Int. J. Production Economics 58 (1999) 289—301
Application of discrete event simulation to the activity based
costing of manufacturing systems
T.A. Spedding *, G.Q. Sun
Centre for Engineering and Technology Management, School of Mechanical and Production Engineering,
Nanyang Technological University, Singapore 639798, Singapore
CIMTEK Pte Ltd, 151 Chin Swee Road, C16-02 Manhattan House, Singapore 169876, Singapore
Received 28 April 1997; accepted 6 August 1998
Abstract
In the last two decades traditional cost accounting practices have been unable to respond to the changing information
needs of manufacturing management. Activity Based Costing (ABC) is a method which can solve many of the limitations
of traditional cost systems. This method of accounting involves the breaking down of the individual activities and costing
of the amount of time spent on each step of the manufacture of a product. This paper illustrates how Discrete Event
Simulation may be used to evaluate the ABC of a manufacturing system. A visual interactive simulation software
WITNESS is used to model a semi-automated Printed Circuit Board (PCB) assembly line. The PCB assembly line case
study demonstrates how ABC can be applied to a manufacturing system using simulation modelling techniques. The
paper also discusses further applications of ABC in the manufacturing environment and includes a case study on the
operational quality cost. 1999 Published by Elsevier Science B.V. All rights reserved.
Keywords: Activity Based Costing; Discrete Event Simulation; Manufacturing systems
1. Introduction
In the last two decades, competition in the global
manufacturing environment has greatly intensified.
For companies to survive and maintain profit margins, cost management techniques must constantly
be improved [1]. Traditional cost accounting practices have been unable to respond to the changing
information needs of manufacturing management.
* Corresponding author. Tel.: 65 7995589; fax: 65 7911859;
e-mail: mtspedding@ntu.edu.sg.
Today managers are finding that traditional
methods are unable to support decision making in
costing. Many companies are finding that traditional accounting methods are “too late, too
aggregated and too distorted” to support decision
making in costing [2]. Activity Based Costing
(ABC) can help rectify the shortcomings of the
traditional cost systems.
Although researchers like Cooper, Kaplan and
Turney have successfully explored cost theories and
the development of ABC (see for example the
papers of Cooper and Kaplan [3—5]), they have not
directly addressed the issue of effective transfer of
0925-5273/99/$ — see front matter 1999 Published by Elsevier Science B.V. All rights reserved
PII: S 0 9 2 5 - 5 2 7 3 ( 9 8 ) 0 0 2 0 4 - 7
290
T.A. Spedding, G.Q. Sun/Int. J. Production Economics 58 (1999) 289—301
cost technology to the manufacturing environment
[6]. Without an appropriate computer model, the
number of activity combinations and cost item
variations required in ABC are extremely time consuming and costly, making implementation of the
ABC difficult [7]. Ideally, a dynamic modelling
framework that can include both the operational
aspect of a manufacturing system and financial
variables needs to be developed for ABC. Only then
can management move beyond the traditional
static investment analyses of manufacturing
systems.
Simulation models are developed by observing
the actual processing times of activities in a system
and then characterising their variation by statistical
distributions. When the simulation model is run
a time advance algorithm is used for event scheduling. Random numbers from the observed statistical
distribution are then generated to represent the
duration of activities. The activity based cost associated with the activity can then be generated by
multiplying with the time.
Accurate and detailed ABC models are necessary
for process improvement and process redesign projects (see [8, Ch. 8]). Such projects are usually
focused on processes and activities, as are traditional simulation models. Incorporating ABC into
such projects provides an extra strategic dimension
to the model in terms of costing [9,10]. The accuracy usually depends on the detail of the ABC
model and the type of cost driver used. Developers
have a choice of three types of activity cost drivers
which are, in order of increasing accuracy (and cost
of measurement):
transaction drivers which count each time an activity takes place;
duration drivers
which represent the time taken
for each activity and so takes
into account variation; and
intensity drivers
which directly cost for the
resources used each time an
activity takes place.
Simulation based ABC has the ability to use any
(of a combination) of the three drivers. However,
simulation models naturally lend themselves to
using duration drivers based on the random processing time of activities. More complex models can
be developed to incorporate intensity drivers where
necessary.
ABC systems relate organisation spending of recourses to the activities and business processes performed by these resources. At the facility level
Activity cost drivers are used to collect information
that is then driven down to the products, services
and customers that create the demand for the facilities activities [8].
Activities can be classified into four general categories [11]:
1. ºnit level
performed each time a unit is produced.
2. Batch level
performed each time a batch of
goods is produced.
3. Product level performed as needed to support
the production of each type of
product.
4. Facility level performed to sustain the factory’s
performance such as rent, depreciation, insurance etc.
ABC has the conceptual advantage of providing
the option of viewing ABC’s facility costs as period
costs or allocating them at the batch or product
level. An example of the use of this classification
can be found in [12].
In ABC, variable overhead costs are traced to
individual products, however it is not always
straightforward to assign fixed overhead costs to
unit drivers. ABC systems have the advantage of
associating many of the costs that are defined in
traditional costing systems as fixed overheads with
changes other than production volume. ABC therefore helps to clarify the relationship between the
causes of cost increase and decrease and the individual products. It is this cause and effect relationship which allows management to differentiate
between value added and nonvalue added activities
ABC systems therefore have the potential to be
a Strategic Decision making tool for process redesign and continuous improvement [13].
As the simulation model tracks the number of
products at each stage of the manufacturing process, batch level and product level costs can be
T.A. Spedding, G.Q. Sun/Int. J. Production Economics 58 (1999) 289—301
added at the appropriate stages. Facility level costs
can be allocated to individual products or treated
as period costs (see for example [11]).
Discrete event simulation software provides
a valuable tool for the development of ABC in
a manufacturing environment. First, the execution
of a discrete event simulation model is based on an
event or activity that occurs in a manufacturing
system. The ABC model can be easily developed by
adding the cost attribute into existing simulation
reports. Secondly, recent developments of the animation and data interface of simulation software
allow ABC models to be graphically presented and
integrated into the company’s information system.
Thirdly, simulation has been widely applied in
manufacturing companies for the improvement of
productivity. ABC is therefore a natural extension
of current simulation applications.
This paper illustrates the application of simulation to develop ABC models for use in the manufacturing industry. A model of a semiautomated
Printed Circuit Board (PCB) is developed in
WITNESS; a visual interactive simulation software. The PCB assembly line case study demonstrates how simulation modelling can be used for
a manufacturing system. Several examples are also
presented which demonstrate the flexibility and potential of simulation-based ABC models.
291
2. Activity based costing
ABC was introduced by Kaplan and Cooper of
Harvard Business School as an alternative to traditional accounting techniques in the 1980s (the earliest papers include Cooper and Kaplan [3—5]).
Many have since used this method for product
costing in both manufacturing and business applications [14]. The ABC method of accounting
involves the breakdown of a system into individual
activities and costing of the amount of time and
resources spent on each activity in the manufacture
of a product. A schematic diagram to illustrate this
point is given in Fig. 1.
Traditional accounting methods concentrate on
volume-based costs systems and these methods are
highly inaccurate in the modern manufacturing environment. Today much of the significant cost in
producing an item are not volume related, for
example the cost of engineering, order processing,
planning, quality control, etc. for high technology,
make-to-order products, or just-in-time delivery.
ABC, however, takes into account the cost incurred
at the activity level and then attributes the cost to
products according to the activities that a product
goes through.
Even with a simple case ABC can be very complex and time consuming, that is why it is not
Fig. 1. The activity based approach is based on an understanding of how activities use resources.
292
T.A. Spedding, G.Q. Sun/Int. J. Production Economics 58 (1999) 289—301
widely applied in the manufacturing industry. It is
recognised that ABC can be used to enhance rather
than replace the accounting system when the company finds it too difficult to implement full-scale
ABC-based accounting. In this case, ABC is used as
a cost management tool by the operational departments to compliment the existing accounting
practice.
To the operational staff, implementing ABC
using simulation models can be far more convenient, spontaneous, straightforward, and interactive than on an accounting software. Simulation
models can provide the flexibility required by ABC
to cope with the changes in combinations and permutations often encountered in a manufacturing
system.
Although adopting an ABC accounting system
has its benefits over traditional methods it cannot
solve all the problems related to product costing.
Accuracy will be dependent on other factors such
as the activities, cost pools and cost drivers chosen
by the system users. A large difference can be
caused by cost drivers that have been left out of the
ABC model.
In ABC cost pools must be identified for each
activity. The cost is incurred once the product
passes through the activity. The factor that causes
the cost to be incurred in the activity is known as
the cost driver. The development of an ABC model
is relatively simple. A straightforward procedure is
discussed in Lewis [15].
3. Implementing ABC in simulation models
To include ABC into the simulation model, calculation of the cost of each activity must be included in the simulation model. Eq. (1) below
shows how this is done:
C"¹R#M
(1)
where C is the cost contributing to the making of
the product, ¹ the time during which the resources
are occupied, a parameter that must have been
built into the simulation model, R the cost rates at
which the resources are being used (this may include labour, depreciation and utilities rates as in
accounting, as well as other significant cost such as
engineering, planning, quality control, etc. depending on the cost drivers specified) and M the cost of
material used for the process (also included in traditional accounting methods).
When the total cost of making a product is
calculated, the cost of all the activities need to be
added together. Therefore, the cost of making the
ith product in a manufacturing system can be given
as
HL
C" C
G
GH
H
(2)
where C is the cost required to make the ith prodG
uct, C the cost of performing the jth operation
GH
obtained from Eq. (1) and n the total number of
operations needed to produce the ith product
Because the operations through which a product
is processed have been built into the simulation
model, the result of Eq. (2) is automatically reported by simulation if Eq. (1) is incorporated into
the model.
The only variable that needs to be decided in
order to use simulation for ABC, as seen from
Eqs. (1) and (2), is the cost rate. The cost rate is
determined when the cost pools are identified and
the cost drivers of each activity detailed.
3.1. Application of ABC to manufacturing using
simulation
To demonstrate how ABC can be used in
a manufacturing environment a simple model of
a semi-automated printed circuit board (PCB) assembly line was created in WITNESS and costed
using ABC techniques. WITNESS, a menu based
visually interactive simulator software, is designed
to build complex continuous or discrete event
models [16]. The modelling is simplified by using
graphically interactive forms to build the models.
The accuracy of the models may be controlled with
a large number of predefined and user defined functions. The way parts are pulled or pushed in and
out of the elements within the model are controlled
by the input/output rules. Reports and summary
information are useful tools for error checking during model building. These and other features in
T.A. Spedding, G.Q. Sun/Int. J. Production Economics 58 (1999) 289—301
WITNESS can facilitate the building of a model to
calculate ABC.
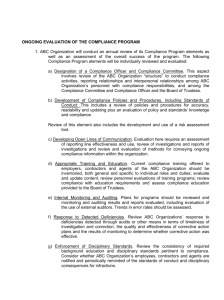
The basic model consists of four machines, a solder paste machine, a device placement machine
a reflow soldering machine and an inspection machine. The first three machines are linked by conveyors. Fig. 2 shows the flow process.
The model developed in WITNESS is shown in
Fig. 3. The top window shows the process flow,
where PCB are processed through solder print,
device placement, reflow, and then inspection.
Machines are connected by conveyors. The lower
window dynamically displays the activity based
cost. Distributions of process times of the machines
and conveyors and costings were taken from an
actual PCB Assembly line. The results were verified
using data from a previous study of ABC analysis
applied to a PCB assembly line which was based on
293
an IDEF modelling approach [17]. When run under the same conditions the simulation model gives
the same results as the IDEF model. However, the
simulation modelling approach to ABC is more
flexible and detailed and can take into account the
intrinsic variation of the manufacturing process.
Fig. 4 shows the graphical results from the
WITNESS model. The percentage values are calculated and displayed as pie charts by the software.
The results show that savings in operation cost can
be made by reducing setup times of the placement
and reflow machines. Further savings can be made
if operators with lower wages are used for the
operation of solder and reflow machines.
4. Applications of ABC in manufacturing
The previous section has illustrated how a simulation for ABC can be developed for a manufacturing system. This model can be used to provide
accurate on-line monitoring to facilitate the costing
of the day to day running of a manufacturing.
A particular advantage of using a simulation models that it can be fast-forwarded into the future to
obtain realistic projections of further running costs
and expenditure. Also a dynamic environment is
naturally accounted for in the modelling procedure.
Once a simulation model for the ABC of a manufacturing system has been developed it may be
extended to analyse other aspects of the manufacturing strategy. This section presents some examples which demonstrate how the basic simulation
model for ABC can be extended to provide more
specific detailed analyses of a manufacturing system.
4.1. Calculation of surplus capacity
In the traditional costing method, the “overhead” cost (total cost-direct labour cost) is calculated from the historical record, and then
proportionally added into that of new products. It
greatly distorts the true cost that may be needed for
making the new products because:
Fig. 2. Flow process of the model.
1. the overhead may not be proportional to the
direct labour time, particularly in a manufacturing
294
T.A. Spedding, G.Q. Sun/Int. J. Production Economics 58 (1999) 289—301
Fig. 3. WITNESS model of PCB assembly line.
Fig. 4. Graphical output of WITNESS model.
T.A. Spedding, G.Q. Sun/Int. J. Production Economics 58 (1999) 289—301
295
environment with high development and engineering contents;
2. the concept of lump sum “overhead” misleads
the operations to believe that the historical performance is normal, thus hiding the improvement opportunities.
based cost. Surplus capacity depends on the utilisation rate of the resources and therefore similar
analysis can provide a useful indication of where to
improve resource allocation along the assembly
line.
ABC however, only takes into account the cost of
the activities that contribute to making new products. It considers the cost of non-value-added activities such as machine/labour idle time as surplus
capacity (or redundant investment for companies
with insufficient work), which can be used for taking more business.
The cost of surplus capacity can be obtained
from the following equation:
4.2. Improved cost allocation
GK
S"¹ ! C ,
(3)
G
G
where S is the surplus capacity, ¹ the total cost of
running the manufacturing system, C the the cost
G
required to make the ith product and m the total
number of products produced.
Fig. 5 shows simulation of the SMT line over
a 24 h period. Surplus capacity is shown as the
difference between the total cost and the activity
In traditional costing techniques indirect cost is
allocated on the basis of available machine hours
and is therefore independent of the resources required for a particular operation. Fig. 6 shows
a comparison between traditional techniques and
ABC when applied to the product costing of three
products P1, P2 and P3. The left side of the chart is
the costing by traditional accounting methods,
where manufacturing cost is proportional to the
processing times of products because all go through
processes with the same cost rates. P1 is shown to
be the least and P3 the most profitable product. On
the right-hand side, however, ABC allocates the
significant engineering cost by the actual setup incurred on the products, thus resulting a more realistically low manufacturing cost for P1 and high
one for P3. In this case the differences between the
Fig. 5. Dynamic display of surplus capacity.
296
T.A. Spedding, G.Q. Sun/Int. J. Production Economics 58 (1999) 289—301
Fig. 7. “What—if ” analysis showing improved cycle times.
Fig. 6. Improved cost allocation.
profitability of different products should be marginal. This example illustrates one of the fundamental limitations of traditional costing procedures
in aggregating costs leading to inaccuracies in cost
allocation. ABC, however, distinguishes costs at the
activity level resulting in improved accuracy.
4.3. Justifying capital investment
An advantage of simulation-based ABC is that
all the traditional “what—if ” techniques usually associated with simulation models can be carried out.
Fig. 7, for example, represents a comparison of the
cost of making 500 PCB’s when the cycle times of
the 4 machines are slightly altered (all other factors
are unchanged). This could represent a situation
where a new PCB is being assembled or different
machines or methods are employed. The results
show an increase of 2.2% in the cost of production,
illustrating the potential of ABC in providing a reliable decision support mechanism by reflecting
relative minor changes in operational strategy.
A second “what—if ” scenario demonstrates the
potential of introducing a second machine to relieve a bottleneck. A bottleneck is introduced into
the original model by increasing the cycle time of
the placement machine. Once the results of this
scenario are obtained, a second placement machine
is introduced into the model. A comparison of the
results are shown in Fig. 8. A 69.4% increase in
production output is obtained at a cost increase of
0.8%. Further analysis can determine the capital
Fig. 8. “What—if ” analysis showing the addition of a second
placement machine.
investment by taking into account the net cash flow
over an extended period using the net present value
technique [18].
The advantage of using simulation based ABC
analysis is that hidden costs are shown such as
maintenance and the consumption of utilities. With
the detailed information obtained from ABC it is
possible to determine if overall cost savings or
increased revenues can be made with additional
capital investment.
4.4. Quality costing
Simulation based ABC is a powerful tool for the
measurement and analysis of quality costs. An important strategic decision for example is where to
position inspection stations on a manufacturing
line. An equitable balance needs to be obtained
between improved quality and less rework against
increased inspection costs and slower throughput.
Fig. 9 illustrates the output of the simulation model
when an extra inspection stage has been added
between the first and second machines. If a
defective PCB is made at the beginning of the
T.A. Spedding, G.Q. Sun/Int. J. Production Economics 58 (1999) 289—301
297
Fig. 9. Addition of extra inspection stage.
Fig. 10. Rework cost against number of reworks.
manufacturing process and left undetected until the
final inspection stage, the cost incurred is obviously
higher than if it is discovered earlier. Break-even
analysis can then be performed to help determine
the number and position of inspection stages.
Fig. 10 illustrates the difference in the cost of defects when detected early compared with those left
until the final inspection stage.
Traditional quality costing techniques adopt the
Prevention Appraisal Failure (PAF) Model where
quality costs are divided into the three categories of
prevention, appraisal and failure [19]. This model
can easily be applied using simulation-based ABC
and has the advantage of being universally accepted (BSI 1990) and so is very useful for benchmarking activities, etc. However the model has several
notable limitations [20]. The British Standards
have included an alternative approach to quality
costing based on process modelling [21,22]. The
technique focuses on departmental objectives and
process ownership and identifies all the parameters
and activities within the process to be monitored
and subsequent costs of conformance and nonconformance. The process modelling technique is
therefore naturally suited to simulation based ABC
models.
In a recent study Ittner [23] indicated the need
for greater use of dynamic models for quality management and the need to abandon aggregate costing techniques that fail to distinguish between
prevention and appraisal costs. Simulation based
ABC has the advantage of providing both these
characteristics.
5. Case study
The example of PCB manufacturing showed
that ABC is ideal to quantify the significant cost
of engineering, which is not volume based. For
298
T.A. Spedding, G.Q. Sun/Int. J. Production Economics 58 (1999) 289—301
manufacturers of make-to-order products, the cost
of marketing, planning, quality control, etc. takes
up a large portion of the operating cost. ABC
results in a far more accurate costing picture than
the traditional accounting method.
To illustrate the potential of simulation based
activity based costing a case study was conducted
in collaboration with a local (Singapore) manufacturing company. The object of the project was to
benchmark the operational quality costs incurred
by the company with the industrial norm in order
to determine the efficiency of the quality control.
The logical and physical process flow (Fig. 11) for
a single product type was modelled over a period of
one year.
This model was verified and validated in collaboration with the company before details of the costs
for each process were added to the model. The
simulation of the manufacturing system thus assumed the form of a natural process cost model (see
Section 4.3 and [21,22]) which gives a more accurate cost breakdown and a better means of quantifying quality costs. The process in this case is
synonymous with the activity and so costing can be
realised as a natural consequence of the discrete
event simulation model.
The quality costs produced by the simulation
model were compared directly with the industry
norm using figures published by the National Productivity Board of Singapore [24] (Fig. 12). Results
Fig. 11. Schematic process flow diagram.
Fig. 12. Quality costs for manufacturing.
T.A. Spedding, G.Q. Sun/Int. J. Production Economics 58 (1999) 289—301
of the simulation model either concurred directly or
were very close to the theoretical observations.
Scenario analysis was then performed to investigate
how quality costs could be further reduced. The
results showed that significant improvements could
be made by improved utilisation of labour.
In the existing practice, the cost of many activities were proportionally distributed to products by
the end of an accounting period. The ABC study,
however, revealed that the difference between cost
incurred to different products are very high, e.g.
operations quality planning (OQP), inspection of
purchased supplies, etc. The simulation exercise
provided the company with a better insight into
their quality costs as well as a powerful decision
support for further improving the mechanisms
underpinning their quality performance.
6. Discussion
The previous two sections have illustrated
several applications of simulation-based ABC
including:
E
E
E
E
E
E
Simultaneous Costing of Manufacturing System
Calculation of Surplus Capacity
Justifying Capital Investment
Improved Cost Allocation
Quality Costing
Evaluation of New Technology
Other applications include:
E “What—If ” scenario for scheduling/manufacturing strategy, etc.
E Product mix decisions by selecting the most
profitable product
E Extension of the model to include the business
side of the manufacturing enterprise — to help
measure and justify Business Process-Re-engineering (BPR)
Once a simulation model has been developed
which accurately reflects the costing of a manufacturing system, probably its most significant application is for the on-line monitoring of a system
so that day-to-day expenditure can be accurately
determined and potential sources of cost problems
can be identified. However once the model has been
299
developed and validated its potential for analysis
and decision making is considerable. The previous
section has illustrated some of the applications and
the graphical results demonstrate the usefulness
and hence the advantage of simulation-based ABC
as a communications and decision support tool.
Other advantages of simulation based ABC
include:
E ABC software should be accessible [25] and
simulators and simulation languages are relatively easy to learn and use. Most contemporary
simulators and simulation languages are well
established, have a user friendly environment,
require little or no programming experience, and
provide excellent documentation and on line
support.
E Several recent editions of simulation software
have a costing module which can be adapted to
perform ABC with minimal programming.
E Simulation environments have error checking
features which ensure the validity of both the
operational and financial aspects of the model.
The flexibility of the software facilitates the extension of ABC from a basic model to a large
variety of applications such as those illustrated
in Section 4.
E Graphical routines such as those supplied by
WITNESS (Figs. 4 and 5) and other simulation
software provide an automatic and powerful visualisation tool for the analysis of simulation output to aid the decision-making process.
E Graphical animation produced by most simulation software provides a dynamic time-based visualisation of potential problems resulting from
exorbitant costs.
E Simulation is time based and because it models
the stochastic nature inherent in a manufacturing system the intrinsic variation and dynamic
behaviour is characterised which could be highly
significant when estimating costs.
However, there are several limitations when implementing simulation based ABC models. These
include:
E Cost allocation in any ABC model (regardless
of whether or not it is based on simulation)
can cause difficulties as certain costs cannot be
300
T.A. Spedding, G.Q. Sun/Int. J. Production Economics 58 (1999) 289—301
allocated to a particular activity. Some administration, business, or preparation work, for
example, cannot be associated with a particular
activity — one solution may be to combine the use
of ABC with a more traditional costing method.
E When cost information is added into the model
the effort required to determine the cost driver
and the simulation time is considerably increased. A detailed model, in particular, may
require significant computational time to obtain
results. A decision needs to be made by any
company to introduce ABC: at which level will
the activities be used, e.g. process level (or business department), work centre level (or business
step) or machine level (or staff ).
E The addition of cost information also adds an
extra dimension of error. Verification and validation of any simulation model is difficult. It is
usually more difficult to verify the cost information provided by simulation models as the original information is not available in such detail.
Simulation-based ABC has several notable advantages. Choice of simulation software, however,
requires careful consideration. One of the overriding consideration in simulation is the building of
the model. Although this process has several notable pitfalls the procedure is well documented (for
example, [26]) and because simulation modelling is
a mature and proven methodology it is probably
more reliable than many other techniques. Verification and validation are other critical issues and as
previous cost estimates tend to be aggregated it is
often difficult to provide detailed analysis for comparison. However, the advantages of an accurate
modelling technique for ABC which provides an
on-line costing mechanism plus a versatile and flexible decision support tool far out weigh the limitations.
7. Conclusions
Accurate costing information has become one of
the principle contributions to the decision making
process in the manufacturing environment. Simulation results involving the increased throughput or
production time are not enough for management to
make decisions. Furthermore, outdated accounting
methods are unable to respond to their information
needs. Activity Based Costing can help evaluate
costs more effectively than traditional accounting
methods. This can provide an important advantage
to companies in both the service and manufacturing environment.
Without the flexibility of a computer simulation
model, the number of combinations and testing
variations required by ABC would be extremely
time consuming and costly, making implementation difficult. The example of a PCB assembly line
shows how ABC can be implemented in the simulator WITNESS. The model is able to generate accurate results of an ABC analysis. When run under
similar conditions the simulation model gave the
same estimates of cost as those derived from an
IDEF modelling approach. However simulation
models have the advantage of being able to provide
greater detail and take into account the intrinsic
variation of a dynamic manufacturing system.
The use of discrete event simulation for ABC can
easily be extended to the analysis of specific applications within the manufacturing environment.
These include efficient cost allocation, calculation
of surplus capacity, management of quality costs
and capital justification. Computer based simulation of the ABC of a manufacturing system provides a powerful tool for management decision
making. Process improvement and reengineering
strategies can also be investigated using similar
techniques. Here the traditional ABC model is extended to encompass Activity Based Management
(ABM) [27] which applies activity based analysis to
process cost reduction.
Acknowledgements
The authors would like to express their gratitude
to Mr Clayton Lee and Mr Andrew Lee for assistance in the development and implementation of the
simulation models presented in this paper.
References
[1] M. Morrow, Activity Based Management, WoodheadFaulkner, New York, 1993.
T.A. Spedding, G.Q. Sun/Int. J. Production Economics 58 (1999) 289—301
[2] T. Johnson, R.S. Kaplan, Relevance Lost, Harvard Business School Press, Boston, MA, 1987.
[3] R. Cooper, R.S. Kaplan, Measure costs right: Make the
right decisions, Harvard Business Review (1998) 97—98.
[4] R. Cooper, R.S. Kaplan, How cost accounting distorts
product cost, Management Accounting 22 (1998).
[5] R. Cooper, The rise of activity based costing: Parts 1, 2,
3 & 4, Journal of Cost Management (1988—1990)
[6] J.S. Zuk, G.B. Kleindorfer, W.B. Nordgren, R.D. Moore,
D.T. Phillips, Effective cost modelling on the factory floor:
Taking simulation to the bottom line (Panel) Proceedings of
the 1990 Winter Simulation Conference, 1990, pp. 590—594.
[7] R.B. Troxel, Activity based costing, Proceedings of
AUTOFACT ’89, October 30—November 2, Detroit,
Michigan, USA, 1989.
[8] R.S. Kaplan, R. Cooper, Cost and Effect: Using Integrated
Cost Systems to Drive Profitability and Performance,
Harvard Business School Press, Boston, MA, 1998.
[9] T.G. Greenwood, J.M. Reeve, Activity based cost managament for continuous improvement: A process design
framework, Journal of Cost Managament (1992) 22—40
[10] P. Turney, Beyond TQM with workforce activity based
managament, Management Accounting (1993) 28—31.
[11] R. Cooper, Cost classification in unit based and activity
based manufacturing cost systems, Journal of Cost Management for the Manufacturing Industry (Fall 1990) 4—14
[12] P.B.B. Turney, A.J. Startton, Using ABC to support continuous improvement, Management Accounting (September 1992) 46—50.
[13] D.R. Hanson, M.M. Mowen, Cost Management: Accounting and Control, 2nd ed., South Western College
Publishing, Cincinnati, OH, 1997.
[14] J.P. Borden, Review of literature on activity based costing,
Journal of Cost Management for the Manufacturing
Industry 4 (1) (1990).
301
[15] R.J. Lewis, Activity Based Costing for Manufacturing and
Marketing, Quorum, Westport, CT, 1993.
[16] W.B. Thompson, A tutorial for modelling with the
WITNESS visual interactive simulator, Proceedings of the
1993 Winter Simulation Conference, 1993, pp. 228—231.
[17] K.H. Lim, C.L. Ang, R.K.L. Gay, Selection and justification of advanced manufacturing technologies, Proceedings
of the Second International Conference on Computer Integrated Manufacturing, Singapore 1 (1993) 136—148.
[18] E.E. Oliver, Cost Accounting, Prentice-Hall, Englewood
Cliffs, NJ, 1987.
[19] A.V. Feigenbaum, Total Quality Control, 3rd ed.,
McGraw-Hill, New York, 1991.
[20] B. Dale, J. Oakland, Quality Improvement through Standards, Stanley Thornes, Cheltenham, UK, 1991.
[21] BS6143: Guide to the Economics of Quality, Part 2,
Prevention, Appraisal and Failure Model, BSI, UK,
1990.
[22] BS6143: 1990 Guide to the Economics of Quality, Part 1,
Process Cost Model, BSI, UK.
[23] C. Ittner, Behavour of quality costs operations research
(1996) 114—130
[24] A.K. Ng, Total Quality the Key to Survival, Productivity
Digest, National Productivity Board Singapore December, 1993, 10—15
[25] D.M. Jorganson, E.M. Enkerlin, Managing quality costs
with the help of activity based costing, Journal of Electronics Manufacturing 2 (1992) 153—160.
[26] A.M. Law, W.D. Kelton, Simulation Modelling and Analysis, McGraw-Hill, New York, 1991.
[27] R. Cooper, R.S. Kaplan, L.S. Maisel, E. Morrissey, R.M.
Oehm, From ABC to ABM, Management Accounting
(1992) 54—57.