LiteSteel Beam Product Manual: Specifications & Corrosion Protection
advertisement

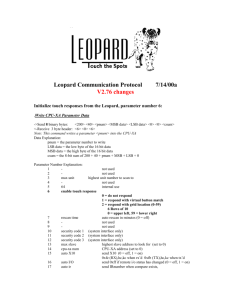
Product Manual For LiteSteel beam ® Corrosion Protection Brilliance. LiteSteel beam General Information Product Manual For LiteSteel® beam LiteSteel Technologies ACN 113 101 054 PO Box 246 Sunnybank, Queensland 4109 Australia Telephone +61 1300 789 572 Facsimile +61 1300 789 368 Email lsb@litesteelbeam.com.au Web www.litesteelbeam.com.au Compared to new LiteSteel beam, hot rolled structurals just don’t cut it. LiteSteel beam (LSB) from LiteSteel Technologies is on average 40% lighter than traditional hot rolled structural steel beams of equivalent performance. It can be lifted and carried like a timber beam. It can also be cut, nailed, screwed and drilled on site, using professional power tools. Fit the recommended saw blades, bits, screws and nails, and installation is easy. It also makes connections to timber components simple. In fact the same galvanised steel brackets used for structural timber can be used for connections to LSB. Pryda’s* range of punched strapping, triple grips, unities, pergola angles, joist hangers and I-joist hangers are all suitable. These methods of connection are usually far more convenient and efficient than welding, which is often the only option available with hot rolled structural steel beams. However, if required, LSB is easy to weld using Manual Metal, Gas Metal or Flux Cored Arc Welding. So, as well as benefits in weight and strength, LSB offers unprecedented on-site flexibility. Weigh up the total installed costs of the beams you specify. LSB can give your building projects a significant time and cost advantage compared to hot rolled structural steel beams. Corrosion Protection Brilliance. That’s not a boast we make lightly. Only after substantial investment in the new patented cold forming process and corroborating research into LSB’s properties by the Department of Civil Engineering at the University of Sydney, and the Queensland University of Technology would we make such a claim. In short, we have created a lighter structural beam with the strength of steel that is practically as easy to use as timber. LSB delivers more structural performance in terms of load carrying capacity, bending moment and deflection from the available steel. April 2008 Page 1 The innovative cold forming process gives LSB a unique profile with a flat, thin web and two hollow flanges, resulting in a high level of torsional rigidity and structural strength. It is made from a single strip of DuoSteel™ (380/450 grade) using patented simultaneous dual electric resistance welding technology. Corrosion protection brilliance with AZ+. LiteSteel beam AZ+ sections are supplied with an Aluminium-Zinc alloy protective coating. AZ+ provides significantly higher protection against the formation of red rust compared to plain galvanised coatings of the same coating mass. If you’ve built with laminated timber beams, you know the drill. Using a professional hand held power drill, you can now easily drill through structural steel beams, making it easy to attach brackets, bolts and other components. A hand held circular saw with a ferrous metal cutting saw blade can cut through LSB as easily as cutting through timber. Using a carbide tipped hole saw, you can cut holes in the flat web of LSB to run services through. This can be done after the beams have been installed so you can pass services through LSB exactly where you need to. You just don’t have that flexibility on site with hot rolled structural steel beams. Self-drilling, self-tapping screws are the most versatile fastener for connecting brackets and other components to LSB on site. Teks® screws that are suitable include the Buildex® Teks Hexagon Head no Seal, Buildex Teks Wafer Head, Buildex Super Teks Series 500 Hex Head no Seal, Buildex Wing Teks Countersunk Ribbed Head and Buildex Countersunk Teks. Blind rivets can also be used to connect brackets to LSB. With a professional pneumatic nail gun, you can also nail timber and other building products to LSB up to 2 mm in thickness. See the Lite. While LSB is revolutionary, it doesn’t require any new training, tools or radical building methods to use. You can use it in place of other structural beams, timber or steel. You can install it and work with it like you would with a timber beam on site. If required, LSB can also be welded. Choosing LSB can give you a total installed cost advantage over hot rolled structural steel beams. While LSB is set to make its biggest impact in the residential construction sector, it can also deliver significant advantages in commercial construction. With any project, when you build at the speed of Lite, the total installed cost of your beams is lower. LiteSteel beam Contents Section Page LiteSteel beam DuoSteel – Specifications 3 General 3 Product Manual For LiteSteel® beam Properties of Steel 3 Mechanical Properties 3 Surface Coating – New AZ+ 4 LiteSteel Technologies ACN 113 101 054 PO Box 246 Sunnybank, Queensland 4109 Australia Telephone +61 1300 789 572 Facsimile +61 1300 789 368 Email lsb@litesteelbeam.com.au Web www.litesteelbeam.com.au Coatings Compared 4 Painting Guidelines 5 Material Compatibility 5 Storage and Handling 5 Standard Lengths 6 Welding Information 6 Welding Safety 6 End Colour Coding Chart 6 Tolerances 7 Manufacturing Process 8 Dimensions and Section Properties 9 Mass and Bundling Corrosion Protection Brilliance. April 2008 Page 2 LiteSteel beam. With the corrosion protection brilliance of AZ+. 9 References, Specifications and Standards 10 Notations and Abbreviations 10 Along with its revolutionary on-site flexibility, LiteSteel beam now gives you the added peace of mind of a brilliant corrosion protection coating. AZ+ is an aluminium and zinc alloy that provides a level of atmospheric corrosion protection that is superior to ordinary zinc coatings of the same mass. AZ+ takes corrosion protection against the formation of red rust to new levels, a significant advantage when you’re building in Australia’s harsh climatic environments. LiteSteel beam DuoSteel – Specifications Product Manual For LiteSteel® beam LiteSteel Technologies ACN 113 101 054 PO Box 246 Sunnybank, Queensland 4109 Australia Telephone +61 1300 789 572 Facsimile +61 1300 789 368 Email lsb@litesteelbeam.com.au Web www.litesteelbeam.com.au General Properties of Steel LiteSteel beam is manufactured by Australian Tube Mills (ATM) to an in-house specification from a steel which is the most appropriate for the forming process, welding and grade requirements. The specification details required by structural engineers are outlined in this part of the publication. Compliance with this specification (ATM – 0402 – LiteSteel beam Specification) is controlled by the ATM Quality Assurance Procedures. The properties of steel adopted in this publication are shown in the table below. Other properties such as Poisson’s Ratio and Coefficient of Thermal Expansion are also listed. Being a cold-formed steel product, LSB must comply with Section 1.5 of AS/NZS 4600 which specifies the requirements for structural members or steel used in manufacturing. The steel is not an applicable steel in accordance with Clause 1.5.1.1(a) of AS/NZS 4600, but it is accepted in accordance with Clause 1.5.1.1(b) based on the average ratios of tensile strength to yield stress and elongation which satisfy Clause 1.5.1.4. The designation for the LSB is illustrated in the following example: 250 × 75 × 3.0 LSB Where 250 = depth (mm) 75 = flange width (mm) 3.0 LSB = LiteSteel beam Corrosion Protection Brilliance. April 2008 Page 3 = thickness (mm) 75 3.0 250 Property Symbol Value Young’s Modulus of Elasticity E 200 × 103 MPa Shear Modulus of Elasticity G 80 × 103 MPa Density ρ 7850 kg/m3 Poisson’s Ratio ν 0.25 Coefficient of Thermal Expansion αT 11.7 × 10-6 per °C Mechanical Properties The DuoSteel grade LiteSteel beam is manufactured from a base steel which has a minimum yield stress fy = 380 MPa and a tensile strength fu = 490 MPa. The cold-forming process enhances the yield stress and tensile strength of the flanges of the LSB in the same way it does for the rectangular hollow sections, producing a formed section which complies with the following requirements: Location Minimum Yield Stress fy MPa Minimum Tensile Strength fu MPa Minimum Elongation as a proportion of Gauge Length of 5.65 So % Web 380 490 14 Flanges 450 500 14 These values are monitored by testing in accordance with AS 1391. LiteSteel beam DuoSteel – Specifications Product Manual For LiteSteel® beam LiteSteel Technologies ACN 113 101 054 PO Box 246 Sunnybank, Queensland 4109 Australia Telephone +61 1300 789 572 Facsimile +61 1300 789 368 Email lsb@litesteelbeam.com.au Web www.litesteelbeam.com.au Corrosion Protection Brilliance. April 2008 Page 4 Surface Coating – New AZ+ Coatings Compared LiteSteel beam AZ+ hollow flange channels are supplied with a 55% AluminiumZinc alloy protective coating which provides significantly greater protection against atmospheric corrosion than galvanised coatings of the same coating mass. Research has shown that LiteSteel beam with AZ+ is ideal for external use in moderate environments without the need for a painted top coat. Other pre-galvanised coatings simply don’t make the grade, with expensive paints required to achieve the corrosion protection required by BCA guidelines. LSB AZ+ sections 1.6 and 2.0 mm thick are manufactured from AZ150 coated steel coil, and 2.5 and 3.0 mm thick sections are manufactured from AZ120 coated steel coil. The pre-coated steel coil is manufactured in accordance with JIS G 3321 Hot-dip 55% aluminium-zinc alloy coated steel sheets and coils. The coating in the external weld zone is restored to the same level of protection as the original coating by the application of aluminium and zinc hot metal sprays. Using pre-coated strip ensures that the inside surfaces of the LSB flanges have the same corrosion protection as the external surfaces. Comparison and Suitability of Protective Coatings: Coating Coating Class 3.0 AZ120 2.5 AZ120 2.0 AZ150 1.6 AZ150 Severe Environment Within 1 km from breaking surf, or within 100 m from salt water not subject to breaking surf, or heavy industrial areas Internal External Internal Hot Dip Galvanised (post manufacture) Z200 (100 g/m2 per side) Prime Painted External Paint Top Coat Required Suppliers Recommendation LSB AZ+ Unprotected surfaces that have been cut or drilled require re-coating with a zinc-rich paint application to maintain protection. Zinc-rich paints should conform to AS/NZS 375001: Paints for steel structures – Organic zinc-rich primer. Best results can be achieved with single component or multi component epoxy zinc-rich paints applied to a minimum 100 micron coating thickness. LSB Thickness (mm) Moderate Environment More than 1 km from breaking surf, or more than 100 m from salt water not subject to breaking surf, or non-heavy industrial areas Paint Top Coat Required Paint Top Coat Required Paint Top Coat Required Paint Top Coat Required Notes: 1. ‘ ' means that the protective coating satisfies the requirements of Table 3.4.4.2 of the BCA Volume Two. 2. ‘Paint Top Coat Required’ means that a paint top coat treatment is needed to satisfy the requirements of Table 3.4.4.2 of the BCA Volume Two. 3. ‘Prime Painted’ refers to standard water based EnviroKote paint primer. 4. The comparative performance of the AZ+ coating with the other coatings is obtained from the following references: i) Smorgon Steel Reinforcing, Sunshine Laboratory (2007), “Test Report No. TR07-01 (including NATA Endorsed Test Certificate 06N001)”, Victoria, Australia, 10 January 2007. ii) Townsend, H. E. and Borzillo, A. R. (1997), “55% Al-Zn Alloy Coated Sheet Steel: The Versatile, Long Lasting Building Panel Steel”, 5th International Conference on Zinc Coated Steel Sheet, Birmingham, England, 12–13 June 1997. 5. The distances listed in this table defining moderate and severe environments are minimum distances and should be used as a guide only. The appropriate distance from breaking surf or from salt water not subject to breaking surf depends on regional factors, and may be significantly larger. In some locations, the acceptable distance from breaking surf could extend as far as 10 to 50 km inland. Local factors such as prevailing winds, topography, shielding by other buildings and trees, and exposure to rain will also influence the classification of the exposure environment. The nature of a structure and the design details of that structure may also have a significant affect on the susceptibility of individual members to corrosion. AZ+ is not recommended for use in non-sealed decks and verandahs within the splash zone of swimming pools. If you are uncertain as to the suitability of a protective coating for your intended application, please refer to AS/NZS 2312. As a guide, AZ+ is considered to last 3 to 4 times longer than galvanised coatings of equal coating mass under the same exposure conditions. LiteSteel beam DuoSteel – Specifications Product Manual For LiteSteel® beam LiteSteel Technologies ACN 113 101 054 PO Box 246 Sunnybank, Queensland 4109 Australia Telephone +61 1300 789 572 Facsimile +61 1300 789 368 Email lsb@litesteelbeam.com.au Web www.litesteelbeam.com.au Painting Guidelines For aesthetic applications or more corrosive environments LSB AZ+ can be painted. For best results the surface should be prepared with an etch primer or galvanized metal primer. Water based acrylic primers and self-priming paints are not suitable for direct painting on the AZ+ surface. Products successfully tested include: PPG Galv Grip Acrylic PPG Icoat Industrial Etch Primer In exposed applications, the LSB AZ+ coating may darken as a result of the passive barrier protection of the aluminium. The darkening will not affect the coating performance. To avoid darkening the product should be painted before exposure. Material Compatibility Fastener and bracket materials should be selected to provide the same longterm durability exhibited by LSB AZ+. The best fastener recommendations are available from your supplier or fastener manufacturer. LSB AZ+ should not be used in direct contact with the following: Lead Copper and brass Corrosion Protection Brilliance. April 2008 Page 5 Green / wet timber CCA treated timber Graphite (e.g.: builders’ markers) Run-off from copper components onto LSB AZ+ should be avoided, as corrosion can be greatly accelerated. Direct contact with alkaline and acidic environments such as curing concrete, acidic or alkaline soils, animal waste and acids used for washing brickwork should also be avoided. Components compatible with LSB AZ+ include galvanized sheet steel, plastics, and other aluminium and zinc coated products either painted or unpainted. Bare galvanized components are also compatible, but a coating class such as Z600 or greater is needed in order to match the durability of LSB AZ+. For sealing the hollow flanges, neutral cure silicone sealants should be used. Storage and Handling As with galvanized or painted steel products, bundles of LiteSteel beam AZ+ must be kept dry during transport. Following transport, material should be covered and stored off the ground, at a slight angle, to prevent water or condensation from being trapped between adjacent surfaces. If bundles become wet, beams should be separated as soon as possible, wiped with a clean cloth and then placed apart to allow air circulation. While LiteSteel beam AZ+ is more resistant to wet storage staining than galvanized beams, staining may still occur. In its early stages, storage staining appears as a white stain, similar to the stain that forms on galvanized sheet. After prolonged exposure to trapped moisture the coating turns grey to black. To preserve the AZ+ surface, handling of beams should only be carried out using dry gloves. Avoid sliding beams over rough surfaces or each other. LiteSteel beam DuoSteel – Specifications Product Manual For LiteSteel® beam LiteSteel Technologies ACN 113 101 054 PO Box 246 Sunnybank, Queensland 4109 Australia Telephone +61 1300 789 572 Facsimile +61 1300 789 368 Email lsb@litesteelbeam.com.au Web www.litesteelbeam.com.au Standard Lengths Welding Information All LSB sizes listed in the tables are readily available from authorised LSB distribution outlets in standard lengths. However, the availability should be checked for large quantities of individual sizes and for non-standard lengths. The LSB can be readily welded using appropriate arc welding processes. The design of welded connections for the LSB must comply with Section 5.2 of AS/NZS 4600. LSB AZ+ Section Dimensions Length Availability kg/m mm mm mm MMAW (Manual Metal Arc Welding) AS 1553.1 E48XX 480 300 × 75 × 3.0 LSB 14.5 120 300 75 3.0 GMAW (Gas Metal Arc Welding) AS 2717.1 W50X 480 2.5 LSB 12.2 120 300 75 2.5 300 × 60 × 2.0 LSB 8.80 150 300 60 2.0 FCAW (Flux Cored Arc Welding) AS 2203.1 W50X 480 250 × 75 × 3.0 LSB 13.3 120 250 75 3.0 2.5 LSB 11.2 120 250 75 2.5 250 × 60 × 2.0 LSB 8.00 150 250 60 2.0 200 × 60 × 2.5 LSB 8.86 120 200 60 2.5 2.0 LSB 7.21 150 200 60 2.0 200 × 45 × 1.6 LSB 4.95 150 200 45 1.6 150 × 45 × 2.0 LSB 5.31 150 150 45 2.0 1.6 LSB 4.32 150 150 45 1.6 d bf t mm mm mm Mass Height Width Thickness 8.0 12.0 13.5 Welding Process Australian Standard Consumables Nominal Weld Tensile Strength fuw (MPa) m m m These consumables are also acceptable and commonly used for welding to Grade 300 Angles and Flats and to Grade 250 Plate. Welding Safety The full range of LSB sections is summarised in the table below. Sections can be ordered in non-standard lengths subject to minimum order requirements and mill rolling schedules. Corrosion Protection Brilliance. The following welding consumables are suitable for the DuoSteel grade LSB: AZ+ Coating Mass g/sqm Designation Size Non-Standard Lengths (m) 300 × 75 300 × 60 250 × 75 250 × 60 200 × 60 6.0 to 15.0 200 × 45 150 × 45 6.0 to 15.0 Notes: 1.Standard lengths may vary in some states. Please check with your local supplier when ordering. Weld fume monitoring tests conducted on the LSB AZ+ coating indicate that selected metal particulate concentrations were below the respective exposure standards for each particular metalloid contaminant. Measured ozone, nitric oxide, carbon monoxide and nitrogen dioxide concentrations were also well below the respective exposure standards. Unless extended and continuous welding periods are anticipated, no further protection other than standard welding personal protective equipment (PPE) would be required to control zinc exposures under normal operating conditions. Welding in confined spaces or other spaces with poor general ventilation should be avoided unless appropriate controls (including supplied air) can be instituted. Those workers using an respiratory protective device (RPD) must be trained in its selection, use, and maintenance. All tests were conducted as part of an occupational hygiene survey by NSCA on behalf of LiteSteel Technologies. End Colour Coding Chart 1.6 April 2008 Page 6 Note: Purple 2.0 Yellow 2.5 Pink 3.0 1. As per AS/NZS 4496:1997 Recommended practice for colour coding of steel products. Blue Length Sweep or Camber Length v LiteSteel beam DuoSteel – Specifications Product Manual For LiteSteel® beam LiteSteel Technologies ACN 113 101 054 PO Box 246 Sunnybank, Queensland 4109 Australia Telephone +61 1300 789 572 Facsimile +61 1300 789 368 Email lsb@litesteelbeam.com.au Web www.litesteelbeam.com.au bf Tolerances Parameter Tolerance Overall depth, d ± 0.01d Flange width, bf (bf ≤ 50 mm) (bf > 50 mm) ± 0.5 mm ± 0.015bf Flange depth, df ± 1.0 mm Thickness, t + 10%, – 5% Mass ≥ 0.96 × specified mass Flange outside radius, ro 1.5t to 4.0t Web inside radius, riw 0.5t to 2.25t df bf Tolerances for LiteSteel beam sections are as follows: ao v riw df t d riw Illustration tbf d ro d riw ro Parameter Tolerance ro ro ao Illustration ro df df Single flange out-of-square df a1 or ao ≤ 0.04bf a1 ro Two flanges out-of-square a1 + ao ≤ 0.06bf a0 a1 a0 a1 Sweep or Camber Sweep or Camber Length ∆f Flange flatness ∆f ∆f ≤ 0.01bf v ao ∆w ∆f ∆w ∆f bf ∆f ∆f ∆f ∆f bf bf bf bf v bf a1 ao a1 Page 7 d-2df ∆w v April 2008 bf ∆w ∆w ≤ (d – 2df) / 150 d-2df ao bf d-2df Web flatness Corrosion Protection Brilliance. bf d-2df Length v≤2 mm + 0.5 mm/m length bf a1 df ≤ specified length / 500 bf aa1 1 a0 ro ro bf a1 a0 Length Twist bf a1 ao ro t bf v Sweep or Camber Straightness v ao a0 a1 a0 bf a1 a1 bf bf a0 a1 d-2df LiteSteel beam DuoSteel – Specifications Product Manual For LiteSteel® beam LiteSteel Technologies ACN 113 101 054 PO Box 246 Sunnybank, Queensland 4109 Australia Telephone +61 1300 789 572 Facsimile +61 1300 789 368 Email lsb@litesteelbeam.com.au Web www.litesteelbeam.com.au Manufacturing Process LiteSteel beam sections are manufactured by the same process and on mills similar to those used to manufacture circular, square and rectangular hollow sections. The difference in the mills relates to the shape of the LSB and the patented process of simultaneously producing two complete penetration butt welds to close the hollow flanges during the forming process. The manufacturing process begins by feeding a single strip of steel through Uncoiling Levelling Edge Trimming and Slitting a series of forming rolls which folds outer edges of the strip to form hollow sections, presenting the free edges to the ends of the web portion ready for welding. The flanges are then fully welded using the Dual Electric Resistance Welding (DERW) process. The protective coating at the weld is then reinstated with a hot metal spray of aluminium and zinc. After the welds are checked using non-destructive testing (NDT), the section is sized and shaped to the final dimensions before being cut to length and bundled. See diagram below. Recoiling Shear Uncoiling Sizing and Shaping Rolls Electronically Controlled Cut-off Saw Cold Forming Roll Sets Butt Weld Joining Cooling Trough Welding, Scarfing and Aluminium Zinc Spray Reinstatement Computerised Bundling Warehouse Crane Corrosion Protection Brilliance. April 2008 Page 8 Ferromagnetic Analysis System Testing Pre Cleaning Run Out Conveyors Undercover Warehouse Storage LiteSteel beam DuoSteel – Specifications Product Manual For LiteSteel® beam LiteSteel Technologies ACN 113 101 054 PO Box 246 Sunnybank, Queensland 4109 Australia Telephone +61 1300 789 572 Facsimile +61 1300 789 368 Email lsb@litesteelbeam.com.au Web www.litesteelbeam.com.au Dimensions and Section Properties Dimensions Designation bf10 Section Properties Coated Mass Gross Section Area External Surface Area About x-axis y Torsion Warping Constant Constant About y-axis L per m per m per t Ag Ix Zx rx Iy ZyL ZyR ry J Iw kg/m m2/m m2/t mm2 106mm4 103mm3 mm 106mm4 103mm3 103mm4 mm 103mm4 109mm6 300 × 75 × 3.0 LSB 14.5 0.877 60.3 1840 24.6 164 116 1.23 54.3 23.5 25.9 328 17.1 2.5 LSB 12.2 0.881 71.9 1550 20.8 138 116 1.06 46.6 20.3 26.2 286 14.7 300 × 60 × 2.0 LSB 8.80 0.825 93.4 1110 14.5 96.8 114 0.466 28.5 10.7 20.5 118 6.47 250 × 75 × 3.0 LSB 13.3 0.777 58.2 1690 15.9 127 96.9 1.16 47.1 23.0 26.2 328 11.1 Notes: 1. Steel grade DuoSteel (flange fyf = 450 MPa and fuf = 500 MPa; web fyw = 380 MPa and fuw = 490 MPa). d mm bf mm t mm 2.5 LSB 11.2 0.781 69.4 1420 13.4 107 97.2 0.998 40.5 19.8 26.5 286 9.58 250 × 60 × 2.0 LSB 8.00 0.725 90.2 1010 9.38 75.0 96.4 0.440 24.6 10.4 20.9 117 4.24 200 × 60 × 2.5 LSB 8.86 0.621 69.9 1120 6.74 67.4 77.5 0.490 24.9 12.1 20.9 138 3.00 2.0 LSB 7.21 0.625 86.4 910 5.50 55.0 77.7 0.408 20.7 10.1 21.2 117 2.51 200 × 45 × 1.6 LSB 4.95 0.568 114 624 3.67 36.7 76.8 0.150 11.5 4.68 15.5 39.1 0.923 150 × 45 × 2.0 LSB 5.31 0.465 87.3 670 2.26 30.1 58.1 0.163 11.0 5.38 15.6 45.8 0.560 1.6 LSB 4.32 0.468 108 544 1.84 24.6 58.2 0.136 9.20 4.51 15.8 39.0 0.469 t d x x R y 2. Section properties are calculated in accordance with AS/NZS 4600. 3. ZyL is for bending about the y-axis that causes compression in the web “L”. 4. ZyR is for bending about the y-axis that causes compression in the flange tips “R”. Mass & Bundling Data AZ + Dimensions Designation Corrosion Protection Brilliance. April 2008 Page 9 d bf t mm mm mm Bundling Bundle Configuration 8.0 12.0 13.5 W×H W×H W×H Mass Bundle Dimensions (mm) 8.0 W × H 12.0 W × H 13.5 W ×H Lengths per Bundle 8.0 12.0 13.5 Metres per Bundle 8.0 Nominal Mass Mass per Bundle tonnes 12.0 13.5 kg/m m/t 150 × 45 × 1.6 LSB 4 7 4 7 4 7 334 329 334 329 334 329 28 28 28 224 336 378 4.32 232 0.97 1.45 1.63 8.0 12.0 13.5 2.0 LSB 4 7 4 7 4 7 334 329 334 329 334 329 28 28 28 224 336 378 5.31 188 1.19 1.78 2.01 200 × 45 × 1.6 LSB 4 6 4 6 4 6 434 280 434 280 434 280 24 24 24 192 288 324 4.95 202 0.95 1.43 1.60 200 × 60 × 2.0 LSB 4 4 4 4 4 4 444 248 444 248 444 248 16 16 16 128 192 216 7.21 139 0.92 1.38 1.56 2.5 LSB 4 3 4 3 4 3 444 188 444 188 444 188 12 12 12 96 144 162 8.86 113 0.85 1.28 1.44 250 × 60 × 2.0 LSB 2 6 2 6 2 6 272 372 272 372 272 372 12 12 12 96 144 162 8.00 125 0.77 1.15 1.30 250 × 75 × 2.5 LSB 2 4 2 4 2 4 277 310 277 310 277 310 8 8 8 64 96 108 11.2 89.1 0.72 1.08 1.21 3.0 LSB 2 4 2 4 2 4 277 312 277 312 277 312 8 8 8 64 96 108 13.3 75.1 0.85 1.28 1.44 300 × 60 × 2.0 LSB 2 6 2 6 2 6 322 372 322 372 322 372 12 12 12 96 144 162 8.80 300 × 75 × 2.5 LSB 2 4 2 4 2 4 327 310 327 310 327 310 8 8 8 64 96 108 12.2 81.8 0.78 1.17 1.32 3.0 LSB 2 4 2 4 2 4 327 312 327 312 327 312 8 8 8 64 96 108 14.5 68.9 0.93 1.39 1.57 114 0.85 1.27 1.43 LiteSteel beam DuoSteel – Specifications Product Manual For LiteSteel® beam LiteSteel Technologies ACN 113 101 054 PO Box 246 Sunnybank, Queensland 4109 Australia Telephone +61 1300 789 572 Facsimile +61 1300 789 368 Email lsb@litesteelbeam.com.au Web www.litesteelbeam.com.au References, Specifications and Standards Australian Standards AS 1391 AS/NZS 1554.1 Structural steel welding – Welding of steel structures AS/NZS 1554.7 Structural steel welding – Welding of sheet steel structures AS/NZS 2717.1 Welding – Electrodes – Gas metal arc – Ferritic steel electrodes AS/NZS 4496 Recommended practice for the colour coding of steel products AS/NZS 4600 Cold-formed steel structures AS/NZS 4855 Welding consumables – Covered electrodes for manual metal arc welding of non-alloy and fine grain steels – Classification AS/NZS ISO 17632 Welding consumables – Tubular cored electrodes for gas shielded and non-shielded metal arc welding of non-alloy and fine grain steels – Classification Australian Tube Mills Product Specifications ATM 0402 Ag ATM April 2008 Page 10 LiteSteel beam Notations and Abbreviations Abbreviation Corrosion Protection Brilliance. Metallic materials – Tensile testing at ambient temperature Joint Australian and New Zealand Standards Definition Notations and Abbreviations Abbreviation Definition gross area of the cross-section LST LiteSteel Technologies Australian Tube Mills NDT non-destructive testing b flat width of an element excluding radii r radius of gyration of the full, unreduced cross-section bf overall width of a flange ri inside bend radius d overall depth of the section riw inside bend radius of the web to flange junction d1 depth of the flat portion of a web measured along the plane of the web ro outside bend radius of the flanges df overall depth of a flange rx radius of gyration of the cross-section about the major principal x-axis E Young’s modulus of elasticity ry radius of gyration of the cross-section about the minor principal y-axis dual electric resistance welding t nominal base steel thickness of a section exclusive of coatings fu minimum tensile strength Zx elastic section modulus about the major principal x-axis fuf tensile strength of the flange used in design Zy elastic section modulus about the minor principal y-axis fuw tensile strength of the web used in design ZyL fy yield stress elastic section modulus about the minor principal y-axis, calculated with the web in compression fyw yield stress of the web used in design ZyR elastic section modulus about the minor principal y-axis, calculated with the flange tips in compression αT coefficient of thermal expansion ν Poisson’s ratio ρ density DERW 103 G shear modulus of elasticity (80 × J torsion constant for the cross-section Iw warping constant for the cross section Ix second moment of area about the major principal x-axis Iy second moment of area about the minor principal y-axis LSB LiteSteel beam MPa) Note: 1. The Tables use L and Le in lieu of l and le (as used in AS/NZS 4600) to avoid the confusion with the standard typeface used. LiteSteel Technologies ACN 113 101 054 PO Box 246 Sunnybank, QLD 4109 Australia Telephone +61 1300 789 572 Facsimile +61 1300 789 368 Email lsb@litesteelbeam.com.au Internet www.litesteelbeam.com.au Available from: Disclaimer – Whilst every care has been taken in the preparation of this information, LiteSteel Technologies, and its agents accept no liability for the accuracy of the information supplied. To the fullest extent permitted by law, the company expressly disclaims all and any liability to any person whether a purchaser of any product, or otherwise in respect of anything done or omitted to be done and the consequences of anything done or omitted to be done, by any such person in reliance, whether in whole or in part upon the whole or any part of this publication. The performance of the LSB AZ+ coating against corrosion only applies to the undamaged coating and not to: Unprotected cut surfaces (these areas require touch up with zinc-rich paint to maintain protection); Scratched or damaged product; Product in contact with non-compatible alloys, treated timber or other non-compatible materials. Areas not subject to washing, with a potential for build-up of dirt and/ or which are constantly moist, will exhibit considerably higher corrosion rates. Refer to the Australian corrosion standard for further information of potential micro-climates and the affect on corrosion rates. LiteSteel beam and LSB are registered trademarks, AZ+ and DuoSteel are trademarks of LiteSteel Products Pty Ltd ACN 109 854 677 and are used under licence in Australia by LiteSteel Technologies Pty Ltd ACN 113 101 054. LiteSteel Technologies is a OneSteel Group Company. Buildex® and Teks® are the registered trademarks of Illinois Tool Works Inc., Chicago USA. * Pryda is the registered trademark of ITW Australia Pty Ltd. Product availability and other information – Always ensure that you are using current information on the LSB product range. The current version date of this and other LSB publications can be obtained by referring to www.litesteelbeam.com.au or by contacting LiteSteel Technologies on 1300 789 572. © LiteSteel Technologies Pty Ltd April 2008. 0891