Performance Results of a Low - Concentration Photovoltaic
System Based on High Efficiency Back Contact Cells
by Zachary S. Judkins, Keith W. Johnston,
Charles Almy, Ryan J. Linderman,
Brian Wares, Nicholas A. Barton,
Matt Dawson, and Jack Peurach
2010
EXECUTIVE SUMMARY
As the solar industry scales towards installation capacities in the range of 30 to 50 gigawatts per year, SunPower
has begun to evaluate concentration in order to leverage cell production capacity. SunPower is currently focusing
on research and development investments in low concentration photovoltaic (LCPV) systems, which can reduce
capital expense per watt by up to 90% while minimizing design changes in SunPower’s high efficiency back
contact solar cells. Herein, we demonstrate a linear 7X geometric, parabolic-section, single-axis concentration
photovoltaic system. We have installed an LCPV array at the National Solar Thermal Test Facility at Sandia
National Labs in Albuquerque, New Mexico. Preliminary performance data indicates a direct resource efficiency
of 18.4% and a misalignment tolerance of ±1.25˚.
EXECUTIVE SUMMARY
2
INTRODUCTION
SECTION 1
In response to dramatic increases in demand for photovoltaic systems, cell manufacturers have to increase
fabrication capacity. However, this approach involves high capital expenditures and long lead times. In order to
meet short term demand at minimal cost, concentration photovoltaics (CPV) shows tremendous promise. In CPV
systems, optical components such as mirrors and lenses are used to focus sunlight onto photovoltaic cells. CPV is
not a new concept, but up to this point it has been unsuccessful in achieving significant market penetration [1].
The most often cited advantage of CPV is the
replacement of expensive photovoltaic materials with
large areas of glass, plastic, or metal [2]. By scaling
down the contribution of the semiconductor to the total
system cost (by a factor equal to the concentration
ratio) and instead relying on commoditized materials,
it is argued that a lower and more stable cost can be
achieved. While this is true to some degree, rapidly
falling silicon prices and module costs weaken this
argument [3].
A second advantage of CPV is the ability to scale
capacity. This is particularly true for low concentration
photovoltaics (LCPV), wherein crystalline silicon cells
are typically illuminated with intensities less than 20
suns [2]. If the cell and module manufacturing for an
LCPV solar cell were not vastly different from the existing
processes, a fraction of production capacity could be
converted to a large scale LCPV production facility
(e.g., SunPower’s 600MW of cell production capacity
could conceivably be converted into 4200MW at a
concentration of 7X). This ability to leverage production
could dramatically alter the capital and time required
to ramp production.
LCPV systems offer many advantages compared to
other CPV technologies. They typically only require
single-axis tracking, show less sensitivity to tracking
errors, are insensitive to changes in the incident
spectrum, and can capture a larger fraction of the
diffuse and circumsolar content. These factors, coupled
with a lower perceived risk, highlight the feasibility of
this technology [3].
The back contact SunPower cell technology is
particularly well-suited to LCPV by virtue of several
factors. These include the absence of front surface
metallization shading, low series resistance due to thick
metallization on the backside, superior temperature
coefficients, and production efficiencies approaching
23% at one-sun [4]. Under concentration, cell efficiency
can be driven even higher with an appropriate design
[5]. These superior efficiencies provide a larger budget
for optical components, thermal management, and
acceptance angle to further reduce system costs.
Herein, we briefly review the SunPower cell technology
and its suitability for LCPV. Following this, an overview
of the LCPV system architecture is provided; this includes
a detailed description of our Alpha-2 LCPV array at
Sandia National Labs (SNL). Finally, performance
results are presented along with an explanation of
the test methodology.
1. R. M. Swanson, “The promise of concentrators,” Progress in Photovoltaics: Research and Applications, 2000, pp. 93-111.; 3. R. M. Swanson, “The promise
of concentrators – update 2010,” presented at CPV-6, Freiburg, Germany, 2010.; 2. S. Kurtz, “Opportunities and challenges for development of a mature
concentrating photovoltaic power industry,” Technical Report, NREL/TP-520- 43208, 2009.; 3. R. M. Swanson, “The promise of concentrators – update 2010,”
presented at CPV-6, Freiburg, Germany, 2010.; 4. W. P. Mulligan et al., “Manufacture of solar cells with 21% efficiency”, Proceedings of the 19th European
Photovoltaic Solar Energy Conference, 2004, pp. 387-390.; 5. M. M. Bunea et al., “Simulation and characterization of high efficiency back contact cells for
low-concentration photovoltaics,” presented at the 35th IEEE Photovoltaic Specialists Conference, Honolulu, Hawaii, USA, 2010.
INTRODUCTION
SECTION 1
3
SECTION 2
Cell Technology
In a previous study, we outlined how the standard SunPower back contact solar cell technology performs as a
function of cell size, illumination band width, illumination intensity, and position of the illumination on the cell [5].
This paper highlighted a quarter-wafer cell design, which is minimally-modified standard SunPower cell cut into
four quadrants. This concentrator cell differs from our standard design in a few subtle ways: 1) the bus bars run the
full length of the cell at constant width to handle increased current; 2) the metal finger pitch is denser, and 3) the
contact spacing is slightly tighter. Despite these changes, these cells can be produced on the standard SunPower
cell production lines. The quarter-wafer cell was chosen for our LCPV system because it maintains a manageable
current (and therefore I2R losses) under concentration, provides a target area large enough for passive thermal
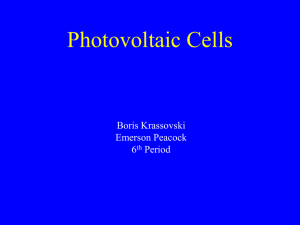
management, and enables an ample acceptance angle for our tracker and mechanical tolerance stack-up. Figure
1 below shows the quarter-wafer cell efficiency as a function of intensity from 0 – 20 suns; for comparison, designs
based on a third-wafer and half-wafer are also included [5].
24.0
between the aperture area of the module and the cell
area, was chosen to be seven in an effort to maximize
cell efficiency. However, other factors such as optical
efficiency, focal band size, direct normal irradiance
(DNI), and soiling rates also impact the operating
point on the efficiency-intensity curve. All of these
factors were considered in optimizing the geometric
concentration ratio for annual system yield.
23.5
23.0
22.5
22.0
21.5
21.0
20.5
Third-wafer
20.0
Quarter -wafer
19.5
Half-wafer
Receiver And Optical Designs
19.0
0
2
4
6
8
10
12
14
16
18
20
Intensity [Suns]
Figure 1: Measured efficiency-intensity curve
for the quarter-wafer cell. Also shown are
the corresponding curves for the third-wafer
and half wafer designs. One-sun is defined as
1000W/m2.
The quarter-wafer cell exhibits a relatively flat efficiency
peak from 4 – 7 suns, which was an important
design consideration for our system architecture. The
geometric concentration ratio, defined as the ratio
The receiver is comprised of 24 quarter-wafer cells
connected in series. There are three bypass diodes in
the circuit, and each is connected across a grouping
of eight cells. The receiver package is similar to that
used in a standard one-sun module with a few minor
changes to mitigate the concentrated ultraviolet content
and to enhance the reliability of the laminate. A folded
fin heat-sink is mechanically bonded and thermally
coupled to the laminate back sheet. A monopole
junction box is attached to the back side at either end
of the receiver. Isometric views of the front and back of
the receiver are shown below in Figure 2 and Figure
3, respectively.
5. M. M. Bunea et al., “Simulation and characterization of high efficiency back contact cells for low-concentration photovoltaics,” presented at the 35th IEEE
Photovoltaic Specialists Conference, Honolulu, Hawaii, USA, 2010.
CELL TECHNOLOGY
SECTION 2
4
SECTION 2
System Architecture
Figure 2: Front-side view of the LCPV receiver.
Having deployed hundreds of megawatts of singleaxis tracking systems around the world, SunPower has
extensive experience in building low-cost and highly
reliable trackers. In an effort to leverage this experience,
our LCPV system is based on our horizontal single-axis
T-0 tracker technology. Like T-0, the LCPV tracker is
supported by steel piers, a central torque tube, and
cross-struts to secure the modular LCPV mirror-receiver
assemblies, which we call blades. The tracker design
is depicted below in
Figure 3: Back-side view of the LCPV receiver.
Figure 4: View of tracker after addition of the
cross-struts.
The concentrating optic used in this system is a parabolic
section linear glass mirror. A silver metallization has
been used in order to maximize optical efficiency. The
mirror panels each have an aperture area of 0.44m x
1.55m, and they have a focal length of 0.21m. In the
system, each receiver is positioned closer to the mirror
than the focal line which widens the flux band and
maximizes cell efficiency.
The cross-strut is designed such that the blades are
held in opposing directions on the east and west
halves of the north-south oriented torque tube. This
design, which is symmetric about the rotational axis
and gradually elevates at a constant slope outwards
from the center to the edges of the tracker, has several
key advantages:
6. Y. Tsuno, et al., as presented at the 25th European Photovoltaic Solar Energy Conference, Valencia, Spain, 6-9 Sept. 2010.; 7. D. Cunningham, et al.,
Proceedings of the 35th Photovoltaic Specialists Conference, 22 June 2010, Honolulu, Hawaii.
SYSTEM ARCHITECTURE
SECTION 2
5
SECTION 2
1. It allows the center of rotation to be placed at the
center of gravity of the combined torque tube,
cross-strut, and blade assembly. This eliminates
twist in the torque tube due to the center of gravity
being offset from the rotational axis and therefore
enables more accurate tracking.
2. It creates space for a larger heat sink with
correspondingly larger volumetric air flow rate
and a lower receiver operating temperature.
3. It raises the receiver position relative to the mirror,
increasing optical efficiency and misalignment
tolerance.
4. It enables better utilization of the tracker and
land. Almost all of the tracker area is filled with
mirror aperture, lowering system and BOS costs
by minimizing light loss through the aperture of the
tracker.
5. It reduces the wind profile when mirrors are rotated
above the rotational axis, which significantly
decreases wind torque loads and structure
requirements.
6. It eliminates the need for long jumper cables for
electrical connections between rows in the string.
The mirror and receiver are pre-assembled into a blade
and shipped to the field as a single unit. It is quickly
snapped into the cross-strut and can be easily handled
by one person. Figure 5 shows a cross-sectional view
and Figure 6 shows an elevated view of six blades
attached to two cross-struts.
Figure 5: Cross sectional view of the cross-strut,
blades, and receivers.
Figure 6: Overhead view of six mirror-receiver
assemblies attached to cross-struts on torque
tube.
4. M. Garcia, et al., ―Estimation of photovoltaic module yearly temperature and performance based on Nominal Operation Cell Temperature calculations‖,
Renewable Energy 29 (2004) 1997-2010.
SYSTEM ARCHTECTURE
SECTION 1
6
SECTION 2
As shown in Figure 7, a single tracker consists of two
torque tubes driven by a center-mounted actuator.
There are 10 cross-struts supporting 54 blades
mounted on each torque tube; an additional crossstrut is mounted on the southern end to support one
0.5m mirror for each row. This southern overbuild is
necessary for horizontal single-axis trackers due to
non-zero solar zenith angles. The power rating of the
tracker is approximately 12kW.
The Alpha-2 system consists of the northern halves of
two full trackers as shown in Figure 8. Construction of
the array was completed in August of this year. The
maximum rotation angle of the trackers is 75˚ and the
ground coverage ratio of the site is 35%. In an effort
to keep the system under 600V (which allows for the
use of standard production inverters) each half-tracker
consists of two electrical strings (i.e., four strings total).
A larger-scale version of this system would operate at
a higher voltage and would consist of one electrical
string per half-tracker.
The tracker controller for this system is identical to
that of our standard T-0 product. We have avoided
the need to use an active tracking algorithm; instead,
this system uses standard solar position models to
determine rotational position.
Figure 7: The full LCPV tracker. For viewing of
the piers, the blades are not shown.
ALPHA-2 SYSTEM
The Alpha-2 System was installed at Sandia National
Laboratory (SNL) in Albuquerque, NM. In addition to
being located in a geographical location with a strong
solar resource, the Photovoltaic Systems Evaluation
Laboratory (PSEL) at SNL has an impeccable
reputation as a first class PV characterization and
evaluation facility. PSEL has been involved in this
project for over a year and has provided invaluable
support by participating in design reviews, advising
on system characterization, helping with the design
of sensors, and contributing to the failure mode and
effects analysis and reliability program.
Figure 8: Alpha-2 LCPV system
ALPHA-2 SYSTEM
SECTION 2
7
SECTION 2
Preliminary Performance Results
The Alpha-2 System’s instrumentation provides a full
suite of metrology tools to evaluate performance,
ambient conditions, and system characteristics. We
are currently monitoring the following:
1. Direct normal irradiance, global horizontal
irradiance, diffuse horizontal irradiance, and
plane of array irradiance.
2. Ambient temperature, wind speed, wind direction,
and relative humidity.
3. In-situ reference cells that have been laminated
into receivers. These allow us to monitor optical
efficiency and soiling rates.
4. Cell, heat sink, and backsheet temperatures in 48
locations throughout the array.
5. DC current and voltage for each of the 4 strings.
To date, we have quantified array level efficiency
and acceptance angle. We are working with PSEL to
further characterize the system. In particular, we will
extract the coefficients for the Sandia Photovoltaic
Array Performance Model, which will allow us to better
understand the annual energy yield of the system.
Efficiency data was extracted from current-voltage
(I-V) curves obtained using a Daystar DS-100C.
Before efficiency values were extracted, the I-V curves
were translated to 850W/m2 direct plane-of-array
irradiance and 25˚C cell temperature. Direct plane-ofarray irradiance was determined by measuring DNI
with an Eppley normal incidence pyroheliometer and
multiplying it by the cosine of the angle between the
plane-of-array normal and the solar zenith angle. The
temperature of the array was determined by a direct
measurement with thermocouples and corroborated
with calculations based on the open circuit voltage of
the array. The best-performing strings showed a direct
resource efficiency of 18.4%, which translates to a
global efficiency of 15.6%. Table 1 below summarizes
the efficiency results.
Global
Efficiency
Direct
Resource
Efficiency
Instantaneous
Direct/Global
Fraction
String 1
15.6%
18.4%
90.2%
String 2
15.6%
18.3%
91.5%
String 3
15.6%
18.4%
89.1%
String 4
15.4%
18.2%
90.2%
Table 1: Measured string level efficiency data
for the Alpha-2 System.
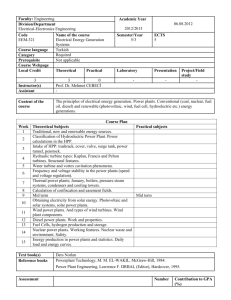
Another important factor in the performance of an
LCPV system is the acceptance angle. We measured
acceptance angle by rotating the tracker to the West
of the on-sun position and allowing the sun to pass
through while acquiring rapid I-V measurements. We
then analyzed power vs. misalignment, rather than Isc
vs. misalignment which is only a measure of the optical
acceptance angle. We achieved an angular range
of ±1.25˚ in which the power loss was less than 5%.
These data are depicted below in Figure 9.
Preliminary thermal data has been promising.
Depending on wind conditions, the cells have been
observed to operate on average between 25°C and
40°C above ambient temperatures. Several thermal
design optimizations are in progress with the objective
of further enhancing the thermal performance of the
receiver package. These will be discussed in a later
study.
5. Sample NPV calculation is for example purposes only and is based on the following assumptions: $0.12 current rate of electricity, 3 % annual rate escalation,
$0.01 REC value, $0.05 performance based solar incentive over 5 years, 8% discount rate, 25 project life cycle.
P R E L I M I N A R Y P E R F O R M A N C E R E S U LT
SECTION 2
8
SECTION 2
0%
-5%
-10%
-15%
-20%
-25%
-30%
-35%
-40%
-4
-3
-2
-1
0
1
2
3
4
Rotational M isalignment [Degrees]
Figure 9: Acceptance angle of a single string.
There is a 1˚ angular range (0˚ to -1˚) in which
the power loss is less than the accuracy of the
measurement.
In order to target specific areas for further development
and optimization, we have created a comprehensive
power loss model for this LCPV system. The modeling
is based on spectrometric measurements, flash test
data, and simulations. The main loss mechanisms are
displayed in Figure 10 below.
In the figure above, the receiver optical losses
include reflection from the front surface of the glass
and absorption in the various layers of the laminate.
The mirror losses are associated with the imperfect
reflection and absorption in the glass superstrate. The
receiver area fill factor refers to the non-active area of
the receiver (i.e., the space between the cells) that is
illuminated by the flux band. The cell efficiency losses
due to localized regions of high intensity and nonnormal illumination are grouped into a single category.
Electrical losses include any I2R power dissipation in
the cell busbar, interconnects, and junction boxes.
The opto-electric mismatch includes any optical
imperfections that can cause an inconsistency in
illumination intensity between cells. Cell mismatch is the
inherent performance loss due to binning. The model
predicted a total direct resource efficiency which was
within 2% of the measured data.
The total optical efficiency of the system can be
calculated using the receiver optical, mirror, and
flux profile and angle losses. This was determined to
be 88%, which will be validated using the Alpha-2
System’s metrology tools.
5%
4%
3%
2%
1%
0%
Figure 10: Major loss mechanisms for the LCPV
system. This breakdown does not include thermal
effects, tracking losses, or solar resource capture.
5. D. DeGraaff, et al., ―Qualification, Manufacturing, and Reliability Testing Methodologies for Depolying High-Reliability Solar Modules,‖ these proceedings.
P R E L I M I N A R Y P E R F O R M A N C E R E S U LT
SECTION 2
9
CONCLUSIONS
SECTION 3
We have demonstrated a linear 7X geometric LCPV system that utilizes the superior performance of SunPower cells
under concentration. The design leverages the standard SunPower module and single-axis tracker technologies
to achieve a low-cost and deployable product. Slight modifications to the module design were made to withstand
higher ultraviolet content and thermal loads. This system was shown to achieve a direct resource efficiency of
18.4%, which is in agreement with modeled values.
CONCLUSIONS
SECTION 3
10
SUNPOWER CORPORATION
3939 North 1st Street
San Jose, CA 95134
1.800.SUNPOWER (1.800.786.7693)
sunpowercorp.com
SUNPOWER and the SUNPOWER logo are trademarks or registered trademarks of SunPower Corporation.
© February 2011 SunPower Corporation. All rights reserved.
11