3D Imaging of Turbine Blade for Comparative Deviation
Analysis between Ideal Part Designs to As Built Part.
by
Nasir Mannan
An Engineering Project Submitted to the Graduate
Faculty of Rensselaer Polytechnic Institute
In Partial Fulfillment of the
Requirements for the degree of
MASTER OF ENGINEERING IN MECHANICAL ENGINEERING
Approved:
_________________________________________
Ernesto Gutierrez-Miravete, Project Adviser
Rensselaer Polytechnic Institute
Hartford, CT
December, 2009
(For Graduation May 2011)
© Copyright 2009
by
Nasir Mannan
All Rights Reserved
2
Contents
List of Figures ................................................................................................................................................4
List of Symbols ..............................................................................................................................................5
Acknowledgement .........................................................................................................................................6
Abstract ..........................................................................................................................................................7
1. Introduction and Background.....................................................................................................................8
1.1 Airfoil Shape .....................................................................................................................................8
1.2 Turbine............................................................................................................................................ 10
1.3 Gas Turbine .................................................................................................................................... 12
1.4 Problem Description ....................................................................................................................... 14
2. Theory and Methodology ......................................................................................................................... 15
2.1 Resources ........................................................................................................................................ 16
2.2 Coordinate Measuring Machine ...................................................................................................... 17
2.3 3D Scanning.................................................................................................................................... 21
2.4 Structured Light .............................................................................................................................. 22
2.5 Test Setup ....................................................................................................................................... 24
2.6 Calibration and Accuracy Verification ........................................................................................... 25
2.7 Turbine Blade Scanning .................................................................................................................. 27
3. Results and Discussions ........................................................................................................................... 32
3.1 Surface Deviation ........................................................................................................................... 32
3.2 Simulation Accuracy Test ............................................................................................................... 33
3.3 Physical Accuracy Test ................................................................................................................... 36
3.4 Turbine Blade Scanning.................................................................................................................. 38
4. Conclusions .............................................................................................................................................. 42
5. References / Bibliography ........................................................................................................................ 43
6. Appendices............................................................................................................................................... 44
6.1. Appendix A: Physical Accuracy Test ........................................................................................... 44
6.2 Appendix B: Extrinsic Calibration Code ....................................................................................... 51
6.3 Appendix C: Grey Code ................................................................................................................. 53
6.4 Appendix D: Scanner Calibration Code......................................................................................... 54
3
List of Figures
Figure 1 - Pressure vectors and flow over a cambered section ......................................................................9
Figure 2 - Cosmos Flow Simulation velocity map. Top: no bend. Bottom: 1 deg. bend. ............................9
Figure 3 - Impulse and Reaction Turbine Illustration .................................................................................. 11
Figure 4 - Diagram of a high-pressure turbine blade ................................................................................... 12
Figure 5 - Diagram of a gas turbine get engine ............................................................................................ 13
Figure 6 - Left: Coordinate measuring machine. Right: Zoom on contact probe head ................................ 17
Figure 7 - PAS offline CMM programming software .................................................................................. 18
Figure 8 - Left: CMM cross sectional measurments. Right: Detailed point measuring on section ............. 19
Figure 9 - Top: Binary image. Bottom: Monochromatic 8 bit grey patterns ............................................... 22
Figure 10 - Stereoscopic imaging with structured light ............................................................................... 23
Figure 11 - Stereo scanner setup with off the shelf projector ...................................................................... 24
Figure 12 - 4 axis positioner with test blade ................................................................................................ 24
Figure 13 - Left and right camera calibration images. Colored lines added by calibration algorithm ........ 25
Figure 14 - Left: 6 inch optical ball bar being scanned. Right: Spheres fitted and measured in Rapidform
XOR2 software ............................................................................................................................................ 26
Figure 15 - Snapshot of the Excel worksheet used to calculate accuracy correction factor ......................... 26
Figure 16 - Images of structured light taken from data acquisition cameras. Tooling balls used for accurate
scan alignment ............................................................................................................................................. 27
Figure 17 - Inverse kinematics diagram. ...................................................................................................... 28
Figure 18 - Sphere center calculation........................................................................................................... 28
Figure 19 - Reference scan used to define world origin. Scan origins automatically aligned to world origin
..................................................................................................................................................................... 29
Figure 20 - Top: Find closest point. Bottom: Error metrics (point to plane) ............................................. 30
Figure 21 - Multiple scans aligned via reference spheres then by iterative closest point algorithm ............ 30
Figure 22 - Re-triangulated and merged mesh ............................................................................................. 31
Figure 23 - Surface defect detection simulation........................................................................................... 32
Figure 24 - 4 inch gage block scanning ....................................................................................................... 36
Figure 25 - 3D GD&T measurments ............................................................................................................ 37
Figure 26 - Left: control mesh (top), sharp edges eroded over time (bottom). Right: deviation analysis
highlighting edge deviations ........................................................................................................................ 38
Figure 27 - Left: control mesh (top), tip eroded over time (bottom). Middle: deviation analysis
highlighting tip deviations. Right: cross-section deviation (top), location of cross section (bottom) .......... 40
Figure 28 - Left: control mesh (top), damaged edges (bottom). Right: deviation analysis highlighting edge
damages ....................................................................................................................................................... 41
4
List of Symbols
CAD Computer Aided Design
CAE
Computer Aided Engineering
CAM Computer Aided Manufacturing
CMM Coordinate Measuring Machine
ICP
Iterative Closest Point
SPC
Statistical Process Control
L
lift force (N)
air density (g/m3)
true airspeed (m/s)
A
platform area (m2)
CL
lift coefficient at angle of attack, Mach number and Reynolds number
h
specific enthalpy drop across stage (kJ/kg)
T
turbine entry total (or stagnation) temperature ( K)
u
turbine rotor peripheral velocity (m/s)
v w
change in whirl velocity (m/s)
5
Acknowledgement
This Engineering Project, although the outcome of my own work, was made possible by
the following persons and organizations to whom I extend my sincere gratitude for their
time and assistance, without whom the completion of this project would not have been
possible.
1. Connecticut Center for Advanced Technology for funding the project, providing
time and resources for research and testing.
2. Robert Memmen, Consultant for CCAT, for his help, guidance, and knowledge
regarding the design aspects of turbine blades.
3. Prof. Ernesto Gutierreze-Miravete, Professor of Mechanical Engineering at
Rensselaer Polytechnic Institute, for his support and guidance in the organization
and development of this project, while acting as my faculty advisor.
6
Abstract
Advancements in CCD sensor technology and projection systems have lead their way to
higher precision vision systems and 3D scanners. By taking images of several structured
light patterns projected onto the surface of an object it is possible to reconstruct a highly
accurate digital representation of the visible surfaces of a part. Once a physical part is
accurately digitized, the door to perform any finite element analysis study becomes wide
open. This would allow engineers to perform studies on actual part geometries, that is,
as built parts, in order to verify the part will function as designed. It also opens the door
for more complete and comprehensive studies on damaged parts. This paper will first
introduce the basics of 3D imaging, verify the accuracy of a built system then perform
deviation analysis on a digitized turbine blade for comparison of results to its computer
aided design model. Damaged parts will then be scanned to analyze the effects the
damaged area may have on the performance of the blade.
7
1. Introduction and Background
Today's Engineers use highly sophisticated Computer Aided Design (CAD) and
Computer Aided Engineering (CAE) software that allow them to design products that
have far greater capabilities than products that were designed before their use. 3D
simulation allows complete geometry and property optimization no matter how
organically or parametrically shaped the part needs to be. This is very apparent in the
design and optimization of turbine blades used in aircraft turbofan engines. These
blades are designed to operate at high temperature and pressure, withstanding stress
caused by centrifugal forces as well as large pressure forces. Each turbine blade is
specifically designed to produce thrust from exhaust gases, and so must be shaped in a
specific aerodynamic form to translate incoming energy and pressure into thrust.
1.1 Airfoil Shape
Airfoil refers to the cross sectional shape of a wing, blade, or sail. This particular shape
when moved through a fluid produces a force perpendicular to its motion called lift.
Airfoils work on the basis of Bernoulli’s principle stating that high speed flow is
associated with low pressure, and low speed flow with high pressure. Airfoils are
designed to increase the speed of the airflow above the surface of a wing, blade, or sail,
causing a decrease in pressure. Simultaneously, the slower moving air below the surface
of the airfoil increases the air pressure. The combination of the increase of the air
pressure below the airfoil and the decrease of air pressure above it creates lift or an
upwards force, as show in Figure 1 below.
8
Figure 1 - Pressure vectors and flow over a cambered section
The amount of lift generated by the airfoil depends on how much the flow is turned,
which depends on the amount of bend (curvature of the camber line) in the airfoil shape.
The curvature also however affects the downwash.
Figure 2 - Cosmos Flow Simulation velocity map. Top: no bend. Bottom: 1 deg. bend.
9
As shown in Figure 2 above, a small 16 degree bend produces higher air velocities above
the airfoil and lower velocities below, thereby increasing the lift force. The velocity of
the incoming air and the increased surface area of accelerated air velocity over the wing
in the second image mean a greater low pressure surface area which also contributes to
an increase in the lift force. As lift force is described by:
L
1
2 AC L
2
(3)
Where
L lift force
air density
true airspeed
A platform area
CL lift coefficient at
angle of attack, Mach
number and Reynolds number
A larger surface area on the convex side of the turbine blade produces greater lift.
It is important to notice the significant increase in downwash air velocity. As mentioned
earlier, turbine blades in a rotary gas engine are aligned in rows constructing what is
called a rotating nozzle assembly, the main goal being to accelerate the velocity of air as
it exits the nozzle end.
1.2 Turbine
Turbines are part of what is known as a rotary engine which produces work by extracting
energy from a fluid or air flow. In its simplest form, a turbine blade has the same basic
principle as that of an aircraft wings, i.e. it employs an airfoil shape that lets air pass
around its outer shell in a specific intended manner whereby lift is generated from the
moving fluid which in turn is transmitted onto the rotor. There are two types of turbines:
10
impulse type which are driven by a flow of high velocity of fluid or a gas jet, and
reaction type which are driven by reacting to a gas or fluid pressure by which it produces
torque. Figure 3 graphically depicts the two types of turbines:
Figure 3 - Impulse and Reaction Turbine Illustration
As depicted in Figure 3 above, stators direct the flow of air towards the turbines (rotating
nozzles). This in turn causes the turbine to react by moving in the direction of the air
stream.
Before the use of advanced 3D computer simulations basic velocity triangles were used
to calculate the performance of a turbine system, for example, the Euler equation was
used to calculate the mean performance for the stage:
h u vw
11
(1)
Whence:
h u v w
T T T
(2)
Where:
h specific enthalpy drop across stage
T turbine entry total (or stagnation) temperature
u turbine rotor peripheral velocity
v w change in whirl velocity
H
The turbine pressure ratio is a function of
and the turbine efficiency.
T
Modern turbine design carries the calculations further. Computational fluid dynamics
dispenses many of the simplified assumptions used to derive classical formulas and the
use of computer software facilitates optimization. These tools have lead to steady
improvements in turbine design over the last forty years.
1.3 Gas Turbine
A gas turbine or combustion turbine is a rotary engine that extracts energy from a flow
of combustion gas. They are described thermodynamically by the Brayton cycle, in
which air is compressed isoentropically, combustion occurs at constant pressure, and
expansion over the turbine occurs isoentropically back to the starting pressure. Figure 4
shows a typical turbine blade with internal air cooling chambers as found in gas turbine
engines.
Figure 4 - Diagram of a high-pressure turbine blade
12
Air breathing jet engines are gas turbines optimized to produce thrust from the exhaust
gases, or from ducted fans connected to the gas turbines. Figure 5 shows a diagram of a
typical gas turbine jet engine.
Figure 5 - Diagram of a gas turbine get engine
As can be seen from Figure 5 above, jet engines are comprised of stages of rotor disks
which act to compress incoming air until it is mixed with fuel in the combustion
chamber and ignited to produce thrust. The exhaust passes over more stages of rotary
disks before exiting which in turn rotate the main shaft and low pressure turbines near
the intake for a cycle repeat. The shape, location and performance of each blade is
critical since maximum work is expected out of each blade to extract highest work to
weight ratios. Design engineers focus on optimizing turbine shapes for maximizing
performance.
Once the process of optimizing the design of a turbine blade is complete, the 3D model
is send to Manufacturing Engineers who design the process for producing the physical
part. This process involves the use of sophisticated 3D Computer Aided Manufacturing
(CAM) software which allows manufacturing engineers to simulate and optimize the
processes that will be used throughout the various stages of completing the part.
Advanced multi axis machines and robotics ensure highly accurate and repeatable
cycles.
13
Once produced, the physical part is inspected to ensure specific measurements fall
within the allowable measurement tolerance band.
1.4 Problem Description
Many manufacturing companies employ the use of Coordinate Measuring Machines as
their main Metrology tool for inspecting and qualifying turbine blades. However, while
both software and hardware have advanced to aid the design and optimization of the
process of designing and manufacturing a turbine blade, many of the concepts for
contact inspection have remained the same, that is, the inspection process involves the
measurement of discrete points. This process is sufficient in many applications but for
those involving parts that are designed specifically to produce a certain fluid flow around
its outer shell geometry, measurement of the complete surface is very much desired in
order to detect any small surface defects that would compromise the intended fluid flow
around the part.
14
2. Theory and Methodology
It is important therefore to investigate the use of non-contact methods for industrial
Metrology applications. This paper will investigate the use of 3D Imaging as the basis
for fast non-contact automated inspection of turbine blades. The non contact approach is
currently a new concept which many research facilities have investigated and studied.
Both
DSSPBlueBook.pdf
and
University
of
Brown.pdf,
located
at
http://rh.edu/~mannan/EP/References/ describe the use of 3D scanning for quality
inspection.
In this paper we will investigate first the basic design of a generic blade to get an
understanding of its shape, type and location of measurements that define its shape and
drivers for their tolerance bands and also take a look at some of the manufacturing
software and hardware used to create the physical part. The methods employed to then
verify the built part meets tolerance criteria will be discussed looking both at the
accuracy of the system as well as the speed and completeness at which it is capable of
validating a part as compared to the rate of manufacturing.
Next, we will investigate the use of advanced 3D Imaging (or 3D scanning) systems for
acquiring and digitally reconstructing the surface definition of a physical part. This
paper will first discuss the main principles of how 3D scanners work, the algorithms that
are applied in various types of systems, then compare the accuracy of such a system by
simulating the scanning of a 4 inch gage block and comparing its recovered
measurement with its original CAD design. This will help to validate the mathematics
of the algorithm used. Subsequently, an optical ball bar will be scanned with a test setup
and compared to its designed measurements to calculate hardware inaccuracies such as
lens distortion, image sensor signal to noise ratio, projector gamma inaccuracies and
calibration errors.
A system using dual camera (stereo) setup was constructed to investigate the actual
accuracies achievable by the 3D reconstruction algorithm. A test blade for which the
15
inspection criteria are available was scanned via the built 3D scanner and measured
using a CMM for comparative measurement analysis.
Damaged blades were measured by both the 3D scanner and the CMM to investigate the
capabilities of either system to detect the damaged region. A stress analysis on a
damaged model of the blade was conducted to demonstrate the ill performance and
premature failure of the blade that would occur if either system was to miss measuring
the damaged area if such an area was to exist between measuring points.
2.1 Resources
The following hardware and software elements were utilized in this project:
3D Scanner
CCAT Structured Light Scanner
CCAT Data Acquisition Software
Positioning System.
Velmex B5990TS rotary table
Custom built 4 Axis positioning system (stepper motors) with custom controller.
Access to simulation software
Autodesk 3D Studio Max – scanning simulation (ray tracing).
Mesh Processing, Reverse Engineering, Quality Inspection
Rapidform XOR and XOV
Engineering Analysis Software
Cosmos Analysis Software
Access to turbine blade, prints and CMM
16
2.2 Coordinate Measuring Machine
Today, the industry standard for measuring turbine blades has shifted from profile gages
to CMM’s in order to reduce human error in measurement and to automate the process
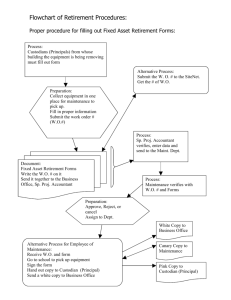
of measuring turbine profiles. Measuring the blade portion of a turbine involves
defining planes offset from the tip of the blade that define the sections from which
discrete points will be measured via a contact probe, as shown in Figure 6 below.
Figure 6 - Left: Coordinate measuring machine. Right: Zoom on contact probe head
The probes are attached to sensitive force gages which stop the motion of any moving
axis once the probe tip comes into contact with the part. This measurement is then
recorded as X, Y, and Z measurements relative to the measuring origin as specified by
the user. Nominal data is loaded into the Statistical Process Control (SPC) software,
either onboard the CMM controller or a post processing computer which then compares
the measured data to output deviations to a text report. Each point has associated with it
a tolerance within which the part is designed to operate as desired. Should a point lie
outside the tolerance band a “point fail” is reported in the output text report. A Quality
engineer checks the report to determine whether a part has passed or failed in order to
17
either move on to the next part or pass the part back to manufacturing for refinishing
only if positive deviations exist.
Traditionally, CMM’s where programmed on the machine when a part was fixtured,
however with the advancement of new 3D offline programming software Quality
Engineers can pre program probe paths and simulate the inspection process on virtual
machines in order to optimize probing times and minimize the risks of machine crashes
as exhibited with CNC machines. Figure 7 shows an example workflow for PAS CMM
programming software.
Figure 7 - PAS offline CMM programming software
With the advent of these new software packages, Quality Engineers could semi
automatically program probing paths while their CMM’s are measuring a batch of parts
online. Machine crashes could be reduced if not eliminated during simulation runs to
ensure successful first time run programs on the machine.
18
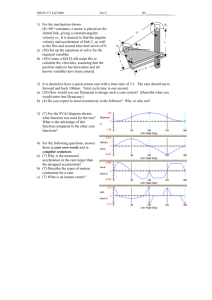
This process, though highly accurate is still limited to only measure discrete points; for
turbines this means only sectional data can be validated to be within tolerances (Figure
8), areas between sections are only assumed to be manufactured correctly.
Figure 8 - Left: CMM cross sectional measurements. Right: Detailed point measuring on section
As can be seen in Figure 8, seven sections are offset from a reference plane
perpendicular to the stacking axis of the blade (direction of blade extrusion) that contain
sectional measurements. Each cross section measurement itself only contains a discrete
number of section measurements that are used to verify the shape of the airfoil. All
measurements between each section are only assumed to be within an acceptable
tolerance.
Also, this process does not completely automate the process of measuring turbine blades.
The user must create probe paths for each type of blade. Since this method employs the
use of physical contact, the machine must know where to start and must assume that the
user has positioned the physical part so as to match the probing path for correct
measurement. That is, if a measuring point is assigned at the corner of say a cube, the
cube must be positioned such that it is exactly aligned with the same reference defined in
the probing path so the probe will be measuring the very corner that is intended to be
19
measured and not slightly off to one edge. This requires precise and repeatable
positioning of each turbine for accurate measurement. 3D scanners do not require the
exact positioning of objects since reference objects and the parts surface are used to
align individual scans. The part only needs to remain rigidly attached to the positioning
device during scanning. This is discussed in more detail the “Turbine Blade Scanning”
section of this paper.
20
2.3 3D Scanning
A 3D scanner is a measuring device which is able to analyze real world objects or
environments by collecting large amounts of data points from the objects shape and
color. These points can then be used to extrapolate the shape of the subject (a process
called reconstruction). If color information is collected at each point, then the colors on
the surface of the subject can also be determined.
3D scanners are very analogous to cameras. Like cameras, they have a cone-like field of
view, and like cameras, they only collect information about surfaces that are not
obscured. While a camera collects only color information about surfaces within its field
of view, 3D scanners collect distance information about the surface within its field of
view. The “picture” produced by a 3D scanner describes the distance to a surface at
each point in the picture. For most situations, a single scan will not produce a complete
model of the subject. Multiple scans from many different directions are usually required
to obtain information about all the sides of the subject. These scans have to be brought
in a common reference system, a process that is usually called alignment or registration,
and then merged to create a complete model. This whole process, going from a single
range map to a whole model is usually known as the 3D scanning pipeline.
It is important to mention that optical limitations do exist for 3D scanning devices. For
example, optical technologies encounter many difficulties with shiny, mirroring or
transparent objects. This is a result of an objects color or terrestrial albedo. A white
surface will reflect lots of light and a black surface will reflect only a small amount of
light. Transparent objects such as glass will only refract the light and give false three
dimensional information. Solutions to this include coating these types of surfaces with a
thin layer of white powder that helps more light photons reflect back to the imaging
sensor.
21
2.4 Structured Light
There are many types of technologies which could be used to construct a 3D scanner, all
of which employ the use of signal processing and ultimately triangulation between the
light and image plane to calculate three dimensional points. The structured light method
employing the grey code (8 bit grey scale pattern) and phase shifting has an advantage in
both speed and accuracy. Figure 9 below shows a sample of the binary and grey code
patterns that are projected onto the surface of an object for scanning. The binary images
are pure black and white with a hard transition between the two extremes, i.e. a 0’s and
1’s pixel value. The grey images are 8 bit monochrome images that display a range of
grayscale values from black (pixel value of 0) to white (pixel value of 255) in a sine
wave pattern. This image is then shifted one pixel value to the right which is referred to
as phase shifting since the sine wave is sifted, with Δx being one pixel width. As each
image is projected onto the surface of an object, which are originally straight, the
cameras take images of the distorted pattern as it conforms to the shape of the part.
From these images the software processes the difference between the output signal to the
input and calculates a 3D point per illuminated pixel of the image sensor via a known
triangulation angle between two cameras or a camera and a projector which is calculated
during extrinsic calibration.
Figure 9 - Top: Binary image. Bottom: Monochromatic 8 bit grey patterns
22
Instead of acquiring on point at a time, structured light scanners acquire multiple points
or an entire field of view of points at once. This reduces or eliminates the problem of
distortion from motion. By utilizing two imaging sensors, slightly apart, looking at the
same scene it is possible to analyze the slight differences between the images seen by
each sensor, making it possible to cancel distortions produced by non telecentric lenses
and to correspond images for high accuracy point calculation, as shown in Figure 10.
Marrying this stereoscopic imaging technique with the grey code structured light
algorithm it is possible to recover one point per illuminated pixel of camera, each point
having a very high degree of accuracy. This means that for a setup utilizing two one
million pixel sensors with a field of view of 10 inches square it will be possible to
calculate 1 million 3D surface points per 10 inch square field of view with 0.01 inch
point spacing. Similarly with using higher resolution imaging sensors or a smaller field
of view it is possible to decrease the point spacing for capturing smaller artifacts, for
example, thin surface cracks.
Figure 10 - Stereoscopic imaging with structured light
The point clouds produced by this 3D scanner will not be used directly. For this
application the point clouds will be triangulated into a 3D polygonal surface mesh for
point to surface measurement.
23
2.5 Test Setup
This scanner setup uses two 1.3 megapixel image sensors and a digital light projector
based around Texas Instruments Digital Micromirror Device (DMD). The setup is
shown below in Figure 11.
Figure 11 - Stereo scanner setup with off the shelf projector
A 4 axis positioning device driven by stepper motors was also constructed to automate
the scanning process. It was designed to have two rotation axis and two translational as
shown in Figure 12.
Figure 12 - 4 axis positioner with test blade
24
2.6 Calibration and Accuracy Verification
Matlab’s camera calibration toolbox was used to calibrate the stereo camera setup.
[Zhang]. This process corresponds physical dimensions with the number of pixels via a
checkered board pattern. In this case a 24 x 19 grid was used with 10mm sized squares,
as shown in Figure 13.
Figure 13 - Left and right camera calibration images. Colored lines added by calibration algorithm
This particular calibration board was printed on high resolution polygraph paper using
an inkjet plotter at high resolution and mounted to a flat machined aluminum plate. It is
necessary to check the accuracy of a scan via a known measured object in order to
validate or correct the printed grid inaccuracies inherent from its construction. For this,
a National Institute of Standards and Technology (NIST) Optical Ball Bar was used to
check the accuracy of a single scan, shown in Figure 14.
25
Figure 14 - Left: 6 inch optical ball bar being scanned. Right: Spheres fitted and measured in Rapidform
XOR2 software
Results of the calibration and accuracy check are shown in Figure 15.
Figure 15 - Snapshot of the Excel worksheet used to calculate accuracy correction factor
26
As can be seen from Figure 15, a calibration with the checkered board plate resulted in
an accuracy estimation of 0.00537”. This is calculated from the distance between the
two spheres that physically measured 5.9955” apart. A correction factor was calculated
and applied to the camera calibration file which resulted in an overall accuracy
estimation of 0.000571”.
2.7 Turbine Blade Scanning
The turbine blade was fixtured onto the positioning table as shown in Figure 12.
Eighteen scans where taken from different orientations with the addition of tooling balls
for alignment purposes, as shown in Figure 16.
Figure 16 - Images of structured light taken from data acquisition cameras. Tooling balls used for accurate
scan alignment
There are two approaches to automatically align multiple meshes together. One method
is to accurately find the center of rotation of the fourth axis then through inverse
kinematics of the positioning system, it is possible to apply a transformation matrix to
each individual scan in order for alignment (Figure 17). This approach however relies
on the accuracy of the positioning system and the accuracy of the inverse kinematic
model.
27
Figure 17 - Inverse kinematics diagram.
The second approach is to align to a known geometry, in this case spheres. By taking an
initial scan of the positioning system’s table top with the spheres arranged randomly, it is
possible to create an initial reference file containing points calculated from the centers of
the spheres, as shown in Figure 18.
Figure 18 - Sphere center calculation
Once this initial file is calculated, the turbine blade can be fixtured onto the positioning
table with the reference spheres. Each scan containing at least 3 spheres could then be
used to calculate and align sphere centers to the original reference file (Figure 18). This
method allows for accurate alignment between scans independent of positioned
accuracy. The turbine blade need only remain still during the scan to maintain accuracy.
28
Figure 19 - Reference scan used to define world origin. Scan origins automatically aligned to world origin
The result of using this method sets individual scans in a relatively accurate position
from some arbitrary location in space, accuracy depending on rigidity, circularity and,
since this algorithm uses a best fit technique, the number of spheres used for alignment.
This is graphically depicted in Figure 19. For global fine alignment an iterative closest
point algorithm is used to match and align overlapping geometry between individual
scans.
The Iterative Closest Point (ICP) algorithm is employed to minimize the difference
between two point clouds.
The algorithm iteratively revises the transformation
(translation, rotation) of each scan needed to minimize the distance between the points of
two raw scans.
Essentially, the algorithm steps are:
Associate points by nearest
neighbor criteria, estimate transformation parameters using a mean square cost function,
transform the points using the estimated parameters, iterate (re-associate the points and
so on). Figure 20 shows two ICP methods, the first being a point to point comparison
employed to align two meshes together, while the second being a point to plane
comparison employed to align a mesh to a surface model.
29
Figure 20 - Top: Find closest point. Bottom: Error metrics (point to plane)
The point to point ICP method uses each 3D point within the scan data to maximize the
alignment accuracy via statistics. Figure 21 shows the results of first roughly aligning
multiple scans taken of a turbine blade via reference spheres, then employing the ICP
algorithm to align each scan using overlapping (common) geometry, in order to
minimize global distortion.
Figure 21 - Multiple scans aligned via reference spheres then by iterative closest point algorithm
30
Once all individual scans are aligned, it is possible to then combine all scans into one
mesh, an operation similar to Boolean command in CAD software. For mesh data
however it is not always desired to have multiple surfaces layered as this may cause false
surface deviation readings during analysis if more than two surfaces are used. A
complete re-triangulation is needed to produce a clean single layer mesh. The merging
algorithm used here analyzes point redundancy and eliminates clusters of points defining
the same feature based on user set parameters. For example, the algorithm will analyze
point spacing between point pairs within a user defined surface area and eliminate
redundant points by trying to equalize point spacing to an average value, either by
moving points on the surface or eliminating certain points. The algorithm does this for
the entire surface then re-triangulates the points to a single layered mesh. The results of
using Rapidform’s triangulate/merge function is shown below in Figure 22.
Figure 22 - Re-triangulated and merged mesh
31
3. Results and Discussions
3.1 Surface Deviation
Having digitally captured the surface definition of a physical part in mesh format it is
now possible to use this model to run engineering analysis. One of the most beneficial
attributes of using meshes based on the physical object is that analysis results are based
on the actual physical dimensions which may include defects, if the physical model
contains them.
If a CAD model or a mesh file of a part that is known to be in tolerance is available,
surface deviation analysis can be performed to determine if the target scanned part has
been manufactured within specifications. It can also be used to automatically detect and
track surface defects that may grow over the life of the part.
For example let’s take a look at automatic surface defect detection.
Figure 23 - Surface defect detection simulation
Figure 23 shows a part at the center with simulated defects (exaggerated by 10x for easy
visualization) that was aligned and compared to its original defect free condition. The
32
resultant is a color plot highlighting surfaces that are above and below the surface
deviation tolerance limit (set to green).
3.2 Simulation Accuracy Test
It is important, as mentioned earlier, to verify the accuracy of the measuring device as it
directly affects the accuracy of any surface deviation analysis. First, the algorithm must
be tested to verify the mathematics are correct, that is, test the surface reconstruction
accuracy independent of hardware. Then, physical testing is required to verify mesh
accuracy and quality.
A simulation accuracy test was conducted using Solidworks and Autodesk software, the
output of which was ran through the grey code and the reconstruction algorithm.
Solidworks was used to model a four inch gage block (four inches being the length of
the block) which was exported to Autodesk as a B-rep surface file. As a virtual CAD
model this gage block is free from all physical defects and is exactly 4 inches in length,
making it the perfect control subject to test the accuracy of a virtual 3D scanner. This
virtual scanner was constructed within Autodesk by defining two cameras and a
projection device within a modeled environment, i.e. an environment set with ideal
diffuse illumination settings. The parameters of each of the cameras and the projector
where set to behave with high end response, i.e. the projection device was set with
infinite focus and a linear gamma response with a contrast ratio of 2500:1 (as this is a
typical contrast ratio for most off the self data projectors). The cameras where set with
infinite focus, high ISO sensitivity, and a high signal to noise ratio. An image sequence
was made for the binary and monochrome images which was converted to a video file
and set as the image to project by the virtual projector.
Once the environment and the virtual scanner were set a calibration board was modeled
within Autodesk and placed 1 foot in front of the projector lens. The center of the board
was positioned to be in line with the centerline of the projector lens. The two cameras
were rotated so their centerlines would coincide with the projector’s centerline and the
front surface of the calibration board. An animation sequence was made where the
33
calibration board was moved about in several random locations [according to Zhang].
During the animation, images where rendered from both camera views. These images
where then imported into the stereo calibration algorithm for calibrating the virtual
scanner. Once calibrated, the four inch gage block was positioned within the field of
view of the virtual scanner and scanned from several positions. The rendered images of
the camera views were used as the data set for the grey code and surface reconstruction
algorithm. The resulting meshes were imported into Rapidform XOV2 software,
globally aligned via the ICP algorithm then compared against with the original design
model from Solidworks. The results are shown in Figure 23b below.
Figure 23b – Results of Simulation Accuracy Test
34
The results from the simulation accuracy test are as follows:
Average Gap Distance: 0.0000000188”
Standard Deviation: 0.0000000325”
The average gap distance and standard deviation show that the grey code and surface
reconstruction algorithm are able to accurately calculate surfaces from image data.
Further it proves that the calibration procedure described in Zhang can be used for
quickly calibrating stereo setups.
35
3.3 Physical Accuracy Test
Having tested the algorithms, it was important to test a physical setup in order to
understand how hardware affects the accuracy of reconstructed surfaces. For this, two
1.3 megapixel image sensors based on CMOS technology where used as the cameras
which were fitted with two 12.5mm megapixel CCTV lenses. An off the shelf data
projector at 1024 x 768 resolution and 2500:1 contrast ratio was used as the structured
light projection device. The components where mocked together on an optical table for
testing.
In order to compare results with the simulation accuracy test, a four inch gage block with
NIST certification was fixtured in the field of view of the test scanner. Spheres were
fixed on the block and the panavise (used for fixturing) with modeling clay.
As
discussed in section 2.6, the spheres where used to automated the alignment of multiple
scans taken of the gage block. Figure 24 shows this setup as it is being scanned.
Figure 24 - 4 inch gage block scanning
The scans were imported into Rapidform XOV2 software, aligned via targets then
globally aligned via an ICP algorithm. The mesh file was aligned to the CAD model of
the gage block (constructed from the certification that came with the physical block).
36
Following, the spheres and the panavise holder where removed from the scan data.
Figure 25 shows the results of a surface deviation analysis with point call outs at random
locations.
Figure 25 - 3D GD&T measurements
The test data presented above show an overall length measurement (3D GD&T1),
sixteen reference point deviations and a whole shape deviation color map where green
indicates measured data within +0.001”
Concluding Alignment Accuracy (worst case) was +0.001”. Please see 6.1 Appendix A
for full test documentation.
37
3.4 Turbine Blade Scanning
Physical testing results have shown quick defect detection capabilities with 3D scanning
technology. The part shown in Figure 22 was used as a controlled mesh for comparison
against three blades one with eroded edges, an eroded tip, and one with damaged edges.
These turbine blades were fixtured and scanned similar to the setup shown in Figure 16.
Each of the blades scans were then target aligned then globally aligned via the ICP
algorithm. All unnecessary data was removed from the complete mesh file, that is, the
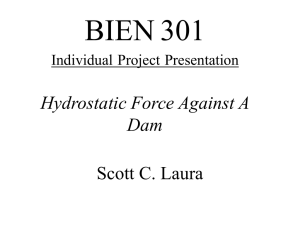
spheres and the holder. Figure 26 shows the results of a surface deviation analysis
between the original CAD model of the blade with the scan of a physical blade of a
known eroded edge damage condition.
Figure 26 - Left: control mesh (top), sharp edges eroded over time (bottom). Right: deviation analysis
highlighting edge deviations
Figure 26 shows almost all edges to be out of tolerance, highlighted in a light blue color,
which corresponds with a deviation in the surface of the mesh file to be between 0.001”
– 0.0039”.
As can be seen from the deviation analysis, the 3D surface reconstruction algorithm is
able to give us complete surface coverage on the part making it possible for a more
complete surface inspection. As the deviation analysis is comparing the original CAD
38
surface of the blade to the physically scanned mesh surface, the resolution of the results
are only limited by the resolution of the scan data which itself has been shown to be at a
far greater point density then CMM measured data. Further, since the 3D scanner is
based on non contact measurement, that is, it measures everything within its field of
view, whether or not a feature has to be measured is not a concern since the scanner will
pick up the surface regardless, as opposed to specifically programming a CMM path to
measure a feature. It can be seen from the results of this first analysis that the CMM
path (as shown in Figure 8) would have detected defects only on the profiles of the
blade, and would have missed the edge defects on the root and tips unless those paths
where specifically programmed to be inspected. If repair is possible the deviation
analysis can be used to identify all regions that would need to be repaired.
Specifically, turbine blade tips often become eroded over time and are repaired by
cutting the tip, welding a thick bead of metal on the cut portion then grinding the weld
back to the original contour. This requires numerous measurements on a CMM, firstly
to identify the extent of the damage on the tip, then to measure the weld bead thickness,
and then to continuously check the grinding results until the tip is within tolerance.
CMM programming becomes a very arduous task for this type of repair. This is in
contrast to using a 3D scanner for the same repair. To test the scanners ability to pick up
damaged tips a blade with a known eroded tip was scanned with the test setup (Figures
11 and 12). The individual scans were imported, aligned and merged in Rapidform
XOV2 software and compared against the original CAD model. The results are shown
in Figure 27.
39
Figure 27 - Left: control mesh (top), tip eroded over time (bottom). Middle: deviation analysis
highlighting tip deviations. Right: cross-section deviation (top), location of cross section (bottom)
The results clearly show the mesh surface to have a negative deviation of up to 0.0124”
in some areas, where negative deviation indicates missing material. Since now we have
a model of the damaged blade, it is possible to use this model to program the welding
path as well as the grinding path for automated blade tip repair, since the 3D scanner
output is a mesh file describing the surface as opposed to discrete measuring points.
Lastly, a blade with damaged edges was scanned in order to test the scanners ability to
pick up small defects on the surface of the blade. A blade with known defects was
scanned with the test setup (Figures 11 and 12). The individual scans where imported,
aligned and merged in Rapidform XOV2 software for comparison against the original
CAD model. The results are shown in Figure 28.
40
Figure 28 - Left: control mesh (top), damaged edges (bottom). Right: deviation analysis highlighting edge
damages
Figure 28 shows almost all measured defects to be positive deviations, in other words,
the physical model has too much material in areas that are highlighted yellow in the
figure above. In this case, since the deviations are positive and both the model of the
physical blade and the original design data are available, it is possible to export theses
surface deviations to any CAM or machine path programming software for defining a
finishing path to bring those areas that are out of tolerance on the blade, back into
tolerance. This would greatly reduce the need for hand finishing and reduce the cutting
and measuring iterations needed to verify the part is within tolerance, since all cutting
paths are programmed off of the deviation analysis.
41
4. Conclusions
This report demonstrates that the 3D image processing algorithms are able to very
accurately reconstruct the surface of a physical part. Since the grey code method
eliminates projector limitations and fully utilizes camera resolution in that a 3D point is
calculated for each illuminated pixel of the image sensor, the level of detail needed for
measurement can be increased or decreased based on camera resolution or field of view.
Large parts can be scanned with both high resolution and low resolution scanner setups
such as the one shown in Figure 11. As can be seen from Figures 24 – 26, 3D scanners
provide complete surface definitions, which can then be compared against ideal part
designs. Depending on field of view and/or camera and projector resolution the smallest
details can be captured digitally for further analysis. With multi axis automation and
target alignment parts can be scanned in completely automatically without the need for
precise fixturing or complicated machine paths. The speed at which millions of data
points are captured via optical methods is far greater than conventional and scanning
CMMs. The 3D imaging and alignment algorithms have shown to be robust, accurate,
and repeatable for use as part of an optical measuring device. The test data has shown
the ability of the system to quickly scan and detect surface defects for quality
engineering and repair purposes.
Because of the use of software calibration as apposed to hardware alignment, the 3D
scanning system has great flexibility in parts that it can scan. By simply changing the
distance between the cameras, camera angles and/or lenses, large parts can be scanned at
low resolution for overall geometry capture in one shot, or at high resolution via multiple
scans to capture small surface defects. The calibration algorithm has shown to have high
accuracies at small fields of view while lower accuracies at larger fields of view due to
the parallax distance between the camera and the projection device.
42
5. References / Bibliography
Matlab Camera Calibration Toolbox:
http://www.vision.caltech.edu/bouguetj/calib_doc/
Open Computer Vision Library:
http://sourceforge.net/projects/opencvlibrary/
Open Source Mesh Processing Software:
http://meshlab.sourceforge.net/
Douglas Lanman and Gabriel Taubin, University of Brown, August 5, 2009, Build Your
Own 3D Scanner: 3D Photography for Beginners, Siggraph 2009 Course Notes ( located
at http://rh.edu/~mannan/EP/References/ )
P. Cignoni, C. Rocchini, and R. Scopigno, Istituto per l’Elaborazione dell’Informazione
– Consiglio Nazionale delle Ricerche, 1998, Pisa, Italy, Metro: measuring error on
simplified surfaces. ( located at http://rh.edu/~mannan/EP/References/ )
Zhengyou Zhang, Microsoft Research, 1999, Flexible Camera Calibration By Viewing a
Plane From Unknown Orientations. ( located at http://rh.edu/~mannan/EP/References/ )
43
6. Appendices
6.1. Appendix A: Physical Accuracy Test
44
45
46
47
48
49
50
6.2 Appendix B: Extrinsic Calibration Code
function [Tc_ext,Rc_ext,H_ext] = ...
computeExtrinsic(fc,cc,kc,alpha_c,image_name,format_image,nX,nY,dX,dY)
% COMPUTEEXTRINSIC Determines extrinsic calibration parameters.
%
COMPUTEEXTRINSIC will find the extrinsic calibration, given
%
a set of user-selection features and the camera's intrinsic
%
calibration. Note that this function is a modified version
%
of EXTRINSIC_COMPUTATION from the Camera Calibration Toolbox.
%
%
Inputs:
%
fc: camera focal length
%
cc: principal point coordinates
%
kc: distortion coefficients
%
alpha_c: skew coefficient
%
image_name: image filename for feature extraction (without
extension)
%
format_image: image format (extension)
%
nX = 1: number of rectangles along x-axis
%
nY = 1: number of rectangles along y-axis
%
dX: length along x-axis (mm) (between checkerboard
rectangles)
%
dY: length along y-axis (mm) (between checkerboard
rectangles)
%
%
Outputs:
%
Tc_ext: 3D translation vector for the calibration grid
%
Rc_ext: 3D rotation matrix for the calibration grid
%
H_ext: homography between points on grid and points on image
plane
%
% Douglas Lanman and Gabriel Taubin
% Brown University
% 18 May 2009
% Load the calibration image (assuming format is supported).
ima_name = [image_name '.' format_image];
if format_image(1) == 'p',
if format_image(2) == 'p',
frame = double(loadppm(ima_name));
else
frame = double(loadpgm(ima_name));
end
else
if format_image(1) == 'r',
frame = readras(ima_name);
else
frame = double(imread(ima_name));
end
end
51
if size(frame,3) > 1,
I = frame(:,:,2);
end
frame = uint8(frame);
% Prompt user.
disp('
(click on the four extreme corners of the rectangular
pattern, ');
disp('
starting on the bottom-left and proceeding counterclockwise.)');
% Extract grid corners.
% Note: Assumes a fixed window size (modify as needed).
wintx = 9; winty = 9;
[x_ext,X_ext,ind_orig,ind_x,ind_y] = ...
extractGrid(I,frame,wintx,winty,fc,cc,kc,nX,nY,dX,dY);
% Computation of the extrinsic parameters attached to the grid.
[omc_ext,Tc_ext,Rc_ext,H_ext] = ...
compute_extrinsic(x_ext,X_ext,fc,cc,kc,alpha_c);
% Calculate extrinsic coordinate system.
Basis = X_ext(:,[ind_orig ind_x ind_orig ind_y ind_orig ]);
VX = Basis(:,2)-Basis(:,1);
VY = Basis(:,4)-Basis(:,1);
nX = norm(VX);
nY = norm(VY);
VZ = min(nX,nY)*cross(VX/nX,VY/nY);
Basis = [Basis VZ];
[x_basis] = project_points2(Basis,omc_ext,Tc_ext,fc,cc,kc,alpha_c);
dxpos = (x_basis(:,2)+x_basis(:,1))/2;
dypos = (x_basis(:,4)+x_basis(:,3))/2;
dzpos = (x_basis(:,6)+x_basis(:,5))/2;
% Display extrinsic coordinate system.
figure(1); set(gcf,'Name','Extrinsic Coordinate System'); clf;
imagesc(frame,[0 255]); axis image; title('Extrinsic Coordinate
System');
hold on
plot(x_ext(1,:)+1,x_ext(2,:)+1,'r+');
h = text(x_ext(1,ind_orig)-25,x_ext(2,ind_orig)-25,'O');
set(h,'Color','g','FontSize',14);
h2 = text(dxpos(1)+1,dxpos(2)-30,'X');
set(h2,'Color','g','FontSize',14);
h3 = text(dypos(1)-30,dypos(2)+1,'Y');
set(h3,'Color','g','FontSize',14);
h4 = text(dzpos(1)-10,dzpos(2)-20,'Z');
set(h4,'Color','g','FontSize',14);
plot(x_basis(1,:)+1,x_basis(2,:)+1,'g-','linewidth',2);
hold off
52
6.3 Appendix C: Grey Code
function [P,offset] = graycode(width,height)
% % Define height and width of screen.
% width = 1024;
% height = 768;
% Generate Gray codes for vertical and horizontal stripe patterns.
% See: http://en.wikipedia.org/wiki/Gray_code
P = cell(2,1);
offset = zeros(2,1);
for j = 1:2
% Allocate storage for Gray code stripe pattern.
if j == 1
N = ceil(log2(width));
offset(j) = floor((2^N-width)/2);
else
N = ceil(log2(height));
offset(j) = floor((2^N-height)/2);
end
P{j} = zeros(height,width,N,'uint8');
% Generate N-bit Gray code sequence.
B = zeros(2^N,N,'uint8');
B_char = dec2bin(0:2^N-1);
for i = 1:N
B(:,i) = str2num(B_char(:,i));
end
G = zeros(2^N,N,'uint8');
G(:,1) = B(:,1);
for i = 2:N
G(:,i) = xor(B(:,i-1),B(:,i));
end
% Store Gray code stripe pattern.
if j ==1
for i = 1:N
P{j}(:,:,i) = repmat(G((1:width)+offset(j),i)',height,1);
end
else
for i = 1:N
P{j}(:,:,i) = repmat(G((1:height)+offset(j),i),1,width);
end
end
end
% % Decode Gray code stripe patterns.
% C = gray2dec(P{1})-offset(1);
% R = gray2dec(P{2})-offset(2);
53
6.4 Appendix D: Scanner Calibration Code
% Reset Matlab environment.
clear; clc;
% Add required subdirectories.
addpath('../../utilities');
% Select projector calibation images for inclusion.
useProjImages = 1:20; %[1:5,7:9];
% Define projector calibration plane properties.
% Note: These lengths are used to determine the extrinsic calibration.
%
That is, the transformation(s) from reference plane(s) ->
camera.
proj_cal_nX = 1;
% number of rectangles along x-axis
proj_cal_nY = 1;
% number of rectangles along y-axis
proj_cal_dX = 406.4;
% length along x-axis (mm) (between
checkerboard rectangles) [406.4]
proj_cal_dY = 335.0;
% length along y-axis (mm) (between
checkerboard rectangles) [330.2]
%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%
%%%%
% Part I: Calibration of the camera(s) independently of the projector.
% Load all checkerboard corners for calibration images (for each
camera).
% Note: Must select same corners in first images so that world
coordinate
%
system is consistent across all cameras.
camIndex = 1;
while exist(['./cam/v',int2str(camIndex)],'dir')
% Load checkerboard corners for calibration images.
load(['./cam/v',int2str(camIndex),'/calib_data']);
% Display the first camera calibration image.
I_cam1 = imread(['./cam/v',int2str(camIndex),'/001.bmp']);
figure(1); image(I_cam1); axis image;
hold on;
plot(x_1(1,:)+1,x_1(2,:)+1,'r+');
hold off;
title('First camera calibration image: 001.bmp');
drawnow;
% Configure the camera model (must be done before calibration).
est_dist
= [1;1;1;1;0]; % select distortion model
est_alpha
= 0;
% include skew
center_optim = 1;
% estimate the principal point
% Run the main calibration routine.
54
go_calib_optim;
% Save the camera calibration results as camera_results.mat.
saving_calib;
copyfile('Calib_Results.mat',['./calib_results/camera_results_v',...
int2str(camIndex),'.mat']);
delete('Calib_Results.mat'); delete('Calib_Results.m');
% Save the camera calibration results (in "side" variables).
fc_cam{camIndex}
= fc;
cc_cam{camIndex}
= cc;
kc_cam{camIndex}
= kc;
alpha_c_cam{camIndex} = alpha_c;
Rc_1_cam{camIndex}
= Rc_1;
Tc_1_cam{camIndex}
= Tc_1;
x_1_cam{camIndex}
= x_1;
X_1_cam{camIndex}
= X_1;
nx_cam{camIndex}
= nx;
ny_cam{camIndex}
= ny;
n_sq_x_1_cam{camIndex} = n_sq_x_1;
n_sq_y_1_cam{camIndex} = n_sq_y_1;
dX_cam{camIndex}
= dX;
dY_cam{camIndex}
= dY;
% Increment camera index.
camIndex = camIndex+1;
end
%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%
%%%%
% Part II: Projector-Camera Color Calibration (if necessary).
% Obtain color calibration matrix for each camera.
camIndex = 1; bounds = {}; projValue = {}; inv_color_calib_cam = {};
while exist(['./cam/v',int2str(camIndex)],'dir')
% Load all color calibration images for this camera.
C = {};
for j = 1:3
C{j} =
imread(['./cam/v',int2str(camIndex),'/c',int2str(j),'.bmp']);
projValue{camIndex,j} =
load(['./cam/v',int2str(camIndex),'/projValue.mat']);
end
% Select/save bounding box(if none exists).
color_bounds = {};
if ~exist(['./cam/v',int2str(camIndex),'/color_bounds.mat'],'file')
for j = 1:3
figure(10); clf;
imagesc(C{j}); axis image off;
title('Select the bounding box for color calibration');
drawnow;
[x,y] = ginput(2);
color_bounds{j} = round([min(x) max(x) min(y) max(y)]);
55
hold on;
plot(color_bounds{j}([1 2 2 1 1]),color_bounds{j}([3 3 4 4
3]),'r.-');
hold off;
pause(0.3);
end
bounds{camIndex} = color_bounds;
save(['./cam/v',int2str(camIndex),'/color_bounds.mat'],'color_bounds');
else
load(['./cam/v',int2str(camIndex),'/color_bounds.mat']);
bounds{camIndex} = color_bounds;
end
%
%
% Extract projector-camera color correspondences.
cam_colors = []; proj_colors = [];
for j = 1:3
crop_C = C{j}(bounds{camIndex}{j}(3):bounds{camIndex}{j}(4),...
bounds{camIndex}{j}(1):bounds{camIndex}{j}(2),:);
imagesc(crop_C);
axis image; pause;
crop_C = double(reshape(crop_C,[],3,1)');
crop_P = zeros(size(crop_C));
cam_colors = [cam_colors crop_C];
if j == 1
crop_P(1,:) = projValue{camIndex,j}.projValue;
elseif j == 2
crop_P(2,:) = projValue{camIndex,j}.projValue;
else
crop_P(3,:) = projValue{camIndex,j}.projValue;
end
proj_colors = [proj_colors crop_P];
end
inv_color_calib_cam{camIndex} = inv(cam_colors/proj_colors);
figure(11);
plot([cam_colors(:,1:1e3:end); proj_colors(:,1:1e3:end)]'); grid
on;
figure(12); drawnow;
plot([inv_color_calib_cam{camIndex}*cam_colors(:,1:1e3:end); ...
proj_colors(:,1:1e3:end)]'); grid on; drawnow;
% Increment camera index.
camIndex = camIndex+1;
end
%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%
%%%%
% Part III: Calibration of the projector (using first camera
calibration).
% Load all projected checkerboard corners for calibration images.
% Note: Calibrate reference plane positions (if not available).
load('./proj/v1/calib_data');
if ~exist('./proj/v1/ext_calib_data.mat','file')
load('./proj/v1/calib_data','n_ima')
56
for i = 1:n_ima
frame = ['./proj/v1/',num2str(i,'%0.3d')];
[Tc,Rc,H] = ...
computeExtrinsic(fc_cam{1},cc_cam{1},kc_cam{1},alpha_c_cam{1},frame,'bm
p',...
proj_cal_nX,proj_cal_nY,proj_cal_dX,proj_cal_dY);
eval(['Rc_',int2str(i),' = Rc']);
eval(['Tc_',int2str(i),' = Tc']);
if i == 1
save('./proj/v1/ext_calib_data.mat',['Rc_',int2str(i)]);
else
save('./proj/v1/ext_calib_data.mat',['Rc_',int2str(i)],'append');
end
save('./proj/v1/ext_calib_data.mat',['Tc_',int2str(i)],'append');
end
else
load('./proj/v1/ext_calib_data');
end
for i = 1:n_ima
eval(['xproj_',int2str(i),' = x_',int2str(i),';']);
end
% Synthesize projector image coordinates.
% Note: This assumes that 7x7 checkerboard blocks were selected in
%
each image (i.e., row-by-col). In addition, this assumes that
%
selection was counter-clockwise starting in the lower left.
%
Finally, we assume that each square is 64x64 pixels.
%
Checkerboard begins 1x1 square "in" and x_i is the ith
%
points from left-to-right and top-to-bottom.
I = 255*ones(768,1024,'uint8');
C = uint8(255*(checkerboard(64,4,4) > 0.5));
I((1:size(C,1))+(2*64)*1,(1:size(C,2))+(2*64)*2) = C;
x = (0:64:64*6)+(2*64)*2+64+0.5-1;
y = (0:64:64*6)+(2*64)*1+64+0.5-1;
[X,Y] = meshgrid(x,y);
X = X'; Y = Y';
for i = 1:n_ima
eval(['x_proj_',int2str(i),' = [X(:) Y(:)]'';']);
end
% Display the first projector calibration image.
I_proj1 = imread('./proj/v1/001.bmp');
figure(2); image(I_proj1);
hold on;
plot(xproj_1(1,:)+1,xproj_1(2,:)+1,'r+');
hold off;
title('First projector calibration image: 001.bmp');
drawnow;
% Display points on projector image.
figure(3); image(I); colormap(gray);
hold on;
plot(x_proj_1(1,:)+1,x_proj_1(2,:)+1,'r.');
57
hold off;
title('Points overlaid on projector image');
drawnow;
% Display the 3D configuraton using the extrinsic calibration.
X_proj
= []; % 3D coordinates of the points
x_proj
= []; % 2D coordinates of the points in the projector image
n_ima_proj = []; % number of calibration images
for i = useProjImages
% Transform calibation marker positions to camera coordinate system.
X = [0 proj_cal_dX proj_cal_dX 0; 0 0 proj_cal_dY proj_cal_dY; 0 0 0
0];
X = eval(['Rc_',int2str(i),'*X +
repmat(Tc_',int2str(i),',1,size(X,2));']);
% Recover 3D points corresponding to projector calibration pattern.
% Note: Uses ray-plane intersection to solve for positions.
V =
eval(['pixel2ray(xproj_',int2str(i),',fc_cam{1},cc_cam{1},kc_cam{1},alp
ha_c_cam{1});']);
C = zeros(3,size(V,2));
calPlane = fitPlane(X(1,:),X(2,:),X(3,:));
X = intersectLineWithPlane(C,V,calPlane');
% Concatenate projector and world correspondances.
eval(['xproj = xproj_',num2str(i),';']);
eval(['X_proj_',num2str(i),' = X;']);
eval(['X_proj = [X_proj X_proj_',num2str(i),'];']);
eval(['x_proj = [x_proj x_proj_',num2str(i),'];']);
n_ima_proj = [n_ima_proj i*ones(1,size(xproj,2))];
end
% Configure the projector model (must be done before calibration).
nx
= 1024;
% number of projector columns
ny
= 768;
% number of projector rows
no_image
= 1;
% only use pre-determined corners
n_ima
= 1;
% default behavior for a single image
est_dist
= [1;1;0;0;0]; % select distortion model
est_alpha
= 0;
% no skew
center_optim = 1;
% estimate the principal point
% Run the main projector calibration routine.
X_1 = X_proj;
x_1 = x_proj;
go_calib_optim;
% Save the projector calibration results as projector_results.mat.
saving_calib;
copyfile('Calib_Results.mat','./calib_results/projector_results.mat');
delete('Calib_Results.mat'); delete('Calib_Results.m');
% Save the projector calibration results (in "side" variables).
fc_proj
= fc;
cc_proj
= cc;
kc_proj
= kc;
58
alpha_c_proj
Rc_1_proj
Tc_1_proj
x_1_proj
X_1_proj
nx_proj
ny_proj
n_sq_x_1_proj
n_sq_y_1_proj
dX_proj
dY_proj
=
=
=
=
=
=
=
=
=
=
=
alpha_c;
Rc_1;
Tc_1;
eval(['x_proj_',num2str(useProjImages(1)),';']);
eval(['X_proj_',num2str(useProjImages(1)),';']);
nx;
ny;
eval(['n_sq_x_',num2str(useProjImages(1)),';']);
eval(['n_sq_y_',num2str(useProjImages(1)),';']);
dX;
dY;
%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%
%%%%
% Part IV: Display calibration results.
% Plot camera calibration results (in camera coordinate system).
procamCalibDisplay;
for i = 1
hold on;
Y
= Rc_1_cam{i}*X_1_cam{i} +
Tc_1_cam{i}*ones(1,size(X_1_cam{i},2));
Yx
= zeros(n_sq_x_1_cam{i}+1,n_sq_y_1_cam{i}+1);
Yy
= zeros(n_sq_x_1_cam{i}+1,n_sq_y_1_cam{i}+1);
Yz
= zeros(n_sq_x_1_cam{i}+1,n_sq_y_1_cam{i}+1);
Yx(:) = Y(1,:); Yy(:) = Y(2,:); Yz(:) = Y(3,:);
mesh(Yx,Yz,-Yy,'EdgeColor','r','LineWidth',1);
Y
= X_1_proj;
Yx
= zeros(n_sq_x_1_proj+1,n_sq_y_1_proj+1);
Yy
= zeros(n_sq_x_1_proj+1,n_sq_y_1_proj+1);
Yz
= zeros(n_sq_x_1_proj+1,n_sq_y_1_proj+1);
Yx(:) = Y(1,:); Yy(:) = Y(2,:); Yz(:) = Y(3,:);
mesh(Yx,Yz,-Yy,'EdgeColor','g','LineWidth',1);
hold off;
end
title('Projector/Camera Calibration Results');
xlabel('X_c'); ylabel('Z_c'); zlabel('Y_c');
view(50,20); grid on; rotate3d on;
axis equal tight vis3d; drawnow;
%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%
%%%%
% Part V: Save calibration results.
% Determine mapping from projector pixels to optical rays.
% Note: Ideally, the projected images should be pre-warped to
%
ensure that projected planes are actually planar.
c = 1:nx_proj;
r = 1:ny_proj;
[C,R] = meshgrid(c,r);
np = pixel2ray([C(:) R(:)]',fc_proj,cc_proj,kc_proj,alpha_c_proj);
np = Rc_1_proj'*(np - Tc_1_proj*ones(1,size(np,2)));
Np = zeros([ny_proj nx_proj 3]);
Np(:,:,1) = reshape(np(1,:),ny_proj,nx_proj);
Np(:,:,2) = reshape(np(2,:),ny_proj,nx_proj);
59
Np(:,:,3) = reshape(np(3,:),ny_proj,nx_proj);
P = -Rc_1_proj'*Tc_1_proj;
% Estimate plane equations describing every projector column.
% Note: Resulting coefficient vector is in camera coordinates.
wPlaneCol = zeros(nx_proj,4);
for i = 1:nx_proj
wPlaneCol(i,:) = ...
fitPlane([P(1); Np(:,i,1)],[P(2); Np(:,i,2)],[P(3); Np(:,i,3)]);
%figure(4); hold on;
%plot3(Np(:,i,1),Np(:,i,3),-Np(:,i,2),'r-');
%drawnow;
end
% Estimate plane equations describing every projector row.
% Note: Resulting coefficient vector is in camera coordinates.
wPlaneRow = zeros(ny_proj,4);
for i = 1:ny_proj
wPlaneRow(i,:) = ...
fitPlane([P(1) Np(i,:,1)],[P(2) Np(i,:,2)],[P(3) Np(i,:,3)]);
%figure(4); hold on;
%plot3(Np(i,:,1),Np(i,:,3),-Np(i,:,2),'g-');
%drawnow;
end
% Pre-compute optical rays for each camera pixel.
for i = 1:length(fc_cam)
c = 1:nx_cam{i};
r = 1:ny_cam{i};
[C,R] = meshgrid(c,r);
Nc{i} = Rc_1_cam{1}*Rc_1_cam{i}'*pixel2ray([C(:) R(:)]'1,fc_cam{i},cc_cam{i},kc_cam{i},alpha_c_cam{i});
Oc{i} = Rc_1_cam{1}*Rc_1_cam{i}'*(-Tc_1_cam{i}) + Tc_1_cam{1};
end
% Save the projector/camera calibration results as calib_cam_proj.mat.
save_command = ...
['save ./calib_results/calib_cam_proj ',...
'fc_cam cc_cam kc_cam alpha_c_cam Rc_1_cam Tc_1_cam ',...
'x_1_cam X_1_cam nx_cam ny_cam n_sq_x_1_cam n_sq_y_1_cam ',...
'dX_cam dY_cam ',...
'inv_color_calib_cam ',...
'fc_proj cc_proj kc_proj alpha_c_proj Rc_1_proj Tc_1_proj ',...
'x_1_proj X_1_proj nx_proj ny_proj n_sq_x_1_proj n_sq_y_1_proj '...
'dX_proj dY_proj '...
'Oc Nc wPlaneCol wPlaneRow'];
eval(save_command);
(Complete Matlab scripts available at: http://rh.edu/~mannan/EP/References/)
60