important aspects of desuperheater design in power and
advertisement

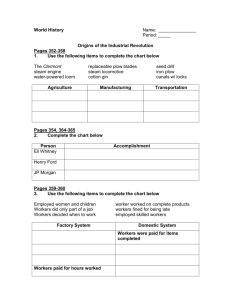
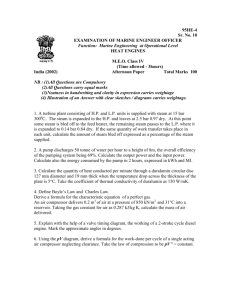
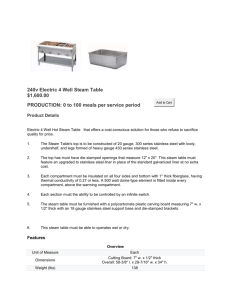
Whitworth CJ, Gray GM Proc Aust Soc Sugar Cane Technol Vol 30 2008 ___________________________________________________________________________________ IMPORTANT ASPECTS OF DESUPERHEATER DESIGN IN POWER AND PROCESS APPLICATIONS By CJ WHITWORTH, GM GRAY Austrian Energy & Environment Australia Pty Ltd chris.whitworth@austrianenergy.com.au KEYWORDS: Boilers, HRSGs, Desuperheaters, Attemperators. Abstract THE RAPID GROWTH and development of technology for combined cycle application [Gas Turbine (GT) + Heat Recovery Steam Generator (HRSG) + Steam Turbine (ST)] in the power industry and cogeneration application (GT+HRSG or Boiler+ST) in process industries, has pushed steam plant design into new territories of temperature and thermal cycling. Coupled with this has been the tendency for plant suppliers to buy rather than design critical items of equipment in the hope of minimising exposure to the consequences of malfunction however, this has seen an upsurge of trouble in several areas – particularly with desuperheaters. Although simple in concept, desuperheaters can cause serious problems if details of their design are not properly considered, and/or if they are not properly applied to the systems they are to serve. Problems with desuperheaters have now led to the addition of special requirements in the 2007 revision of Section I of the ASME Boiler & Pressure Vessel Code. This paper reviews some of these troubles in seeking to provide guidelines for avoiding them. Introduction Desuperheaters, long since considered to be relatively reliable devices, seem to have been associated with a considerable amount of trouble in utility boiler service in recent years. These troubles have been both direct (i.e. with the desuperheater equipment) and consequential (i.e. with related pressure parts), and look to be associated with the more demanding conditions of steam pressure and temperature in modern boiler plant. This increase in desuperheater trouble parallels the generation industry’s increasing use of combined cycle plants with gas and steam turbines (GT/ST) to satisfy the growing need for electricity. The re-emergence of problems solved two or three decades ago suggests that loss of design experience is also a significant factor in this matter. By comparison with utility plant application, desuperheaters in sugar industry process and boiler plant service operate under considerably less demanding conditions. Despite this, improper application, component deterioration and malfunction can still have detrimental consequences for related pressure parts. Further, the move to cogeneration within the sugar industry will require heightened awareness of the need for care with desuperheaters as steam conditions and response requirements become more onerous. 418 Whitworth CJ, Gray GM Proc Aust Soc Sugar Cane Technol Vol 30 2008 ___________________________________________________________________________________ This paper explains the function and details of desuperheaters and, in reporting recent utility plant experience, attempts to categorise problems and provide guidance on ways of avoiding and/or correcting trouble with this equipment. Desuperheaters for steam temperature control Desuperheaters, also known as attemperators, are used in power boilers to control (reduce) the temperature of superheated steam to suit the requirements of downstream equipment – frequently a steam turbine. In process plant applications they are usually incorporated in letdown stations that alter superheated steam conditions to suit process needs. Attemperation of superheated steam can be performed by either: non-contact means (heat exchanger); direct contact means (water injection). Direct contact desuperheating is the most responsive, economical and by far the most common (especially in power station boilers), and is the type covered in this paper. The basic concept of direct contact desuperheating is quite simple. On admission to the steam pipe, attemperating water is atomised to increase its surface/mass ratio for rapid vaporisation by the passing flow of superheated steam – the temperature of which is reduced as a consequence of providing sensible and latent heat for this process. Although the concept may be simple, implementation requires careful consideration of quite a few important matters: thermal shock in the injection tube/nozzle, if it has been operating at elevated temperature before the attemperating water is introduced; thermal shock in the steam pipe wall when water is admitted via the penetrating injector tube; thermal shock caused if attemperating water contacts hot components; the atomisation of water for fast evaporation and consequent attemperation effect; thermal stress induced if water accumulates in steam piping; injector tube fatigue failure caused by flow-induced resonance; location of sensors for accurate monitoring of steam temperature; injector orientation and piping arrangement; security of attemperating water isolation; maintenance access. These and several other matters will be considered in detail later in this paper. Failure to address any one of these matters is likely to cause trouble; failure to address all will guarantee serious consequences. Typical desuperheater design A typical spray desuperheater comprises very few components: the injector – with injector tube, thermal sleeve and atomiser(s) the shell – with nozzles for the injector and drain the liner – with anchor and guides for differential expansion. 419 Whitworth CJ, Gray GM Proc Aust Soc Sugar Cane Technol Vol 30 2008 ___________________________________________________________________________________ Fig. 1—Typical spray desuperheater. The performance requirements for each of these components must be carefully considered for what is actually quite demanding duty. The injector The injector is the main part of a desuperheater. It provides the means for getting water into the steam pipe and atomising it for quick evaporation on release into the steam flow. Desuperheaters for conventional boilers and most process applications generally utilise quite simple injectors. These can be as simple as a perforated tube for atomisation or, if better atomisation is required over a wider range of flow, then swirl or even steam-assisted atomisers may be necessary. To meet the special needs of Heat Recovery Steam Generators (HRSGs) developed for GT/ST combined cycle plants, boiler designers have taken to using proprietary injectors offered by several specialist suppliers. These injectors have been developed to provide good mechanical atomisation over a wide range of spraywater flow such as required by HRSGs in combined cycle service, for which there are two basic types: the progressive multi-orifice type (Figures 1 and 4) employing an internal piston to expose an appropriate number of specially configured orifices to finely atomise water on injection to the steam flow the variable orifice type (Figure 2) employing a spring-loaded poppet that moves under the influence of spraywater pressure, adjusting the annular discharge opening to maintain conditions that give fine atomisation of the injected flow. 420 Whitworth CJ, Gray GM Proc Aust Soc Sugar Cane Technol Vol 30 2008 ___________________________________________________________________________________ Fig. 2—Variable orifice atomiser. The shell The shell provides the pressure envelope into which the attemperating flow of spraywater is injected and atomised. It is welded into the steam piping at a location governed by system configuration and consideration of straight lengths of piping upstream (at least 2 but preferably 8 diameters), and downstream (at least 12 but preferably 20 diameters). The upstream requirement is aimed at providing a reasonably even steam velocity profile at the injector nozzle. The outlet requirement is for avoiding consequences associated with droplet impact on hot pressure parts. The shell contains a nozzle for mounting the injector, and a drain nozzle to release any condensate or unevaporated spraywater. Importantly, the shell usually contains a liner. The liner Not all desuperheaters are fitted with a liner, but this becomes an important requirement for high temperature applications. The liner serves to protect the shell from quenching whenever spraywater is being injected (especially if atomisation is poor). Some designers incorporate a venturi throat in the liner to increase steam velocity and turbulence for faster evaporation of spraywater. An annulus is usually provided between the liner outside diameter (OD) and the shell inside diameter (ID) for thermal isolation. Not being a pressure part, the liner is made from relatively light gauge material that is selected to withstand an environment where oxidation and quenching are constant hazards. Apart from material selection, the challenge for designers is finding a way of retaining the liner within the shell, without restricting axial expansion that differs to that of the shell when spraywater is being injected. Consequently, the liner is secured axially at its inlet end only, by either pegged or welded attachment to the shell bore, and is held centrally within the shell by pre-loaded guide screws or spacers that bear on, but are not attached to, its outside diameter. Desuperheater operating environment Designing systems and components to desuperheat steam would be much simpler if the service duty was continuous. It is the ON/OFF nature of desuperheater operation, as plant load is varied, that introduces complexity and the potential for trouble. The usual position of a desuperheater in a boiler is between stages of superheaters and reheaters, in the position of desuperheater 1 in Figure 3. Performance at this location within a power boiler generally involves reducing temperatures of around 475°C by 50–100°C. 421 Whitworth CJ, Gray GM Proc Aust Soc Sugar Cane Technol Vol 30 2008 ___________________________________________________________________________________ Fig. 3—System location of desuperheaters. The development of combined cycle technology in recent years has seen some HRSGs supplied with desuperheaters in superheater outlet service, in the position of desuperheater 2 in Figure 3. In this location, temperatures of up to 620°C can be encountered and must be sprayed down to steam turbine conditions of 565°C. This might appear to be a less demanding reduction (of 55°C), but it involves much higher thermal stressing. During load raising, components that have been operating at temperatures of up to 565°C are suddenly presented with water at around 330°C (or lower) as the superheater exit temperature continues to rise. Another aspect of this superheater outlet location is its effect on the design of other components, leading to the use of higher alloy steels that generally have lower thermal conductivity, exacerbating thermal stress. No matter whether located within or after reheater/superheater stages, or in the steam pipe of a letdown station, it is important to locate a desuperheater properly within its associated piping system. It is essential to provide: adequate length of straight pipe upstream, in order to provide a reasonably concentric distribution of steam where the water is injected adequate length of straight pipe downstream, in order to provide time for water droplets to evaporate before contacting hot pressure part e.g. an elbow or a tee meaningful indication of attemperated steam condition, and this can only be achieved if monitored after evaporation is complete i.e. as far away from the atomiser as possible. In addition to the details of location are those associated with the spraywater supply system (control and isolation valves) and the provision for release of condensate and inleakage of spraywater (water must never be permitted to pond within the shell or steam piping). Desuperheater problems Despite being an essential component for control of steam conditions in power and process plants for many years, desuperheaters continue to be responsible for a surprisingly 422 Whitworth CJ, Gray GM Proc Aust Soc Sugar Cane Technol Vol 30 2008 ___________________________________________________________________________________ large amount of trouble. While this is partly due to the more arduous environments of increasingly onerous steam conditions for modern steam plant (especially the tight physical compaction of HRSGs), there is an undeniable loss-of-experience factor present in desuperheater application. Even the specialist suppliers of desuperheater injectors often overlook some of the engineering fundamentals that are essential for trouble-free operation. The following is a list of problems known by the authors to have occurred during the past 25 years. Injectors Injectors have been the most frequent cause of trouble with desuperheaters. Several large utility boilers have experienced detachment of injector atomising tips. This was ultimately found to be caused by differential thermal effects between the stainless steel tips and ferritic steel injector tubes. The tips were screwed into the injector tubes but became loose over time due to distortion caused by the greater expansion of the stainless steel tips on heating and then by the greater shrinkage when suddenly contacted by spraywater as the desuperheaters were commanded into action. It was only a matter of time before spraywater leaking through the threaded attachment induced fretting and erosion that led to the tips falling out. The detached tips invariably found their way into downstream element tubes, and consequently caused them to fail by restricting the cooling flow of steam. Rectification required complete encapsulation of those atomising tips. Although now considered unsuitable for HRSG service, a perforated (piccolo) tube type injector (as commonly used in industrial boilers) was installed in one of the first HRSGs built in this part of the world in the 1990s. It was not long before cracks developed between orifices, and total failure occurred when the injector tube broke off as a result of fatigue caused by resonant vibration excited by steam flow vortex shedding. The unsuitability of this type of injector for such application has ultimately been found to be its inability to maintain sufficiently fine atomisation over the spraywater flow range required (especially in HRSG service). Six large HRSGs with progressive multi-orifice type desuperheaters (Figure 4), from two different manufacturers, have experienced trouble. One of these manufacturers used tack welding to secure atomiser inserts but a number of the welds failed, with the result that some of the nozzles loosened and some even fell out. Although the other manufacturer used peening instead of welding to secure nozzle inserts, several of these desuperheaters suffered cracking between nozzle seats. Fig. 4—Multi-orifice injector with damaged atomiser nozzle inserts. 423 Whitworth CJ, Gray GM Proc Aust Soc Sugar Cane Technol Vol 30 2008 ___________________________________________________________________________________ In 2006 a large HRSG that had been in service for 4 years (and had experienced trouble with its progressive multi-orifice desuperheaters) was fitted with a new spring-loaded variable orifice type. On return to service an alarming level of vibration led to a suspicion that the manufacturer had not checked the injector for flow-induced resonance. At the next available opportunity, a week later, the new injector was removed and inspection found a fatigue crack that had almost completed its detachment of the injector tube adjacent to the mounting flange. A similar injector tube failure occurred in an HRSG at a Canadian power station 5 years earlier, but that injector was supplied by a different manufacturer – he too overlooked this simple check. In 2006, a cogeneration plant HRSG exhibited hogging (upward bowing) of steam piping adjacent to a spray desuperheater during low-load operation. As plant load increased the hogging diminished. The problem was found to be due to fallout of spraywater droplets during low steam flow conditions, and the lack of liner at the injection zone. The use of saturated steam instead of water for low load attemperation was adopted as part of the solution to this problem. Shells Trouble with shells has been mainly associated with fabrication, and this has been largely due to inadequate attention to the welding and heat treatment requirements of the 9% Cr material (P-91) that has been introduced over the last decade for high temperature pressure parts. The following problems have been encountered. Designers failing to consider welding requirements when specifying assembly sequences. When shells are made of low alloy steels (e.g. P-22) liners are fitted after stress relief and various attachment and seal welds are made without the need for further heat treatment. Now that shells are often made of P-91, any welding after a shell has undergone post weld heat treatment (PWHT) must be given subsequent heat treatment as well. Several instances of seal welding without PWHT have caused cracking and subsequent costly repair at site. Nozzles and flanges for mounting injectors often require better dimensional accuracy than boilermakers customarily deliver, especially if there is need for a close tolerance fit to support the injector tube (sometimes required to prevent resonant vibration). In at least one instance a fabricator thought that this close tolerance nozzle alignment and machining could be performed before welding and heat treatment – not surprisingly, rectification was required. Despite guidelines supplied in recommended practices from steam turbine makers and ASME, drain nozzles are generally too small. Out of concern for the consequences of accumulated water, one turbine maker is known to recommend that drains should be 150 mm bore – and the 2007 edition of Section 1 of the ASME Boiler Code (The American Society of Mechanical Engineers, 2007) now incorporates a similar mandatory requirement (boiler makers traditionally provided much smaller, if any, drain nozzles). Liners In view of their service, liners should be considered to be ultimately expendable items but a number of instances of premature damage and failure have been experienced. In the late 1970s, after less than 5 years of service, an Australian utility boiler had a liner break free from its pegged retainers and move downstream until it lodged in a pipe bend. Fretting where the retainer pegs engaged with holes in the liner caused the failure. 424 Whitworth CJ, Gray GM Proc Aust Soc Sugar Cane Technol Vol 30 2008 ___________________________________________________________________________________ In the 1990s, several utility boilers suffered superheater tube failures as a result of steam flow obstruction caused by hardfacing weld metal overlay that had detached from liner guide screw bearing pads. The problem was caused by brittleness of the overlay and thermal stress induced by differential coefficients of conductivity and expansion at the weld metal interface with the liner. In 2006, a liner was found to have cracked due to improper alignment of the atomiser nozzles that caused spraywater to be directed onto the liner. Spraywater and drainage systems Improper design and component selection of spraywater systems have caused some of the most dramatic failures associated with desuperheaters. While considerable attention might go into selecting spraywater control valves, the following matters are all too frequently overlooked: Spraywater isolation: Despite ASME B-31.1 clearly describing requirements for spraywater isolation (The American Society of Mechanical Engineers, 2004), there have been many instances of damage as a result of water leaking into idle plant. The consequent ponding of water results in large top-to-bottom temperature differences that produce damaging thermal stresses in the walls of desuperheater shells and attached piping during shutdown. On return to service, piping components with water lying inside will tend to hog (bow upwards) when hot steam begins to flow over the cold water. Water hammer is another hazard to consider if water is lying inside pipes – the increasing flow of steam can propel a slug of water to dramatic effect on its contact with an obstruction or a change of direction. Drainage: Proper arrangements for draining water (leakage and condensate) are essential. In this matter, ASME provides sound advice in the 2007 edition of Section I of the Boiler and Pressure Vessel Code (The American Society of Mechanical Engineers, 2007) as well as in TDP-1 Recommended Practices for the Prevention of Water Damage to Steam Turbines Used for Electric Power Generation (The American Society of Mechanical Engineers, 1998). Spraywater cleanliness: Strainers with appropriately sized mesh baskets are essential to preventing atomiser blockage and deterioration of spray quality, especially during initial commissioning. Spraywater temperature: A means of maintaining spraywater at temperature helps to minimise the thermal shock an injector and its atomising tip(s) must withstand when sprayflow is suddenly initiated. Spraywater flow monitoring: Accurate monitoring of spraywater flow is an important input when assessing plant performance. It is also of great benefit when diagnosing problems such as atomiser or strainer blockage and control valve malfunction. Special problems for HRSGs Much of the technology behind the development of HRSGs for combined cycle power stations has come from the heat exchanger industry. While this may have resulted in cheaper plant, it appears to lack many of the lessons learned by the utility boiler industry. Further, gas turbines as sources of hot gas, behave quite differently to fired furnaces – HRSGs must do what their heat sources (GTs) demand, whereas conventional boilers demand what their heat sources (burners) must do. This difference is dramatically manifested in desuperheater action. 425 Whitworth CJ, Gray GM Proc Aust Soc Sugar Cane Technol Vol 30 2008 ___________________________________________________________________________________ HRSGs and conventional boilers are both designed to satisfy steam temperature versus load requirements nominated by the steam turbine supplier. In this regard, turbine suppliers usually want the steam temperature to remain at or near full-load value as load is reduced, in order to minimise thermal stress effects on the turbine. Designers of conventional boilers address this requirement by combining radiant and convective heat transfer surfacing in superheaters and reheaters, and thereby avoid excessive desuperheater action. Typically there is no desuperheater action for the lowest load at which full steam temperature is required, and maximum desuperheater action occurs at or near full load. Designers of HRSGs do not have this same flexibility of surfacing. Making the task even harder is the inflexible and challenging characteristic of GTs whereby exhaust gas temperature remains high at low load and there is not much reduction of gas flow. Under these low-load GT exhaust gas conditions, low flow in the steam circuit results in high steam temperatures – and that requires a large amount of desuperheater action to keep within the steam turbine temperature limits. Spraying a lot of water into a low flow of steam is beyond regular desuperheater design practice. Making desuperheater application/design even more challenging is the compactness of HRSGs. This results in little opportunity to provide optimal arrangements for desuperheaters i.e. with adequate upstream length (for flow straightening) and adequate downstream length (for evaporation and temperature monitoring). Avoiding desuperheater troubles Success in avoiding desuperheater troubles will depend on when the action is taken. Opportunities are obviously more constrained in an existing plant than at the outset of a new plant design but in both situations, the physical mechanisms at play must be clearly kept in mind. Desuperheater location During plant layout development, position desuperheater shells with as much straight run at inlet and outlet as possible. There should be at least 2 but preferably 8 pipe diameters in front and as much as possible after, but no less than that to provide approximately 300 milliseconds residence time at maximum steam velocity. Steam temperature It is important to monitor desuperheater exit temperature at a location where all spraywater has been evaporated. Supplier advice on this varies with regard to distance, time and flow path. The presence of any “mist” in the steam flow will influence the instrument output significantly. The position should be as far downstream as possible with at least ½ second of droplet transport time from the injector at maximum steam velocity although, the presence of an elbow or tee will hasten evaporation of the droplets. Desuperheater drainage Recognise the importance of preventing water from ponding in the desuperheater and its associated steam piping. Be guided by ASME TDP-1, and comply with the 2007 edition of ASME Section I. 426 Whitworth CJ, Gray GM Proc Aust Soc Sugar Cane Technol Vol 30 2008 ___________________________________________________________________________________ Spraywater isolation Provide secure means of isolating spraywater – do not rely on control valves to do this. Money for high quality isolation valves to obtain reliable, tight shut-off is well spent. Spraywater temperature Provide a way of maintaining spraywater lines at temperature, to minimse thermal shock on downstream components when spray flow is initiated. If possible, design the boiler to require desuperheater action at full load (even if only a small amount). Spraywater cleanliness Provide strainers in the spraywater lines, as close as possible to the injectors. This could be at a location between the control and isolation valves but if the control valve has labyrinths or small orifices in its flow elements if may be beneficial to locate strainers upstream of this valve. Injector selection Be mindful of the temperature environment for the injector, especially if the desuperheater is located downstream from the superheater. Heavy-bodied injectors (e.g. progressive multi-orifice type) with delicate mechanical internals can be expected to give trouble when located in elevated temperature environments. Do not use piccolo tube injectors if high turndown performance is required (such as in HRSG applications). Injector mounting Injectors will always need attention and should therefore be flange mounted to facilitate removal. Further, thermal stress due to the flow of water through the wall of the desuperheater shell must be addressed and this usually requires some kind of thermal sleeve. Injector resonance Ensure that the injector tube is checked for freedom from flow-induced resonance. This may lead to the need for a supplementary support (i.e. as well as that provided by the mounting flange) to introduce a nodal point to raise the natural frequency of the injector tube. Desuperheater shell Apart from the importance of its location within the piping system and providing nozzles for attaching the injector and drain, the main concern for the shell is its sequence of fabrication. This sequence is especially important if the shell is made from material such as the 9%Cr of SA 335-P91 as any welding after its PWHT during fabrication will require further PWHT, and this may be detrimental to aspects of assembly such as pre-loading liner guide screws. Attention to the effects of welding and heat treatment is also warranted when the desuperheater is attached to its adjacent piping. Desuperheater liner The design challenge associated with liners is selecting materials and providing a way of anchoring and supporting them, that can withstand high inlet steam temperature, turbulent flow and thermal stressing induced by quenching. All welds should be full penetration type and smoothly blended. The liner should not be fitted prior to PWHT of the shell as this will relax the pre-load required on the liner guide screws – this introduces an interesting challenge for the designer. 427 Whitworth CJ, Gray GM Proc Aust Soc Sugar Cane Technol Vol 30 2008 ___________________________________________________________________________________ Maintenance Recognise desuperheaters as items that need regular maintenance if they are to give reliable service. Simple units such as those for conventional boilers in steady load service require much less attention than the wide range type required for frequently varying load service, where annual inspection of atomisers, with borescope inspection of liners and adjacent piping, is a wise precaution. Acknowledgements This paper is based on the authors’ first hand experience with desuperheaters. While the literature published by suppliers of this type of equipment contains no reference to trouble (perhaps understandably), research of industry literature indicates the contrary. Information contained in articles from the Combined Cycle Journal (published quarterly) and articles released by the HRSG Users Group in the USA all support the experience and many of the conclusions in this paper. Those articles are acknowledged for their technical content, honesty and merit. REFERENCES The American Society of Mechanical Engineers (2004) ASME B31.1-2004. Power piping. The American Society of Mechanical Engineers (2007) ASME Boiler and pressure vessel code. Section I – Rules for construction of power boilers. The American Society of Mechanical Engineers (1998) ASME TDP-1-1998. Recommended practices for the prevention of water damage to steam turbines used for electric power generation. 428