The gravity die casting
advertisement

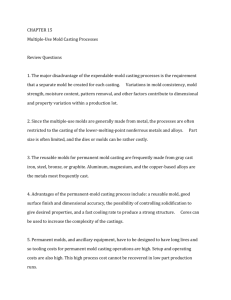
Technical publication The gravity die casting Innovative Solutions Copyright © 2013 Saint Jean Industries Certification Systèmes Qualité ISO 9001, ISO/TS 16949 & ISO 14001 Technical publication The gravity die casting process in permanent mold This molding technique is widely used for the manufacture of castings parts made of non-ferrous alloys such as aluminum, magnesium, copper or zinc. This is mainly due to the low melting temperatures not exceeding 1000°C. For this type of casting, metal is poured at atmospheric pressure in a “permanent» mold, made from two machined steel blocks. Cavity, which will form the final part, is machined from solid block. Each block represents an half of the final workpiece: the upper mold and the lower mold connected by a parting line determined during the design phase. The parting line position is essential to remove the part without damaging the mold or the piece after the solidification phase. The gravity casting can produce complex parts, sometimes with cavity or pin hole thanks to sand cores or metal pins. From medium to mass production To reach the required production rate for high volume markets such as automotive, it is necessary to provide grip molds, and cooling to accelerate the solidification phase. Because of the equipment price, this method is not suitable for small series (> 250 parts). For small series we should choose between permanent mold or sand mold casting. Upper mold Parting line Mold’s basin Lower mold Gravity process steps The example of tilt pouring process used by Saint Jean Industries: 1 Before starting a series of molding, the mold must be prepared by a step of die coating. This prevents adhesion of the molten metal on the mold, and control thermal behavior of the part. Then the prepared molds are mounted for instance on rotary casting machines. 2 Technical publication Gravity process steps 3 4 5 A holding furnace is filled with the molten alloy to flow, and the mold’s basin is poured by a ceramic ladle. When the ladle is empty and the mold’s basin is full, mold switches to distribute the metal still in the liquid phase in the mold cavity. After switching, the mold is kept closed a predetermined period of time: this is the solidification phase. The two parts of the mold are opened, and the part is removed. 6 To finish, the gates* are cut and we have a casting part. Depending on the specifications, the part must be heat treated in order to reach the mechanical properties, in most cases the heat treatment is a precipitation hardening of the aluminum matrix. *The gates are some exceeding material located in the entrance of the mold. This metal suplus is at the top of the mold after the switching operation, in this position the potential foreign matters stay at the top and are removed after. Technical publication Advantages of the gravity die casting in permanent mold Some advantages of this process are: • A very good dimensional precision thanks to high quality casting tools: the metallic mold has to be perfectly machined, • A good surface, again thanks to the use of a permanent mold and the quality of the coating, • High mechanical properties: effect of higher cooling rate and a shorter solidification time of the alloy, • A smaller overall dimensions of permanent tools in comparison to the non-permanent mold casting (sand). Some casting samples This process is commonly used for automotive parts such as engine bracket, torque rod, intake pipes, cylinder heads, knuckles, brake calipers... We use also the gravity die casting to manufacture industrial equipment, parts for power transmission that meet sealing standards, for casings of any kind, or for cable rope hubs. For more information about the gravity die casting and its abilities, feel free to contact our team directly in Saint Jean Industries: www.st-ji.com sales@st-ji.com