both speed and accuracy was achieved using
the point count method as illustrated in Figure 1-3. It employed a 9, 16. or
25-point reticule grid mounted in one of the microscope oculars. In this
method, the fraction of points that fell on the constituent being measured is
equal to the volume fraction. The microscope is equipped with a special
point counting microscope stage that has interchangeable x-y movement
knobs that allow the specimen to be advanced by a selected uniform
increment. When the knob is turned to each successive clock stop, the
technician counts the number of times the constituent of interest falls under
any grid intercept. This method may be applied to microscope images and
photomicrographs. A hundred or more areas may be counted in an hour.
leading to a far greater accuracy than the other manual methods. A more
detailed description of quantitative techniques is in Chapter 2.
Figure 1-3 The point count method and various grid configurations.
During the 1960's, the development of video technology made possible the
first video-based image analysis system. Although the early models were
complex and expensive, they were the beginning of a technology that has
developed rapidly to point that some form of automatic image analysis is
available to virtually any user who has this need.
In the 1980's, the development of PCs and their DOS environments enabled
an increase in the speed and accuracy of image analyzers. During the past
years, WindowS@environments have created a more user-friendly interface
for the PC user.
Today's image analysis systems are utilizing the latest technology of
computer processors and Windows environments. Typically, specialized
imaging boards are no longer needed to process images. The integration of
other Windows based programs is made easy (MS Office). Therefore,
modern image analysis equipment gives an opportunity for electronic image
acquisition, storage and archiving as well as report generation. The image
analysis user can place images and measurement data in professional
looking reports.
The ever increasing demand for higher quality products at lower competitive
costs increased the need for accurate and timely microstructural analysis.
The Buehler Omnimet Image Analysis System was developed to solve this
dilemma. Since the introduction of the first generation of the Omnimet
Image Analysis Systems (Omnimet) in 1980, several generations have
been developed, including Omnimet II, Omnimet 3 and 4. Next, the
Omnimet Advantage was developed. This was a milestone insofar that the
software and hardware development was brought in-house.
Recently, the latest generation of image analysis system, the Omnimet
Enterprise, was introduced. The major changes were predominantly in the
software and hardware architecture resulting in a much faster and more
user-friendly image analysis system. In addition, the software has been
broken into modules allowing the user to purchase only those features
necessary and then upgrade at a later date.
Automatic Image Analysis Overview
Such renowned scientists as Lord Kelvin and Henry Clifton Sorby expressed the
critical need for quantitative analysis more than 150 years ago. They understood the
importance of numerical data rather than simple qualitative observations. History
reveals the evolution of quantitative analysis from the manual methods such as
volume fraction estimate charts to the modern computer based image analyzers.
Automatic image analysis deals primarily with the analysis of features in a twodimensional image obtained through image forming devices such as a microscope.
The features of interest are binarized or highlighted with a bitplane (color). The
binarization or thresholding process is performed based on the gray values or colors
of the pixels in the given image. Following the thresholding process, binary image
~Buehler Ltd. 1999
4
The Institute for Microstructural Analysis
modifications are often neededto isolate the desiredfeatures. A variety of common
stereological measurements can then be employed to characterize the microstructure
of the material.
The following processes are included in the overall terminology of "Automatic Image
Analysis" and will be covered in this course:
..
..
.
.
.
Image Capture (Acquisition)
Image Clarification
Thresholding (Binarization)
Binary Image Modification
Measurements
Report Generation
Image Storage & Retrieval (Database)
This image analysis course covers the basic principles of imaging algorithms and
measurements as they occur in the field of quantitative metallography. It stresses the
importance of good specimen preparation practices, microscope optimization, and
proper image analysis and database operations to obtain maximum accuracy.
Through lectures, demonstrations, and nands-on training, basic image analysis
operations are taught. Additional subjects such as shading correction, frame
operations and innovative analysis techniques will be included. The course will also
cover the integration of images and results to MS Word and Excel.
Image Analysis LImitations
Although image analysis offers a whole world of applications. it is also important to
understand some of the factors that may compromise the accuracy of the data
obtained.
The following are some of the potential sources for inaccuracy:
The results may be skewed by poor specimen surface preparation that produces
relief, i.e.; hard constituents are higher than the matrix material. Edge rounding is
a polishing artifact that causes pores to appear enlarged or edge features to be
distorted. (Chapter 3)
If the specimen is etched to produce contrast, care must be taken to avoid overetching that could remove precipitates that would then appear to be pits or
porosity. (Chapter 3)
The microscope used to generate the image must be correctly adjusted to obtain
optimum resolution and even illumination that will define features (Chapter 4).
The detection operation must be performed carefully (requiring materials
knowledge) to clearly separate image elements so that they can be represented
properly.
The data produced by image analysis must always be considered in the larger
context of the chemistry, thermal and mechanical history of the specimen.
In the final analysis, we must remember that the images analyzed are twodimensional slices of a three-dimensional structure.
Common Applications
Throughout the past 20 years of Buehler's involvement in image analysis, a number
of applications stand out and may be of interest to most image analysis users. Below
is a listing of these applications:
ASTMGrainSize:Manual determination of grain size according to ASTM E112 is
tedious or error prone. Image analysis provides a rapid and accurate method of this
measurement. Even if etching is unable to produce complete grain boundaries or if
there are twins that could skew the data, modification can be employed to make
corrections. If a specification cites maximum grain size limitations, the excessively
large grains may be transferred to a different bitplane color to provide visual and
numeric feedback. Histograms, which graphically show the grain size distribution,
may also be produced.
Porosity: Porosity is detrimental the physical properties of most engineering
materials. Image analysis is able to characterize the pores according to the number of
pores, maximum size, average size and the size distribution in the form of a
histogram.
Linear Measurements: While the simple filar measuring accessory is still widely
used for making occasional measurements, in cases where a high quantity of
measurements and more statistics are required, image analysis is time saving. After
the necessary delineation, detection, and binary isolation of the coating, several grid
lines are superimposed. These are then combined with the solid coatings using
Boolean logic. The result is many strings (ferets) representing the coating thickness
at a given point of the coating. In a given field, up to 100 coating thickness data
points can be generated allowing for a statistically sound coating thickness
distribution.
Feature ShaDe and Size: The shape of the graphite constituent in gray and ductile
irons is critical. The flake shape of the graphite in gray irons severely limited this
alloys usefulness due to its low ductility, impact and tensile strength. Ductile iron was
developed 50 that the graphite would occur in the form of spherical nodules with the
result of dramatically improved physical properties. However, variations in chemistry
and other factors can cause the nodules to be irregular, leading to some degradation
of the properties. The ability to monitor the graphite shape or determine "nodularity" is
another ability of image analysis. These same techniques are applicable to any
constituent that can be detected.
Phase Percentaae: The area percent of various phases of in a microstructure have
a great influence on their properties. The tensile strength of gray iron, for example, is
directly related to the % pearlite in its microstructure. Significant area percent carbide
in many alloys is a measure of machinability and in many specifications. Retained
austenite is another phase that is viewed as detrimental in certain alloys under
specified service conditions. In addition, multiple phases can be detected in a single
routine.
@BuehlerLtd. 1999
..
The Institute for Microstructural Analysis
~
and PractIceof AutomaticImageAnalysis
.
,~.!
Manual Quantitative Analysis
Stereology
Manual Quantitative Analysis
Initial approaches toward quantification included chart ratings and visual
estimates. These were followed by general linear measurements.
Metallographers commonty perform metrology type measurements; e.g.,
when measuring case depths, decarburization or plating/coating thickness. A
scale is placed over the structure, and the depth or thickness perpendicular
to the surface is measured. For example, ASTM E 1077describes the
measurement of decarburization of steel specimens using such
measurements.
Stereology
~
Nomenclature
Application of stereology requires the use of mathematical symbols for the
parameters. The International Society for Stereology has promoted a
standard nomenclature which is constantly evolving as new approaches are
developed. The most basic symbols are:
P
=
Point
L
=
Line
A
=
Area
S
=
Surface
V
=
Volume
N
=
Number
These symbols can be combined in a number of ways to generate different
symbols. For example, Pp represents the point fraction; that is, the fraction of
grid points lying in a phase of interest. While A and S seem to be the same,
A is for a flat surface while S is for a curved surface. Thus, Sy represents the
grain boundary surface area per unit volume. NAis the number of particles
per unit area while Ny is the number per unit volume.
PhasePropo~ons
One of the most common measurements, determination of the amount of
phases present, can be done using three different methods. Areal analysis,
developed by Delesse in 1848, says that the area percent of a phase on a 2D plane is equal to its volumetric percent, that is, AA= Vy' However,
measuring the area of second phases is very tedious unless they are quite
coarse. Lineal analysis, developed by Rosiwal in 1898, says that the lineal
fraction of test lines in a phase on the 2-D plane is equal to its volumetric
percentage, that is, ~ = Vy' This is easier to determine but still rather
tedious.
Starting around 1930, several workers in different fields and countries
showed that the percentage of points on a test grid lying in the phase of
interest was equal to the volumetric percentage, that is, Pp = Vy' Of the three
methods, this is the most efficient technique; that is, it produces the best
precision for the least effort when done manually. The point counting
technique is described fully in ASTM E 562 (also ISO 9042). Image
analyzers use essentially the same procedure; that is, the amount of a
phase (usually called the area fraction or volume fraction even if it actually is
a point fraction) is determined by the number of picture elements or "pixels"
in the phase of interest divided by the total number of pixels; i.e., Pp'
expressed usually as a percentage.
PointCountinaExamole
ASTM E 562 describes the point counting procedure for determining the
amount of second-phase constituents. A grid with systematically spaced
points (e.g., 10 rows of 10 equally spaced points) is superimposed over the
structure, either on an eyepiece reticle or a plastic sheet placed over or
behind a ground glass projection screen or on a monitor. The points are
usually drawn as fine perpendicular crossing lines and the "poinf' is the
intersection of the two lines. This is done because actual points would be
very difficult to see. The optimum point density for manual point counting is
@Buehler Ltd. 1999
2
The Institute for Microstructural Analysis
Chapter 2
Principles and Practice of Automatic Image Analysis
usually determined from 3M v where the volume fraction is a fraction (not a
percent). If the volume fraction is 0.50 (50%), then the optimum grid point
density is 6. On the other hand, if the volume fraction is 0.01 (1%), the
optimum point density is 300. The point fraction is the ratio of the points in
the phase of interest to the number of grid points. Oftentimes a 100 point
grid is used for all work since the division is unnecessary. Points falling on
the interface are counted as Y2a hit. For best manual results, sample more
fields and do as little work as possible on each field measurement (the
adage, "do more, less well"). The field-to-field variability has a greater
influence on measurement precision than the counting precision on a given
field.
~, +:
+
~
i~!
B
~
~i
~
~
.:
+
~
~
.,ifr;;
'-T
;~
..:f
!;F'
~
I'"
~
~
~
r;,~"i:
:0=
+
~
~
~
"~
~
~~
l
T
~ !
",.
~ .:t
.
'+
~
Figure 9-1 Point count grid overlayed on Muntz metal, Klemm's I reagant
The microstructure above shows the beta phase in Muntz metal (Cu-40%
Zn) preferentially colored by Klemm's I reagent while the alpha matrix is
unaffected - ideal conditions for point counting. Since there is less (3than a,
count the number of times the points fall in the colored (darker grey) (3
grains. The amount of a is simply 100 - %(3.As you can see, we have
superimposed a 54-point test grid (8 rows of 8 points) over the structure and
we have 12 hits and 11 tangent hits. The point fraction (volume fraction) is
17.5/54 = 0.273 or 27.3%.
The point counting grid would be placed randomly over the structure a
number of times so that the point fraction is determined for a number of
fields. The necessary number of fields to yield a 10% relative accuracy
varies inversely with the volume fraction (the lower the volume fraction, the
greater the number of fields, i.e., the greater the total number of applied grid
points).
@Buehler Ltd. 199!
"he Institute for Microstructural
Analysis
Principles
andPracticeof Automatic
ImageAnalysis
[..
i
Groin SIze
Grain size is perhaps the most commonly performed microstructural
measurement, although chart ratings are more commonly done than actual
measurements (this is changing).
The ASTM grain size number, G ,is defined as: n = 2 G-1 where n is the number of
grains per square inch at 100X. To convert n to NA(the number of grains per square
mm at IX), multiply n by 15.5. The four ASTM grain size charts show graded series
of grain structures of different types.
Grain size can be measured by the planimetric
method
Jeffries in 1916) or by the intercept method (developed
1904).
In the planimetric
method,
a count
(developed
by Zay
by Emil Heyn in
is made of the number
of grains
completely
within a circle of known area and half of the number of grains
intersected
b y the circle to obtain N . Then, N is related to G. This method
A
A
slow when done manually because the grains must be marked when
counted
to obtain
an accurate
is
count.
In the intercept method, either straight lines, curved lines, or circles are
placed over the structure and a count is made of either the number of grain
boundary intersections, P, or the number of grains intercepted, N, by the
line. P or N is divided by the true line length, LT,to determine PLor NL,the
number of intersections or interceptions per unit length (for a single phased
structure). The reciprocal of PLor NLgives the mean lineal intercept length, 1,
1= 1/N, = 1/P,
a measure of grain size that can be converted to a G value. The intercept
method is more efficient than the planimetric method yielding acceptable
measurement precision «10% relative accuracy) in much less time. ASTM
E112 contains a complete description of these methods. A major revision of
E112 was approved in 1995.
Grain Size ExamDle
ASTM E 112 describes the manual measurement of grain size for structures
with a single grain size distribution while ASTM E 1382 covers image
analysis measurements. Note that E 112 was heavily revised in 1995
(additional minor changes in 1996), so it is best to read the latest version.
Grain size can be measured using either the planimetric or the intercept
methods. In the examples, the approach has been simplified slightly to
illustrate the methods. Additional field sampling should be done to obtain
good statistical data.
In the planimetric method, ASTM recommends using a test circle with a
diameter of 79.8 mm (5000 sq. mm area) placed randomly over the grain
structure. To obtain an accurate count of the number of grains inside the
circle and the number intercepted by the circle, we must mark the grains on
the template as we count which makes this method slow (although this is not
a problem by image analysis). We must know the magnification of the image
as well.
The figure 9-2 shows the grain structure at 200X of a low-carbon sheet steel
after color etching. A circle of known size (64.4mm diameter) has been
@Buehlerltd.
1999
4
The Institute for Microstructural Analysis
Principlesand Practiceof AutomaticImageAnalysis..,
Chapter2
placedover the image to illustrate the method. There are 44 grains within the
circle (n...) and 34 grains intercepted by the circle (n~).
The number of
grains per sq. mm, NA, is calculated from:NA= f {n- + Y2(n---J}
The multiplier f is calculated from (M2/circle area), where M is the linear
magnification of the image. For this example, NA= 12.28 {44 + Y2(34)}=
749.1 grains/sq. mm
From NA,we can calculate the ASTM grain size number, G, using the
following formula from E 112-96:G = {3.322 (log10 NA)- 2.954} = 6.6
The ASTM grain size can also be determined using the intercept method
counting either the number of grains intercepted, N, or the number of grain
boundaries intersected, P, with a test line. ASTM recommends using a grid
with three concentric circles with a 500mm total line length. To illustrate the
principle of the method, we will use the same image with a single circle
(shown on previous page). The count of the number of grains intercepted by
the circle is N. To calculate the number of interceptions per mm, NL,we
divide N by the true length (circumference) of the circle. Since the diameter
of the circle is 64.4mm, its circumference is nD, that is, 202.3mm. The true
length is 202.3mm divided by the magnification, M, that is, 1.01mm. Hence,
NL = N~ = 34/1.01 = 33.6 interceptions per mm.
To calculate the grain size, we first determine the mean lineal intercept
length, I, which is the reciprocal of NL(or of PL' the number of grain boundary
intersections per unit length). Thus, 1= 1/33.6 = 0.0298mm. G is calculated
from an equation from E 112-96:G = {-6.644 (log10 1)- 3.288} where 1is in
mm. In this example, G = 6.85. Since the two methods are sensing different
geometric aspects of the three-dimensional grain structure, they will not give
exactly the same value, but they will be close, generally within the
experimental limitations of the measurements. In practice, we would repeat
these measurements on a number of fields in order to obtain a good
estimate of the grain size.
Figure 9-2. Low carbon steel sheet with a circle grid superimposed
Spacings
The spacing between second-phase particles, such as carbides or inclusions
in steels or between intermetallic particles in aluminum alloys, can affect
mechanical properties and formability. A special case is the interlamellar
spacing of pearlite in high carbon steels (like rail steel) where refinement of
the spacing improves both strength and toughness.
Spacings are easily assessed using a simple Nl (number of particles
intercepted per unit length of test line) measurement. The mean center-tocenter spacing, sometimes called 0, is simply: 0 = 1/Nl This is not a
nearest-neighbor spacing, but the mean spacing between particles in the
test line direction (either placed randomly or in some preferred direction,
such as the through-thickness direction).
If the amount of the second phase is determined, for example, by point
counting, the mean edge-to-edge spacing, called), (or the mean free path,
MFP), can be calculated by: ). = (1-Pp)/Nl where Pp is a fraction rather than
a percentage. This is a very good structure-sensitive parameter.
By a simple subtraction of (0"- A), we can obtain the mean intercept length of
the second phase particles - without measuring any particles! Furthermore,
if we count the number of particles within a known area to obtain NA
(including only half of the particles intersected by the field edges), we can
determine the average cross sectional area of the particles, A, by: A =
PP/NAwhere Pp is the point fraction (as a fraction, not a %) of the second
phase. Thus, the average size of particles can be determined manually
without actually measuring the particles. With modern image analyzers,
individual measurements of particles are fast and simple. Besides generating
average particle dimensions, the distribution of particle sizes can be
obtained by feature-specific image analysis.
To determine the interlamellar spacing of pearlite (or of any eutectic or
eutectoid), it is common practice to count the number of carbide
interceptions with a straight test line perpendicular to the lamellae. However,
because the lamellae intersect the surface at different angles, it is better to
determine a mean random spacing, ar, than a mean directed spacing, ad,A
mean random spacing is obtained by determining Nl using randomly
oriented test lines (or curved or circular lines). The mean random spacing is
easily used to calculate the mean true spacing, at, by:at = ar /2.
In the past, the mean directed spacing, ad, was determined for the pearlite
colony with the finest observed spacing, and this was assumed to be the
true spacing. This is a better technique for isothermally-formed pearlite than
for pearlite formed during continuous cooling. However, the longer you
search for the finest colony, the finer the measured colony size! That is, the
ad value obtained depends upon the amount of time spent looking for the
finest colony, even in isothermally-formed pearlite. Any effort spent looking
for a "best" or "worst" field condition, of any type, is strongly influenced by
the amount of search time, and the results are neither reproducible nor
precise.
Interlamellar Soacina Examole
Traditionally, the metallographer has searched for the finest appearing
interlamellar colony and made a measurement of its spacing using a test line
perpendicular to the lamellae. This spacing is claimed to be the true
interlamellar spacing. However, this method is not reproducible as the longer
you search, the finer the measured spacing. A better approach is to measure
a mean random spacing and divide that by two to get the mean true spacing.
This method was verified and proven to be correct (see Metallography,
Vol.
17, No.1, February 1984, pp. 1-17). The micrograph in Fig. 9-3 is that of an
as-rolled carbon steel of about 0.45% C, etched with 4% picral and
photographed with the SEM (specimen perpendicular to the beam) using
secondary electrons at 17,800x magnification. A circle with a diameter of
49.7mm was placed over the lamellae and the number of carbide lamellae
intercepted by the test line, N, was counted. NLwas again determined as N
(23) divided by the true line length, nD/M, where the circle diameter, 0, is
49.7mm and M is 17,800x. Thus NL is 2622 interceptions per mm. The mean
random spacing, crr, is given by: cr, = 1/NL = 0.381 ~ = 381 nm. The mean
true spacing, crt, is cr,/2 = 190.7nm.
Figure 9-3: As-rolled carbon steel SEM photo (4% plcral)
Statisflcs
Other measurements are possible, but the ones described above represent
some of the simplest and most useful. Each can be repeated on a number of
fields on the plane-of-polish so that a mean and standard deviation can be
obtained. The number of fields measured influences the precision of the
measurement. Manual measurements are tedious and time-consuming so
sampling statistics may be less than desired. Image analysis removes most
of the barriers to inadequate sampling.
@Buehler Ltd. 1999
7
The Institute for Microstructural Analysis
A good measure of statistical precision is the 95% confidence interval (or
confidence limit). This defines a range around the mean value where, 95
times out of 100, a subsequently determined mean will fall. For example, a
mean volume fraction of 10% :t;2% implies that for 95 of 100 measurements,
the mean value will be between 8 and 12%. The 95% confidence interval is
determined by: 95% CI = ts/nY2 where t is the Student's t factor (t is a
function of the confidence level desired and the number of measurements, n,
and can be found in standard textbooks and in some ASTM standards, e.g.,
E 562 and E 1382) and s is the standard deviation.
The relative accuracy, RA, of a measurement is determined by:
%RA = 100 . (95% CI)/X, where X is the mean value. In general, a relative
accuracy of 10% or less is considered to be satisfactory for most work.
Sampling
So far, we have discussed measurements on a single plane-of-polish on one
specimen. Because we are usually dealing with large quantities of material
(such as an entire "hear' of metal or alloy, a large heat treatment lot of bars,
forgings, etc., or a large forging or casting), a single specimen may not be
representative of the whole quantity. Ideally, random sampling of a large
batch would be best, but practical considerations usually rule this out.
In most cases, sampling is done at predetermined convenient locations,
such as the extreme ends of a coil, bar, plate, etc., or at locations which will
be subjected to extensive machining. In some cases, excess metal is added
to a forging or casting to provide test material as similar as possible to that of
the component. Sampling is often a compromise and is rarely excessive due
to cost considerations. However, inadequate sampling or sampling of
nonrepresentative material or locations may degrade the value of the
measurements.
Stereological measurements are best employed on sectioning planes that
sample the microstructure randomly. This means that any oriented plane will
produce the same data within the limits of statistical precision. However, for
certain materials, the microstructure varies with the test plane. A classic
example is that of inclusions in wrought steels which are preferentially
elongated in the deformation direction. Sampled perpendicularly to the
deformation axis (transverse plane), the inclusions look like spherical
particles while, when sampled on a plane parallel to the deformation axis
(longitudinal plane), they appear as long, thin rods or as broken "stringers". If
measurements are made on these planes, we obtain different values for NA,
their length (or diameter), their spacing, and even the volume fraction. Thus,
if we want to characterize their 3-D characteristics, measurements must be
made on the three principal planes and averaged (or an alternate technique
such as the trisector with vertical sectioning must be employed). In practice,
the true 3-D characteristics may not be needed, and measurements are
made using one standard test plane orientation which yields datasuitable for
quality control and material comparisons. This is the procedure employed in
ASTM E 1245.
~
@Buehler ltd. 1999
9
The Institute for Microstructural Analysis
Cha ter 3
The Role of S ecimen Pre aration
The Importance of Specimen Preparation
Sectioning
Mounting
Grinding & Polishing
Microstructural Etching Techniques
Contrast Enhancement
The Importance of Specimen Preparation
Image analysis is most often performed on surfaces that have been prepared to
reveal the "true microstructure." This statement correctly implies that it is possible
to produce a surface that does not represent the true condition of the material
being analyzed. When manual visual methods of image analysis are used, the
human eye's ability to compensate for abnormal surface conditions, combined
with the mind's ability to make rational judgments, reduces the effects of poor
specimen preparation. However, an image analysis system is not able to make
such adjustments and therefore analyzes exactly what is observed. Any surface
condition other than the true microstructure that is significant enough to be
detected and influence the measurement data must be avoided.
These conditions are listed in the table below, together with the probable effect on
the analysis.
@Buehler Ltd. 1999
Defect
Effect on Analysis
Relief
Hinders edge discrimination
Increases volume fraction
Pull-outs
Hinders identification
Detects as additional phase
Reduces volume fraction
Scratches (if large enough)
Detect as a feature
Complicate threshold setting
Increases feature counts
Increases volume fraction
Comet tails
Detect as a feature
Complicate threshold setting
Smearing
Makes detection more difficult
Stains
Increases feature counts
Increases volume fraction
The Institute for Microstructural Analysis
Principlesand Practiceof AutomatedImage Analysis",;,
'i
Sectioning
Sectioning is performed to remove a suitably sized specimen for subsequent
mounting and polishing. Since the intended plane of polishing is usually
determined by the sectioning operation, caution must be exercised to avoid
excessive damage to this surface. Abrasive cutting, the most often recommended
method of metallographic sectioning, produces minimal surface deformation and
is also the most economical, simple, and rapid method available. If the removal of
specimens involves destructive methods such as torches or hacksaws, the cuts
should be made at a safe distance from the area of interest. Subsequent cutting
to remove the damaged areas should be performed in the laboratory with an
abrasive cutter.
Wheel selection should be based on the chemical and physical properties of the
material to be cut. While aluminum oxide abrasive wheels are suggested for
cutting ferrous alloys, non-ferrous alloys and non-metals should be cut with silicon
carbide wheels. Abrasive wheels are rated according to their hardness. The
softer wheels are used to cut harder materials; the harder are preferred for softer
materials. Special resin or metal bonded diamond abrasive blades may be
required for extremely hard metals, carbides and ceramics.
Adeguate. uniform coolant is important to prevent heat buildup during the cutting
process. Submerged cooling is very efficient, but cutters employing an abundant
stream of coolant directed at the cutting area may be equally effective. If a cutter
employs adjustable coolant nozzles, the distance from both nozzles to the
workpiece must be equal. This prevents irregular wear of the abrasive wheel,
which may result in curved cuts and possible wheel failure.
Technigue is another important aspect of metallographic cutting. Parts must be
clamped securely to prevent movement during cutting. Firm, but not extreme
pressure, should be applied with the blade to maintain a reasonable cutting
action. Excessive pressure could cause burning of the workpiece and possible
wheel breakage. Resistance to cutting could indicate a wrong choice of abrasive
wheel for the specimen or insufficient cooling. Drastic slowing down or stalling of
the cutter while in operation may indicate that the particular cutter is not suited for
the job.
Mounting
Mounting provides a safe, convenient means of holding metallographic samples
during preparation and protects the sample edge from the destructive attack of
abrasive materials. Encapsulants for metallography fall into two major categories:
.
.
Compressing Mounting
Castable Mounting
Compression molding resins are dry powders or PREMOLDS @ which cure at
3,000 to 4,200 psi (3-4.2 ksi) pressure and 140 - 16~ C temperature. They are
ideally suited for mounting solid specimens that are not damaged by the required
heat and pressure. While compression mounting is more economical and usually
requires less time and effort, castable curing resins are preferred for specimens
that are sensitive to damage from heat and pressure.
Selection of a mounting technique must also take into consideration the possible
need for edge protection. Vital information such as case hardness depth, plated
layer thickness and surface defects may be preserved by the application of
@Buehler Ltd. 1999
2
The Institute for Microstructural Analysis
effectiveedge protection. A poorly protected specimen edge becomes a radius
rather than a flat plane when attacked by abrasives. This might cause distortion
and loss of important features, which may. due to the divergent reflection of light,
lead to inaccurate analysis or measurements. If an edge is rounded, a surface
layer may appear shallower than the actual dimension.
Poor edge rounding may be controlled by choosing a low shrinkage mounting
material containing hard filler such as EPOMET@or adding a hard filler to a low
shrinkage resin such as Epoxide. Another effective edge preservation technique
utilizes an electroless nickel coating. EDGEMET@,which forms an intimate hard
protective layer on certain specimens.
-
Edg..
not
protected
c=~
LIght
T~ T
T
Specimen
Mount
Rounded
Retained
Figure 3-1. Comparison of images produced by specimens based on flatness
Grinding & Polishing
Each stage of abrasive preparation is vital to the end result. Incorrect preparation
could lead to an erroneous interpretation. Regardless of the sectioning
techniques used, some degree of surface damage remains and must be removed
during the grinding and polishing processes. The depth of the deformed layer will
vary widely, depending on the physical properties of the specimen material and
the severity of the abrasive operations used during the initial stages. Failure to
successfully remove all the abrasive damage could lead to poor microstructural
definition, and, in extreme cases, artifacts or false microstructure. The
deformation produced by each preceding step must be completely removed by
the succeeding one. Shortcuts should be avoided and the entire recommended
sequence followed, so that the finished polished sample may be analyzed with
confidence.
Today's workplace demands more and more automation. This is true in
reference to planar grinding as well. Conventional methods are effective, but have
one major downfall: the effective use of SiC papers is limited to 30 - 60 seconds
per paper. In recent years, different surfaces and abrasives were developed as
alternatives to SiC papers. These products include grinding disks, platens,
durable synthetic cloths, alumina papers, etc.
Sufficient lubricant must be applied to avoid heat build-up and flush away the
removal products. Too much lubricant will result in a hydroplaning action where
the specimen rides on a film of water, thereby reducing the effectiveness of the
abrasive. When the grinding is performed correctly, the following stages and final
polishing will proceed more efficiently and with greater assurance of acceptable
results.
It is possible to use alumina and other abrasives for the intermediate stages, but
for the most part diamond compounds are the most effective. Diamond is
extremely hard and tough while removing specimen material faster and cleaner
than most other abrasives. Although the initial cost of diamond may seem higher,
real savings are gained through reduced polishing times, greater flatness and
superior finishes. Hard specimens may be prepared with less pitting, rounding or
plucking when using diamond rather than other abrasives.
Final polishing is intended to produce a scratch-free surface for metallographic
analysis. Since the material removal rate for this stage is extremely low, it is
nearly impossible to correct errors committed at earlier preparation steps. Over
polishing at this point may produce microstructural relief, pits, rounded edges and
irregular surfaces. If the previous steps have been correctly and thoroughly
performed, the duration of final polishing may be minimized.
Final polishing is usually performed on a rotating wheel covered with a cloth
having slight to moderate nap. Alumina or colloidal silica abrasives in the 0.3 to
0.05 micron range are commonly used. To charge the wheel, the cloth is first
moistened with distilled or de-ionized water. The alumina or colloidal silica
suspensions are then applied to the cloth. For best results, the cloth should not
be too wet because this increases the possibility of pitting or inclusion pullout.
Other abrasives may be helpful in preparing specific specimen materials.
Magnesium oxide is very effective for final polishing the softer wrought aluminum
alloys. Chromic oxide is sometimes used to prepare steels for inclusion studies.
Cerium oxide may be used for preparing copper, aluminum and other soft
materials.
~Buehler Ltd. 1999
"
The Institutefor Microstructural Analysis
Etching Techniques
Microstructural etching is a chemical process that develops fine microstructural
detail by selectively attacking and/or coloring susceptible areas, thereby
producing visual contrast. Two major types of etching are chemical etching and
electrolytic etching.
Chemical Etching A polished specimen is swabbed with or immersed in a suitable
etchant. The selective attack results from the different dissolution rates based on
grain orientations or chemistry.
Electrolytic Etchina A polished specimen is placed in an etching solution and
made the anode in an electrolytic cell. A cathode made of compatible material is
also placed into the cell. Low voltage is applied by a controlled source for a period
determined experimentally or from previous experience. In the process, the
anode is selectively dissolved.
~o
A
B
c
D
Figure 3-2 Application of a chemical etchant by swabbing
Chemical Etching Facility
A suitable etching facility must provide a safe means of mixing stock chemicals
and storing stock chemicals and mixedetchants for ready use. The ideal facility is
a fume hood to vent any potentially hazardous fumes and a sink with running
water for rinsing specimens after the etchant has been applied. An ultrasonic
cleaner can also be included to remove tightly adhering abrasive particles prior to
etching and reaction products after etching.
Some additional supplies required for a chemical etching facility would include:
cotton balls and cotton swabs, beakers or dishes for working solutions, alcohol in
a dispenser bottle to remove water, tongs for holding specimens, safety glasses
or shield, and plastic gloves.
In the as-polished condition, most metals and their alloys display limited
microstructural detail such as:
.
Voids such as porosity
.
Non-metallic inclusions
.
.
Corrosion products
.
Reinforcing fibers
Graphite in cast irons
When a polished specimen is etched with a suitable etchant, the following
additional microstructural details are revealed:
.
.
.
.
.
Grain boundaries
.
.
Depletion zones
.
Segregation
.
Precipitates
Layer interfaces
Phases
Coring
Reaction zones
Dendrite patterns
Contrast Enhancement
Ceramics
Ceramic materials are increasingly used in applications requiring high hardness,
toughness, heat, wear, and corrosion resistance. These materials, which include
alumina, silicon nitride and others, are not only difficult to polish but also resist
efforts to reveal their microstructure. Even when porosity, grain boundaries and
cracks are visible through the microscope, the contrast is marginal at best for
image analysis. This is particularly true for magnifications higher than 200x. In
such cases, sputter coating maybe used to increase the contrast significantly.
Sputter coating is the vacuum vapor deposition of a thin film such as gold or goldpalladium.
Concrete Analysis
Concrete is an aggregate material whose properties depend upon a correct ratio
of particles and air porosity in the cement matrix. Therefore, it is extremely helpful
to perform particle counts and area % porosity in a timely manner using automatic
image analysis. Like ceramics, concrete samples have limited optical contrast, so
the following method was developed to increase the contrast.
The specimens are first ground through 800 grit SiC abrasive papers to produce
a smooth, flat surface. They are then washed thoroughly. This is followed by a
1202F (49-54QC) bake in an oven for 3-4 hours to remove moisture. Next the
specimens are pressed onto a stamp pad containing a moderate amount of black
ink, taking care to avoid filling the pores. The ink-coated specimen is placed into
the oven for 10-12 hours or until dry. While the sample is still warm, apply zinc
oxide paste to the surface, and then place in a refrigerator until the paste
hardens. Carefully scrape the surface with a plastic scraper or putty knife. Dust
the surface with aluminum oxide polishing abrasive or plaster of Paris and rescrape the surface until the voids appear white against a dark background. The
specimen is now ready for analysis.
~Buehler Ltd. 1999
6
The Institute for Microstructural Analysis
Principles arKI Practice of Automated Image Analysis
Chapter 3
I
Common Etchants for Copper Alloys
Name
Use
Composition
Application Mode
Macroetch (brilliant)
General
50 ml H2O
50 ml HNO,
0.5 gm AgNO,
Dip
General
Most alloys
(rapid) 50 ml NH.OH
50 ml H2O2(3%)
Swab
Dichromate
Most alloys
500 ml H2O
10 gm ~Cr 207
40 gm H2SO.
(Add 1 drop HCI/25 ml before using)
Swab
Grard #1
Most alloys
100 ml H2O
5 ml HCL
20 gm FeCls
Swab
Chromic
AI Bronze
99 ml H2O
1 gm crO3
Electrolytic
CommonEtchants for Aluminum
Name
Use
Composition
Application Mode
Flicks
Alloy AI
(Macroetch)
90 ml Water
15 ml HCL
10 ml HF
Dip (to remove
smudges. dip in
HNO3)
General
Unalloyed and
1000 Series II
199 ml Water
1 ml Hf
Swab
Keller's
Alloy AI
190 ml Water
3mlHCI
5 ml HNO3
2ml Hf
Dip
CommonEtchant for Nickel
Name
Use
Composition
Application Mode
Flat
Nickel
50 ml Acetic Acid
Dip
@Buehler Ltd. 1999
The Institute for Microstructural Analysis
~
CommonEtchants for Ferrous Alloys
Name
AJ-7
Use
Composition
Application Mode
Iron and steel
50 ml Water
50 ml Hydrochloric acid
Dip for 10-15 minutes
160-175DF
2 ml HNO3
98 ml Ethyl Alcohol
Swab for 5-15
seconds
100 ml EthylAlcohol
10g PicricAcid
Swab for 10-15
seconds
100 ml Ethyl Alcohol
5ml HCI
19 Picric Acid
Swab for 10-15
seconds
90 ml Water
10 9 Potassium Meta Bisulfide
Dip for 10-20
seconds
100 ml Water
Dip for 1-10 minutes
(Macroetch)
Nital
Carbon steels
(Ferrite
boundaries)
Picral
Carbonsteels,
Ferrite and
Pearlite
Vilellas
High
carbonsteel
(transformation
products)
Potassium Meta
Bisulfite
Alloy steels (4%
untempered
martensite)
ASTM
Acetic Electrolyte
Prior austenic
grain boundaries
in martensite and
bainite structures
300 series
stainless
2 9 Picric Acid
1 9 Sodium Tridecylbenzene Sulfonate
10 ml HNO3
10 ml Acetic Acid
15 ml HCI
5 ml Glycerine
Electrolytic 3-5 volts
for 10-20 seconds
Chromic Electrolytic
300 series
stainless
90 ml Water
10 9 Chromic Trioxide
Electrolytic 3-5 vohs
for 5-10 seconds
Kallings
400 series
stainless
33 ml EthylAlcohol
33 ml Water
33 ml HCI
1.5 9 CupricChloride
Swab for 5-10
seconds
Special Alloy Etchants
Principles
.
and Practk:e
of Automated
Image
-
Analysis
.
i,
i!
Cha ter 4
r!
Li
'
Chapter
4
tical Microsco
Introduction to Light Optical Microscopy
Light Optical Microscopes
Illumination Modes
Resolution
Kohler Illumination
Cameras and Photomicrography
Video I Digital Imaging
Optical Terminology
Introduction to Light Optical Microscopy
Once a specimen is prepared and the true microstructure is revealed (see
previous chapters), the metallographer needs to study the microstructure of the
material. This means the determination of phases or constituents, including their
relative amounts, sizing, spacing and arrangement.
The examination of a specimen surface using optical microscopes depends upon
the contrast that exists between the features in the microstructure. These
features arise because of differences in the geometrical or the absorption
(reflectivity) characteristics of the specimen surface. Ceramics have a tendency
to absorb light and therefore their reflectivity is reduced however there are
techniques available to enhance the reflectivity of the specimen surface.
Geometrical effects occur primarily because of differences in the level
(topography) of the surface caused by the etching process. These differences,
for example, are seen at grain boundaries after etching, where the grain
boundaries produce different degrees of light scattering and hence different
degrees of contrast and brightness.
The reflected light microscope is the most commonly used tool in metallography
for the study of materials. Light optical microscopes are required to magnify
images to observe the fine details not seen with the human eye. The unaided
human eye can only resolve details separated by about 0.1mm or 100 microns.
A microscope magnifies an image with the application of suitable lenses that
bend and focus light or other types of radiation. The useful magnification that can
be achieved reaches a limit, which is dependent upon the wavelength of the
radiation employed.
~Buehler ltd. 1999
The Institute for Microstructural Analysis
Table 6-1: Common Magnifications for Light Optical Microscopy Applications
Light microscopes are the least expensive scope and the simplest to use with a
considerable amount of flexibility. Standard descriptions typically include the way
the image is created such as either being a reflective, transmitted, or stereo
microscope. For the majority of materials prepared by standard practices
(grinding and polishing), the reflected light microscope is utilized. Observations
of thin sections, however, require a transmitted light microscope.
While this lesson will focus on the light microscope, other types of instruments
are often used to characterize microstructures, such as:
Scanning electron microscope (SEM)
Transmission electron microscope (TEM)
Light Optical Microscopes
Stereo Microscopes
The stereo microscope offers the user several advantageous features not found
in a compound microscope. The stereo microscope has an extended working
distance (as much as 2000 mm), and depth of field. These features make the
stereo microscope an indispensable tool in many areas of investigation. The
magnification range is in the area of 1x to 250x. They produce a threedimensional visual image and use coaxial, ring or oblique illumination. They are
excellent for the examination of rough surfaces such as fractures. On polished
surfaces, they produce a darkfield image.
Transmitted Light Microscopes
Transmitted light microscopes are used to examine thin transparent materials
such as human tissue, bones, thin rock sections and minerals. Light rays from
the illuminator are primarily collimated via a lens system located in the
lamphouse or microscope base. These rays are directed to a reflective mirror
situatedin such a manner to direct these rays parallel to the optical axis.
Ascending rays pass through the field diaphragm located in the base of the
microscope. Rays, after being further collimated at the field diaphragm, leave
and enter the aperture diaphragm of the condenser. Transmitted light rays
leaving the condenser are highly organized and intensified. These rays strike
the transparent specimen and proceed into the numerical aperture of the
objective, the eyepieces and to the observer.
Transmitted brightfield yields a highly magnified and resolved image. Little color
is discerned. Shadows, outlines and edges of clear and opaque substrates are
generally observed.
Reflected Light Microscopes
They are often called metallurgical microscopes because they are necessary for
the examination of opaque polished samples. Vertical illumination produces the
needed Brightfield effect. Other forms of illuminations such as Darkfield,
Polarized Light and Differential Interference Contrast (DIG) may be utilized as
discussed in this chapter.
~inllr.
R.i.
RAei~
r.fI."t.tt
linht
mi"rnern~
"nnfinllrAtinne
Inverted Microsco~es
Metallographs areinvertedstage microscopes that are designed to meet the
exacting needs of the metallographer and material scientist. As shown in fig 6-2,
the metallograph has numerous features that make it a versatile tool for
microstructural analysis. Unlike the earlier La Chattier design that was a long
optical table, modern metallographs are compact tabletop designs. Depending
on the needs of the user, a metallograph may
have one or two integral illumination sources as
well as one or two camera formats, plus a
CCTV port for image analysis or monitor
viewing. In addition, special illumination modes
such as darkfield, polarized light and differential
interference contrast are easy to access.
Although the inverted stage feature provides
self-leveling of the specimen, it also restricts
specimen visibility, making it more difficult to
locate a specific location. There is also a
@Buehler Ltd. 1999
3
Figure
6-2: Versamet
Metallograph
The Institute for Microstructural Analysis
greater possibility of damaging the polished surface because the specimen is
placed, polished face down, on an aperture plate. Metallographs have a more
complex light path that produces some light loss but the more powerful quartz
halogen and xenon illumination sources more than compensate for any losses.
UDriahtMicrosco~s
The upright microscope shown is a direct descendent of the earliest microscope
designs but benefits from great advancements in optics that have occurred over
the years. One key advantage of upright microscopes is their simple light paths
that do not compromise the resolution produced by the objective lens. Another
advantage is that the polished specimen lies upright on the stage, allowing the
operator to see exactly where the light is hitting the surface. Upright microscopes
are usually significantly less expensive than an inverted stage microscope of
equal quality.
One disadvantage is the need to level each specimen on a microscope slide
using a leveling press and clay. Another disadvantage is that the camera is
usually not built-in, making it necessary to install an accessory camera to the top
of the microscope.
"1m Plane
T
goula. I.n.
0
o~
Field
Aperture
Dlop~rog",
Dlophrog..
I
R.fl.~I;ng/
Transmllling
S"rfa~.
-
--
O~.~tlv.
r . ).-y ~+-~" ill -eI
,f-:
0
I
ili
I
".Iay ,.".. I.
B
\.
~
'
Con_-
~~~Figure 6-4 Light Path of an Upright Microscope
Reflective Illumination Modes
Metallurgical microscopes are usually purchased with brightfield illumination as
the standard condition. Additional types of illumination may also be added as
accessories and are illustrated on the following pages.
Brightfield (BF) is the standard lighting condition for reflected light microscopy.
Light strikes the sample surface at a high angle and is reflected back on the
same path to the viewer or camera. The resulting image is viewed as dark lines
on a bright background. This is the best condition for cursory examination.
Darkfield (DF) is produced by special objective lenses that cause light from the
illuminator to be channeled down the side of the lens and strike the sample
surface at an incident angle. The light then returns to the viewer via the lens
elements, producing bright lines on a dark background. Darkfield illumination
causes fine features to stand out, even if they were not visible with Brightfield
illumination. See figure 6-5 for an example.
Differential Interference Contrast (DIC) is produced when light from the
illuminator is split by a Nomarski prism that causes the two beams to be out of
phase with each other. Then they are recombined; they produce an effect that
accentuates the topography of the sample (i.e., features that are in relief). This is
valuable to enhance the contrast of microstructures that are difficult to etch. DIG
illumination is very useful in critically evaluating the flatness of advanced
materials having a tendency to have excessive relief or edge rounding. See
figure 6-6 for an example.
Polarized Light: Lightconsistsof electromagnetic
wavesvibratingin all
directionsperpendicularto the directionof propagation. If light is passedthrough
a polarizingfilter, the transmittedlightwill vibrate in a single plane.Such light is
referredto as plane-polarizedlight. If a plane-polarizedlight beamstrikes
normalto the surfaceof an isotropicmetalsurfaceand the reflectedlight is
passedthrougha secondpolarizingfilter (analyzer)placed90 degreesto the
polarizer,the lightwill be extinguished.This is referredto as cross-polarized
light.Whenworkingwith an anisotropicmaterial,an imageof the microstructure
will be observed. Therefore,the microstructureof an anisotropicmaterialcan be
observedwithouthavingto etch the specimen. In addition,certainetched
conditionsare enhancedwith this technique. See figure 6-7 for an example.
Contrast Enhancement of Ceramics
Accurate analysis of microstructures requires sufficient contrast to clearly
delineate individual constituents from the matrix. This is particularly true with
materials such as ceramics that absorb light and therefore have poor
reflectance. Even in the etched condition, these materials display very weak
contrast, making it difficult if not impossible to analyze them. However, the
contrast may be increased dramatically by depositing a 10-15 micron layer of
gold-palladium using a commercial sputter coater. This technique was originally
employed to reduce electron charging on samples that are placed into the
scanning electron microscope.
Principles
.
and
Practice
of Automated
Image
-
Analysis
.
II!
'
Chapter
4
Figure 6-5: Comparison of a cast aluminum alloy observed in brightfield (left) and darkfield conditions
(right).
Figure 6-6: Comparison of a white cast Iron (~/o nital etch) observed in brightfield (left) and differential
Inteference contrast conditions (right).
Figure 6-7: Comparison of a cast aluminum alloy, which has been anodized, observed in brightfield (left)
and polarized light conditions (right).
~Buehler Ltd. 1999
8
The Institute for Microstructural Analysis
~88
arxt Practiceof AutomatedImageAn8IY8I8
I
C~
Resolution
Resolution Limits
The most influential component in an optical microscope is the numerical
aperture (denoted N.A.) of the objective. This is a measure of its light gathering
power. Numerical aperture is defined as:
N.A.= n sin a
n=refractive index of the medium in front of the objective (n=1 for air, 1.51 for oil),
a=the half-angle of the most oblique rays entering the front lens of the objective.
The numerical aperture is also related to the resolving power of the objective.
Resolving power is defined as the ability to reveal closely adjacent structural
details. A more commonly used term is the Limit of Resolution: this is the
maximum distance allowing details to be resolved.
Limit of Resolution =
1
Resolving Power
=
A
2 x N.A.
A = wavelength of light used
A = O.55~ for green light
The maximum usable magnification of the light optical microscopic is limited by
the inherent resolution of dry objective lenses to be about 1000x. However, if an
oil immersion lens is used, a magnification approaching 1500x is practical. This
is possible because the index of refraction, n, of certain oils is much higher than
air. In actual practice, the N.A. of an air I dry lens never exceeds 0.95. However,
if a high refractive index oil is used to transmit light between the front element of
the objective lens and the sample, the NA can be as great as 1 to 1.5. The result
is better resolution at higher magnifications. However, be certain to use oil only
on lenses clearly marked for that purpose.
Magnification
The
total magnification observed at the eyepieces is calculated by the following
formula:
x eyepiece
Total magnification = objective
magnification magnification
x
tube factor
magnification
Note that the tube factor is usually equal to one
Total magnification,however,can exceedthe resolvingpowerof the objective
lens and it shouldbe understoodthat the usefulmagnificationis dependentupon
the numericalaperture.Notethat once the limit of resolutionhas been reached,
there is no point in increasingthe magnification(e.g., enlarginga photograph
that does not revealany extra details).
Question:
Which lens combination produces the best image assuming A = 0.55 pm?
A. Combination of a 20x objective lens (N.A. = 0.40) with a 10x eyepiece?, or
B. Combination of a 10x objective lens (N.A. = 0.25) with a 20x eyepiece?
Answer
A. Total magnification = 20 x 10 = 200x
Limit of Resolution
= A I (2 x N.A.) = 0.55pm/
B. Total Magnification = 10 x 20
Limit of Resolution
(2 x 0.40)
= 0.69pm
= 200x
=A I (2 x N.A.)=0.55pm/
(2
x 0.25)
=1.10pm
The correct answer is A because of the greater resolving power or smaller limit
of resolution. At low magnifications, this limit will not be as critical as for higher
magnifications where a loss in resolution will cause the image to appear out of
focus. Another important consideration of the objective lens is its depth of field.
Depth of field is the range within which the details are in focus. For low
magnifications, this is not usually critical, but for higher magnifications, care must
be taken to insure that the specimen surface is flat and perpendicular to the
objective lens.
Objective Lens Selection
Objective lenses determine both the useful magnification and resolution limits.
On the body of each objective lens will be a listing of the magnification, N.A, flat
field and color corrections.
For practical purposes, a convenient rule to assist in determining the maximum
useful magnification is to multiply the N.A. of an objective with 1000 achromats.
Magnification in excess of the maximum useful magnification will result in what is
termed empty magnification, i.e., the image is enlarged without resolving details.
Example:
40 x objective with an N.A. of 0.45
0.45 (N.A.) x 1000 = 450
The 40x objectiveis capableof resolvingdetails up to a total magnificationof
450x.
Although emptymagnification is not a major problem at 200x and below, it is
very critical when measuring thin layers or resolving fine detail at high
magnifications (500x and higher).
The other properties of microscopic objectives that must be considered are
corrections for optical aberrations. The two principal aberrations are spherical
and chromatic. Achromats are corrected spherically for one color. usually
yellow-green, and chromatically for two colors - generally green and red.
Principlesand Practiceof AutomatedImageAnalysis
Chapter4
Kohler Illumination
The adjustment technique necessary to obtain the greatest performance from a
microscope or metallograph is referred to as "KOhler" illumination. This
illumination and adjustment method was devised by a German named KOhlerin
1893 and has been generally used since that date.
Kohler illumination Techniques
If instructions are not provided with the microscope, follow the steps outlined
below. Use the manufacturer's instructions, if available, to locate the following
assemblies and controls:
Lamphouse or light source
Lamp adjustment controls (intensity and position)
Condenser mirror or lens (if equipped)
.
Aperturediaphragm adjustment
Field diaphragm adjustment
Eyepieces
Procedure
1
2.
3.
Remove the eyepieces and adjust each for midpoint focus; there is usually a
line scribed on the side of the eyepiece barrel to indicate this position.
Remove any filters from the light source and light path. These may be the
slide-in type or they may be part of a rotating wheel or turret.
Place a specimen onto the stage; a typical polished and leveled sample is
best.
4.
Turn on the illumination source.
5.
Adjust both the field diaphragm and the aperture diaphragm to maximum
diameter.
6. Adjust the coarse and fine focus controls to being the specimen into sharp
focus through the eyepiece.
1
Remove one eyepiece from the microscope.
8. Reduce the illumination to a low level comfortable for viewing.
9.
@Buehler Ltd. 1999
Move the lamphouse or the condenser control on the lamphouse until the
image of the light bulb filament is in sharp focus when viewed through the
tube without the eyepiece.
0
The Institute for Microstructural Analysis
Principlesand Practk:eof AutomatedImageAnalysis
Chapter4
10. Center the bulb filament in the field of view. Controls for moving the light up
and down and side to side are usually part of the light source or its
attachment on the lamp house.
11. Reinsert the eyepiece.
12. When viewing through the eyepieces at a focused image, adjust the field
diaphragm so that it lies just outside the field of view.
13. Remove one eyepiece.
14. When viewing down the tube without the eyepiece. adjust the aperture
diaphragm so that its minimum radius is about 15% less than the radius of
the field of view.
15. Replace the eyepiece. Re-install any filters, which were removed.
16. Re-adjust the illumination to a comfortable viewing level.
Note: Each microscope objective has an entry aperture through which the light
from the lamphouse enters the objective. The diameter of the entry aperture
varies with the magnification power of the objective. The higher the objective
magnification power, the smaller the diameter of the entry aperture.
If the objective lens is change to a higher or lower magnification, the entry
aperture at the rear of the objective is also changed Thus, the aperture
diaphragm size must also be changed to maintain the 85% relationship between
the objective entry aperture and the aperture diaphragm. This is why the
aperture diaphragm adjustment must be repeated whenever a different objective
magnification is selected.
Cameras & Photomicrography
For many years, metallographers have documented images. Typically, they are
acquired using light optical microscopes, stereomicroscopes, macro lenses and
scanning electron microscopes (SEM). Photography was, and still is, the most
common way to obtain images in the materials laboratory. At first, glass plates,
then sheet film and 35mm film formats were used to accomplish this task. Since
the 1960's, Polaroid instant films have largely replaced wet-processed films.
Wet processed films produce the highest quality images, with best permanence,
easily duplicated but the process is labor intensive and negative storage (and
subsequent retrieval) is a problem. Instant films, which do not require a darkroom
technician, offer speed and convenience. The savings in processing time and
labor is offset somewhat by high film costs, waste, and the greater expense when
multiple prints are required. Further, image quality of some instant films is
noticeably inferior. Color instant films are plagued with reciprocity failures, i.e.,
inability to generate true colors unless the exposure time is carefully controlled.
The newer 64T film has solved this problem.
@BuehlerLtd.
1999
10
The Institute for Microstructural
Analysis
Principles
and Practiceof Aut00\8tedImage
.
- Analysis
-~
I
Chapter4
I
Different features of microscope cameras include:
Size Format The most popular sizes are 35mm rolls, 3x4 packs and 4x5 sheet
film of individual instant sheets.
Shutters Mechanical or electronic
Exposure Control Manual, semi automatic or automatic.
Exposure Meters Photographic film is expensive and every effort must be
made to obtain the best results with the least possible waste. Automatic
exposure meters pay for themselves in film costs and reduced frustration.
Fihers Although they are the least expensive equipment item, the availability
and correct choice of filters often makes the difference between success or
failure.
The main types of filters are:
Neutral densityfilters which reduce the illumination intensity without affecting
the color temperature.
Monochromatic filters which produce a single wavelength of light to insure a
sharp focus on black and white films.
.
Color correction filters allow the operator to use daylight film with tungsten
illumination and vice versa.
Color compensating filters are used to compensate for minor color
temperature differences between the film and the illumination source.
Photomicrographs are used to document the microstructure resulting from
various processes. They are also used to determine the cause of service failures
by comparing the microstructure of failed and unfailed parts. Successful
photomicrography requires attention to several factors:
Correct microscope adjustments
Sharpfocus
Clean optical surfaces
Apertures correctly set
Correct and even illumination (right color temperature match with no hot
spots)
@Buehlerltd. 1999
1t
The Institute for Microstructural Analysis
Chapter 4
Principles and Practice of Automated Image Analysis
Video I Digital Imaging
The revolutionary progress in computer and video technology has created a
definitive trend toward electronic image acquisition. These images can be used in
software applications such as word processors or desktop publishing programs
allowing for fast report generation and electronic distribution.
Image Capture
This term describesimageacquisitionby meansof a camera and frame grabber
or a digital camera. Because of the many choices of camera types, a video
microscopysystem must be flexible. Analog CCD (Charged-CoupledDevice)
cameras,both black and white and color, are most frequentlyused. Component
video (Y/C or S-Video)and compositevideo signals and a numberof color video
standards such as NTSC, PAL and SECAM are typically supported. Images
acquired in the materials laboratory are optimized in real time by adjusting
brightness,contrast, and color saturation.The analog output camera signal is
then digitized utilizing an analog frame grabber board. Various PC-compatible
image file formats and compressionalgorithms are commonly used, such as
TIFF, BMP,TGA, DBA,PCX,JPEG and manyothers.
Fundamental Parameters of an Imaging System
In general all of the same principles apply to electronic imaging as they did for
standard microscopy. However, the introduction of new components will slightly
alter traditional definitions as well as present new concepts. For example, the
placement of a transfer lens between the microscope and camera, may result in
the field of view and/or screen magnification being a factor of 2 or more different
than the ocular view. Table 7-1 lists the recommended transfer lens based on
the chip size / sensor size of the camera. The list below redefines some
commonly used imaging terms.
Field of View: The viewable area of the specimen under inspection.
words, this is the portion of the object that fills the camera's sensor.
In other
Resolution:
The minimum feature size of the object that can be distinguished
by the imaging system.
Sensor size: The size of a camera sensor's active area, typically specified in
the horizontal dimension. This parameter is important in determining the proper
lens magnification required to obtain a desired field of view. Also referred to as
chip size.
Primary magnification:
~Buehler Ltd. 1999
sensor size / field of view
12
The Institute for Microstructural
Analysis
Determining the field of view I magnification
In order to determine the field of view, or portion of the specimen that is visible
on the monitor, it is necessary to know the sensor size. the objective
magnification and the transfer lens magnification. The field of view does not vary
with the size of the monitor.
Monitor Field of View (diagonal) = sensor size (diagonal)
.
objective mag. X transfer lens mag
Exam~le: Determine the field of view, if you are using a 40X objective, 0.5 X
transfer lens and a Y2inch camera.
Field of view diagonal = 8 mm / (40 x 0.5) = 0.4 mm
It is also useful to determine the on-screen magnification achieved on the
monitor. In order to calculate this, it is necessary to know the objective
magnification, transfer lens magnification, sensor size (diagonal), and monitor
size (diagonal).
On- screen Magnification = optical magnification X electronic magnification,
where the optical magnification = objective mag. X transfer lens mag. And
electronic magnification = monitor diagonal/sensor diagonal.
Example: Determine the on-screen magnification when using a 10 X objective,
0.38 transfer lens, 1/3" sensor size and a 19" monitor.
On-screen magnification = 10 x 0.38 X ( 19 X 25.4 /6) = 305.5 X
Table 7-1 Transfer lens recommendation
Sensor size
Camera format
(inches)
@Buehler Ltd. 1999
Transfer lens
Diagonal
(mm)
1/3
6
.38X
1/2
8
sox
2/3
11
.67 X
1
16
1.0X
13
The Institute for Microstructural Analysis
~~
~ndPracticeof Automated
ImageAnalysis
Chapter4
Image quality
An imaging system should create sufficient image quality to enable extraction of
desired information about the specimen from the image. Note that what may be
adequate for one application may prove inadequate for another. There are a
variety of factors that contribute to the overall image quality, including resolution,
image contrast, depth of field, perspective errors and geometric errors.
Resolution
Resolution is a measurement of the imaging system's ability to reproduce object
detail. Previously the resolution was examined in terms of the objective lens
limitations. Now an additional factor is being added, camera resolution.
Start with a simplified image of squares where each square fills one camera
pixel. If the squares are the same color and imaged on to neighboring pixels the
two are indistinguishable from one another. Since there is no space between the
squares they appear as one solid rectangle. In order to distinguish them, a
certain amount of white space is needed. The sequence of a colored square
next to a white square is said to represent a line pair (Ip). As a result, resolution
can be expressed in terms of line-pairs per millimeter (Ip/mm), also known as the
frequency. The inverse of the frequency yields the spacing in millimeters
between two resolved squares.
Figure 6-8. Demonstration of line pairs
The object resolution can be calculated from the image resolution of the camera
using the primary magnification of the imaging lens.
8~o~uJ.as:
Line-Pair (Ip/mm) = 1 / Spacing (mm),
Line-Pair (Ip) = 2x Pixel
CCD resolution: Cameraresolution(~) = 2 x Pixelsize (~)
Object vs Cameraresolution:
Object res. (~)
@Buehler ltd. 1999
= Camera resolution (~)
14
/ primary magnification
The Institute for Microstructural Analysis
Contrast
Clearly. resolution is important for describing detail. An equally important factor
is how effectively the differences between the feature and background shade of
grey are reproduced in the image. A black line on a white background is an
example of 100% contrast.
% Contrast = (I max -I min) I (I max + 1min) x 100
: Intensity, greyscale values range from 0 (black) to 255 (white)
Depth of Field
The depth of field of a lens is its ability to maintain a desired amount of image
quality as the specimen is positioned closer to and further from best focus. As
the specimen is placed closer or farther than the working distance, it goes out of
focus and both the resolution and the contrast suffer.
Components
The sensor, as well as other electronic components, plays a significant role in
the performance of an imaging system. Proper integration of all components
(including camera, capture board, software and cables) will result in optimum
system performance.
Charge-Coupled Devices (CCD)
Charge-Coupled Devices (CCDs) are the most common camera sensors used in
machine vision. The CCD camera contains a silicon chip that consists of a
matrix of light sensitive photosites called pixels.
CCD Pixels
When light falls on a CCD chip, it is collected by a matrix of small potential wells
called pixels. The image is divided into these small discrete pixels. The
information from these photosites is collected, organized, and transferred to a
monitor to be displayed.
Analog CCD cameras have rectangular pixels (larger in the vertical dimension).
This is a result of a limited number of scanning lines in the signal standards (525
lines for NTSC, 625 lines for PAL). Asymmetric pixels yield higher horizontal
resolution than vertical. Analog CCD cameras (with the same signal standard)
usually have the same vertical resolution, for this reason, the industry standard is
to specify resolution in terms of horizontal resolution. Digital cameras are not
limited by the vertical bandwidth, and therefore, can have either rectangular or
square pixels.
CCD Sensor Size
The size of the sensor's active area is important in determining the systems field
of view. Given a primary magnification determined by the lens, larger sensors
yield a larger field of view. There are several standard CCD sensor sizes: 1/4",
1/3", ¥2', 2/3", and 1". All of these standards maintain a 4:3 (Horizontal :Vertical)
dimensional aspect ratio.
@Buehler Ltd. 1999
15
The Institute for Microstructural Analysis
Principlesand Practiceof AutomatedImageAn~si~
Chapter4
Another issue is the ability of the lens to support certain CCD chip sizes. If the
chip is too large for the lens design, the resulting image may appear to fade
away and degrade towards the edges because of vignetting (extinction of rays
which pass through the outer edges of the lens). This is commonly referred to
as the "tunnel" effect, since the edges of the field become dark. Smaller chip
sizes do not yield such problems. Transfer lens recommendations based on
sensor dimensions were shown in Table 7-1.
Analog vs. Digital CCD Cameras
The CCD silicon chip is an analog component, meaning that the pixel values are
collected by means of sampling (interlaced or progressive.) The signal
processor and encoder converts this information into an analog signal, which can
be transferred to a monitor. In digital cameras, the digitizing occurs as the signal
is collected from the chip. Once digitized, processing and image enhancements
can be done with little loss to the signal. Table 7-2 is a summary of the camera
characteristics.
Table 7-2 Diqital and Analoa Camera ComDarison
Digital
@Buehler Ltd. 1999
Analog
Typically large cameras
Size is typically smaller
Vertical resolution is not limited,
so digitalcameras can offer higher
resolution.
Vertical resolution is limited by the
With no bandwidth limit, these can
offer higher number of pixels and
larger CCD sensors, resulting in
greater resolution.
Sensors usually are standard size
formats.
Computer and capture board
required to display signal.
Computers/ capture boards can be
used for digitizing but are not
necessary for display.
Signal can be compressed so
user can transmit in lower
bandwidth with no loss.
Analog printing and recording can
easily be incorporated into the
system.
Resolution specified by pixel
count
Resolution
The output signal is digital,
therefore little signal loss occurs
during processing.
Analogsignals are susceptible to
16
bandwidth of the analog signal.
specified
by TV lines
noise and interference which cause
signal loss.
The Institute for Microstructural Analysis
c~
Principles and Practice of Automated Image Analysis
Optical Terminology
Aberrations
Optical defects which are inherent in the lens design.
Achromat
An objective lens corrected for chromatic aberrations in two colors,
for spherical aberration to one color.
Apochromatic An objective lens that is corrected chromatically for three colors
and is better corrected for spherical aberrations than an achromat.
Brlghtfleld
An image condition in which depressions appear as dark features in
a bright background usually produced by high angle illuminations.
Darkfield An image condition in which depressions appear as bright features in
a dark background usually produced by high angle illumination.
Depth of Field The distance along the optical axis through which the object is in
sharp focus.
Empty
Magnification
High magnification
which
increases
the image size
..
.
.
withoutan increase in detail due to the inherent limits of the Objective lens
resolution.
Flat Field An image condition in which the entire field of view appears to be in
sharp focus.
Measuring Eyepiece
An optical device used to measure the length of image
features.
Numerical Aperture (N.A.) The measure of the light gathering capability of a
lens, as determined by its design.
Parfocal The image is in focus at the eyepiece and is also in focus at the film
place of the camera or the accessory port.
Resolution The measure of the ability of a lens to image closely spaced
features so that they are seen as individual objects.
Stage Micrometer A plate which is placed on the specimen stage of a
microscope so that it scribed units may be visually compared to the arbitrary
units of the measuring eyepiece. By determining how many units of the
micrometer are equal to one unit of the measuring eyepiece. a calibration is
determined for each objective lens.
Tube Factor The distance from the focal point of the objective lens to the focal
point of the ocular (viewing or projection lens) of a microscope. If greater than
1.0x it will increase the total magnification of the microscope. If the magnification
is less than 1.0x,it will decrease the total magnification of a particular objectiveocular lens combination.
Working Distance The distance between the front surface of the objective lens
and the sample surface when the image is focused.
@Buehler Ltd. 1999
1~
The Institute for Microstructural Analysis
Principlesand Practiceof AutomaticImageAnalysis;
Cha ter
(
Chapter5
5
Gettin Started
Software Components
lIumination Settings (B&W camera)
Shading Correction
Calibration
Software
Components
Four icons are present on the Windows desktop.
~
.
.
Enterprise
- mainprogram
.
Database configuration rename the labels for the
database fields
~
Camera and microscope configuration - setup
the camera interface, image size, aspect ratio
and available microscope objectives
Stage - setup for automatic stage control
s
Illumination Settings (B&W camera)
The image analysis system uses a 256 gray level range. This extends from 0, which
represents black, to 255, which represents white. In order to obtain a good image
from the microscope for analysis, the maximum gray value (brightness) of any pixel in
the image should not exceed 255. If the gray level of a pixel exceeds 255, it is
considered "overflow" or over-saturated.
The "Saturation" Overflow button allows the user to turn on or off the overflow
indicator. Pixels that are over illuminated (gray scale over 255) are colored in bright
blue. This is executed in real time so that the user can tune the illumination until the
blue pixels of the saturation indicator are just extinguished. The proper saturation
level is reached as the blue pixels disappear. This should be the illumination setting
used to ensure reproducibility of the analysis. There might be special cases where
some features are purposely over- or under-saturated to threshold a specific phase
more effectively. In this cases the reproducibility of the analysis might be more
difficult.
@BuehlerLtd. 1999
1
The Institute for Microstructural
Analysis
~
To use Saturation:
Shading
~
1
Press the
2.
Adjust the illumination on the microscope until only a few blue overflow
indication pixels are visible on the screen.
3.
Reduce illumination slightly until no blue pixels are seen.
button in the Image window.
Correction
The shading correction is used to correct minor illumination differences in the
microscope when capturing images. Before setting the shading correction for an
objective, make sure that the correct microscope and objective are set and that the
illumination is optimally adjusted (i.e. that the microscope is set up for Kohler
illumination, see Chapter 4).
The Pseudocolor icon is a useful tool to find out whether shading correction is needed
because of uneven illumination. This tool allows the user to see uneven the gray
levels caused by the light source with color. A mirror type specimen surface is
needed to perform this task (mirror or inclusion free, highly polished steel specimen).
To apply the Pseudocolor:
Press the
III
buttonin the main toolbar of the Image
Shading Correction Setup
--
1.
Place a mirrored surface on the microscope stage and view its surface
through the Enterprise image window.
2.
Click on the Saturation icon and adjust the level illumination until the blue
pixels disappear.
3.
From Enterprise main menu, click Setup.
4.
In the pull down menu, click Shading Correction.
5.
Select Set Shading Correction in the expanded menu.
The shading correction will be stored in objective database. After this point, when an
image is captured, the shading correction will be applied to the image. Please note
that the use of shading correction will cause a general brightening of the image.
~Buehler Ltd. 1999
2
The Institute for Microstructural Analysis
Principlesand Practiceof AutomaticImage Analysis
Chapter 5
Clear Shading Correction
1
Make sure that the correct objective and camera are selected.
2.
From Enterprise main menu, click Setup.
3.
In the pull down menu, click Shading Correction.
4.
SelectClear Shading Correction in the expanded menu.
Calibration
The Image Analyzer allows the user to conduct quantitative measurements of
features in an image. Each image is comprised of thousands of individual picture
points or pixels (for example, 756 x 570 = 430,920). Any video system requires a
pixel calibration to perform measurements. At a given magnification setting, the
computer needs to determine a calibration factor. Therefore, pixels have to be
equated to a real distance.
Most systems will include an optical light microscope that has a selection of
objectives: each of these must be calibrated. With the size of each pixel being known
in both X and Y dimensions for each objective, it will be possible to measure the
image features in that plane in any direction and at any of the included magnifications.
It should be noted that while calibration is critical for many quantitative measures,
there are certain ones that are non-calibration critical since they are dimensionless.
Typical non-calibration critical measures are form factors (i.e. sphericity and
roughness) and fractions (i.e. area percent, aspect ratio, and area fraction sample).
Calibrate X Objective
When using a CCD camera that has square pixels, then with the correct selection of
the X- Y size of image to be sampled from the device, it can be assumed that
subsequent images have a correct pixel aspect ratio. This is the case with the use of
a standard CCD camera.
In the case of a known X- Y pixel ratio, it is only necessary to calibrate the X-axis for
each objective.
1
To calibrate an objective, choose Select Setup, Calibrate Objective, Calibrate
x.
2.
Choose a desired unit in the Units window. (See Figure 5-1)
3.
Move the caliper ruler by placing the mouse pointer on the caliper ruler,
pressing down the left mouse button and dragging the mouse.
4.
Place the mouse pointer on the right leg of the caliper ruler, press down the
left mouse button and drag the mouse to change the number of pixels.
5.
After aligning the caliper type the distance that the calipers cover in the X
Distance box.
6.
@Buehler Ltd. 1999
The Aspect Ratio showsthe aspectratio of the imagepixelsfrom the
3
The Institute for Microstructural Analysis
~
objective database.
'7
The Image Pixels shows the number of pixels between the legs of caliper
ruler.
8.
tal Factor shows the Calibration Factor that changes according to the value
in the Image Pixels window.
9.
Click OK.
Figure 5-1 Objective X Calibration
Calibrate XV Objective
If video cameras are used where the X-V pixel ratio is not known, we need to
calibrate the image in both X and V-axis to determine the proper pixel aspect ratio.
@BuehlerLtd. 1999
1
To calibrate an objective, choose Select Setup, Calibrate Objective, Calibrate
XV.
2.
Choose a desired unit in the Units window (See Figure 5-2).
3.
Move the caliper rulers by placing the mouse pointer on the caliper rulers,
pressing down the left mouse button and dragging the mouse.
4.
To change the X axis pixel number: place the mouse pointer on the right leg
of the horizontal caliper ruler, press down the left mouse button and drag the
mouse.
5.
To change the Y axis pixel number: place the mouse pointer on the lower leg
of the vertical caliper ruler, press down the left mouse button and drag the
mouse.
6.
After aligning the calipers, type the distance that the calipers cover in the X
Distance box and the Y Distance box.
'7
The Image Pixels shows the number of pixels between the legs of the caliper
4
The Institute for Microstructural Analysis
Principlesand Practiceof Automatic Image
- Analysis
-
Chapter
5
.
I,,')I,!
ruler.
8.
Cal Factor shows the Calibration Factor that changes according to the value
in the Image Pixels window.
9.
The Aspect Ratio shows the calculated aspect ratio of the image pixels.
10.
Click OK.
Figure 5-2 X-V Objective Calibration
~Buehler Ltd. 1999
8
The Institute for Microstructural Analysis
Principles and Practice of Automatic Image AnalySjs
Cha ter
6
.
Chapter 6
Ima e Detection
GrayscaleThreshold
Color Threshold
Grayscale Threshold
Thresholding is the way of representing ranges of grayscale values with
different color bitplanes. The bitplanes are used for binary operations and
measurements.
Two ways to start Threshold:
1.
In the OperationBuilderwindow,expandGrayscale Threshold branch
node. Doubleclick Threshold leaf node.
2.
Or click
in the Enterprise toolbar.
Pause, Threshold
Pause, threshold is used to stop execution of a routine until thresholding is
done. This is useful when there is variance in the grayscale ranges from one
image to the next.
To Pause, threshold:
1.
In the Operation Builder window, expand Grayscale Threshold branch
node. Double click on Pause, threshold.
Or
2.
Click
in the Enterprise toolbar.
Threshold Window
The main thresholding dialog box displays a gray scale histogram of the image.
The gray scale histogram has an X-axis from 0-255. The left end of the scale is
zero (black) and the right end is white (255). The height or V-axis of the graph
represents the number of pixels at each gray level.
To detecta bitplane:
Click one of the bitplane color buttons.
@Buehler Ltd. 1999
The Institute for Microstructural Analysis
Principlesand Practiceof AutomaticImageAnalysis
Chapter6
Place the cursor over the Upper Limit slider. Press and hold the left button of
the mouse, and then drag the slider toward right over the desired gray scale
range selecting the lightest gray area of interest.
Placethe cursor over the Lower Limit slider. Press and hold the left button of
the mouse, and then drag the slider toward right over the desired gray scale
range selecting the darkest gray area of interest.
If other bitplanes are desired, repeat the above steps. Clicking on another
bitplane will cause the Lower Limit slider to be placed immediately to the right of
the Upper Limit of the last detected bitplane.
The Sticky Threshold option always moves the Lower Limit slider and the Upper
Limit slider one video level to the right of the previous position of the Upper Limit
slider. Thus, it is guaranteed that different bitplane colors will not overlap, or no
video level will be included in more than one bitplane. If 2 bitplanes overlap the
color will change to an olive green overlap color.
There are three different Y scalings LInear, Sq. Root and Log. Select the
appropriate scale to best view the distribution of the grayscale pixels.
CBueNer Ltd. 1999
2
The Institute for Microstructural Analysis
~
Principles and Practiceof AutomaticImageAnalysis
Chapter6
Color Threshold
Color HLS Threshold
.
.
.
Hue
Luminance
Saturation
Hue is the wavelength of light reflected from or transmitted through an
object. More commonly, hue is identified by the name of the color such
as red, orange, or green. Hue is measured as a location on the color
wheel and is expressed as a degree between 0° and 360°. Luminance
is the relative lightness or darkness of the color and is usually
measured as a percentage from O%(black) to 100%(white). Saturation
is the strength or purity of the color. Saturation represents the amount
of gray in proportion to the hue and is measured as a percentage from
0% to 100% (fully saturated). On the color wheel, saturation increases
as one approach the edge of the wheel, and saturation decreases as
one approach the center.
Scaling allows the user to choose the way the histogram will be
displayed. Linear gives the least detail. Sq. Root gives a more detailed
histogram. Lastly, Log gives the maximum detail.
Undo will remove the last accumulative sample selected by the user. It
is only active when an accumulative sample is selected.
~
I
_8-
1~lw~t
J ~~
~
19~25J
~r~
I-.~
PAccumulatrve Sample
I~K
@Buehler Ltd. 1999
I
3
The Institute for Microstructural
Analysis
Principles and Practice of Automatic Image Analysis
This color wheel displays the range for Hue and Saturation that the user
has selected (see below).
The user can also configure the range of Hue and Saturation by using
the mouse and clicking on the edges and pulling them until it reaches
the necessary ranges for Hue and Saturation.
Both inner and outer edges can be used for configuration.
This threshold enables the user to set the range of intensity for the
grayscale.
@BuehlerLtd. 1999
.
The Institute for Microstructural Analysis
Chapter 6
~ri-!:'-ciplesand Practk:e of Automatic Image Analysis
Color HLS Threshold
Color HLS Thresholding is the way of representing ranges of color values with
different color bitplanes. The bitplanes are used for binary operations and
measurements.
Two ways to start the Color HLS Threshold:
1.
In the Operation Builder window, expand Color Threshold branch node,
Double click Color HLS Threshold leaf node.
2.
Or CliCk.
in the Enterprise toolbar.
Pause, Color HLS Threshold
Pause, Color HLS Threshold is used to stop execution of a routine until
saturation, hue, and luminance thresholding is done. This is useful when there
is variance in the color ranges from one image to the next.
To Pause, Color HLS Threshold:
1.
In the Operation Builder window, expand Color Threshold branch node.
Double click on Pause, Color HLS Threshold.
Or
2.
@Buehler Ltd. 1999
Click
II
in the Enterprise toolbar.
5
The Institutefor Microstructural Analysis
Chapter7
Principles and Practice of Automatic Image Analysis
Cha ter
7
Ima e Modifications
Image Clarifications
.
BinaryImage Modifications
Image Clarifications
The image clarifications are often called "image enhancements". The purpose of
these clarifications is to:
.
enhance the image to improve its visual appearance
Or
.
modify the characteristics of an image to allow the image analyzer to
discriminate better between the features
The image clarifications available can be separated in three different categories:
1. Look-up-tables
Look-up-tables (or LUT's) are widely used in image processing. This is a tool to
adjust brightness and contrast levels of the image as well as the gamma function.
The transformed pixel values are used in the subsequent thresholding process.
2. Arithmetic operations between images
A typical example of an arithmetic operation between images is the removal of
"electronic noise". This noise can be generated by video cameras when faint
images are viewed, or when the reflectivity or light transmission characteristics of
an object or specimen are very low. A very efficient way to remove noise is by
"averaging" two or more successive image frames. By adding multiple frames,
followed by an averaging, the random noise is eliminated.
3. Neighborhood
Transformations
Neighborhood transformations, also called convolutions, are commonly used as
gray image clarifications. The principle is that the pixel value is modified in
relation to its immediate neighbors. This neighborhood averaging replaces each
pixel with the average of itself and its neighbors. This is often described as a
kernel operation. The neighborhood sizes are typically squares from 3x3, 5x5,
7x7, etc. The goal is an increase in local contrast at the phase boundaries. Often
times, the use of a neighborhood transformation results in a more narrow gray
scale distribution of a given phase, making the subsequent thresholding or
detection process easier.
C>BuehlerLtd. 1999
The Institute for Microstructural Analysis
Principles and Practice of Automatic Image Analysis
Binary Image Modifications
After thresholding, the different phases in the image are represented by different
bitplane colors. It is possible that more than one phase or feature of interest was
detected by the same bitplane color because of a similar gray level range. A
Binary operation is the process that separates and classifies features within the
same bitplane, based on morphology or size.
Below is a listing and short description of all the binary image modification
commands available in the image analysis system:
Boolean
Boolean operations perform logical functions between bitplanes.
lOR:
combines two source bitplanes to form a single destination bitplane.
AND: takes common parts of 2 source bitplanes and integrates into a
destination bitplane.
I
XOR: excludes common parts of 2 sources bitplanes and combines
remainder of 2 source bitplanes into destination bitplane.
I
NOR: excludes both bitplanes from entire image and puts rest of image into
destination bitplane.
I
NAND: excludes common parts of 2 source bitplanes from common image
and places remainder of image into destination bitplane.
[4
,
Cc:
NXOR: combines common parts of 2 source bitplanes with remainder of
image and puts combined bitplanes into destination bitplane.
~
MINUS: takes the part of Source #1 that is not in Source #2, and puts it into
destination bitplane. This function is useful for removing overlap from 2 bitplanes
(see coating thickness example, chapter 9).
Boundary Fill
This function smoothes the object boundary in the selected bitplane by expanding
and shrinking the objects. The resulting objects have shapes similar to the
original objects. This function is defined as dilation with a square kernel followed
by erosion with a cross kernel. It is normally used to substantiate the boundaries
before inverting.
Border Eliminate
This function eliminates all objects on the chosen bitplane that touch edge of
image frame.
Chord Size
This function eliminates objects that cannot completely cover a specified test box
of X by Y size. It is useful to eliminate elongated thin objects such as scratches.
Do not use this function on grain boundaries, as thin boundaries will disappear.
An object that does not cover the whole test box can be transferred to another
bitplane or discarded (to none). See Trap.
@BuehlerLtd.
1999
2
The Institute for Microstructural Analysis
Principlesand Practiceof AutomaticImageAnalysis
I
'
,
Chapter7
Clear
This function erases selected bitplane pixels over the entire image.
Clear Outside Frame
This function erases selected bitplane pixels outside the Process Frame.
Close
This is dilation followed by erosion. Both operations will be done with same kernel
and same number of cycles. You can select number of cycles. Kernel choices
include square, hexagon, octagon, horizontal, vertical, and cross. This function is
used to fill holes or connect particles in a phase without significantly altering the
original shape.
Convex Hull
This function rounds off edges and fills in crevices at the edge of particles. It can
dilate any concave object until it becomes convex (turning a C into a circle).
Copy
This function copies the selected source bitplane into another bitplane. It does not
alter the information in the source bitplane. The source bitplane is turned off and
destination bitplane is turned on at the end of the operation.
Delta Convex Hull
This function sends the changes of the selected bitplane (added pixels) from
convex hull to selected bitplane. This is the difference from original image (before
convex hull) and the image after applying convex hull.
Delta Dilate
This function sends the changes of the selected bitplane (added pixels) from
dilate to selected bitplane. This is difference from original image (before dilate)
and image after applying Dilate.
Delta Erode
This function sends the changes of the selected bitplane (subtracted pixels) from
erode to selected bitplane. This is difference from original image (before erode)
and image after applying Erode.
Delta Prune
This function sends changes of the selected bitplane (subtracted pixels) from
prune to selected bitplane. This is difference from original image (before prune)
and image after applying Prune.
Delta Thicken
This function sends changes of the selected bitplane (added pixels) from thicken
to selected bitplane. This is difference from original image (before thicken) and
image after applying Thicken.
Delta Thin
This function sends changes of the selected bitplane (subtracted pixels) from thin
to selected bitplane. This is difference from original image (before thin) and image
after applying Thin.
Dilate
This function grows objects with the chosen kernel (square, cross, octagon
hexagon, horizontal, or vertical) by adding a layer to the objects.
Erode
This function shrinks objects with the chosen kernel (square, cross, octagon
hexagon, horizontal, or vertical) by peeling a layer off the objects.
Fill
This function fills holes (undetected areas) that are totally enclosed by the
detected bitplane
Feature Size Transfer
Feature Size Transfer performs feature separation/sorting based on a chosen
characteristic (shape, length etc.). You can send particles that meet characteristic
criteria to any bitplane. You also have the ability to undertake a single
specification (>5 microns) or multiple (>5 and <2). For multiple you can select
from AND and OR. For each specification you can choose >, <, =, ~,2;. The
calculate limits button computes highest and lowest value for the chosen
characteristic in the selected bitplane.
Intersect Transfer
This function transfers any object in the source bitplane which overlaps or
crosses any object on the intersector bitplane to a destination bitplane. The entire
object is transferred not just the portion which overlaps/crosses. The transferred
objects are eliminated from the source bitplane. The intersector bitplane is not
affected. All three bitplanes are still on at the end of the operation.
Invert
This function inverts the source bitplane. Every pixel that was on is turned off and
vice versa.
Open
This function is erosion followed by dilation with the same kernel and the same
number of cycles for each operation. Open generally smoothes the contour of an
object breaks narrow "necks" between particles and eliminates thin protrusions,
as well as removing small features.
Prune
This function trims short thin lines by a selected number of cycles. Choosing "to
end" will trim lines until triple points are reached. Any pixel that has only 1
neighboring pixel is removed with each cycle. This function only works after
thinning. It is available for square and hexagon kernels. The user selects the
number of cycles or to end.
Radial Grid
This function generates a circular grid using the selected bitplane. Grid, radial
dialog box allows user to type in number of circles and diameter lines to form the
grid. The maximum grid is 100 circles and 100 diameters.
Seed
This function finds the single line or point at the center of an object. Sometimes
objects like a dumbbell will have more than one seed point. This function is
available with square and hexagon kernels.
@Buehler Ltd. 1999
4
The Institute for Microstructural Analysis
~
Separate
This function automatically separates objects that touch each other. Separate
algorithm looks for valleys or necks, which may connect adjacent objects.
Square Grid
This function generates an X by Y grid using selected bitplane. The frame option
will put a border around the outside of the image or process frame. The
maximum grid is 100 X 100.
Thicken
This function adds layers of pixels to the objects in the selected bitplane for the
selected number of cycles. Unlike dilate, thicken will not connect objects that did
not touch prior to applying the thicken function. You can select number of cycles
or to end. To end dilates objects until 1 pixel is left between objects. Both square
and hexagon kernels are available.
Thin
This function removes layers of pixels on the objects in the selected bitplane for
the selected number of cycles. Unlike erode, thin will not remove objects but
rather stops when the object is 1 pixel wide or reduced to a point. Square and
hexagon kernels are available. The user can select the number of cycles or to
end.
Trap
This function eliminates objects that completely fit inside a specified test box of X
by Y size. Particles that do not fill the test box can be sent to either another
bitplane or discarded (to none). See Chord Size.
~Buehler Ltd. 1999
5
The Institute for Microstructural Analysis
~
andPracticeof Automa~ImageAnatyais
i
~
Feature Measurements
Field Measurements
Area Fraction Plane Measurement
Area Fraction Sample Measurement
Feature Measurements
The feature algorithms are described below in alphabetical order:
45
Feret
ThisDegree
function
is the measurement of the diagonal feret. The angle between the
feret and positive X-axis is 45 degrees. The result is provided as a number in the
chosenunits of measurement.
90
Feret
ThisDegree
function
is the measurement of the vertical feret. The angle between the
feret and positive X-axis is 90 degrees. The result is provided as a number in the
chosen units of measurement.
135 Degree
This
functionFeret
is the measurement of the diagonal feret. The angle between the
feret and positive X-axis is 135 degrees. The result is provided as a number in the
chosen units of measurement.
Aspect
Ratio is the longest feret in a detected object divided by shortest feret in
This function
the same object. This is the same as LengthIWldth. The result is provided as a
dimensionlessnumber.
CBuehierLtd. 1999
.
ASTM E112
This function gives the ASTM grain size number as defined by ASTM
specification E112 for each individual grain. The result is provided as a
dimensionless number.
Average Feret
This function is the average measurement of all the ferets of an object. The result
is provided as a number in the chosen units of measurement.
Breadth
This function is also called Orthogonal feret that measures the feret perpendicular
to the angle of the longest feret (length). The result is provided as a number in the
chosen units of measurement.
Circular Diameter
This function determines the equivalent circular diameter of each individual object
in a selected bitplane in the image. The area of the object is measured first, and
then an equivalent circle with the same area is calculated. The diameter of this
circle is the equivalent circular diameter of the object. The result is provided as a
number in the chosen units of measurement.
Compactness
This function is defined as 4*pi * Area / (Convex perimeter).
provided as a dimensionless
The result is
number.
Convex Perimeter
This function is an approximation of the perimeter of the particles that have
concave edges. Convex perimeter is a rubber band around all ferets in a particle.
The result is provided as a number in the chosen units of measurement.
Density
This function is also called "Photographic Density." This is the measurement of
the average gray level values of all detected pixels in the detected bitplane in the
image divided by 255. If the image is completely black, which means no light can
come from it, the density of this image is 0%. If the image is completely white,
which means all light can come from it, the density of this image is 100%.
Length
This function gives the longest measured feret. The result is provided as a
number in the chosen units of measurement.
Orientation
This function gives the angle at which the longest feret occurs. This function is
used to give an angle of the particle relative to the X-axis on the monitor screen.
The result is provided in degrees.
Perimeter
It is the distance around each individual feature or object. It gives the perimeter
for each particle. The result is provided as a number in the chosen units of
measurement.
@Buehler Ltd. 1999
2
The Institute for Microstructural Analysis
Principles and Practice of Automatic Image Analysis
i"c..
Chapter
8
Roughness
This function gives the roughness for each object in the selected bitplane in a
range of 0 to 1.0.Roughness is defined as the ratio of the convex perimeter,
which is a rubber band around all feret, to the perimeter. If there is no concave at
the edge of the particle, the roughness of this particle is 1.0. The result is
provided as a dimensionless number.
Spherical Diameter
Spherical diameter is defined as the (circular diameter * 1.22474). This
measurement gives the equivalent spherical diameter of each individual object in
a bitplane in the image. The result is provided as a number in the chosen units of
measurement.
Sphericity
This function measures the sphericity of each object in a selected bitplane in a
range of 0 to 1.0.Sphericity is defined as (4 * PI * area) I (perimeter). If the
shape of the particle is a perfect circle, the sphericity of this particle is 1. The
more bumps a particle has, the lower sphericity value. The result is provided as a
dimensionless number.
String Length
This function is used to measure the actual (curved) length of objects that are
thin, curved and elongated. The result is provided as a number in the chosen
units of measurement.
String Width
This function is used to measure the actual (curved) width of objects that are thin,
curved and elongated. The result is provided as a number in the chosen units of
measurement.
Width
Width is the shortest of the measured feret. It measures the minimum feret
diameter of each particle in a selected bitplane. The result is provided as a
number in the chosen units of measurement.
Principlesand Practiceof AutomaticImageAnalysis!
i...
"
Cha
X Centroid
This function gives the Centroid X coordinate with respect to the origin of the
image or Guard Frame (if used).
Y Centroid
This function gives the Centroid Y coordinate with respect to the origin of the
image or Guard Frame (if used).
Field Measurements
Field measurements are performed on a whole field or image, providing the sum
of the individual measurements in a field of view. Statistical information is only
generated if multiple fields are analyzed. This can point out microstructural
variations within different fields of a specimen.
Below is a listing of the field measurements in alphabetical order:
Anisotropy
This measurement is defined as the mean horizontal chord divided by the mean
vertical chord for all detected particles in the selected bitplane. The result is a
dimensionless ratio such as 1.6.
Area
This function gives the total area of all objects or phases of interest for a
particular bitplane. The result is provided as a number in the chosen units of
measurement.
Area Percent
This measurement is defined as the area of a particular bitplane divided by the
area of the field being measured. The result is expressed as percentage such as
45.3%.
ASTM E112
This measurement gives the average ASTM grain size of the metal
microstructure using the average chord length as defined by ASTM specification
E112. The result is provided as a dimensionless number such as 10.69.
Average Area
This measurement is the area of all the particles in the selected bitplane divided
by the total number of particles. It is the mean of feature area measurement. The
result is expressed as a number in the chosen units of measurement.
Circular Diameter
This measurement gives the average equivalent circular diameter of all the
objects in a bitplane of an image. The average area of each object in the field is
measured first, and then an equivalent circle with the same area is determined.
The diameter of this circle is the equivalent circular diameter of the object. The
result is expressed as a number in the chosen units of measurement.
@Buehler Ltd. 1999
4
The Institute for Microstructural Analysis
Principlesand Practiceof AutomaticImage Analysis
Chapter 8
Count
This measurement gives the total number of objects in the selected bitplane
within the measurement frame. The result is provided as a dimensionless number
such as 67. Note: Holes in particles must be filled before measurement or a
miscount may occur.
Density
This function is also called "Photographic Density." This is the measurement of
the average gray level values of all detected pixels in the detected bitplane in the
image divided by 255. If the image is completely black, which means no light can
come from it, the density of this image is 0%. If the image is completely white,
which means all light can come from it, the density of this image is 100%.
Horizontal Intercept
This measurementgivesthe total numberof horizontalinterceptsof horizontal
scan lineswith the particlesin the selectedbitplane.The result is expressedas a
dimensionlessnumbersuch as 252.
Horizontal Mean Chord
This measurement determines the approximate width of the selected objects. It is
defined as the total horizontal chord lengths divided by the total number of
horizontal intercepts. The result is provided as a number in the chosen units of
measurement.
Number/Area
This measurement is defined as the total number of objects divided by the total
field area within the measuring frame. It determines the number of objects per
unit area. When using this measurement, it is better to use large area units of
measurement (i.e., millimeters or inches) rather than small units (i.e., microns). If
small units are selected, values for this measurement, such as 0.0013 particles
per unit area can be the result. The result is provided as a number in the chosen
units of measurement.
Perimeter
This measurement determines the sum of the total individual object perimeters
(length of the edges around an object) in a particular bitplane. The result is
provided as a number in the chosen units of measurement.
Spherical Diameter
Spherical diameter is defined as the circular diameter, multiplied by 1.22474. This
measurement gives the total equivalent spherical diameter of all the objects in a
bitplane of an image. The result is provided as a number in the chosen units of
measurement.
Vertical Intercept
Verticalinterceptgives the number of vertical intercepts of vertical lines with the
particles in the selected bitplane. The result is expressed as a dimensionless
number such as 577.
Vertical Mean Chord
This measurement determines the approximate height of the selected objects. It
is defined as the total vertical chord lengths divided by the total number of vertical
intercepts. The result is provided as a number in the chosen units of
measurement.
~Buehler Ltd. 1999
.
The Institute for Microstructural Analysis
Principlesand Practiceof AutomaticImageAnalysis
@BuehlerLtd. 1999
Chapter8
6
The Institute for Microstructural
Analysis
~~
andpractk:8of Automatic
ImageAnalysis
I
~
Area Fraction Plane Measurement
This function measures the area percentage of a particular bitplane relative to the
measurement of the total area of a reference bitplane. This function allows the
selection of a specific bitplane as the reference for measuring the percentage.
Although only 1 reference bitplane is chosen, as many source bitplanes as
required may be selected. In other words, Area % = (source bitplane
area)/(reference bitplane area). 100%. Results are always reported as a
percentage.
Area Fraction Sample Measurement
Chapter 9
Glossary of Ima~e Analysis Terms
Analog Video Signals
Electronic signals that contain a continuous or gray tone
representation of the image.
Analysis
A measurement or series of measurements made upon a
material to determine quantitative data (number of
particles, area percentage) of the constituents in that
material.
Applications
Utilization of a piece of equipment to perform a specific
measurement on a particular material. Typical image
analysis applications are measurement of ASTM grain
size on steels, percentage of phases in aluminum,
porosity in powdered metals, etc.
Area
A measurement of the amount of surface area of particles
of interest on a two dimensional image.
Area %
The total area of all detected particles within the frame,
divided by the area of the measurement field.
Automated Image Analysis
A technologyrelyingon special equipmentfor extracting
quantitativeinformationfrom images.
Boundary
A closed line or contourwhich defines the area occupied
by a feature or field.
Breadth
The shortest tangent-to-tangent distance in any direction
across a feature. An orientation independent
measurement.
Brightness
Incorrect term for luminance, used to describe intensity of
light generated on the Image Monitor screen. With
reference to an image, this term describes the intensity of
light reflected or transmitted through an image or its
components. Also the video level on a range from black
to white) of the fill-in color of detected particles.
Calibration
The process by which image analysis units of
measurement (Pixels) are related to real units of
measurement (inches, microns) at a given magnification.
The process is accomplished by comparing a feature
with a known value in "machine units of measurement,"
such as area in picture. Points. See also Calibration
Factor and Calibration Slide..
Calibration Factor
The numerical relationship between measured values in
"machine units of measuremenf' (pixels) and real world
units of measurement (inches, microns, etc.) determined
at a particular magnification or magnifications.
~ BuehlerLtd. 1999
1
The Institute for Microstructural Analysis
PrinciplesandPracticeof Automatic Ima e Analysis
Chapter9
Calibration Slide
A glass slide that has, deposited in chrome, features of
accurately known dimensions. The calibration slide is
certified and therefore makes the calibration NIST
traceable.
CCD
Acronym for Charged Coupled Device, frequently used to
incorrectly describe all solid state cameras. See also .:SQllQ
State Camera.
Chord
A line segment which joins two points on the boundary of
a feature. Also "intercept."
Contrast
The degree of difference in gray levels between features
and background, or between different portions of an
image. Generally, the degree of difference in brightness
between the lightest and darkest areas in an image.
Count
A determination of the number of features or feature
components in the image being analyzed.
Data Manipulation
Use of commercially available data base software to
manipulate stored raw data in methods not available in
normal Omnimet operation.
Data Processing
The mathematical operations performed on raw data to
determine statistical analysis such as average and
standard deviation.
Derived Measurement
Measurements which are computed using the results from
basic measurements and constants combined
arithmetically. Example: Average Area.
DetectedFeature
A feature or constituent of interest that is selected for
measurement by adjustment of the threshold settings to
include or span the particular range of gray levels of the
feature.
DetectedImage
The image representing the detected features, displayed
by activating fill-in button.
Detection
First step in automatic image analysis for isolating an
image, on the basis of their gray level value, features of
interest to be measured.
Diameter
The length of a straight line that passes through the
center of a circle and divides it in half.
Display
Also Monitor, TV Monitor, Screen. A module containing a
CRT (Cathode Ray Tube) for displaying the image being
analyzed, the results of such analysis, and other
information.
@ Buehler Ltd. 1999
2
The Institute for Microstructural Analysis
PrinciplesandPracticeof Automatic 1m e Analysis
Cha ter 9
Duplex
Consisting of two distinct phases or two distinct sizes of
particles, or ranges of sizes of particles.
Elongation
A term for describing a geometric shape of a feature
which is not symmetrical about a center point. Also ratio of
longest dimension to breadth.
Elongation Ratio
The ratio of longest dimension to breadth of an elongated
feature. Also knows as "aspect ratio." See Elongation
Feature
As related to image analysis, a definable component,
substructure, or particle in an image. Example: the
nucleus of a cell or a grain in metal.
Feature Measurement
The individual measurement of each detected feature in
the field of view.
Feret' Diameter
The tangent-to-tangent dimension of a feature in a
specified angular direction.
Field
One complete vertical scan across the field of view. See
also Field of Measurement.
Field Area
A measurement mode in which the sum of the areas of all
detected features in the field of measurement is
determined.
Field Measurement
The aggregate total of a measurement of all detected
features in the field of view.
Field of Measurement
The area on the Image Monitor Screen bounded by the
fixed or variable frame, within which measurements are
made.
Field of View
The whole picture visible on the Image Monitor Screen.
Field ProjectedLength
A measurement mode in which the sum of the projected
lengths of all detected features in the field of
measurement is determined.
Grain
With reference to metallurgy, a bounded area containing
metal atoms arranged in a preferred orientation forming a
part of the microstructure. Also sometimes used to
designate particle.
Grain Size
The size of a grain. The grain size can be measured in
dimensionless numbers according to ASTM specification
E112, or measure in microns in diameter.
Gray Level
Also "gray scale value," a term related to optical density
defining the brightness of a particle or area as a value
lying on a scale between a minimum (black=O) and a
maximum (white=225).
@ Buehler Ltd. 1999
3
The Institute for Microstructural Analysis
Gray Level Detection
Also "thresholding," "threshold detection." An electronic
technique for selection of features or areas in an image
based on the differences between their brightness (optical
density) and that of background or other features.
Hole
With reference to image analysis, an enclosed nondetected area in a feature.
Horizontal Chord
A continuous length in the horizontal direction across a
detected feature coinciding with the direction of the scan
Illumination uniformity
See Shading
Image
A two dimensional representation of an object. For the
purpose of image analysis, a reproduction in a plane of
the spatial brightness distribution in the specimen.
Image Analysis
A technique for extraction of a quantitative data from
images, usually with the objective to analyze some
property of the specimen represented by the image. The
term conventionally implies automatic image analysis.
Intercept
The portion of a scan line which crosses a detected
feature, thereby forming the chord joining points of
intersection between the scan line and feature
boundaries.
Intercept Count
A count relatedto the total numberof interceptionsof
scan lines with all the detectedfeatures in the field of
measurement.
Interface
An assembly (usually electronic) which serves as an
adapter or communication link between modules, devices
or systems. Example: Teletype interface in the Processor.
Linearity
The ability of a Scanner to accurately and repeatedly
reproduce the size and shape of a particle, no matter
where it occurs in the field of measurement.
Longest Dimension
The maximum tangent-to-tangent dimension of a feature
in any direction. The measurement is independent of
orientation. See also ~
Diameter.
Macroviewer
An optical device for forming images and permitting
analysis of large specimens, photographs, etc.
Magnification
To enlarge in fact or appearance. Also the numerical
value of such magnification.
Measurement
As related to image analysis, quantitative determination of
size, shape, optical density, orientation, etc. of features in
the image being analyzed.
@ Buehler Ud. 1999
4
The Institutefor Microstructural Analysis
Principles
-
and Practice
of Automatic
Image
-
Analysis
-c
Chapter
9
Measurement Field
See~
QfMeasurement.
Menu
On the Image Monitor, a stationary vertical list of entries
from which the user can select one option at a time as
part of the analysis process. This selection may result in
another menu being presented to the user.
Micrometer
Abbreviated as mm, one millionth part of a meter, one
thousandth part of a millimeter or (approximately) 40
millionths of an inch. In Omnimet Systems, a unit often
used to express dimensions of microscopic features or
structures.
Micron
The unit of length equal to one thousandth of a millimeter.
1000 micron = 1 mm.
Microscope, Optical
An optical device to generate magnified images for
analysis or observation.
Microscope, Scanning
An electronic scanning device for Scanning Electron
Microscope (SEM) generation of highly magnified images
for analysis or observation.
Microscope, Transmission
An electronic device for Transmitting Electron Microscope
(TEM) generation of images of extremely high
magnification.
Monitor
A television module containing a CRT and operation
controls for displaying the image of the sample to be
analyzed, menus to select the derived analysis, the results
of such analysis and other information.
Numerical Aperture (N.A.:
With reference to microscope objectives, the term which
defines the amount of light collected by the objective. The
higher the N.A. number, the greater the resolution of the
objective.
Outline
A line pattern generated on the screen of the Image
Monitor and superimposed on the image to coincide with
the boundaries of detected features. The purpose of
outlines is to indicate the features which are detected.to
the operator.
Oversize
In size distribution, the number of particles whose
measurement is larger than the upper limit of the size
distribution selected by the operator.
Percent Area
A computed measurement in which the Total Area of the
detected features is divided by the Total Area within the
Measurement Frame.
Perimeter
The length of a feature's boundary. An orientation
independent measurement.
@ Buehler Ltd. 1999
5
The Institute for Microstructural Analysis
Principlesand Practiceof Automatic Ima e Analysis
C
ter 9
Phase
With respect to materials (particularly metals): a
homogeneous, physically distinct component present in a
non-homogeneous matter. For example, the pearlite
phase occurring in some low carbon steels.
Picture Point
Also "pixel," "picture element", "sampling point". In image
analysis, the pixel is the building block with which the
image is composed and is the basic unit of measurement,
from which all other measurements are calculated.
Power Supply
An electronic unit which supplies electrical power to the
appropriate electronic circuits. Power supplies usually
derive their power from electric power lines.
Precision
Agreement of a group of measurements which, exhibit a
low standard deviation; the measurements mayor may
not be accurate.
Projected Length (Vertical)
The vertical Feret' Diameter plus the tangent-to-tangent
distance of all holes and concavities with the feature.
Resolution
In image analysis, the term usually means the size of the
smallest elements in an image that the instrument can
detect, measure or count. It also relates to the sharpness
of a focused image. See Picture.EQ!n!.
Screen
The visible front portion of the CRT in the monitor, coated
with phosphor, on which the picture is generated.
ScrollingList
On the Menu/Data Monitor, a rolling vertical list of entries
from which the user can select options. Rolling is
controlled by the "Up" and "Down" arrow keys. Selection
of an option may result in another menu being presented
to the user. The "measurement" list and "recall
configuration" lists are examples of scrolling lists.
Sensitivity
In image analysis, the minimum amount of light in an
image required by the video camera to accurately convert
that image to an electronic signal.
Shade of Gray
A term expressing a fractional and detectable difference
between two gray levels
Shading
A term adapted from television technology which
describes distortions in gray level which occur due to
uneven illumination and variation in scanner sensitivity
across the field of view during the conversion of a
specimen's image into video signals for the purpose of
image analysis. See Shadina Corrector
Shape
A spatial form, independent of size, of a feature.
@ Buehler Ltd. 1999
6
The Institute for Microstructural Analysis
Princi les andPracticeof Automatic Ima e Anal sis
Cha ter 9
Shape Factor
A number (usually derived as a ratio of two different types
of measurements) which is sensitive to the shape of a
feature. The shape factor is non-dimensional. Example:
the ratio of longest dimension divided by breadth is a
shape factor called elongation. Type shape factors are
elongation ratio, circularity, sphericity.
Size Distribution
A tabular or graphic method for summarizing results of
feature measurements, in which the results are arranged
in accordance with the size and number of features in
each size range.
Solid State Camera
The camera consists of a fine matrix array of
photosensitive picture elements. The output of the
individual picture element is proportional to the intensity
of the portion of the image falling upon it. Electronically
sampling each photo element in a regular pattern converts
the sample image into an electronic video signal.
Specimen
Also "Sample." A small quantity representative of the
material, matter, or object to be analyzed. Example:
metallurgical specimen, biological specimen.
Status Window
On the Menu/Data Monitor, a rectangular area displaying
various selections made by the operator from the menus,
such as: calibration factor, measurements, data
processing of measurements, frame exclusion, etc.
Stereology
Science of interpreting two dimensional measurements of
a three dimensional object.
Tangent-to- Tangent
Defines the Feret' Diameter of a distance across a feature
in a given direction; e.g.., the maximum distance between
parallel tangent to the boundary of a feature.
Threshold
A control used by the operator to select the range of gray
levels (Video Levels) which will be detected and
measured. The threshold control is usually adjusted so
that the range of detected gray levels (Video Levels)
spans or encompasses the gray levels (Video Levels) of
the particles to be measured. Typical modern image
analysis systems have two such controls, an Upper
Threshold and a Lower Threshold.
Trinocular
On a microscope, a third port, near the binocular
eyepieces. to which a scanner can be attached to see the
image of the sample formed by the microscope.
Undersize
In Size Distribution, the number of particles whose
measurement is smaller than the lower limit (graph
starting point) of the size distribution selected by the
operator.
@ Buehler Ltd. 1999
7
The Institute for Microstructural Analysis
PrinciplesandPracticeof Automatic ImageAnalysis;
Chapte
Variable Frame
Same as fixed frame, but with dimensions and location
controlled by the operator.
Video
Term pertaining to electronic signals representing images
of sections of systems, which carry or process such
signals. See Analoa Video and Binarv Video.
Video Level
See Gray Level.
@ Buehler Ltd. 1999
8
The Institute for Microstructural Analysis