1 - 7th Doha Natural Gas Conference & Exhibition
advertisement

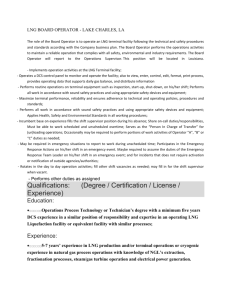
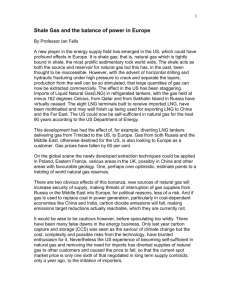
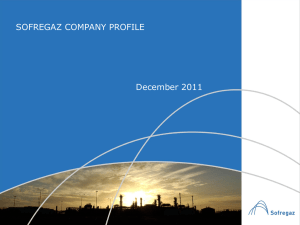
7th Doha Natural Gas Conference Qatargas 2, the Designs and Technologies for a 7.8 MTPA LNG Train Author/Presenter: Victor Perez, Qatargas 2, Process Commissioning Manager Co-Authors: Stephen Wright, Qatargas 2, Process Engineering Lead Victor Chavez, Qatargas 2, Process Technical Lead March 2009 1 TABLE OF CONTENTS 1. INTRODUCTION ...................................................................................... 4 2. QATARGAS OVERVIEW ........................................................................... 5 3. ACID GAS TREATING SYSTEM ................................................................. 8 4. NGL EXTRACTION (ORTLOFF PROCESS)................................................... 8 5. AIR PRODUCTS’ AP-XTM LIQUEFACTION TECHNOLOGY ........................... 9 6. GE FRAME 9E GAS TURBINES FOR MECHANICAL DRIVES ...................... 11 7. WASTE HEAT RECOVERY ..................................................................... 12 8. SULFUR RECOVERY ............................................................................. 13 9. CONCLUSION ....................................................................................... 14 10. REFERENCES ....................................................................................... 15 2 ABSTRACT The Qatargas 2 LNG Project (QG2) is a “full supply chain” LNG joint venture set to deliver reliable supplies of LNG from Qatar to customers in the United Kingdom and around the world. The onshore QG2 liquefaction plant (QG2 Plant) is a critical element of the overall QG2 full-value LNG chain development. Feed gas for the QG2 onshore plant will be developed from Qatar’s North Field with over 900 proven TCF of nonassociated gas. The project will achieve a major advancement in the scale of LNG production facilities through the incorporation of new advances in process technologies, process integration and the use of key large scale equipment. The QG2 onshore plant will extract LPGs (Propane and Butane), Condensate (C5+) and Sulfur and will produce 7.8 million tons per annum of LNG from each of its two production trains (Trains 4 & 5) for distribution predominantly to the UK national gas transmission system. This paper will provide a general overview of the onshore facilities and review a few of the key technological advances developed by QG2 in this first of a kind facility, including the application of the General Electric (GE) Frame 9E in the mechanical drive application, the use of the Siemens variable frequency drives and motor/generators in the compressor strings, the first application of the Air Products APX technology in the liquefaction of natural gas and the integration of power and steam generation to achieve a highly efficient LNG plant design. 3 1. INTRODUCTION The world demand for natural gas has renewed interest in the production and transportation of liquefied natural gas (LNG) from resource rich areas in Africa and the Middle East to customers in Europe and the Americas. Qatar has taken the lead to meet this challenge with a vision of becoming the largest LNG producer in the world (77 MTA by 2010) through the continued development of the North Field, the largest non-associated gas reservoir in the world. This vision will soon become a reality through the development of the world’s largest LNG trains (Trains 4 & 5) which was initiated in a joint venture between Qatar Petroleum and ExxonMobil. Ownership of this joint venture company, Qatargas 2, has recently been expanded to include a third partner, Total, in Train 5. Economies of scale require the latest generation of LNG production facilities to be larger than ever. These large plants are designed with facilities and equipment that dwarf those in plants that are but a few years old. New designs create new challenges for the people who must operate and maintain them. In order to apply such large scale technologies and first of a kind equipment applications, a rigorous technology development process has been followed to critically assess the design of the key equipment and embark on a stringent testing plan to ensure the facility will achieve a reliable operation. It has been a challenging journey from the conception to the completion and start-up of the QG2 onshore facilities, with the stage set to demonstrate the value of this world class design. 4 2. QATARGAS OVERVIEW The Qatargas 2 Project is located at Ras Laffan Industrial City on the northwest coast of the State of Qatar. Ras Laffan has two LNG facilities: Qatargas and RasGas. The existing Qatargas plant consists of three LNG trains, each with a capacity of 3.2 MTA. The combined capacity of the existing plant is 9.6 MTA. The Qatargas 2 onshore project is a two train expansion (Trains 4 & 5) to the existing Qatargas plant (Trains 1, 2, & 3). The ownership in Train 4 is Qatar Petroleum 70% and ExxonMobil 30% while the ownership in Train 5 is Qatar Petroleum 65%, ExxonMobil 18.3% and Total 16.7%. Presently, the project is well into the construction phase. Train 4 is scheduled to start LNG Production in early 2009 and Train 5 will follow later in 2009. The EPC contractor is a joint venture between Chiyoda Corporation of Japan and Technip France (CTJV). The Qatargas 2 project is unique in the industry because of its large scale and the agreed commercial scope between shareholders. Rather than developing a plant for long-term, firm sales contracts, the QG2 venture is developing the full supply chain for ex-terminal sales into an open market. The integrated projects to produce, export, and sell LNG and LPG includes: Offshore production platforms and pipelines Onshore gas treating, LPG recovery and LNG facilities Large LNG (LLNG) ships, LNG re-gasification terminal at South Hook in Wales, UK The LNG14 paper "QATARGAS 2: FULL SUPPLY CHAIN OVERVIEW" (Ref. 3) provides an overview of the project, with particular focus on the large train technologies that will be implemented. The onshore facilities are depicted in the plot plan below by development phase (Train 4/5 and associated facilities) 5 Trains 4 & 5 Process Sulfur Storage Utilities SW / CW Flares Effluent Treatment Inlet Facilities Slug Catcher Qatargas 2 site on-plots development (blue/purple)/Off-plots (yellow) LNG Loading Berths #4 & #5 Common LPG Storage Common Condensate Storage Common Lean LNG Storage 6 2.1 Overall Process Flow Scheme SINGLE TRAIN 09 TO OTHER TRAIN OFFSHORE PRODUCTION SULFUR SULFUR RECOVERY 06 REFRIGERATION (C3, MR, N2) 31 02 INLET FACILITY ACID GAS REMOVAL 03 DEHYDRATION MERCAPTAN REMOVAL 04 05 08 NGL RECOVERY LIQUEFACTION NITROGEN REJECTION 07 FRACTIONATION C3, C4 TREATING LNG PROPANE BUTANE PLANT CONDENSATE 32 FIELD CONDENSATE CONDENSATE TREATING The overall process flow diagram for the QG2 onshore facilities is depicted in Figure 2.1 above. Key technologies to be discussed include the Acid Gas Removal, NGL Recovery, Liquefaction, Refrigeration and Sulfur Recovery. 7 3. ACID GAS REMOVAL SYSTEM The 8 MTA LNG train size requires a feed gas rate of about 1.5 billion SCFD. In order to achieve the economy of scale, a single-vessel configuration concept was developed for major equipment rather than splitting the flow through two or more units in parallel. Consequently, accomplishing a single-vessel gas treating absorber for this feed gas rate of 1.5 billion SCFD was a special challenge. Various leading acid gas removal technologies were studied during the FEED phase of the project. As a result of the study, the BASF aMDEAR process was selected based on: having a proven track record, the potential for the possibility of a single absorber design , and competitive cost. The aMDEAR process is used to remove H2S, CO2 and COS. Other sulfur compounds, particularly mercaptans are removed from the feed gas using molecular sieves. The molecular sieve process is licensed by UOP and has a dual role of dehydration and mercaptans removal. 4. NGL EXTRACTION (ORTLOFF PROCESS) Early on it was recognized that the Atlantic Basin markets targeted by the Qatargas 2 project, have a preference for lower heating value gas than has been traditionally been produced from Qatar for sale to the Pacific Basin. Also flexibility to produce spot cargoes for the Pacific Basin needed to be maintained. Various methods to meet the Atlantic Basin preference were evaluated such as Pipeline Gas Blending, Air Injection, Nitrogen Injection, and NGL stripping to various degrees in both Qatar and at the LNG terminal sites. The results of that evaluation were that NGL would be extracted and sold from Qatar. NGL extraction within the Qatargas 2 Project will be achieved prior to liquefaction using the Single Column Overhead Recycle (SCORE) process technology, licensed by Ortloff Engineers, Ltd. The SCORE process has been designed to achieve 99% propane recovery. After NGL extraction, the residual lean feed gas is compressed to high pressure for efficient operation of the liquefaction process. A key challenge of the design has been to ensure a high level of reliability and flexibility in this unit. This has been achieved by using a 3 x 50% NGL turbo-expander configuration and the application of a steam turbine driver for the lean gas recompressor. The steam turbine will provide a long run time between maintenance cycles and significant speed flexibility. Depending on the heating value required by the gas markets, the LNG composition can be adjusted by modifying the operation of the NGL recovery unit to increase or decrease the level of heavier components in the feed gas to the refrigeration and liquefaction sections. The Qatargas 2 design includes the ability to re-inject sub-cooled 8 propane into a slipstream of the lean LNG, thereby allowing production of a rich LNG product while continuing to produce a lean LNG product. 5. AIR PRODUCTS’ AP-XTM LIQUEFACTION TECHNOLOGY 5.1 Selection of Air Products AP-XTM Technology In 2001, ExxonMobil began a study to evaluate the largest feasible LNG train size that could be achieved with proven LNG technologies (Ref. 1). One of the constraints imposed on the study was setting a maximum spiral wound heat exchanger (SWHE) diameter of 5 meters (16.5 feet) based on manufacturing limits at that time. The study yielded a maximum train size of about 5.5 MTA. This result did not offer a significant step-out from the LNG trains already in existence (e.g. RasGas Trains 3, 4, and 5 at 4.7 MTA each). Several other technologies that could produce greater than 5.5 MTA were evaluated. Air Products’ AP-XTM Hybrid Process, for which Air Products was awarded a US patent in November 2001 (Ref. 2), was selected for further development. The key feature of the AP-XTM Hybrid Process is that it adds a third refrigeration cycle using a nitrogen refrigerant to the conventional Air Products C3MR design. The reasons that Air Products AP-XTM Hybrid Process was selected over other technologies were: Offered the potential to increase train sizes beyond current limitations Combines proven C3MR technology with proven Nitrogen Expansion refrigeration technology used in air separation plants Design could be built utilizing existing equipment (e.g. liquefaction exchanger size within proven 15 foot diameter) New equipment technology offers opportunity to optimize design and possibly consider further increases in train sizes or reduce cost ExxonMobil then embarked on an intensive, multi-discipline, multi-company study to turn Air Products’ patented process concept into a comprehensive engineering design. These further studies concluded that the AP-X™ technology was robust and that its pursuit would produce significant economies of scale. Qatargas 2 would be the first commercial application of this technology. Below is a simplified overall process flow diagram utilizing the AP-X™ process: 9 Nitrogen Rejection SUBCOOLER LNG Expander / Compressor E C PROPANE COMPRESSORS PROPANE CHILLER & SMALL EXPANDER PRE-COOLING: PROPANE SYSTEM (Four Pressure Levels) SWEET GAS DEHYDRATION NGL RECOVERY COLD BOX NITROGEN COMPRESSOR NITROGEN REFRIGERATION SYSTEM MAIN HEAT EXCHANGER PROPANE-PLUS TO FRACTIONATION MIXED REFRIGERANT COMPRESSORS 5.2 Designed for Operational Flexibility With three separate refrigerant loops, the AP-X™ technology permits operational flexibility to maximize production during seasonal temperature changes. This can be accomplished by shifting the refrigeration load among the three refrigeration loops to adjust plant capacity and optimize fuel gas balance. The refrigeration power load of the three refrigeration loops can be changed easily by adjusting some operating variables: Propane Refrigerant Circuit - The major control variable for the propane (C3) system is compressor speed. Since the C3 compressor discharge pressure is set by the C3 condensing temperature, the C3 compressor speed is used to control the LLP C3 compressor stage pressure, which produces temperature changes of the feed gas and MR entering the main cryogenic heat exchanger (MCHE). Mixed Refrigerant (MR) - Control of the MR system is based on maintaining the desired LNG temperature exiting the MCHE by controlling the overall flow rate at an adjusted MR composition with a constant MR compressor speed. Changing the refrigeration load in the MR system can 10 be accomplished by changing the mass flow rate of the total MR circulation or adjusting the MR composition. The overall inventory in the system and the MR compressor speed can also be used to adjust the overall MR refrigeration system load. Nitrogen - The major control variables for the nitrogen refrigeration loop are: N2 recycle compressor speed, N2 inventory in the system, and flow with the N2 Companders1. The inlet guide vanes of the Companders1 can be adjusted to vary the refrigeration load of the nitrogen system. The Qatargas 2 liquefaction unit is designed to maintain the same production capacity throughout the year up to a design ambient temperature of 43oC (Ref. 3). To maintain the same design rate, it is expected that the C3 compressor speed will be adjusted between 95 and 105% of rated speed to supply maximum precooling. The MR and N2 suction and discharge pressures and their respective compressor speeds and inventories may be adjusted to achieve the production objectives. To maximize production of the liquefaction unit, the C3 compressor speed will be increased to provide maximum precooling, the starter-helper motor for the MR compressor will be in the helper mode, and the MR inventory will be adjusted to provide additional refrigeration. Similarly, the N2 system inventory and compressor speed may be increased to supply the necessary refrigeration required to subcool the LNG to its required temperature for plant fuel balance when the plant is in the maximum production mode. In the event of a need to operate the plant at less than the maximum production rate, the refrigerant compressor-driver sets may be operated at lower speed, or the compressors can be put on recycle. It is expected that the C3 compressor may be on recycle at about 80% of design capacity or lower. The MR compressor may be operated at about 50% of design capacity without going into recycle. For some long term turndown operations, it may be beneficial to reduce the MR and N2 inventories in the respective refrigeration loops. 6. GE FRAME 9E GAS TURBINES FOR MECHANICAL DRIVES It was clear that these large scale trains would require significant compression power, in the range of 280 MW per train. Using the current industry standard GE Frame 7EA gas turbines, four units would be required per train. This scale up also challenged compressor vendors to produce very large refrigeration compressors with impellers nearly 2 meters in diameter, which are not well suited for the running speed of 3,600 rpm. The Frame 9E was the ideal mechanical driver for these compression trains as it can provide 123 MW of power at ISO rating and 3000 rpm, a speed within compressor 1 Companders is the Air Products name for Compressor-Loaded-Expanders 11 capabilities. Because the Frame 9E had never been applied in LNG mechanical driver service, a significant qualification effort was undertaken to adapt it from fixed speed “power generation” service to variable speed “mechanical drive” service (Ref. 4). In addition, considerable effort was concentrated on reducing plant emissions through the qualification and use of Dry Low NOx (DLN) burner technology suitable for the low BTU fuel gas produced as a byproduct of the liquefaction process. Even at fuel gas N2 concentrations up to 38%, the Frame 9E combustion testing has demonstrated that a reliable operation is possible while achieving less than 25 ppmv NOx emissions. Further improvements to efficiency required a solution to address the impact of diurnal and seasonal ambient temperature variations on the gas turbine power output. This requirement was accomplished through the development of a unique, variable-speed, starter motor / helper motor / generator. The motor/generator enables pressurized starting of the compressors, ensures adequate power for refrigeration compression, and exports surplus power as electricity into the plant grid to fully utilize the capability of the gas turbine. This enables “Flat” LNG production year round and power sharing between compressor strings, while minimizing the need for stand-alone gas turbines for power generation. 7. WASTE HEAT RECOVERY In order to maximize plant efficiency while maintaining fuel balance, waste heat recovery has been incorporated to the C3 and MR Frame 9 drivers in each of the process trains. Each of these waste heat recovery units is able to generate approximately 200 t/h of high pressure steam to compliment the steam generated by the packaged boilers in the utilities plant. The high pressure steam is utilized by various plant users which include the steam turbine generators; compressor steam turbine drivers and process heat exchangers. With this configuration the plant is able achieve a thermal efficiency above 92.5 % (based on HHV). The steam generation facilities for QG2 onshore facilities are depicted in the schematic below. 12 TRAIN 4 HRS G HRS G TRAIN 5 HRS G COMMON FACILITIES HRS G B B B B B B HH S COMPRESS OR DRIVES LGC, FGC COMPRESS OR DRIVES LGC, FGC COMPRESS OR DRIVES OGC STG (3) BFW DRIVES PH M S PH PH PH PH PH HRSG = B =STG =PH =LGC =FGC =OGC = HEAT RECOVERY STEAM GENERATOR GGenerGENERATOR BOILER RR STEAM TURBINE GENERATOR PROCESS HEATERS, REBOILERS LEAN GAS RECOMPRESSOR FUEL GAS (ENDFLASH) COMPRESSOR OFFGAS COMPRESSOR L S PH Qatargas 2 Steam System Overview 8. SULFUR RECOVERY The State of Qatar has stringent environmental regulations. This requires high sulfur recovery from the feed gas to satisfy the SOx limits on gas turbine and fired heater flue gas emissions. The sulfur (SO2) emissions limits require a high sulfur recovery better than 99%. This led to production of a commercial-quality liquid sulfur product by the following design scheme: Acid gas removal using the BASF activated MDEA (aMDEAR) process. Mercaptans removal is accomplished using molecular sieves in a process licensed by UOP. The spent molecular sieve regeneration gas is treated using a Chilled SELEXOLTM process also licensed by UOP, which reduces total sulfur in the spent regeneration gas to below 50 ppmv. This spent regeneration gas feeds the fuel gas system. 13 9. Sulfur recovery is accomplished using a 2-stage Claus process designed by Lurgi. The H2S-laden acid gas from the aMDEAR and the mercaptanladen acid gas from the Selexol unit are enriched upstream of the Claus Unit, and the Claus tail-gas is hydrogenated and then further treated in a Tail Gas Treating unit. Both the Acid Gas Enrichment and Tail Gas Treating Units use the ExxonMobil Flexsorb-SE Plus process. The major challenge has been to ensure that the design is robust to meet the sulfur recovery requirements for the range of expected sulfur species in the feed gas to the plant. CONCLUSION This paper has provided an overview of the QG2 onshore liquefaction facilities. The design, construction, commissioning and start-up of the large Qatargas 2 trains has been an extraordinary undertaking which has presented many challenges over the last 5 1/2 years. Meeting these challenges has been made possible by the teamwork and cooperation of many outstanding people around the world, representing the leading companies in their respective fields. QG2 onshore project has achieved a step function increase in LNG train liquefaction capacity through the use of new technologies. The application of new technologies has been made possible through extensive internal qualification processes. The project personnel worked closely with key vendors in the design, manufacturing and testing of key equipment. The QG2 LNG plant is the first application of the AP-X™ technology, powered by GE Frame 9 turbines in mechanical drive and combined cycle cogeneration service, making it the largest highly thermally efficient LNG plant in the world. The QG2 LNG plant is designed to meet very stringent environmental emissions standards for NOx and Sulfur recovery set forth by the state of Qatar. 14 10. REFERENCES 1. S. Wright, P.W. Sibal, “Technology Challenges for a New Generation of Ultra-Large LNG Trains”. APCI Owners Seminar, September 2006, Hershey, Pennsylvania, 2. Air Products US Patent 6,308,531 for the “Hybrid Cycle” (Trade mark APXTM) 3. Thompson, G.R., Adams, J. B., Hammadi Ali, Kaabi, S. A., Sibal, P.W,, “Qatargas 2 Fuel Supply Chain Overview”, LNG 14 Conference, Doha, Qatar 4. Roy Salisbury et al, “Design, Manufacture, and Test Campaign of the World’s Largest LNG Refrigeration Compressor Strings”, LNG 15, April 2007. 5. Victor Chavez et al, “Technical Challenges during the Engineering Phases of the Qatargas II Large LNG Trains”, LNG 15, April 2007. 15