Life Cycle Assessment
advertisement

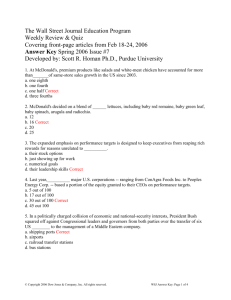
ENERG-ICE LCA Life Cycle Assessment ENERG-ICE, ICE, a new polyurethane foam technology for the cold appliance industry Commissioned by the Dow Italia & Dow Polyurethanes business unit With the support of LIFE08 ENV/IT 000411 Chartered: November, 2012 Completed: May, 2013 Authors: Dr. Richard Helling EH&S / Sustainability Vanni Parenti Dow Polyurethanes 1 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA TABLE OF CONTENTS EXECUTIVE SUMMARY............................................................................................................................. 3 INTRODUCTION ....................................................................................................................................... 4 GOAL....................................................................................................................................................... 8 SCOPE ..................................................................................................................................................... 8 Function .............................................................................................................................................. 8 Functional Unit .................................................................................................................................... 9 System Boundaries .............................................................................................................................. 9 Consideration of Capital Equipment and Buildings ......................................................................... 10 Transportation of Raw Materials.................................................................................................... 10 Life cycle impact assessment ............................................................................................................. 10 Critical Review ................................................................................................................................... 11 LIFE CYCLE INVENTORY ANALYSIS .......................................................................................................... 11 Data Collection and Sources .............................................................................................................. 11 Process models.................................................................................................................................. 13 Consistency ....................................................................................................................................... 13 Data Validation.................................................................................................................................. 13 Allocation and cut-off criteria ............................................................................................................ 14 LIFE CYCLE IMPACT ASSESSMENT .......................................................................................................... 14 LCIA Methods .................................................................................................................................... 14 Global Warming Potential.............................................................................................................. 15 Energy Use .................................................................................................................................... 15 Water ............................................................................................................................................ 15 Acidification Potential.................................................................................................................... 16 Eutrophication Potential................................................................................................................ 16 Photochemical Oxidant Creation Potential..................................................................................... 16 Ozone Depletion Potential............................................................................................................. 16 Toxicity: Human cancer, human non-cancer and ecological........................................................... 16 General LCIA Comment.................................................................................................................. 16 LIFE CYCLE INVENTORY .......................................................................................................................... 16 LIFE CYCLE INTERPRETATION (RESULTS AND DISCUSSION)..................................................................... 17 Cradle-to-grave.................................................................................................................................. 17 Cradle-to-gate ................................................................................................................................... 19 Toxicity.............................................................................................................................................. 22 Uncertainty and sensitivity analyses .................................................................................................. 24 Data quality assessment .................................................................................................................... 25 CONCLUSIONS....................................................................................................................................... 25 RECOMMENDATIONS/FUTURE WORK ................................................................................................... 26 CRITICAL REVIEW................................................................................................................................... 26 ACKNOWLEDGMENTS ........................................................................................................................... 26 APPENDIX.............................................................................................................................................. 27 Critical review letter .......................................................................................................................... 27 REFERENCES.......................................................................................................................................... 30 2 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA EXECUTIVE SUMMARY Life Cycle Assessment (LCA) is a useful methodology for examining the total environmental impact of a product or service, such as a household appliance. Refrigerators are a major contributor to household energy use, and their performance has improved dramatically over the last 20 years. A key part of their performance is effective foam insulation in the walls of the appliance. Dow has collaborated in the development of new production technology for high-efficiency refrigerators. The goal of this study was to understand the potential burdens and benefits of using the new polyurethane (PU) foam technology, called “ENERG-ICE”, and how this may be an improvement over current technology, especially with respect to the production process and inputs. The functional unit was polyurethane insulation for one refrigerator for 12 years of domestic use, using a cyclopentane blowing agent and either the new or conventional production methods. The study considered the impact categories of global warming potential (GWP), acidification potential (AP), freshwater and marine eutrophication potential (EP), photochemical oxidant creation potential (POCP) (smog), ozone depletion potential (ODP), water depletion and fossil resource depletion. Electricity consumption during the use phase of a refrigerator is the dominant source of potential environmental impacts. Use of insulation with improved performance is a way to reduce burdens from use of refrigerators. The new technology allows for a measured 10% less electricity use (all other things remaining the same) which translates to about 10% reduction in all potential cradle-to-grave impacts. Due to the dominance of the use phase, uncertainty about specific production or end-of-life inputs, including the choices of background data sets, would not have a significant impact on the results. On a cradle-to-gate perspective, the new technology offers a small but plausible advantage in all impacts considered, primarily due to the less mass required to get the same performance. The benefit of reduction in heat and power to the process was small compared to the benefit from the reduced mass. This work was done in accordance with ISO standards for a project not making a comparative assertion and has received a critical peer review by Dr. Martin Baitz of PE INTERNATIONAL AG. This version is the “public report”, for which confidential information, that was available to the reviewer under a secrecy agreement, has been removed. This information included detailed compositions and the SimaPro process models. 3 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA INTRODUCTION Life Cycle Assessment (LCA) is a useful methodology for examining the total environmental impact of a product or service. Rather than focusing on a single process, LCA takes a holistic view, examining environmental impacts over the complete “cradle-to-grave” product life cycle. LCA requires that the upstream life cycle phases (raw materials acquisition and processing), downstream phases (fabrication, use, and end-of-life treatment), and all transportation phases be examined in addition to the manufacturing phase that Dow has historically focused on. Results from LCA address the complete environmental impact of a product, and are hence more meaningful than those obtained for a single process or step in the life cycle. A life cycle perspective helps to ensure that environmental burdens are not unintentionally transferred from one life cycle phase to another during process improvement, and thus helps to prevent unintended environmental consequences. LCA is framed by ISO standards 14040 and 14044 [1,2] which provide comprehensive guidelines for conducting an LCA study. ISO defines four phases of an LCA study: 1. 2. 3. 4. Goal and Scope definition Life Cycle Inventory (LCI) Life Cycle Impact Assessment (LCIA) Life Cycle Interpretation Details on each of these phases are provided in the ISO standards and in many external references, which also give good insight on the uses and limitations of LCA [3,4,5]. Previous Dow reports and publications [6,7,8, 9,10] give examples of the use of LCA at Dow. One can apply LCA methodology and tools to a portion of the life cycle, as a building block for a complete LCA, and a useful way to answer some questions. “Eco-profiles” are an example of partial LCA that covers the “cradle-to-gate” stages for a material, and can be used to create complete LCA for downstream uses of these materials. These are typically created with great detail and extensive data. Examples include those assembled for PlasticsEurope, which are collected by conducting surveys of multiple plants producing the same material [11]. The surveys include all mass and energy inputs to a process, amounts and uses of water, and a complete description of air, water and solid waste emissions. A “carbon footprint” is a subset of LCA data, considering only greenhouse gas emission, and can be synonymous with the calculation of the “global warming potential”. Carbon footprints can be done on a cradle-to-gate or a cradle-to-grave basis. Refrigerators are a major contributor to household energy use, and their performance has improved dramatically over the last 20 years [12]. The Ecodesign Directive and the Energy Label Directive cover the use phase of European Energy using products (EuP), which accounts for 80-90% of the industry’s environmental impact. The legislation helps drive the least efficient products from the market. As illustrated on the Figure 1, a cold appliance on the market today consumes less than half of the energy used 20 years ago [13]. Ecodesign policy also plays a key role in pushing the market towards more energy and water efficient appliances. 4 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA Figure 1: European cold appliance energy efficiency improvement over time The EU Energy Label is proving to be a key instrumen instrumentt in driving consumers towards cold appliances that are more efficient in terms of energy consumption. The Energy E label improvement in Europe is shown in Figure 2,, along with an example of a refrigerator labeling [[14]. ]. Labeling and regulations can have a strong trong effect on consumer behavior and the development of new and improved products products. As shown in the figure, the categories of “C” and above were no longer relevant in 2005,, and the categories c of “A+”and “A++” needed to be created. Figure 2:: European refrigerator label and efficiency improvement over time A++ 124 115 16 5 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA More stringent energy regulations have been implemented by the European Community to gradually improve the energy efficiency of appliances sold in the market place to meet the 20% savings target by 2020. As a consequence, only class A or better could be commercialized in Europe from June 2010; as of June 2012 only class A+ or better are allowed [15]. A key part of the improved performance of refrigerators is effective foam insulation in the walls of the appliance. Polyurethane (PU) foams, formed by the reaction of a polyol with an isocyanate, and the use of a blowing agent and additives, are particularly effective in manufacturing appliances. They offer very low thermal conductivity with the ability to fill completely open cavities of any geometry in the walls of an appliance [16]. The European Union, through the LIFE program, has co-financed pilot or demonstration projects with European added value and with the general objective to contribute to the implementation, updating and development of EU environmental policy and legislation. The LIFE+ phase of the program (20072013) has a budget of €2.143 billion [17]. One of the projects receiving LIFE+ funds is “ENERG-ICE”, a combined effort of Dow Italia, CANNON – Afros division, CANNON – Crios division, and Federchimica [18]. The aim of the project was to demonstrate the potential for reducing the environmental impact of energy-using products (EuP), such as cold appliances, by taking action at the design stage, where the pollution caused during the product's life cycle can be best prevented. The project focused on an innovative PU foaming technology for manufacturing the insulation filling material of cold appliances (both refrigerators and freezers) using cyclopentane as a blowing agent. To quantify the potential environmental impacts of this new process, an LCA was done. Historically, PU foams were made using a chloroflurocarbon (CFC) as the blowing agent. Concerns over the ozone depletion potential (ODP) of these materials and the adoption of the Montreal Protocol led to the replacement of CFC with HCFCs (hydrochlorofluorocarbons) and HFCs (hydrofluorcarbons). HFCs such as HFC-245fa and HFC-134a were developed as zero-ODP substances replacing CFCs, but do have a significant global warming potential (GWP), 1250 and 1600 kg CO 2eq/kg[19]. An alternative approach is to use a hydrocarbon (HC) blowing agent, such as cyclopentane, that has zero ODP and low GWP (11 CO2eq/kg). Two concerns with the use of HC blowing agents are that they are flammable (a concern primarily during manufacturing) and that they have not been able to produce a foam with as low a thermal conductivity as HFCs. Dow has collaborated with CANNON in the development of new polyurethane formulations and production technology for using HC blowing agents in PU foam insulation in high-efficiency refrigerators[20]. Data from tests of refrigerators using the new and old technology are shown in Table 1 [21]. In this figure, the data row “RHL” stands for “reverse heat leakage”, a performance test for insulation conducted on a semi-assembled refrigerator. Data are presented for cyclopentane and HFC245fa blown foam refrigerators; the data for HFC-245fa are presented as a familiar benchmark for the global industry, but it is not used in Europe or in this study. The top half of the table shows that use of the HFC-245fa blowing agent could decrease heat loss (and energy use) of an otherwise identical refrigerator by 10% compared to one using conventional technology and cyclopentane; the lower half of the table shows that the new production method using cyclopentane can also achieve a 10% reduction from current performance. This is a key performance benefit enabled by the new technology. 6 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA Table 1: Performance data for conventional and new PU technology In the conventional manufacturing process, the foaming is done at atmospheric pressure and some blowing agent is released to the air in the factory, which requires adequate ventilation. In the new process, the foaming is done under vacuum which allows for better foam properties (lower thermal conductivity), superior process behaviors (faster cycle time), cost advantages (lower applied density) and capture of the released blowing agent. The process has been run successfully in a full-scale pilot unit (shown in Figure 3); detailed designs for commercial production lines have been made. 7 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA Figure 3: ENERG-ICE pilot plant This work was done in accordance with ISO standards [1, 2] for a project not making a comparative assertion and has undergone a critical peer review by PE INTERNATIONAL AG. A non-confidential public report will be created. The study will be used to validate attributes of the new technology. GOAL The goal of this study was to understand the potential burdens and benefits of using the new polyurethane (PU) foam technology, called “ENERG-ICE”, and how this may be an improvement over current technology, especially with respect to the production process and inputs. The study will be used to validate attributes of the new technology. The target audience for this report is the Dow technical community, specifically Dow polyurethanes R&D, and the EU Life+ project administration. The work will be a part of the overall project deliverables. A final audience would be refrigerator producers, for whom the information would be helpful in decisions about technology choices for new or modified production facilities. Dow intends to continue to provide materials that can be used in both technologies included in this study. SCOPE Function The function of the ENERG-ICE technology is to enable safe polyurethane (PU) foam insulation in the shell of cold appliances such that high efficiency refrigerators can be produced. 8 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA Functional Unit The functional ctional unit was polyurethane insulation for one refrigerator for 12 years of domestic use, using a hydrocarbon blowing agent and either the new or conventional production methods. methods. When using the conventional technology, the refrigerator would meet EU class A performance; when using the new technology, the performance of the refrigerator is improved by 10%. System Boundaries This was a cradle-to-grave study, so the boundaries boundaries extended upstream to materials in the earth and continued to disposal of the refrigerator at the end of life. life Manufacturing and use was assumed to be done in Europe, using average utility inputs for Europe. The choice of PU foam technology is independent ent of other design features, so all other aspects of and inputs to refrigeration production are assumed to be the same (i.e., interior and exterior dimensions, compressors, metals, plastics, shelves, wiring),, and cancel out in an analysis of foam production methods. A high level view of the life cycle stages and the primary direct inputs and emissions is shown in Figure 4,, and a conceptual drawing of PU foam production is shown in Figure 5. Figure 4:: High level view of life cycle stages (showing only direct inputs and emissions) 9 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA Figure 5: Conceptual flowsheet for PU foam production Consideration of Capital Equipment and Buildings Process equipment is one of the key differences between the two technologies, so could not a priori be neglected, although typically it has minimal impact on chemical production processes [22]. Cost data were available for the equipment required for same production line used for the energy and utilities data (shown in Table 3) [23]. We assumed that cost of similar items is an appropriate surrogate for mass and other burdens, using the concepts of economic input-out LCA [24]. Euros were converted to 2012 US dollars at the rate of $1.29/€, based on Dow currency exchange data, and then converted to 2002 US dollars using the US consumer price index [25]. The result was $1.87 million and $1.84 million (2002). There was very little difference in cost between the two options – the fewer units needed for the new technology is balanced with the increased complexity. These costs were incorporated into the SimaPro models as “Metal cutting and forming machine tool manufacturing”. Buildings and other infrastructure was not included, as it would be the same for both production technologies. Transportation of Raw Materials Transportation was included for all inbound raw materials, assuming 200 km of transport by truck. No transport was included for equipment, for non-foam parts of the refrigerator, or for life cycle stages beyond production. These will be the same for both production methods. Life cycle impact assessment The study considered the impact categories of global warming potential (GWP), fossil resource depletion, acidification potential (AP), freshwater and marine eutrophication potential (EP), photochemical oxidant creation potential (POCP) (smog), ozone depletion potential (ODP), water depletion, human toxicity and ecotoxicity. 10 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA Critical Review Critical review ensures consistency between a life cycle assessment and the ISO requirements for it. The main purpose of a critical review is to ensure a well defined, expertly executed, transparent LCA that complies with ISO standards for LCA. The critical review for LCAs not involving comparative assertions may be carried out by an internal or external expert, independent of the LCA project team. The reviewer’s role it is to determine if: • the methods used to carry out the LCA are consistent with the ISO standards, • the methods used to carry out the LCA are scientifically and technically valid, • the data used are appropriate and reasonable in relation to the goal of the study, • the interpretations reflect the limitations identified and the goal of the study, and • the study report is transparent and consistent. A critical peer review was conducted by Dr. Martin Baitz of PE INTERNATIONAL AG. LIFE CYCLE INVENTORY ANALYSIS Data Collection and Sources Data were collected from the ENERG-ICE project team members, Dow and CANNON, for the energy and material inputs for production and use of the current and new technology. Ecoinvent was the usual source of background data. Details of the specific data sources and assumptions follow. A critical difference between the current and new technology is the composition of the polyurethane. The composition details for the two foams are given in Table 2, taken from Dow specifications (“Low K” is the current technology): Table 2: Compositions of polyurethane foam for current and new technologies Polyol Reference No DSD 426.01 DSV 1103.01 Type Low K Energ-Ice 93.2 78.5 Polyether polyol Polyester polyol 15 WATER 2.4 1.4 Amine catalyst system 2.4 2.6 2 2,5 Total Polyol 100 100 Polymeric MDI 150 134 14 16 264 250 14,700 14,000 Silicone surfactant Blowing agent (cyclopentane) TOTAL MATERIAL RECIPE kg per production day The choices and their rationales for transforming the descriptions used in the Dow data sources to the SimaPro models of them are described in the following: 11 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA Polyols (including glycerin). Each formulation includes a blend of different base Polyols. Although these are Dow-produced materials, we have modeled them using the ecoinvent model for “Polyols, at plant/RER U”, as a reasonable representation of spectrum of polyols that are commercially available and could be used with this technology. The ecoinvent model is in turn based on PlasticsEurope data, including data provided by Dow. A distinct model for glycerin was not included, rather it is an initiator used is some of the polyols described by the data set. Isocyanate. Each formulation includes polymethylene polyphenylisocyanate. Although the specified material is Dow-produced, we have modeled them using the ecoinvent model for “Methylene diphenyl diisocyanate, at plant/RER U” (MDI), as a reasonable representation of MDI that is commercially available and could be used with this technology. The ecoinvent model is in turn based on PlasticsEurope data, including data provided by Dow. Amine catalyst system. The specific materials are not included in a database, but do include amine functionality. As a surrogate, assume all the amine catalysts can be modeled as EDTA (“EDTA, ethylenediaminetetraacetic acid, at plant/RER S”). Silicon surfactant. Since exact composition is not known, model as trimethoxyoctylsilane, an equi-molar mix of 1-octene and trimethoxysilane. Models for these were created in previous Dow projects, with 1-octene based on Dow and IHS/SRI [26] data, and trimethoxysilane from US patent 5,084,590A [27]. Cyclopentane. Cyclopentane exists as a chemical species in SimaPro, so that emission of cylcopentane are included as such and included in any impact assessments that have characterization factors for cyclopentane. A process model did not exist in Ecoinvent for cyclopentane, so “methycyclopentane, from naphtha” was used as a surrogate for this small (by mass fraction) component. In addition to material inputs, there are energy inputs to the foam production processes. These data are taken from detailed design calculations for new process equipment by CANNON – Afros, and incorporates experience gain from the Dow/CANNON pilot plant operations [28]. Note that the equipment and utility specifications are set to meet the same production rate. Table 3: Utility and production line specifications per day of operation Item Units per day “Fixtures” or “Masks” Conventional 2880 12 New 2880 8 Process heat, MJ 2853 2717 Mask temperature control heat, kWh Ventilation fan, kWh 1008 672 250 175 Vacuum pump, kWh 0 30 Comment 1 per 30 seconds Production stations. New technology offers faster cycle time, so need fewer units for same throughput Thermal conditioning of materials at dosing unit. Reduction due to less mass of materials. Assume supplied by hot water (listed amounts are at boiler) Electrical heat. Reduction due to fewer units Although might in principle be reduced to zero, assume only a 30% reduction to be conservative Only exists in new technology 12 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA The choices and their rationales for transforming the descriptions used in the CANNON design to the SimaPro models of them are described in the following: Electricity is assumed supplied from the grid, at medium voltage. Although the ENERG-ICE pilot plant was in Italy, the study was done under generic EU conditions, as the results should be valid throughout the EU. The specific model selected was “Electricity, medium voltage, production UCTE, at grid/UCTE U”. Similarly for process heat for thermal conditioning, although the ENERG-ICE pilot plant was in Italy with a specific heat source, the study was done under generic EU conditions. Heat was assumed to be provided by hot water, supplied in turn at 85% system efficiency from a small, modern, gas-fired boiler: “Heat, natural gas, at boiler condensing modulating <100kW/RER U”. In addition to the process inputs, the sole input to the use phase was 12 years of electricity consumption at (303 kWh/yr) [29], which is an A-class refrigerator. The potential impacts were calculated using the model “Electricity, low voltage, production UCTE, at grid/UCTE S”, which is representative of household use anywhere in Europe. A twelve year product life is typical for refrigerators [30]. Burdens for the end of life are included by adding the ecoinvent model for “Disposal, polyurethane, 0.2% water, to municipal incineration/CH S”. This is based on the assumption that at end of life all foam insulation is incinerated (any that is land-filled will be largely inert). Burdens from non-foam parts are same for both technologies and not included in the analysis. As a sensitivity analysis, a scenario is included which has all of the blowing agent released prior to incineration, during dismantling and shredding of the refrigerator. Process models The primary sources of information for PU foam production were Dow and CANNON technical experts, including results from lab, pilot, and commercial operations. SimaPro 7.3.3 from Pré Consultants was the life cycle assessment software used in this study. Dow data and other data were used directly to create process models in SimaPro. Ecoinvent v2.2 [31], a comprehensive database of over 4000 life cycle inventory data sets, was used within SimaPro to model utility process operations, transportation, packaging, and other material inputs. SimaPro process models (abridged to eliminate non-critical information) for all the products and processes are included in the Appendix. There are comments there that provide additional detail (albeit unedited) to the descriptions above. These are also available as comma delimited files (.CSV), suitable for import into SimaPro, from the lead author and in the CRI supporting documents. Consistency A quantitative consistency check was not included in this study. Qualitatively, the use of a small number of data sources was believed to allow collection of primary data with consistent age, quality and detail. All data are from operation in Europe. Data Validation The lead author on the project is a registered Professional Engineer in the State of Michigan and provided detailed review of the data provided by the project team members with respect to mass 13 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA accountability and the reasonableness of engineering design calculations. data collection process. This was done during the Allocation and cut-off criteria The modeled assembly lines are assumed to produce a single product (model), so no allocation is needed. Allocation is done for the use phase burdens, in that all the burdens from electricity consumption are included, but the project scope and boundaries do not include all the things that might influence the energy use (such as pumps, compressors, shell, ambient temperature, consumer behavior). The effect of this allocation is considered in the sensitivity analysis. Cut-off criteria are conditions that specify how much of the data obtained in the study will be used in modeling the system. For an extremely detailed life cycle inventory, accounting for every input is likely to be impractical within reasonable time constraints; hence, cut-off criteria help guide the rationale for excluding any data. To provide a robust and credible analysis, and to thereby enhance the credibility of the study, the approach taken towards cut-off criteria in this study was to include as much of the life cycle inventory data in the models as possible. All the known inputs from the Dow Polyurethanes and CANNON have been included. The implicit cut-off for this data source is relevance: inputs and outputs related directly to the foam production operation are included; ancillary inputs (office supplies and travel, for example) are not included. LIFE CYCLE IMPACT ASSESSMENT LCIA Methods Life cycle impact assessment (LCIA) was performed using valuation systems available in Ecoinvent, and primarily that of ReCiPe [32,33], using “midpoint” metrics and with no normalization to a target or weighting of different impact categories. We examined the midpoint impact categories listed in Table 4. Fossil resource use, global warming, acidification (acid rain-forming emissions), eutrophication (addition of limiting nutrients P or N to lakes, rivers, and streams), stratospheric ozone depletion, photo-oxidant creation (low level smog formation), human toxicity and ecotoxicity are important environmental categories that have been examined frequently in LCA studies. Details on the mechanisms and potential environmental impacts (endpoints) associated with these categories are provided by Bare et al. [34]. To calculate the impact category indicators, we primarily used the ReCiPe method for midpoint impacts, without any normalization or weighting. The ReCiPe system is described by Goedkopp et al. [35]. We did not use all the possible impact categories available in ReCiPe, only the ones listed in Table 4. For toxicity, we used the USEtox method. ReCiPe and USEtox have been implemented in Ecoinvent [36] and SimaPro. Comments on the specific metrics follow. 14 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA Table 4: Impact Categories examined Impact Category Climate Change Fossil resource depletion Water Depletion Terrestrial Acidification Freshwater Eutrophication Marine Eutrophication Summer Smog Creation Stratospheric Ozone Depletion Human toxicity Human toxicity Ecotoxicity Indicator Global Warming Potential (GWP) Fossil resource depletion (FD) Water withdrawals Unit [kg CO2–eq] Method ReCiPe Midpoint (H) [kg oil eq] ReCiPe Midpoint (H) [m3] ReCiPe Midpoint (H) Acidification Potential (AP) Eutrophication Potential (EPf) Eutrophication Potential (EPm) Photochemical Oxidant Creation Potential (POCP) Ozone Depeltion Potential (ODP) Human toxicity, cancer Human toxicity, noncancer Ecotoxicity [kg SO2–eq] ReCiPe Midpoint (H) [kg P–eq] ReCiPe Midpoint (H) [kg N–eq] ReCiPe Midpoint (H) [kg NMVOC] ReCiPe Midpoint (H) [kg CFC–11 eq] ReCiPe Midpoint (H) [CTUh] USEtox TM Model [CTUh] USEtox TM Model [CTUe] USEtox TM Model Global Warming Potential Climate change impact is a global issue with well-established characterization factors. ReCiPe uses the IPCC 2007 values [37]. Energy Use Although all forms of energy are important and fungible, we report the cumulative energy demand from fossil resources as these are the most limiting and of greatest interest. Water Although not an impact assessment, a water inventory was calculated. It includes only fresh (river, lake, well, unspecified) water withdrawals for consumptive uses - not cooling or process use and is known as “water depletion” in ReCiPe’s nomenclature. This does not include “barrage” or water behind a dam that will be used for hydroelectric power or turbines. Water is an issue of increasing global importance, though often not as critically in Europe as in other regions. 15 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA Acidification Potential For Acidification Potential, ReCiPe use an average European characterization system of Huijbregts et al., [38], which accounts for fate and sensitivity of the receiving ecosystem. This is applicable to European emissions and is a method used in many previous Dow studies. Eutrophication Potential For Eutrophication Potential, ReCiPe allows calculation of both freshwater eutrophication (P-limited, based on P-containing emissions to soil and water only) and marine eutrophication (N-limited, based on nitrogen-containing emissions to soil, water and air). In both cases European fate and transport models are used. This is applicable to European emissions and is a method used in many previous Dow studies. Photochemical Oxidant Creation Potential For POCP, ReCiPe uses characterization factors from Derwent et al. [39] in the mid-point impact method. Ozone Depletion Potential ODP characterization factors can be calculated for different time horizons. ReCiPe uses “steady state” values. Toxicity: Human cancer, human non-cancer and ecological The USEtox™ model is an environmental fate and transport model for characterization of human and ecotoxicological impacts in Life Cycle Impact Assessment (LCIA) and Comparative Risk Assessment (CRA), [40,41]. It has been developed through the UNEP SETAC initiative for use in LCA, and covers a wider range of chemicals than other toxicity methods. Although Dow has not historically reported toxicology impact assessments in LCA due to the greater uncertainty in the models, USEtox is potentially the mostly widely used and applicable method globally. It is important to note that differences of an order of magnitude or more are needed to discern significant differences in toxicity in USEtox. Toxicity is reported in CTU, or comparative toxic units. General LCIA Comment The LCIA results presented in this study are relative expressions, and do not predict impacts on category endpoints, the exceeding of thresholds, safety margins, or risks. LIFE CYCLE INVENTORY The primary energy (including feedstock energy) and water inputs and waste outputs are summarized in Table 5 for a class A refrigerator produced with conventional technology using cyclopentane as a blowing agent, operated for 12 years, and incinerated at the end of life. The use phase, which includes only electricity consumption, is most significant life cycle stage in the consumption of resources and generation of emissions. 16 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA Table 5: Summary of inventories by life cycle stage Primary energy Water (includes use in turbines) Water (depletion) Emissions to soil Emissions to water Production & upstream 0.99% 0.04% Use 99% 99.95% End of life 0.01% 0.01% 1.6% 0.66% 18.4% 98% 99.3% 81% 0.04% 0.04% 0.6% LIFE CYCLE INTERPRETATION (RESULTS AND DISCUSSION) Cradle-to-grave The contributions to the GWP for a class A refrigerator produced with conventional technology using cyclopentane as a blowing agent and operated for 12 years are shown in a “Sankey” diagram using a 0.0082% display cut-off, Figure 6. The total GWP for this technology is 2190 kg CO2eq/refrigerator. The figure allows one to quickly identify that the key contributor to the GWP is the use phase, which is responsible for 98.5% of the GWP. The end of life contributes 0.6%, and the balance (about 1%) is related to production inputs. Figure 6: Contributions to GWP for conventional technology 1p Refrigerator insulation, conventional PU 100% 2.9 kg Methylene diphenyl diisocyanate, at 0.532% 1.8 kg Polyols, at plant/RER U 0.302% 0.13 kg Disposal, hazardous waste, 25% water, to 0.0144% 0.27 kg Methylcyclopentan e, from naphtha, at plant/RER U 0.0111% 0.0236 kg Trimethoxysilane from metal, at plant/DE 0.00823% 2.02 MJ Electricity, medium voltage, production UCTE, 0.0135% 0.0858 kg EDTA, ethylenediaminete traacetic acid, at 0.0188% 1.31E4 MJ Electricity, low voltage, production UCTE, 98.5% 5.1 kg Disposal, polyurethane, 0.2% water, to 0.575% 2.1 MJ Electricity, high voltage, production UCTE, 0.0137% 2.13 MJ Electricity, production mix UCTE/UCTE U 0.0137% The picture is essentially identical for the refrigerator produced using new technology and cyclopentane, as shown in Figure 7: 98.5% from use phase electricity, 0.6% from end of life and the balance from production and upstream inputs. The magnitude is 1970 kg CO2eq/refrigerator, which is 10% less. 17 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA Figure 7: Contributions to GWP for new technology 1p Refrigerator insulation, new technology PU 100% 2.61 kg Methylene diphenyl diisocyanate, at 0.531% 1.82 kg Polyols, at plant/RER U 0.338% 0.128 kg Disposal, hazardous waste, 25% water, to 0.0158% 0.311 kg Methylcyclopentan e, from naphtha, at plant/RER U 0.0142% 0.0465 kg EDTA, ethylenediaminete traacetic acid, at 0.0113% 0.0257 kg Trimethoxysilane from metal, at plant/DE 0.00995% 1.57 MJ Electricity, medium voltage, production UCTE, 0.0117% 1.18E4 MJ Electricity, low voltage, production UCTE, 98.5% 4.86 kg Disposal, polyurethane, 0.2% water, to 0.608% 1.65 MJ Electricity, high voltage, production UCTE, 0.0119% 1.67 MJ Electricity, production mix UCTE/UCTE U 0.012% Results for all the impact categories calculated using the selected ReCiPe methods are shown in Figure 8 for the cradle-to-grave life cycle of the refrigerator insulation, using cyclopentane as the blowing agent and both conventional (on the left) and new (on the right) technologies. For all the impact categories, the results have been normalized by the maximum value of the two, which for all categories is the conventional. The specific maximum values for each impact category are (per refrigerator used for 12 years): Climate change (GWP): 2,190 kg CO2 eq Ozone depletion (ozone depletion potential, ODP):0.000107 kg CFC-11 eq Terrestrial acidification (acidification potential, or AP): 9.3 kg SO 2 eq Freshwater eutrophication (eutrophication potential, or EPf: 2.23 kg P eq Marine eutrophication (eutrophication potential, or EPm): 0.627 kg N eq Photochemical oxidant formation (photo oxidant creation potential, or POCP): 4.66 kg NMVOC (non-methane volatile organic carbon) Water depletion: 18 m3 Fossil resource depletion: 596 kg oil eq In all cases, production and upstream inputs contribute less than 2% of the potential impact, and the values for the new technology were 10% less, due to the lower electricity use (based on measured performance). Use of insulation with improved performance is a way to reduce burdens from use of refrigerators. 18 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA Figure 8: Selected cradle-to-grave ReCiPe categories per refrigerator 100 95 90 85 80 75 70 65 60 % 55 50 45 40 35 30 25 20 15 10 5 0 Climate change Ozone depletion Terrestrial acidification Freshwater eutrophication Refrigerator insulation, conventional PU foam w use and EOL/ RER U Marine eutrophic ation Photochemical oxidant formatio Water depletion Fossil depletion Refrigerator insulation, new technology PU foam w use EOL/ RER U Comparing 1 p 'Refrigerator insulation, conventional PU foam w use and EOL/ RER U' with 1 p 'Refrigerator insulation, new technology PU foam w use EOL/ RER U'; Method: Recipe Midpoint (H) V1.07 / World ReCiPe H / Characterization We looked at the cradle-to-gate impacts to gain a better understanding of the impacts of production technology. Cradle-to-gate The contributions to the cradle-to-gate GWP for production of one refrigerator to EU Class A standard using cyclopentane blowing agent and conventional insulation technology are shown (with a 0.65% display cut-off) in Figure 9. The GWP is 19.8 kg CO 2eq/refrigerator, of which 97% of the burden is due to materials (92% from the major materials, polyols & MDI). Transport, equipment, and process electricity each contribute about 1%. 19 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA Figure 9: Sankey diagram for cradle-to-gate contributions to GWP of conventional insulation technology 1p Refrigerator insulation, conventional PU 100% 2.9 kg Methylene diphenyl diisocyanate, at 59% 1.8 kg Polyols, at plant/RER U 33.5% 0.27 kg Methylcyclopenta ne, from naphtha, at plant/RER U 1.23% 0.13 kg Disposal, hazardous waste, 25% water, to 1.59% 0.0236 kg Trimethoxysilane from metal, at plant/DE 0.913% 2.02 MJ Electricity, medium voltage, production UCTE, 1.5% 0.0288 kg MG-silicon, at plant/NO S 2.1 MJ Electricity, high voltage, production UCTE, 1.52% 0.727% 0.0858 kg EDTA, ethylenediaminete traacetic acid, at 2.08% 0.266 USD Metal cutting and forming machine tool 0.653% 1.02 tkm Transport, lorry 16-32t, EURO4/RER S 0.853% 2.13 MJ Electricity, production mix UCTE/UCTE U 1.52% A similar diagram for the new technology is shown in Figure 10, where the 18.5 kg CO2eq/refrigerator is 97% due to materials (93% from the major materials, polyols & MDI), and transport, equipment, and process electricity each contribute about 1%. Figure 10: Sankey diagram for cradle-to-gate contributions to GWP of new insulation technology 1p Refrigerator insulation, new technology PU 100% 2.61 kg Methylene diphenyl diisocyanate, at 56.8% 1.82 kg Polyols, at plant/RER U 36.2% 0.128 kg Disposal, hazardous waste, 25% water, to 1.68% 0.311 kg Methylcyclopenta ne, from naphtha, at plant/RER U 1.51% 0.335 kg Naphtha, at refinery/RER U 0.734% 0.0465 kg EDTA, ethylenediaminete traacetic acid, at 1.21% 0.0257 kg Trimethoxysilane from metal, at plant/DE 1.06% 1.57 MJ Electricity, medium voltage, production UCTE, 1.25% 0.0313 kg MG-silicon, at plant/NO S 1.65 MJ Electricity, high voltage, production UCTE, 1.28% 0.848% 0.26 USD Metal cutting and forming machine tool 0.685% 0.972 tkm Transport, lorry 16-32t, EURO4/RER S 0.87% 1.67 MJ Electricity, production mix UCTE/UCTE U 1.28% 20 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA Results for all the impact categories calculated using the selected ReCiPe methods are shown in Figure 11 for the cradle-to-gate life cycle of the refrigerator insulation, using cyclopentane as the blowing agent and both conventional (on the left) and new (on the right) technologies. For all the impact categories, the results have been normalized by the maximum value of the two, which for all categories is the conventional. The specific maximum values for each impact category are (per refrigerator): Climate change (GWP): 19,80 kg CO2 eq Ozone depletion (ozone depletion potential, ODP):8.73e-7 kg CFC-11 eq Terrestrial acidification (acidification potential, or AP): 0.0737 kg SO 2 eq Freshwater eutrophication (eutrophication potential, or EPf: 0.018 kg P eq Marine eutrophication (eutrophication potential, or EPm): 0.00984 kg N eq Photochemical oxidant formation (photo oxidant creation potential, or POCP): 0.0637 kg NMVOC (non-methane volatile organic carbon) Water depletion: 0.356 m3 Fossil resource depletion: 9.08 kg oil eq Figure 11: Selected cradle-to-gate ReCiPe categories per refrigerator 100 95 90 85 80 75 70 65 60 % 55 50 45 40 35 30 25 20 15 10 5 0 Climate change Ozone depletio n Terrestrial acidification Freshwater eutrophication Refrigerator insulation, conventional PU foam/ RER U Marine eutroph ication Photochemical oxidant forma Water depletio n Fossil depletion Refrigerator insulation, new technology PU foam/ RER U Comparing 1 p 'Refrigerator insulation, conventional PU foam/ RER U' with 1 p 'Refrigerator insulation, new technology PU foam/ RER U'; Method: Recipe Midpoint (H) V1.07 / World ReCiPe H / Characterization In all cases, the values for the new technology were 3-7% less, based on the lower material use. Just as electricity use dominated the cradle-to-grave results, the upstream burdens of the raw materials dominate the cradle-to-gate results. Also, the differences in the specific impacts due to lower process energy use were typically only about 1% of total differences in the impacts. Almost all the differences in the cradle-to-gate impacts are due to difference in the material use, both in the amount (5% less in total) and the compositions (different unit ratios and upstream burdens for each material). Although a difference in potential impact of ~5% is often not significant in LCA, the dominance of a few inputs and the high accuracy to which they are known suggests that the difference may be significant in this case. 21 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA Toxicity The result for cradle-to-grave toxicity impact potentials using the USETox method are shown in Figure 12. For all the impact categories, the results have been normalized by the maximum value of the two, which is for all categories is the conventional. The specific maximum values for each impact category are (per refrigerator over a 12 year life): Human toxicity, cancer: 5.81e-8 CTUh Human toxicity, non-cancer: 4.53e-7 CTUh Ecotoxicity: 0.559 CTUe Figure 12: Cradle-to-grave USETox potential impacts per refrigerator 100 95 90 85 80 75 70 65 60 % 55 50 45 40 35 30 25 20 15 10 5 0 Human toxicity, cancer Human toxicity, non-cancer Refrigerator insulation, conventional PU foam w use and EOL/ RER U Ecotoxicity Refrigerator insulation, new technology PU foam w use EOL/ RER U Comparing 1 p 'Refrigerator insulation, conventional PU foam w use and EOL/ RER U' with 1 p 'Refrigerator insulation, new technology PU foam w use EOL/ RER U'; Method: USEtox Recommended V1.01 / Characterization The results in Figure 12 are presented separately from the ReCiPe results in Figure 8 due to the different nature of toxicity impact potentials. Since the CF for the human toxicity metrics span more than 14 orders of magnitude and those for ecotox span more than 50, significant differences only exist when they differ by at least one order of magnitude. This suggests that the differences of 10-14% shown in Figure 11, despite being grounded on good information on a few key inputs, cannot be described as being significant. There is not a significant difference in the toxicity potential impacts between these options. Although there is not a significant difference in between the scenarios in toxicity, there are some interesting insights possible by looking at the contributions to them. Most of the toxicity impacts are due to one of four inputs: UCTE low voltage grid electricity (for the use phase), EDTA (as a surrogate for all the amine catalysts in the formulation), metal cutting & forming machine tool manufacturing (the EIO 22 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA model for the production equipment), and disposal of polyurethane (end of life incineration), as shown in Table 6 (blank cells are <0.5%). Table 6: Percentage contributions to cradle-to-grave USETox potential impacts Unit processes UCTE electricity EDTA Disposal, PU Equipment Chemical emissions Conventional foaming technology Human tox, Human tox, Ecotox Cancer non-cancer 94.8 99.9 88.2 3.0 8.14 2.0 2.02 New foaming technology Human tox, Human tox, Ecotox Cancer non-cancer 95.8 99.8 90.8 1.81 5.05 2.1 2.26 Formaldehyde emissions in EDTA model and heavy oil combustion; dioxin in incineration model Formaldehyde emissions in EDTA model and heavy oil combustion; dioxin in incineration model Carbon disulfide emissions in copper production models Formaldehyde emissions in EDTA; chemical use in power right-of-way and crops (EIO) Carbon disulfide emissions in copper production models Formaldehyde emissions in EDTA; chemical use in power right-of-way and crops (EIO) The calculated toxicity potential impacts show the very large contribution of small mass inputs, sometimes very deep in the process models. For this study, examples are: Carbon disulfide emissions from copper processing, with copper being a significant part of electricity production and distribution. Formaldehyde emissions from heavy fuel combustion used to generate electricity, calculated from data on volatile organic carbon emissions and an assumed profile. Formaldehyde emissions from EDTA production, both to the air (for human toxicity, cancer) and water (for ecotoxicity). Use of agricultural chemicals for right-of-way management for power lines in electricity distribution, and in cotton, grain, and seed oil farming which enter in through the economy-wide model used for equipment production. Each of these examples shows that the strength and weakness of LCA is related to the quality and consistency of background data and LCIA models. The strength is that in principle one can find surprising and quite likely real impacts for things occurring far back in supply chains. The weakness is that sometimes impacts and emissions are not known in the same degree of detail or other impacts or emissions are so small and specific, they quite possibly may not have occurred in many specific supply chains (such as those that enter via the EIO model). It is also somewhat concerning that although the process-based LCA for EDTA in ecoinvent includes estimated formaldehyde emissions, there are almost none in the one for MDI, which has formaldehyde as a key raw ingredient. Although this might be due to the existence of excellent process control, it is also quite possibly due to formaldehyde emissions being below a mass-based cutoff or included as simply volatile organic compounds (VOC) or non-methane volatile organic compounds (NMVOC) in the former APME/PlasticsEurope data collection (as the actual PlasticsEurope/ISOPA eco-profiles report formaldehyde emissions). 23 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA The value in looking at toxicity results is that it brings up possible issues of concern that might not be otherwise considered. Uncertainty and sensitivity analyses The bills of material used to describe the production mass inputs are very accurate and representative of the formulations used for the two technologies. The process models for these inputs were taken from ecoinvent, and so may not be fully representative of a specific supply chain. The impact of this uncertainty was investigated by changing the production inputs by +50%. This change affected the ReCiPe impacts by less than 1%, human toxicity by less than 2% and ecotoxicity less than 6%. Use phase electricity demand is dominant. Although specific data of specific supply chains may significantly influence isolated impacts due to very specific emissions, it is very unlikely that the overall conclusion of the beneficial use phase patterns of the new technology are significantly influenced due to this potential uncertainty. The same is true for the potential future correction or updating of impact and toxicology models and characterization factors. The use phase burdens were calculated based on the average EU “A” performance of the refrigerator for 12 years using UCTE low voltage electricity. The range of A performance is from 263 to 344 kWh/year, a range of +13% from the average. As shown earlier, use of the average A performance showed that the use phase could contribute between 97.79% and 99.91% of the selected ReCiPe potential impacts and 88.2% to 99.8% of the USETox potential impacts. Using the full performance range for class A expanded this range only slightly: the use phase could contribute between 97.68% and 99.92% of the selected ReCiPe potential impacts and 86.6% to 99.9% of the USETox potential impacts. The specific performance of an A class refrigerator would not affect the conclusion that electricity consumption during the use phase of a refrigerator is the dominant source of potential environmental impacts. In the cradle-to-grave results, the potential impacts due to the end of life treatment were of the same order of magnitude as those due to the production impacts, although much smaller than those from the use phase. The end of life option used in the results presented above was that of incineration, using a model from ecoinvent for polyurethane foam insulation (neglecting the parts of the refrigerator not within the project scope boundaries). An implicit assumption in using this model is that all of the blowing agent is incinerated along with the rest of the foam, and the carbon in it is ultimately emitted as CO2. It is possible that some blowing agent is emitted during the disassembly and shredding of the refrigerator. As a “worst case” for this sensitivity analysis, we assumed all the blowing agent was emitted directly to the atmosphere. Making these input changes did not make any significant (>0.04%) changes in any cradle-to-grave ReCiPe impact category, nor any significant (>0.15%) changes in any USETox impact category. On a cradle-tograve basis but excluding the use phase electricity use, the potential impacts were still all negligible (<0.5%) or small (1% decrease in POCP, 2% decreases in EPm, GWP and human toxicity (cancer)). With the exception of USETox ecotoxicity, the small changes that did occur were based only on the reduced amount of mass incinerated; cylcopentane as an emission to air is an input to only the USETox ecotoxicity metric of all the metrics considered in this study. The impact of cyclopentane emissions is not covered well by the impact assessment methods chosen. Another assumption considered in the sensitivity analysis was the “allocation” of 100% of the use-phase burdens to the insulation technology. Although the quality of the insulation is perhaps the most important technology that enables high-efficiency refrigerators to perform well, many other aspects of 24 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA the design and construction also have an impact (compressor design, control systems, etc.). For the sensitivity calculations we assumed, arbitrarily, to include 50% of the burdens from the use phase as the part influence by insulation technology. As described earlier, “allocation” of 100% of the use-phase burdens showed that the use phase could contribute between 97.79% and 99.91% of the selected ReCiPe potential impacts and 88.2% to 99.8% of the USETox potential impacts. Using only 50% changes this range only slightly: the use phase could contribute between 95.68% and 99.82% of the selected ReCiPe potential impacts and 78.7% to 99.7% of the USETox potential impacts. Allocation of as low as 50% of the use phase burdens would not affect the conclusion that electricity consumption during the use phase of a refrigerator is the dominant source of potential environmental impacts. Data quality assessment Overall, the data used in this study, a combination of Dow laboratory and production data, ENERG-ICE collaboration pilot plant data, and Ecoinvent library data, allowed the construction of life cycle models that well describe the production of polyurethane foam insulation using conventional and new technology. Primary data were obtained for the most critical inputs – the compositions of the two polyurethane insulations and the performance characteristics of the foams. These are data of high quality since they come from direct laboratory, pilot plant and operation measurements and measurement systems. Secondary data, from Ecoinvent 2.2 were used for upstream process models to provide an established, documented and reasonable source of information. Despite the fact that the used datasets for Polyols and Isocyanate show considerably higher values for certain impacts compared to the latest datasets published by industry associations [42, 43], it does not influence the conclusions. The upstream data quality is not decisive. CONCLUSIONS This study includes models for the complete production process in Europe for two specific polyurethane foams for use in a Class A residential refrigerator, and included all life cycle stages. It is limited to these foams, and in particular to the use of cyclopentane as a blowing agent. The study did not include other aspects of the refrigerator design or use that could impact performance. Electricity consumption during the use phase of a refrigerator is the dominant source of potential environmental impacts. Use of insulation with improved performance is a way to reduce burdens from use of refrigerators. The new technology allows for a measured 10% less electricity use (all other things remaining the same) which translates to about 10% reduction in all potential cradle-to-grave impacts. Due to the dominance of the use phase, uncertainty about specific production or end-of-life inputs, including the choices of background data sets, would not have a significant impact on the results. On a cradle-to-gate perspective, the new technology offers a small but plausible advantage in all impacts considered, primarily due to the less mass required to get the same performance. The benefit of reduction in heat and power to the process was small compared to the benefit from the reduced mass. 25 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA RECOMMENDATIONS/FUTURE WORK If this work is extended to geographies outside of Europe, it would be necessary to get or estimate data for the production of other blowing agents, such as HFC245fa, which were not part of this project’s scope. CRITICAL REVIEW A critical peer review was conducted by Dr. Martin Baitz of PE INTERNATIONAL AG. The final review letter is given in the Appendix ACKNOWLEDGMENTS The authors thank Renato Paludetto and Thorsten Kuethe for their support of this project and helpful discussions on the project scope, and Eng. Maurizio Corti (Technical Director of Afros-Cannon) and his team for production equipment design and operation data. 26 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA APPENDIX Critical review letter 27 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA 28 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA 29 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA REFERENCES 1. International Standard ISO 14040, “Environmental management – Life cycle assessment – Principles and framework”, Second edition, 01 July 2006. 2. International Standard ISO 14044, “Environmental management – Life cycle assessment – Requirements and guidelines”, First edition, 01 July 2006. 3. European Commission - Joint Research Centre - Institute for Environment and Sustainability: International Reference Life Cycle Data System (ILCD) Handbook - General guide for Life Cycle Assessment - Detailed guidance. First edition March 2010. EUR 24708 EN. Luxembourg. Publications Office of the European Union; 2010. 4. Curran, M. A., “Life Cycle Assessment: Principles and Practice”, Scientific Applications International Corporation, US EPA report EPA/600/R-06/060, May 2006. 5. Life Cycle Assessment Handbook, Mary Ann Curran, editor, Scrivener Publishing (2012) 6. Helling, R. “Life cycle assessment of polyol production from castor oil”, CRI Number 2005002178, ESMD 2005-051, April, 2005. 7. Helling, R. “Use of life cycle analysis to compare products made from renewable materials and fossil feedstocks”, CRI Number 2004001348, ESMD 2004-051, April, 2004. 8 . Hunter, Shawn, and Bruno Pereira, “Life Cycle Assessment of Project CABANA LLDPE Based on Early 2008 Design Data”, CRI report 2008003609 (revised accession number), SCS 2008-001 (rev), March 27, 2009 9. Helling, R., R. Paludetto, A. Benvenuti, G. Lista, “Life Cycle Assessment of polyurethanes for shoe soles with at least 20% renewable (bio-based) content: The Green Footprint Project” LCA public report, report released October, 2011 10. Streich, Edgar, Lisa Madenjian and Rich Helling, “INFUSE™ Olefin Block Copolymers: A Comparative Assessment of a Dow Ethylene/1-Octene Copolymer With Styrenic Block Copolymers”, LCA public report, report released June, 2011 11. PlasticsEurope, http://www.plasticseurope.org/plastics-sustainability/life-cycle-thinking.aspx accessed 9 August 2011 12. Horie, Yuhta Alan “Life Cycle Optimization of Household Refrigerator-Freezer Replacement” Report No. CSS04-13, Center for Sustainable Systems, University of Michigan, August 14, 2004 13. CECED European Committee of Domestic Equipment Manufacturers, “Energy Efficiency Matters” leaflet, www.ceced.ue , accessed February 2013 14. CECED European Committee of Domestic Equipment Manufacturers, “The New EU Energy Label” http://www.newenergylabel.com/index.php/start/ , accessed February 2013 15. European Directive 2010/30/EU http://www.eea.europa.eu/policy-documents/directive-2010-30eu, accessed February 2013 16. “Polymeric Foams – Mechanisms and Materials” CRC Press, edited by S.T. Lee and N.S. Ramesh, 2004 17 . http://ec.europa.eu/environment/life/about/index.htm , accessed April 14, 2011 18 . Parenti, Vanni (project manager), “ENERG-ICE - New PU Foaming Technology for the Cold Appliance Industry Assuring a Cost-Efficient Ecodesign with Augmented Energy Saving”LIFE08 ENV/IT/000411 http://ec.europa.eu/environment/life/project/Projects/index.cfm?fuseaction=search.dspPage&n_pr oj_id=3460 , accessed February 6, 2013 30 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA 19. Intergovernmental panel on climate change, “IPCC Fourth Assessment Report on Climate change 2007: Working Group I Report "The Physical Science Basis" 2007 20. V. Parenti, H. de Vos, International application patent WO 2007/058793 A1, published on May 24th, 2007 21. V. Parenti, H. Kramer, “PASCAL TM Technology: A Novel Breakthrough Polyurethane Foaming Technology for Domestic Appliance Insulation”, Proceedings of the CPI 2011 Polyurethanes World Congress, Nashville, U.S.A. 2011 22. Boustead, Ian, “An Introduction to Life Cycle Assessment”, Boustead Consulting Ltd., 2003 23. Eng. Maurizio Corti, Technical Director of Afros-Cannon, e-mail to Vanni Parenti, 29 November 2012 24. Carnegie Mellon University “A Primer on Life Cycle Assessment” http://www.eiolca.net/Method/LCA_Primer.html , accessed in November 2012 25. United States Department of Labor, Bureau of Labor Statistics, “CPI Inflation Calculator” http://www.bls.gov/data/inflation_calculator.htm , accessed 3 February 2013 26. IHS Chemical (formerly SRI International), Process Economics Program, “Linear Alpha Olefins”, PEP Report 12D, June 2001 http://chemical.ihs.com/PEP/Public/Reports/Phase_2000/RP012D/ 27. James S. Ritscher, Thomas E. Childress “Trimethoxysilane via the methanol-silicon reaction using a continuous process and mulitple reactors” US patent 5,084,590A Union Carbide Corporation, January 28, 1992 28. Eng. Maurizio Corti, Technical Director of Afros-Cannon, e-mail to Vanni Parenti, 29 November 2012 29. European Directive 2010/30/EU 30. Tomohiro Tasaki, Masaharu Motoshita, Hiroyuki Uchida, Yasufumi Suzuki “Assessing the Replacement of Electrical Home Appliances for the Environment: An Aid to Consumer Decision Making”Journal of Industrial Ecology, DOI: 10.1111/j.1530-9290.2012.00551.x, first published online: 14 JAN 2013 31. Ecoinvent v2.2, Swiss Centre for Life Cycle Inventories, 2010. 32. Hischier R., Weidema B., Althaus H.-J., Bauer C., Doka G., Dones R., Frischknecht R., Hellweg S., Humbert S., Jungbluth N., Köllner T., Loerincik Y., Margni M., and Nemecek T. Implementation of Life Cycle Impact Assessment Methods. Final report Ecoinvent v2.2 No. 3. Swiss Centre for Life Cycle Inventories, Dübendorf, CH, July 2010 33. Goedkoop M.J., Heijungs R, Huijbregts M., De Schryver A.;Struijs J.,; Van Zelm R, ReCiPe 2008, A life cycle impact assessment method which comprises harmonised category indicators at the midpoint and the endpoint level; First edition Report I: Characterisation; 6 January 2009, http://www.lciarecipe.net 34. Bare, J. C., Norris, G. A., Pennington, D. W., McKone, T. “TRACI. The Tool for the Reduction and Assessment of Chemical and Other Environmental Impacts”. J. Ind. Ecol., 2003, 6, 49 – 78. 35. Goedkoop, Mark; Reinout Heijungs, Mark Huijbregts, An De Schryver, Jaap Struijs, and Rosalie van Zelm; “ ReCiPe 2008 – A life cycle impact assessment method which comprises harmonized category indicators at the midpoint and endpoint level”, Pré Consultants, January 2009 36. Frischknecht, R., Jungbluth, N., Althaus, H. J., Bauer, C., Doka, G., Dones, R., Hischier, R., Hellweg, S., Humbert, S., Köllner, T., Loerincik, Y., Margni, M., Nemecek, T. (2007) Implementation of Life Cycle Impact Assessment Methods. Ecoinvent report No. 3, v2.0. Swiss Centre for Life Cycle Inventories, Dübendorf, 2007. 37. IPCC “Climate Change 2007 The Physical Science Basis: Contribution of Working Group I to the Fourth Assessment Report of the Intergovernmental Panel on Climate Change 2007” [Solomon, S., D. Qin, M. Manning, Z. Chen, M. Marquis, K.B. Averyt, M. Tignor and H.L. Miller (eds.)] Cambridge University Press, Cambridge, United Kingdom and New York, NY, USA 2007. 31 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow ENERG-ICE LCA 38. Huijbregts, M. “Life cycle impact assessment of acidifying and eutrophying air pollutants. Calculation of equivalency factors with RAINS-LCA”, Interfaculty Department of Environmental Science, Faculty of Environmental Science, University of Amsterdam, 1999 39. Derwent, R. G.; Jenkin, M. E.; Saunders, S. M.; Pilling, M. J. “Photochemical ozone creation potentials for organic compounds in Northwest Europe calculated with a master chemical mechanism”, Atmos. Environ. 1998, 32, 2429-2441; 40. Hauschild MZ, Huijbregts MAJ, Jolliet O, MacLeod M, Margni M, Van de Meent D, Rosenbaum RK, McKone TE. 2008. Building a Model Based on Scientific Consensus for Life Cycle Impact Assessment of Chemicals: The Search for Harmony and Parsimony. Environmental Science and Technology 42 (19): 7032–7037 41. Mark Huijbregts, Michael Hauschild, Olivier Jolliet, Manuele Margni,Tom McKone, Ralph K. Rosenbaum, Dik van de Meent, USEtox™ User manual, February 2010 42. ISOPA, “Long and Short-chain Polyether Polyols for Polyurethane Products”, April 2012 available at http://www.isopa.org/isopa/uploads/docs/ISOPA%20Eco-profile%20Polyether%20Polyols%20201204.pdf 43. ISOPA, “Toluene Diisocyanate (TDI) & Methylenediphenyl Diisocyanate (MDI)”, April 2012, available at http://www.isopa.org/isopa/uploads/docs/ISOPA%20Eco-profile%20MDI-TDI%20201204.pdf 32 of 32 ™Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow