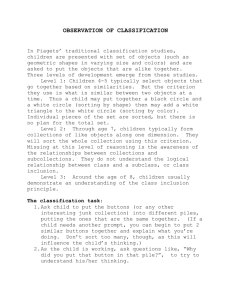
5 Warp Pile Fabrics
advertisement

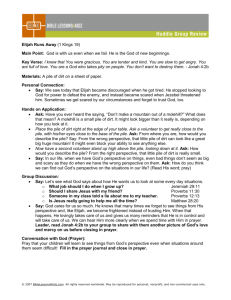
Pile,Terry,Leno UNIT12 and Triaxial Weaves Luxurious velvets with downlike textures, elaborate brocades with intricate woven-in designs, small geometrical patterns, and cobwebby lace effects are quite impossible to make on the plain harness loom These fancy effects call for either special looms or attachments for the regular harness loom; the actual weaving is usually slower than standard weaving; and the price of these elaborate effects is higher than that of the plain weaves. Nevertheless, these fabrics are in demand; they are attractive and often are used in high style fashion goods. 1 Pile Fabrics A definition of the term 'pile' is: 'A surface effect on a fabric formed by tufts or loops of yarn, introduced into the fabric for the purpose, which stand up from the body of the cloth.' Attention must be drawn to the distinction between the terms 'pile' and 'nap'. Whereas a 'pile' is produced by weaving, a 'nap' is developed on the fabric surface during cloth finishing processes such as brushing and raising. Usually the fibers are teased out of the fabric by the action of fine wire teeth, by teasels, or by carborundum as in raiding. A nap or suede effect can also be produced by flock printing. Pile fabrics can be produced by weaving, knitting, or tufting. Here we are concerned with woven pile fabric, which may be classified in the following way: Warp pile: cut loops; (velvet) uncut or loop pile; (terry towelling) Weft pile: cut; (velveteen and corduroy) VELVET The uniform dense pile is produced by cutting warp yarns which have been specially woven in to from the pile. There are three principal methods of weaving velvet, two of which involve lifting the pile warp over wires or metal strips, which determine the height of the pile. The pile is cut at the loom by different techniques. The third method is to weave two cloths face to face, as shown in Figure 12.1, with the pile warp alternating between the upper and lower fabrics. At the front of the loom a knife moves back and forth across the width of the cloth and cuts the pile warp as the cloth moves forward during weaving. In this way two separate pieces of velvet are produced simultaneously. 118 The bloom and attractive appearance of velvet is developed after dyeing during fabric finishing when the pile is cut level by cropping or shearing. Then, by brushing and the use of steam, the fibers in the cut yarns are splayed out and are made either to stand erect or are laid at an angle. A variety of velvets made from various fibers are in styles such as Brocaded, Genoa, and Nacre TERRY This cloth consists of a loop-pile and is sometimes known as 'Turkish towelling'. The method of manufacture differs from that for velvet because here no wires are used. During weaving the reed beats forward completely only on every third pick and, consequently, three picks are carried forward at the same time, thus causing the pile-warp, which is slack, to loop above and below the fabric to form the pile. The loops are anchored in position by the interlacing of the weft yarn and the firmly woven ground-warp. See Figure 12.2. . VELVETEEN The pile in velveteen is short and uniformly dense and is produced after weaving by cutting the pile-weft, which floats on the surface of the cloth. Velveteen is commonly made from cotton and requires brushing and cropping to develop the lustre and uniformity of pile. After dyeing, in order to obtain a rich bloom a solution of dye is applied to the pile, and revolving brushes spread the dye on the surface. In fact, frequent brushing of the pile is an essential feature of the finishing of such cloths. Figure12.3 shows a cross-section of a velveteen. CORDUROY Corduroy is sometimes known, as corded velveteen. The distribution of the pile is such that the floats of the pile-weft yarn lie in rows down the length of the cloth, as shown in Figure 12.4. When the weft is cut the pile forms lines or cords, which run in the warp direction. For satisfactory wear it is important for the pile to be firmly anchored in the ground structure. It is peerage to have the tufts held in place by only one warp thread, as illustrated, with the result that the tuft forming the pile is V-shaped. A much firmer structure is achieved by having W-shaped tufts. The back of pile fabrics is sometimes lightly raised or sized to improve the fastness of the pile. 2 Method of Pile Weaves Cloths with soft, downy textures are velvets, velours, and plushes. All three of these fabrics are made in pile weave. The right side of these cloths consists of soft, clipped yarns, called pile. The wrong side of the fabric is smooth, with no pile and with the weave showing distinctly. 119 Pile weave is not an entirely new construction, for it uses the plain or twill weave as its base. Twill is the stronger of the bases. The back of the fabric indicates the basic weave. But the soft pile made from extra yarns is the novelty. The extra set of yarn may be warp or filling. There are four methods of weaving pile fabrics. These are discussed below. 2.1 The Wire Method Good-quality velvets, plushes, and Wilton and Axminster rugs are made with extra warp to form the pile. One set of warps interlaces with the filling to form the plain- or twill-weave ground of the fabric; the other set of warps forms the pile. When a row of pile is made, the warp yarns to form the pile are first raised by the harness to form the shed. Then a wire is inserted through the shed, much as filling yarn is shot through. The size of this wire is determined by the size of the pile to be made. When the set of warps to form the pile is lowered, it loops over the wire and is held in place by the next filling. The wire is then withdrawn. As this is done, a small, sharp knife attached to the end of the wire cuts the pile warp loops. The ground is then woven for a certain number of picks; then the wire is again inserted to form the pile. If the pile has not been cut evenly by the wires, the fabric is sheared again with a device like a lawn mower. (See Figure. 12.5) Sometimes the pile is left uncut: a wire with no knife is used, or a number of filling threads are substituted for the wire and are then withdrawn. Frieze used for upholstery is usually made with uncut Fig.12.5 A carpet in a pile weave by the wire method (uncut pile) loops. 2.2 The Terry Weave or Slack-Tension Pile Method A less expensive method of pile weaving omits the wire. Groups of warps are held in tension for the groundwork of the fabric. The warps that form the pile has their tension released at intervals and are thus shoved forward. The tension is restored, and the battening up of the filling causes these warps to appear in loops. The easiest way to make this construction is to use four harnesses, two for the slack pile warps and two for the tight ground warps. On the first shed, pile warps are raised; two fillings are shot through this shed, but are not battened by the reed. The pile warps are lowered, and a third filling is shot through to interlace with the ground warps. Then all three fillings are battened back. Because the tension on the pile warps is loose when the fillings are battened, the pile warps appear in Fig. 12.6 The three-pick system in a Martex terry towel. loops. This is known as a three-pick terry cloth because two picks go under the looped pile and one pick goes between two 120 rows of pile. Figure 12.6 shows the ground of terry with pile removed. The pile is usually on both sides of the fabric (pile yarns alternate in forming loops on the face and the back of the cloth). However, the pile may be made only on one side to form stripes or designs. Turkish towels are woven in this manner. Instead of "pile weave," the name "terry weave" should be used when referring to turkish toweling. Terry weave is used to make Turkish towels, terry cloth, some friezes, and shagbark gingham. There is no nap to terry weave fabric due to the fabric structure. Uncut loops make the surface absorbent. Sheared terry is less absorbent. 2.3 The Filling Pile Method To make corduroy, velveteen, and some plushes, extra fillings are floated over four or five warps. (See Figure 12.7.) The floats are cut after weaving, and then the cut ends are brushed up to form the pile. These floats require precision cuting in the center of the float by a special device equipped with knives. In corduroy, characterized by a pile stripe or wale alternating with a plain wale (no pile), a separate cutting knife is necessary for cutting the floats of each wale. If there are five wales to the inch in a wide-wale corduroy 40 inches wide, then twenty cutting knives would be required. A wide-wale cloth can have all the wales cut in one operation. Very narrow wale, Fig. 12.7 Left: Gray goods with wire inserted. Right: Finished corduroy. ,called pinwale, would have sixteen to twenty-three wales to the inch. Pinwales are fed through the cutting machine twice. Velveteen and filling plush have an all-over pile construction. This is achieved by random floats over the face of the fabric rather than floats placed in rows as in corduroy. A twill-back velveteen is more durable than a plain back. Another point in durability is the way in which the pile is held to the ground. If a pile loop is pulled from the fabric, its shape will be a V or a W. A V reveals that the pile filling has interlaced with only one warp yarn, whereas a W reveals an interlacement with three warps. W is more durable because it is held to the ground by three warps instead of one. 2.4 The Double-Weave Method Many average-grade millinery and transparent velvets are woven double; that is, two cloths are woven at the same time, face to face. Two sets of warps and two sets of fillings are used, and an extra set of warps binds the two cloths together. The plain, rib, twill, or satin weave may be used as the ground. The effect is not unlike a sandwich, with the extra set of binding warps corresponding to the jam inside. When the cloth is woven, a knife in the loom cuts the binding yarns, making two separate fabrics with sheared pile surfaces. Velvet, velour, plush and fake fur may be woven and cut apart. 121 2.5 Other Methods of Achieving Pile Construction A pile fabric may be achieved by methods other than weaving. Pile can be structured in a fabric by hooking or tufting into an already structured fabric, flocking onto an already structured fabric as a finishing process, or produced by the use of pile yarns such as chenille. These methods are discussed in later chapters. 3 Other Knowledge about Pile Weave Fabrics 3.1 Labeling Pile Fabrics of Fur Fibers and Man-Made Fibers Real fur, fur blended with cellulose, nylon, acrylic, or modacrylic imitation fur may be used as pile. The back may be the same fiber content as the pile or a different fiber content. According to the TFPIA, the fiber content of pile fabrics, excluding rugs, must be labeled in percentages of fibers as they appear in the fabric by weight. Or, if desired, the pile may be stated separately, and the ratio between the pile and the back or base must be stated. In the finishing process, the pile can be printed to resemble leopard, for instance; or it can be processed to look like broadtail or ermine; or it can be sheared to resemble other furs. Sometimes the pile is curled to resemble Persian lamb. But the TFPIA has specified that textile fiber products may not employ any name directly or indirectly of furbearing animals, such as mink, mutation, and broadtail. 3.2 Identification of Warp and Filling Velvets have extra warps for forming the pile. Velvet was originally made of the filament fiber, silk, and subsequently of other filament fibers such as rayon and nylon. Some upholstery velvets are made of cotton and linen. To identify warp and filling, fold the fabrics first one way and then the other. The direction that shows distinct rows of pile is the filling direction. To check for accuracy, a yarn can be unraveled in each direction. One yarn looks like a caterpillar because the pile is clinging to it. Since extra warps make the pile in the fabrics mentioned, the filling yarn holds the pile and resembles the caterpillar. The pile does not adhere to the warp yarns. In cotton velvet, velveteen, and some plushes, extra fillings make the pile. When yarns are unraveled both ways, one yarn holds the pile; this caterpillarlike yarn is the warp. The filling yarn will be smooth. Folding the fabrics shows distinct rows of pile lengthwise because extra fillings form the pile. No folding is required to identify the warp of corduroy. The wales run warpwise. In terry weave with uncut pile, the best way to identify the warp is to pull a loop. Notice the direction from which it pulls. Since extra warps form the loop pile, the direction from which the loop pulls is the warp. A selvage always eliminates any complicated methods of identifying warp and filling. 3.3 Guides to the Buyer of Pile Fabrics If pile construction is used for silk, man-made fibers, or fur, these textiles are presented to the consumer in their richest, most luxurious textures. Pile fabrics feel soft and downy. Silk pile takes a rich, deep color, especially when one looks directly into the pile. If the pile is pressed down, the fabric takes on a silvery, satin cast. Pile fabrics are warm and hence are best used for fall and winter wear. Transparent velvet with a long pile and loosely woven back is not so warm as a fabric with a short pile and a tightly woven back. An all-silk velvet is warmer than a silk with a cotton back or rayon pile. Nylon pile is very resilient, resists waterborne stains, and is easily maintained. For velvet dresses, dressmakers usually cut the fabric so that the pile runs up. The wearer then can appreciate the richness of the fabric by looking into the pile. Another reason for having the pile run up is that the pile is less likely to mat from friction. Velvet drapes well, especially when it is all silk, and looks effective in both tailored and feminine lines. Cotton velvet is stiffer and because of its bulkiness is 122 generally more appropriate for sportswear than for lightweight dresses. Velvets and corduroys can be made spot-resistant and of durable press. Corduroys are frequently made water-repellent for raincoats. And there are some washable velvets. In upholstery, pile fabrics look soft, cushiony, and inviting. Pile upholstery is warm-looking in summer and so mav be covered with lighter fabric covers. 3.4 The Care of Pile Fabrics Upholstery pile fabrics should be brushed frequently with a soft brush. Brushing first against the pile and then with the pile will usually remove matted spots. It is best to steam velvets and velveteens to remove creases and matted spots. A good way is to hang the fabric near the shower bath. Very hot water, hot enough to make steam, should be run from the shower for about ten minutes, but at no time should the fabric get soaking wet. When it is removed from the steam, it should be shaken gently and hung over a line (with the pile out) or on a hanger to dry. A garment should not be worn until the pile is thoroughly dry. Water spots can usually be removed by steaming, but other stains can best be removed by a reliable dry cleaner. Velvet that has rayon pile can be steamed the same way as silk velvet, but care should be taken not to shake it while it is wet. Two kinds of finishes are used on velvets: spot- and stain-resistant and crush-resistant. No problems are evidenced on the former type of finish; the latter may reflect light differently when pile is distorted. A steam brushing may cause the pile to resume its original erect position. Velvets and velveteens may be steamed by still another method. Stand a hot iron upright on the ironing stand; place a damp cotton cloth over the iron to generate steam; pass the velvet slowly over the damp cloth, with the pile away from the cloth. Velvets should never be ironed flat. The terry weave generally appears in towels, bath mats, and bathrobes. The fibers are usually cotton. Since the pile is uncut cotton yarn, the fabric washes well and should be fluffed, not ironed. The more loops on the surface of the fabric, the more absorbent the cloth. Bathmats may have rayon pile and cotton groundwork. While these fabrics are most attractive, their laundering quality and durability are questionable. Frieze, an upholstery and drapery fabric, may be made in wool, nylon, mohair, and cotton. It is a very durable, uncut-pile fabric that dry-cleans satisfactorily, but since the dirt settles between rows of pile, frequent brushings are essential. 3.5 Factors Determining the Wearing Quality of Pile Fabrics The lashing of the pile to the back of velvets, fabrics of fur fibers, and plushes is an important factor in determining wearing quality. As has been stated, some pile yarns are passed around only one background yarn before showing a cut end again on the surface. One interlacing of the pile is not secure; the V-shaped pile pulls out easily and bare spots are likely to appear on the fabric. No one wants a bald velvet. If the fabric is a tight weave and the pile is close, the cloth is likely to wear better than a loosely constructed one. Several factors must be considered in judging the wearing quality of a terry cloth: (1) Are the loops firmly held so that they will not pull out in laundering? (2) Will the ground warp yarns stand the strain of hard wear? (3) Will the selvage pull out? The first factor depends on the number of fillings used to interlace with the warp for every horizontal row of loops. If only one filling yarn interlaces with the warp for every horizontal row of looped pile, the cloth is termed one- pick. The construction is not durable, because one filling or pick is not enough to keep the pile warps from pulling out. A three-pick cloth is an average quality. Better grades may be four-, five-, or six-pick. The weakness in ground warp is overcome if ply yarns or more ground warps and fewer pile warps are used. Although the resultant fabrics may have decreased absorptive qualities, their durability is increased. 3.6 Fabrics Made in Pile Weaves Fabrics that can be made in pile weave are shown in Table 12.1. 123 Table 12.1 Pile Weave Fabrics Cotton Velveteen Velour Terry cloth Frieze Corduroy Chenille Plush Rugs Rayon Transparent velvet Chenille Lyons-type velvet Crush-resistant pile face Silk Wool Plush Velvet Velour Chenille Velour Frieze Corduroy Plush Tufted rugs Wilton rugs Axminster rugs Oriental rugs Man-Made Fibers and Blends with Natural and Man-Made Fibers Plush Velvet Chenille Velour Rugs Frieze 4 Weft Pile Fabrics ln pile or plush fabrics a proportion of the threads--termed pile threads—project from a foundation texture and form a nap or pile on the surface. In some classes of the cloths the pile threads are cut and the surface of the cloth is then composed, where 'tile pile is formed, of the free ends of the fibres wtfich, in many cases, gives an appearance closely resembling fur. In other plush fabrics the pile threads are not cut, and the pile surface then consists of small loops or curls. The pile threads may be introduced as weft forming weft pile fabrics, in which the pile is invariably cut, or as warp forming warp pile fabrics, ill some of which all the pile is out, and in others all looped; while in certain textures a combination of out and looped pile is produced. Formation of Weft Pile. Weft pile cloths are composed of only One series of warp threads, but the weft threads, so far as regards the system of interlacing, are in two series, namely, ground and pile. The ground picks interweave frequently with the warp so as to form a firm foundation, while the pile picks float somewhat loosely on the surface, and subsequently form the pile or nap. The textures are produced in the loom m the same manner as ordinary fabric, and after weaving appear similar except that the surface of the cloth is dense crowded with the floating picks of weft which are to be cut to form the pile. The cloths on the underside show a plain rib or fine twill effect, according to the kind of ground weave that is employed. The formation of the pile is a part of the finishing process in which the floating pile picks are cut by means of s specially shaped knife—provided with a guide--which is run lengthwise of the cloth on its surface. Plain Velveteens This class of velveteen has a perfectly uniform surface, the foundation texture being entirely covered by a short pile in which the projecting fibres are of equal length. In constructing designs for the fabrics the chief points to note are :-- (1) The weaves that are used for the ground and pile respectively; and (2) the ratio of pile picks to ground picks. These factors, together with the ends and picks per inch of the cloth, influence the length, density, and fastness of the pile. The foundation weaves mostly used are plain, 1-and-2 twill, and 2-and-2 twill, the last weave being employed for very heavy structures. The interlacing of the pile is almost invariably based either on the plain weave, a simple twill, a sateen, or a sateen derivative. The pile and ground picks may be arranged in any reasonable proportion, but generally a particular ratio is most suitable for a given weave. Tabby or Plain-back Velveteens Examples A, B, C, D, and E in Fig. 12.8 are designs for standard velveteens, with the plain foundation 124 weave. The latter is represented by the crosses, and the base weaves for the pile interlacings are shown at the left of the plans. In each design the number of pile picks to each ground pick is equal to the number of picks in the repeat of the pile base weave. This is a convenient ratio, but other proportions of pile to ground picks are quite easily arranged in the same weave. A distinct feature to be noted in the designs is that the pile base weaves are indicated only on alternate ends; thus each plan is on twice as many ends as the base weave, Design A is arranged two pile picks to one ground pick, and the pile weave is based on the plain weave which yields a weft float of three. In a finely set cloth the pile from this design is short and poor, but if there are not many ends per inch, a fairly good result is obtained. In design B, the pile weave is based on the 1-and-2 twill which yields a weft float of five, and there are three pile picks to each ground pick. This design produces a fine and rich effect, and is very extensively employed. Designs C and D are each arranged four pile picks to one ground picot, but whereas in design C the pile inter[acing is based on the 1-and-3 twill, in design D it is based on the 4-sateen weave. Both of these yield a float of seven, and produce exactly similar results in the finished cloth. Design E is arranged five pile to one ground, and the base for the pile interlacing is 1-and-4 sateen, which gives a float of nine. In order to produce a dense pile, a very large number of picks per inch are required to be inserted, the number varying from about 300 in 40's cotton weft fog the design B in Fig. 12.8 to about 500 in 60's weft for the design E. There are two reasons why it is possible to insert such a large number of picks. First, the warp is held under great tension, and the ends lie almost straight in the cloth, which causes the picks to de most of the bending. This results in the foundation texture being formed on the weft rib principle, hence a comparatively large number of ground picks can be inserted. Second, the system in which the pile interlacing is arranged enables the pile picks to be beaten over one another, so that each row occupies net more than the space of one ground pick. Also, in the Fig. 12.8 plain-back structures, all the pile picks go into the same shed as the first ground pick, but are in the opposite shed to the second ground pick. Therefore, so far ss regards the space occupied by the picks, the structural effect of each design A to E in Fig.12.8, is somewhat as represented at F--that is, the total number of picks in the repeat of each design go into the space of four picks, of which three are in the same shed. The diagrams given in Fig. 12.9, in which 'design G is similar to the plan B in Fig. 12.8, will enable various features of the velveteen structures to be noted. The flat view given at H, which corresponds with G, will serve to show somewhat how the pile picks crowd over each other in the cloth This, however, is only a convenient representation of the structure, as in the actual fabric the ground picks are entirely concealed by the floating pile picks. The purpose of binding in the pile picks only by the alternate ends (lettered A in H, Fig. 12.9) is to enable the cutting to be more easily and more quickly accomplished. This will be understood from an examination of the cross-sectional drawing given at I in Fig. 12.9, which represents how the picks 2, 3, 4, and 5 in the plan G interweave. Each pile float stands out furthest from the foundation cloth at its center, and' the guide of the cutting knife is so adjusted that only those floats are engaged whose centers are in line with the longitudinal movement of the knife. The method of binding the pile picks causes the centers of the floats (indicated by the arrows above diagram I) to occur only on alternate ends, therefore; only half as many longitudinal traverses of the knife 125 are required as would be the case if tile pile picks were bound in by every end. An important feature, moreover, is that the alternate binding causes regular courses or races to be formed in the foundation texture, which are readily followed by the knife guide. The latter is so fine and flexible that when once its point is inserted in a race it will not readily leave it even though the operative's hand has a zig-zag movement along the surface of the cloth. Arrows are indicated below the designs in Fig. 12.8 to show where the cutting races occur. After the cutting process, the twist runs out of the free ends of the weft threads which.then project vertically from the foundation in the form of tufts of fibres, in the manner represented at J in Fig.12.9 Each repeat of the pile weave produces one horizontal row of tufts, and in the plans A to E in Fig.12.8 a complete row of tufts is formed to each ground pick. Orded Velveteens In these structures the pile picks are bound in, at intervals, in a straight line. The cutting knife is run right up the centre of the space between the pile binding Fig. 12.9 points, with the result that the tufts of fibers project from the foundation in the form of cords or ribs running lengthwise of the fabric. The finer classes of cords, such as are used for children's clothing and dress fabrics, are largely made in fine yarns with a plain back. The corduroys, used for men's clothing,: are made stronger and heavier, and a twill foundation weave is mostly employed. In the heavier cloths thicker weft is used, and consequently fewer pile picks to each ground pick are necessary, usually not more than two being employed. In the simplest cord designs, the pile picks are bound in plain order on two consecutive ends J, K, L, and M in Fig. 390 arc examples with a plain back which, in the same sett, yield successively an increased width of cord. Thus, with 72 ends per inch in the finished cloth the number of cords per inch will be J-12, K-9, L-7, and M-6. Designs may be constructed to produce other widths of cords simply by varying the space between the binding ends. The plain binding weave of the pile picks ay be reversed in alternate cords, as shown at J, in which case the design extends over the width of two cords, and each pile pick forms alternately a long and a short float. On the other hand. The pile binding may be the same Fig. 12.10 in each cord, as shown at K, and in 126 this case all the pile floats are equal. The result is practically the same whichever method of binding is adopted, because the floats are cut as nearly as possible in the middle of the space between the pile binding points; consequently, in either case, one side of each tuft is longer than the other side. The difference in the lengths causes the ribs to have a rounded formation, as the long side of the tufts forms the centre, and the short side the outer parts of the cords. This is illustrated by the drawing given at N in Fig.12.10, which shows on the left how the picks of the plan K interlace, while on the right the appearance Of the cord, after the cutting, is represented. The arrows indicate the position of the cutting races. Similar effects are produced by the designs L and M, but here there are three and four pile picks respectively to each ground pick. Examples of cords with a 1-and-2 twill back are given at O and P in Fig.12.10, and with a 2-and-2 twill back at Q, R, and S. These are arranged two pile picks to each ground pick, and in producing very heavy structures they are woven with comparatively few ends per inch, the number varying from about 28 to 36. The cords; produced by the design O in Fig. 12.10, are only three ends wide, and both sides of the tufts are of equal length, therefore, the ribs are not rounded, and a poor and bare structure results. P is similar to J except for the difference in the ground weave, the pile floats being of different sizes, and the complete design extending over the width of two cords. Q is similarly arranged, but in R and S (which are used for specially heavy and wide cords), alternate pile picks are interwoven more frequently with the object of producing greater variety in the length of the tufts, and so cause the rounded formation of the ribs to be more pronounced. Fig.12.11 shows the cutting of a plain velveteen. Machine Cutting. The cutting of velveteens and cords, particularly the lower qualities, is now largely performed with the aid of machinery. The cloth is prepared asfor Jaand-cutting, and the two ends of a piece are sewn together, then it is passed rapidly, under tension, through a machine during Fig. 12.11 which one race or cord at a time is cut the full length. In the" Netherwood" system the cutting knife is supported by an arm which forms part of the machine, whereas in the "Drey." machine the knife is held by the operative. After each complete passage of the cloth the knife guide is inserted in the next race or cord, and the piece is passed through the machine as many times as there are races or cords, to be cut. In another type of machine, specially used for cutting corded velveteens, all the cords are cut at the same time by means of circular knives, one to each cord, placed upon a revolving shaft. Each knife rotates within a slot formed in a guide, the pointed end of which is inserted under the pile floats in the centre of a cord. By means of tension rollers the cloth is drawn forward horizontally towards the knives, but at about the point of contact with the latter, it is taken down- ward over the edge-of a transverse bar. 127 5 Warp Pile Fabrics Formation of Warp Pile.--In the manufacture of true warp pile structures only one kind of weft is essential, but two series of warp threads, separately tensioned, are required--viz., ground threads and pile threads; the former produce with the weft a foundation texture from which the pile threads project. The cloths are of two kinds--viz., looped pile, to which the terms terry, boucle, or frise are applied; and cut pile, which is termed velvet. The "Turkish towelling" structure represents a class of looped or terry pile which, as previously shown, is conveniently and economically produced by means of a special reed motion and warp-easing arrangement. In the better classes of warp pile textures, however, such as dress and mantle fabrics, hangings, chair coverings, Brussels and Wilton carpete, etc., the pile is formed with the aid of wires. In this system a wire is inserted, instead of a pick of weft, in a special shed on which only those warp threads are raised that have to form the pile, the threads thus being looped over the wires. Subsequently the wires are withdrawn from the cloth, and the pile threads then project from the foundation either in the form of loops (forming uncut or terry pile) or in the form of tufts of fibers (forming cut or velvet pile) according to the kind of wire that is used. Compared with the terry towelling structure, the pile formed on the wire principle is much superior as regards both firmness and regularity; also there is greater scope for producing diversity of design. A cloth may have a perfectly uniform surface composed of either terry or cut pile, or the two structures may be used in combination, while one or both classes of pile may be used in con- junction with other weaves to form stripes, checks, spots, and elaborately, figured styles. The ornamentation may also include the use of extra warp and weft. The looped pile structure, however, is not employed alone to a great extent except in the case of Brussels and tapestry pile carpets, in which diversity of color is the predominant feature; its chief use in other textures is to produce variety of pattern in conjunction with cut pile or other effects. The materials used vary according to the class of texture and the purpose for which the cloth is intended; mohair, luster, demi-lustre, and cross-bred worsted, woollen spun silk, tussah or wild silk, and artificial silk yarns, are largely use? For the pile. Cotton, flax, and wool are used for the weft, and cotton, flax, and jute for the ground warp. PLAIN WARP PILE FABRICS In addition to the divisions of looped and cut, or terry and velvet, the plain pile structures are technically Classified in several ways, although they are all woven on the same general principle- One system of classification is according to the relative proportion of picks to wires as two pick, three-pick, four-pick, etc. In a second system they are divided into velvets for clothing and velvets for upholstery. In a third system the structures in which all the pile threads are over each wire are distinguished from those in which only half the pile is over each wire, the term velvet being applied to the former, and plush to the latter. Fourthly, the cloths are classified according to whether the pile threads are left down on the picks which precede and succeed a wire over which they are raised, or are passed over one or more picks next to the wire. In the accompanying examples of plain pile designs the shaded squares indicate the positions of the pile threads and wire sheds; the full squares show where the pile threads are raised over the wires, and the crosses where they are raised over the picks, while the clots indicate the weave of the ground threads. In order that the examples may be readily analyzed, the weave of the ground threads is shown separately on the left of each design, while on the right the complete weave, as viewed from the underside of the cloth, is given. In the latter it is assumed that the cloth is turned over horizontally; the dots show where the ground ends, and the full squares where the pile ends float on the back; but oval spaces are indicated between tile squares to indicate the positions where the pile threads are passed over the wires on the right side of the cloth. It is necessary to keep in mind that the wires simply form the pile, and though separate warp sheds are made for them, they do net enter into the composition of the cloth. All the Pile over each Wire- - Two Picks to each Wire-128 The designs A to E in Fig.12.12 are arranged two picks to one wire, and all the pile threads are over each wire. In A and B there is one pile thread to each ground thread; in the former the ground threads form plain weave, and in the latter 2-and-2 warp rib. These examples are used only to a limited extent. The designs C, D, and E are arranged two ground threads to one pile thread, and the respective ground weaves are 2-and-2 hopsack, plain, and 2-and-2 warp rib. In each design A to D the pile threads pass under all the picks, but in E they are raised over the pick that precedes a wire. The drawings F and G, which respectively correspond with the designs D and E, will enable the two systems of construction to be compared. It will be seen that in F the centre of a wire rests over the space between two picks, and the pile threads pass under all the picks without interweaving with them. In G the wire rests above the pick that precedes the wire shed, and the pile threads interweave in plain order with the picks, so that there is less pile warp float on the underside of the cloth. This makes the pile less liable to be displaced Fig. 12.12 by friction, hence the latter arrangement is more commonly used than the former; but in either system, if the pile is cut, the tufts are very liable to be disturbed or pulled out if friction is applied to the underside of the cloth. The plan H, which is a modification of E, shows the pile ends raised on the pick that succeeds a wire. This method is seldom employed; it is defective because the wires tend to lie at an angle, whereas with the interfacing shown at E they are held firmly in a vertical position. Reversible Warp Pile Structures Warp pile cloths that ate to be used as hangings are sometimes made with a cut pile on both sides. A method of accomplishing this is illustrated at A in Fig.12.13, and the corresponding section given at B, which shows how the warp threads interlace. Half the pile is over each wire, and in this case, after the insertion of a wire, an extra pick is introduced on which all the pound ends are raised (as shown by the diagonal marks in A), and alternate pile ends. In the section B the extra picks are indicated below the level of the plain ground threads, while one pile thread is shown shaded and the other solid in order that the system of interlacing may be readily seen. Exact repeats of the weave are indicated by the brackets, the Fig. 12.13 portion lettered C representing the cloth previous to, and D following, the withdrawal of the wires. After the cloth is woven, the extra picks, which are usually thicker than the ground picks, are drawn away from the underside of the cloth; this causes one-half of each double tuft to pass to the reverse side, as shown in the section E, where the dotted circles indicate the positions which the extra-picks previously occupied. 129 6 Leno Weaves In a leno weave some of the ends are made to weave first to one side and then to the other of adjacent ends. Sometimes the leno weave is used to produce decorative stripes rain voile fabrics. If the whole of the fabric is made from the leno weave, it is possible to produce a very open structure which is reasonably stable and not easily distorted because the crossing ends fend to lock the weft threads in position. Quite a number of cellular blankets and school sports blouses utilise the 1eno weave. Lacelike effects, such as those found in marquisette curtains, dishcloths, and some thermal blankets are made by a leno attachment; consequently, the weave is called the leno weave. (See Fig.12.14.) Leno weave comes in both curtain-weight and dress-weight fabrics, many of which are lacelike and diaphanous. In weaving, adjacent warp yarns are twisted around each other, usually in pairs. Both warps may be twisted like a figure eight, or one may be held in tension and the other twisted about it. The filling passes through the twisted warps. If one warp is in tension, and one warp twists, the weave may be called gauze. Surgical gauze is plain weave, Fig. 12.14 however. Sometimes the leno weave is combined with the plain or basket weaves to produce a lacy mesh called lace cloth. Again, a fabric of plain weave may have stripes of leno weave. Mosquito netting uses the leno construction. The fabric is made of loosely twisted yarns, and the weave is coarse compared with marquisette. After the fabric is woven, it is heavily starched to prevent dirt from sticking to it. Heavy warps and heavy fillings may be inserted at intervals to add strength. Considering their open construction, fabrics of leno weave are durable. The figure-eight twist of the warp not only adds strength to that set of yarns, but it also prevents the Fig. 12.15 Figured marquisette, a fabric filling from slipping. Leno is used in curtain marquisette. (See in leno weave. Fig.12.15.) This weave is not an expensive one. Lenos are used extensively in coarse yarn drapery casement fabric, most recently with fire-retardant yarns or finishes. 7 Triaxial Weave In the late 1960s, Norris F. Dow of Pennsylvania developed a weaving system utilizing three sets of yarns instead of the customary two. The technique is based upon a method of weaving cane for such purposes as chair backs and seats. His system was sufficiently unique to warrant a United States patent, which he called Doweave. The rights were eventually sold and the technique ultimately became known as triaxial weaving. Fabrics of specific yarns and types of triaxial weave are now sold under a number of trademarks. This weave involves three sets of yarns that are interlaced so that two sets of yarn intersect a third, but at an angle other than 90° There 130 Fig. 12.16 Triaxial weave. le) may be two intersecting yarns introduced from the warp direction at an angle to one filling or one warp with two filling yarns introduced at an angle to it. (See Fig. 12.16.) 7.1 Methods of Construction In the basic construction of a triaxial fabric, one yarn runs horizontally, the second yarn runs on a bias at a 60 degree angle to the first, and the third yarn runs in the opposite direction of the second and also at a 60 degree angle to the first, forming a triaxial interlocking, as opposed to the 90 degree biaxial interlocking of the conventional weaving technique. As the process is repeated, hexagonal interstices are formed rather than the squares of the conventional construction. Variations of the basic construction are possible. For example, the horizontal yarn may be woven over and under alternate pairs of parallel bias yarns. The effect produces interstices that are parallelogram in shape. This variation produces a closer construction. Other variations produce fabrics of different appearances and even closer constructions (Figures 12.17 and 12.18). 7.2 Fabric Characteristics of Triaxial Weave Triaxial weaves give stability in all three fabric directions: warp, filling, and bias. So far, triaxial fabric structures have been used mainly in industrial and space projects. Fabrics constructed of the basic triaxial weave are very stable. For example, fabrics made of glass fiber cannot slip or slide. The porosity of the fabric will be determined by the diameter of the yarns and the closeness of the construction. When the fabric is constructed of yarns snugly compacted together, the hexagonal interstices are approximately twice the diameter of the yarn. Therefore, minimum porosity is about one-third of the fabric area. The weave imparts uniform resistance to stretch in all directions. However, if the yarns are very greatly compacted together, they tend to bend or crimp, and this gives the fabric some degree of tretchability The variations in construction alter the fabric characteristics. Surface appearance, porosity, and stretchability can be changed. For example, the variation which produces a parallelogram effect has a porosity of about 12.5 percent, stability in the horizontal direction, and stretch in the vertical direction. 7.3 Uses of Triaxial Fabrics Fabrics of triaxial weave construction are primarily used for industrial purposes, such as conveyor belts, reinforcements for plastics, and aerospace accessories. Its various design and stretch properties suggest apparel Figure 12.17 Diagrams of triaxial weave fabrics: and home furnishings applications. (a) basic weave; (b) variant weave. 131 Figure 12.18 (a) Illustrations of locked-intersection characteristics of triaxial weave fabrics, and conventions used for yarn identifications as seen from obverse side. (b) Plan view of the first basic position for weaving the first-variant weave. (c) Plan view of the first basic position for weaving the basic weave; alignment of warp yarns preparatory to shed formation. (d) Plan view of second step in weaving cycle for basic weave; shed formation. 132