Agenda The Planning Hierarchy Gantt chart
advertisement

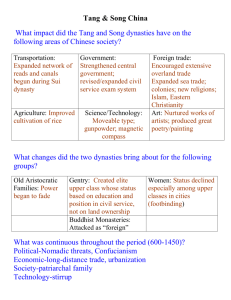
Agenda Production Operations Management TPPE37and Manufacturing Control • Sequencing rules • Purchasing • Managing waiting time Lecture 4 Production activity control © Ou Tang 1 © Ou Tang The Planning Hierarchy Master planning Master (production) scheduling Final assembly schedule Master prod. schedule Material planning Feedback Vendor systems © Ou Tang Gantt chart Sales and operations planning Production Resource planning planning Demand management 2 Order Order focused focused Front end Rough-cut capacity plan Detailed capacity Engine planning Shop floor systems Back end 3 © Ou Tang 4 Work Center Typical Scheduling and Control Functions • A work center is an area in a business in which productive resources are organized and work is completed • Can be a single machine, a group of machines, or an area where a particular type of work is done © Ou Tang 5 • • • • Allocating orders, equipment, and personnel Determining the sequence of order performance Evaluating performance of the scheduled work Shop-floor control © Ou Tang Work-Center Scheduling Objectives 6 Static or dynamic planning? • Meet due dates •• Dynamic Dynamic planning planning problems problems • Minimize lead time –– Sequencing Sequencingof ofan anunknown unknownnumber numberof ofjobs. jobs. –– New jobs arrive continuously. New jobs arrive continuously. • Minimize setup time or cost •• Static Static planning planning problems problems –– Sequencing Sequencingof ofaaknown knownnumber numberof ofjobs. jobs. –– No new jobs arrive before the jobs are No new jobs arrive before the jobs arefinished finished • Minimize work-in-process inventory • Maximize machine utilization © Ou Tang 7 © Ou Tang 8 Priority Rules for Job Sequencing First-Come First-Served 1. First-come, first-served (FCFS) Jobs (in order of arrival) A B C D There Thereare arefour fourjobs jobsto tobe be processed on one machine processed on one machine 2. Shortest operating time (SOT) 3. Earliest due date first (DDate) What Whatis isthe theFCFS FCFSschedule? schedule? 4. Critical ratio (CR) CR = Jobs (in order of arrival) A B C D 5. Last come, first served (LCFS) 6. Random order, etc © Ou Tang 9 What Whatis isthe theSOT SOTschedule? schedule? © Ou Tang Processing Time (days) 1 3 4 7 Processing Time (days) 4 7 3 1 Due Date (days hence) 5 10 6 4 Do Doall allthe thejobs jobsget getdone doneon ontime? time? Due Date Flow Time (days hence) (days) 4 1 6 4 5 8 10 15 10 Earliest Due Date First Answer: Shortest Operating Time Schedule Jobs (in order of arrival) D C A B Due Date Flow Time (days hence) (days) 5 4 10 11 6 14 4 15 No, No,Jobs JobsB, B,C, C, and andDDare aregoing going to tobe belate late © Ou Tang Shortest Operating Time Jobs (in order of arrival) A B C D Processing Time (days) 4 7 3 1 Due Date (days hence) 5 10 6 4 Do Doall allthe thejobs jobsget getdone doneon ontime? time? Answer: FCFS Schedule (Due date - Current date) Number of days remaining The Thesame samejobs jobs Processing Time (days) 4 7 3 1 Jobs (in order of arrival) A B C D What Whatis isthe theearliest earliestdue duedate datefirst first schedule? schedule? Processing Time (days) 4 7 3 1 Due Date (days hence) 5 10 6 4 Do Doall allthe thejobs jobsget getdone doneon ontime? time? Answer: Earliest Due Date First No, No,Jobs JobsAAand and BBare aregoing goingto to be belate late 11 Jobs (in order of arrival) D A C B © Ou Tang Processing Time (days) 1 4 3 7 Due Date Flow Time (days hence) (days) 4 1 5 5 6 8 10 15 No, No,Jobs JobsCCand and BBare aregoing goingto to be belate late 12 Critical Ratio Method Jobs (in order of arrival) A B C D What Whatis isthe theCR CRschedule? schedule? Sequencing in two machines - Johnson’s algorithm Processing Time (days) 4 7 3 1 Due Date (days hence) 5 10 6 4 Do Doall allthe thejobs jobsget getdone doneon ontime? time? CRs have be calculated for each job. If we let today be Day 1 and allow a total of 15 days to do the work. The resulting CR’s and order schedule are: CR(A)=(5-0)/4=1.25 CR(B)=(10-0)/7=1.4 CR(C)=(6-0)/3=2 CR(D)=(4-0)/1=4 Sequence: A, B, C, D No, No,Jobs JobsB, B,C, C, and andDDare aregoing going to tobe belate late Description: Description: All Alljobs jobsneed needfirst firstprocess processininMachine Machine11(M1) (M1)and andthen thenininMachine Machine22(M2) (M2) Aim: Aim: Minimise Minimisethe themakespan makespanofofthe thewhole wholework work Decision Decisionrule: rule: 1.1.Select Selectjob jobwith withthe thesmallest smallestinineither eitherM1 M1or orM2 M2 2.2.IfIfthis thistime timeisisassociate associatewith withM1, M1,schedule schedulethis thisjob jobfirst first 3.3.IfIfthis time is associate with M2, schedule this job last this time is associate with M2, schedule this job last 4.4.Remove Removethis thisjob job 5.5.Repeat 1-4 until Repeat 1-4 untilall alljobs jobshave havebeen beenconsidered considered © Ou Tang 13 © Ou Tang Johnson’s algorithm - Example 14 Order splitting (1) Five cars need to be washed and waxed in a work station (J)aguar (C)adillac (F)ord (H)onda (L)exus 0 1 Wash F 4 J © Ou Tang F C L 15 H 13 9 J Lead Lead time time reduction reduction of of an an order order 13 8 3 4 0 1 Wax Wash (hours) Wax (hours) 3 5 5 3 1 2 2 1 4 4 L 16 17 C H 15 © Ou Tang 16 Order splitting (2) Over lapping Lead Leadtime timeand andWIP WIPreduction reduction Lead-time Lead-time reduction reduction of of aa high high priority priority order order © Ou Tang 17 © Ou Tang Make or buy decisions, Outsourcing 18 Purchasing •• What What isis actually actually bought? bought? –– Specific Specificitems items –– Capacity Capacityof ofthe thesupplier supplier(for (formanufacturing manufacturingof ofaa type/family type/familyof ofitems) items) •• Long Long term term (strategical) (strategical) –– Purchasing Purchasingor ordeveloping developingaanew newengine enginefor foraacar car •• Medium Medium term term (tactical) (tactical) •• Motive Motive for for purchasing purchasing –– Selecting Selectingsupplier supplierfor forstandard standardcomponents components –– The Thecapability capabilityto toproduce producean anitem itemisisoutside outsidethe the scope of the own enterprise scope of the own enterprise –– Patent Patentor ortrade tradesecrets secretspossessed possessedby bythe thesupplier supplier –– Cost advantages of the supplier Cost advantages of the supplier –– The Thesupplier supplierisissimply simplyaabetter bettermanufacturer manufacturerof of the specific products the specific products •• Short Short term term (operative) (operative) –– Sub-contracting Sub-contractingdue dueto totemporary temporarylack lackof ofcapacity capacity (alternative to over-time) (alternative to over-time) © Ou Tang 19 © Ou Tang 20 Queue in manufacturing and service systems Classification of purchasing 1. In a manufacturing system, queue = congestion inventory waste, expense, not value-added, etc. 2. In a service system, queue = poor service 3. In a stochastic system, queues are unavoidable! •• Non-product Non-productrelated related –– –– –– Process Processparts parts(machines (machinesetc.) etc.) Material handling Material handlingequipment equipment Communication Communicationequipment equipment But they can be reduced if disturbances and variability are handled well and/or by adding to the capacity of the system •• Product Productrelated related –– –– Sub Subsystems systems(e.g. (e.g.engines, engines,instrument instrumentpanels panels)) Components (e.g. wires, tires) Components (e.g. wires, tires) •• Consumable Consumablesupplies supplies –– Office Officesupplies supplies(t.ex. (t.ex.papper, papper,kuvert) kuvert) –– Other Other(e.g. (e.g.light lightbulbes, bulbes,paper papertowels) towels) Who Whowants wantsto tobe beour oursupplier? supplier? © Ou Tang 21 © Ou Tang Reasons for study queueing theory 22 An overview of the lead times Queueing theory is the branch of operations research concerned with waiting lines (delays/congestion) In a manufacturing system, it aims to balance the following performance measures WIP inventory Lead times Throughput Capacity utilisation © Ou Tang Queueing time often occupies the largest portion of the lead time 23 © Ou Tang 24 Other queueing examples Why do queues form? Call Arrival No time Airport check-in Automated Teller Machines (ATM) Fast food restaurants Traffic control Telecommunications Computer operations Health services Bank, post office etc 1 2 3 4 5 6 7 8 9 10 0 10 20 30 40 50 60 70 80 90 Call number Processing time 10 9 9 9 9 9 9 9 9 9 9 9 8 7 6 5 4 3 2 1 0 20 40 60 80 100 TIME When the arrival time and processing time are deterministic and synchronized, there is no queues built up. © Ou Tang 25 © Ou Tang Why do queues form? Call Arrival No time 1 2 3 4 5 6 7 8 9 10 0 1 2 3 4 5 6 7 8 9 Processing time Why do queues form? • Call number 10 9 9 9 9 9 9 9 9 9 9 9 26 8 variability: – arrival times – service times – processor availability 7 6 When variability exits, queues are built up 5 Call number 10 9 8 7 6 5 4 3 2 1 0 0 20 40 4 60 80 100 80 100 TIME 3 Number of calls in system 2 5 1 4 0 20 40 60 80 100 3 TIME 2 When the arrival time and processing time are not synchronized, queues are built up. 1 0 0 © Ou Tang 27 © Ou Tang 20 40 60 TIME 28 Structure of queueing models Little’s law L s = λ eff W s C C In Input source Out Inventory = Throughput X Lead time C C C C C C C λeff is the effective arrival rate at the system. It equals the nominal arrival rate λ when all customers can join the system. C Arrival process Size of user Service mechanism Queue discipline and queue capacity Number of servers © Ou Tang 29 © Ou Tang A queueing approximation 30 Example The expected number of customer (inventory) in the queue is Lq = ρ 2 ( k +1) 1− ρ Ci + C p 2 × • A manufacturing process (for example making plastic parts) consists of five machines. • Processing times have a mean of 5.4 days and standard deviation of 4 days. • Management has collected date on customer orders, and verified that the time between orders has a mean of 1.2 days and variance of 0.72 days. 2 2 ρ - capacity utilisation k - number of server Ci- coefficient of variant of interarrival time Cp- coefficient of variant of service time Coefficient of variant is defined as the ratio between the standard deviation and the mean of a random variable. • Question: What is the average waiting time for an order ? © Ou Tang 31 © Ou Tang 32 Throughput delay curve Example k=5 Ci = 0.72/1.2 = 0.6 Co = 4/5.4 = 0.74 Arrival rate = 1/1.2=0.8333 Service rate = 1/5.4=0.185 ρ = 0.8333 = 0.90 0.185 × 5 Lq = 0.9 2(5+1) 0.62 + 0.742 × = 3.15 1 − 0.9 2 Queue (length/time) Variability increases Waiting time in the queue = Lq/arrival rate =3.15/0.8333=3.78 Load/capacity 100% In the presence of variability, high capacity utilisation is accompanied by long waiting time. © Ou Tang 33 Consequences of planned lead times The Thevicious viciouslead leadtime timecircle circle Increase the planned lead time More delays Actual lead times increases Increased load More order releases Increased queue time due to early orders © Ou Tang 35 © Ou Tang 34